Influence of CO2 Shielding Gas on High Power Fiber Laser Welding Performance

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
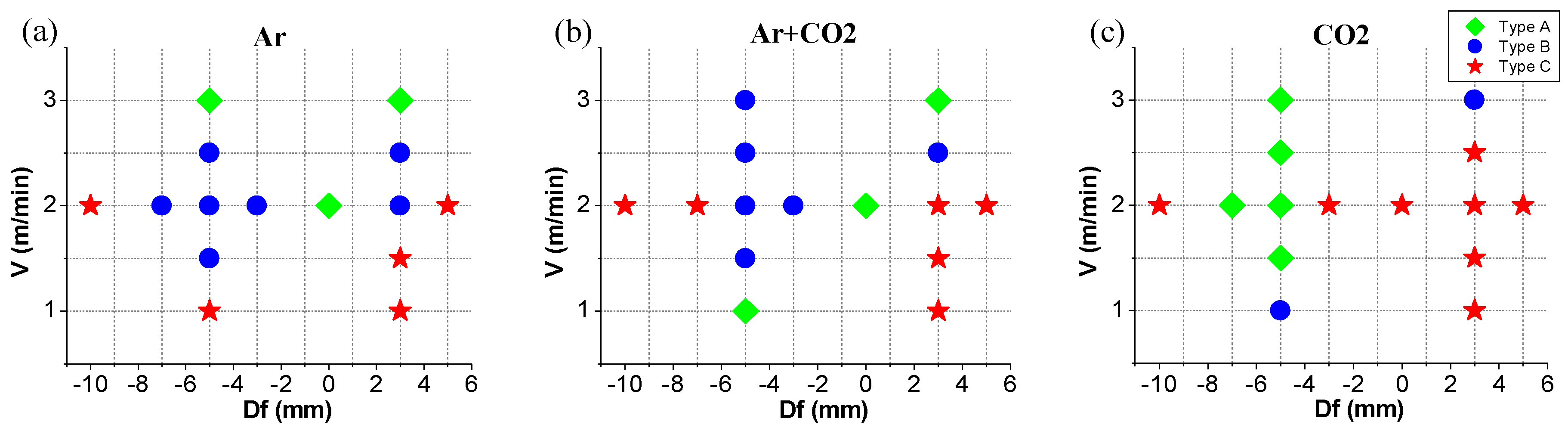
3.1. Influence of Shielding Gas on Weld Formation
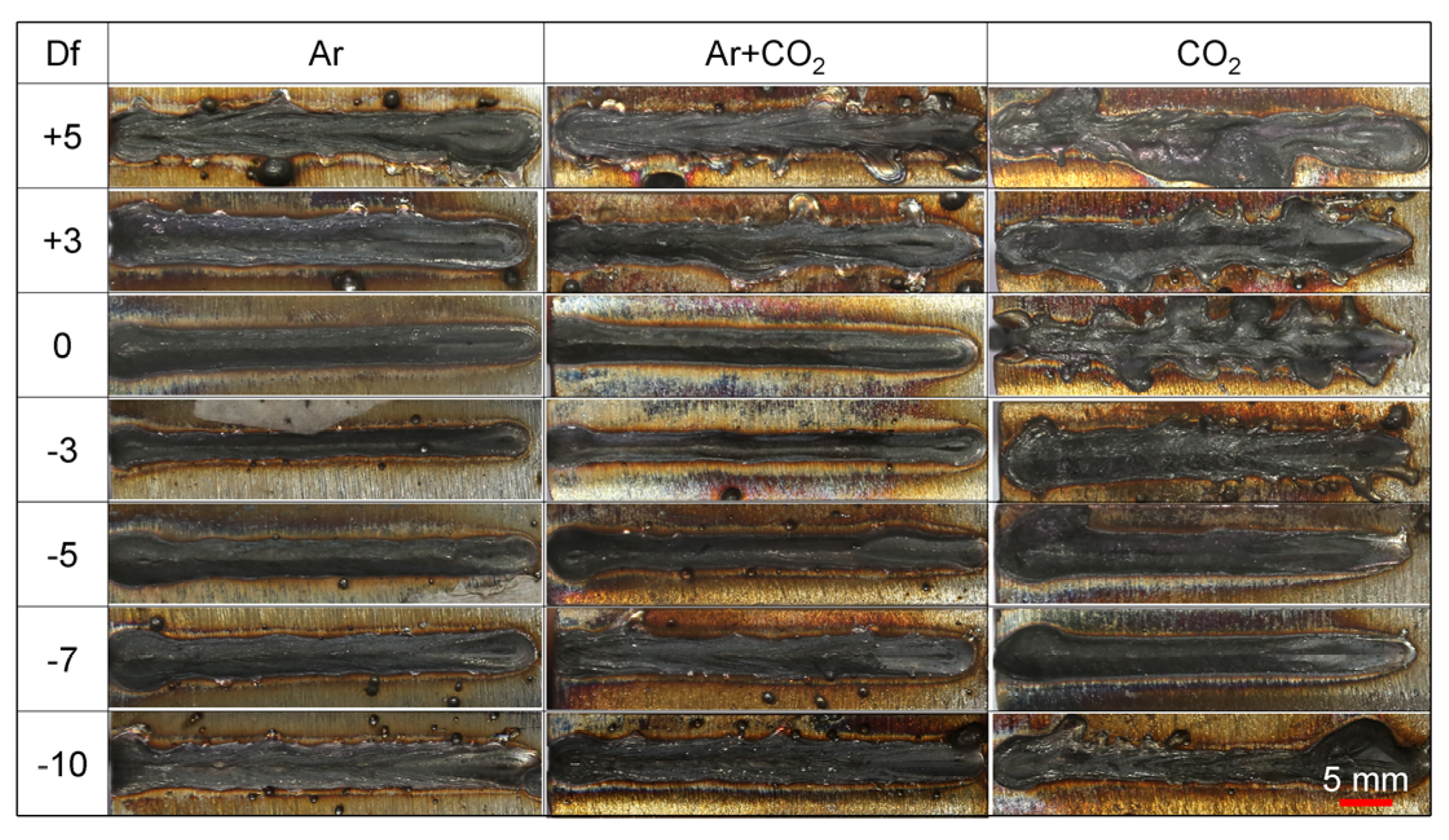
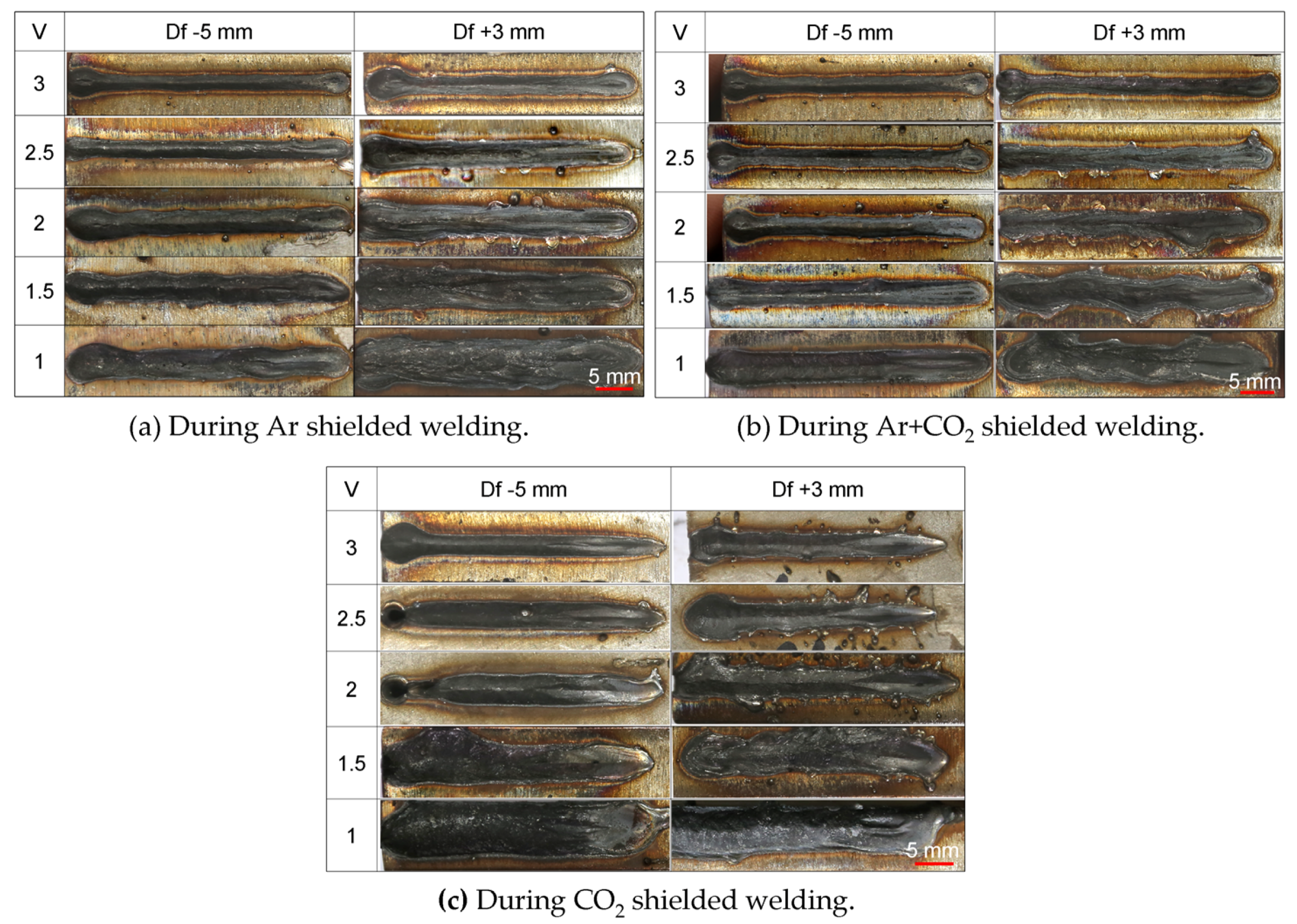
3.1.1. Weld Appearance
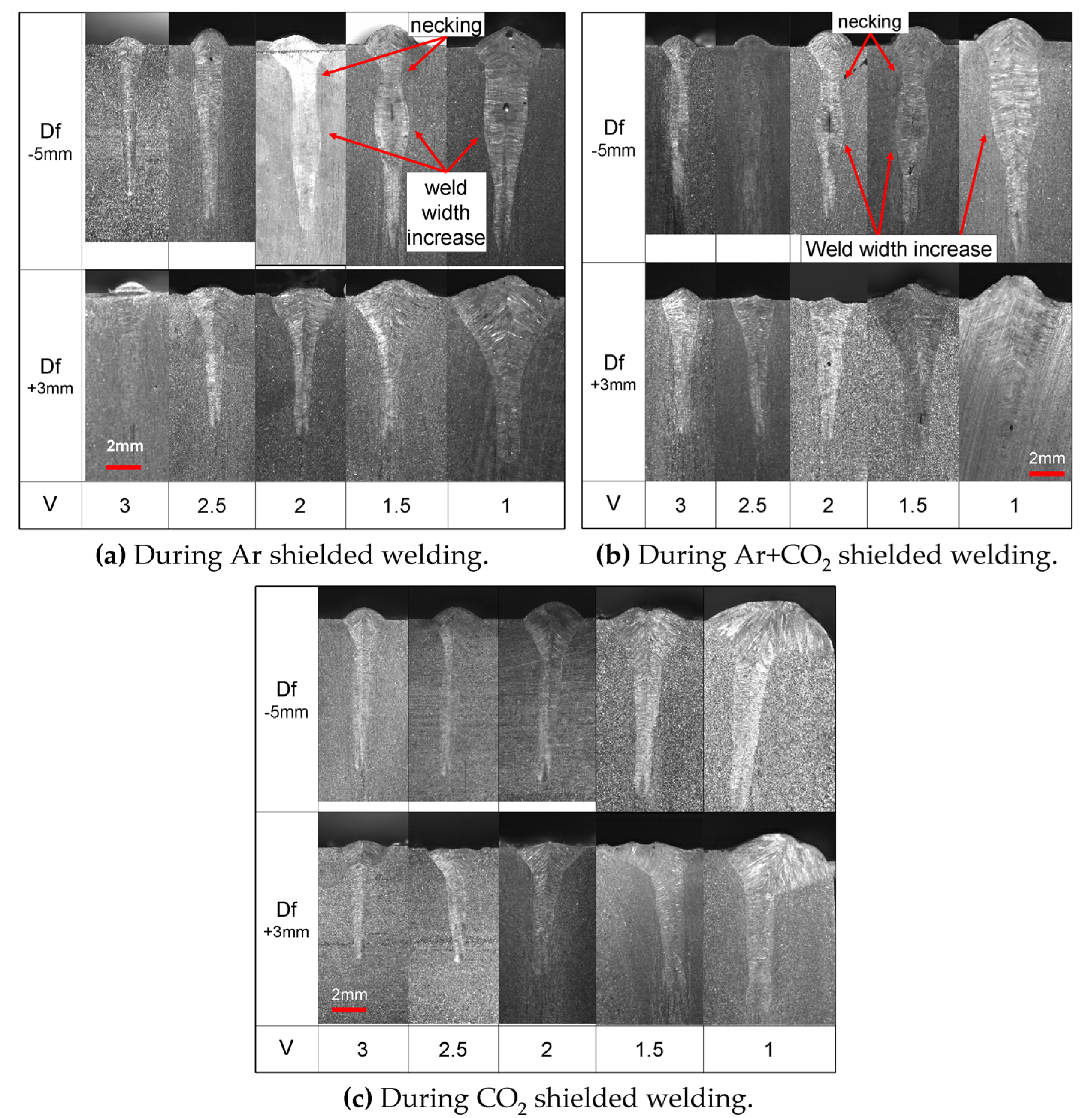
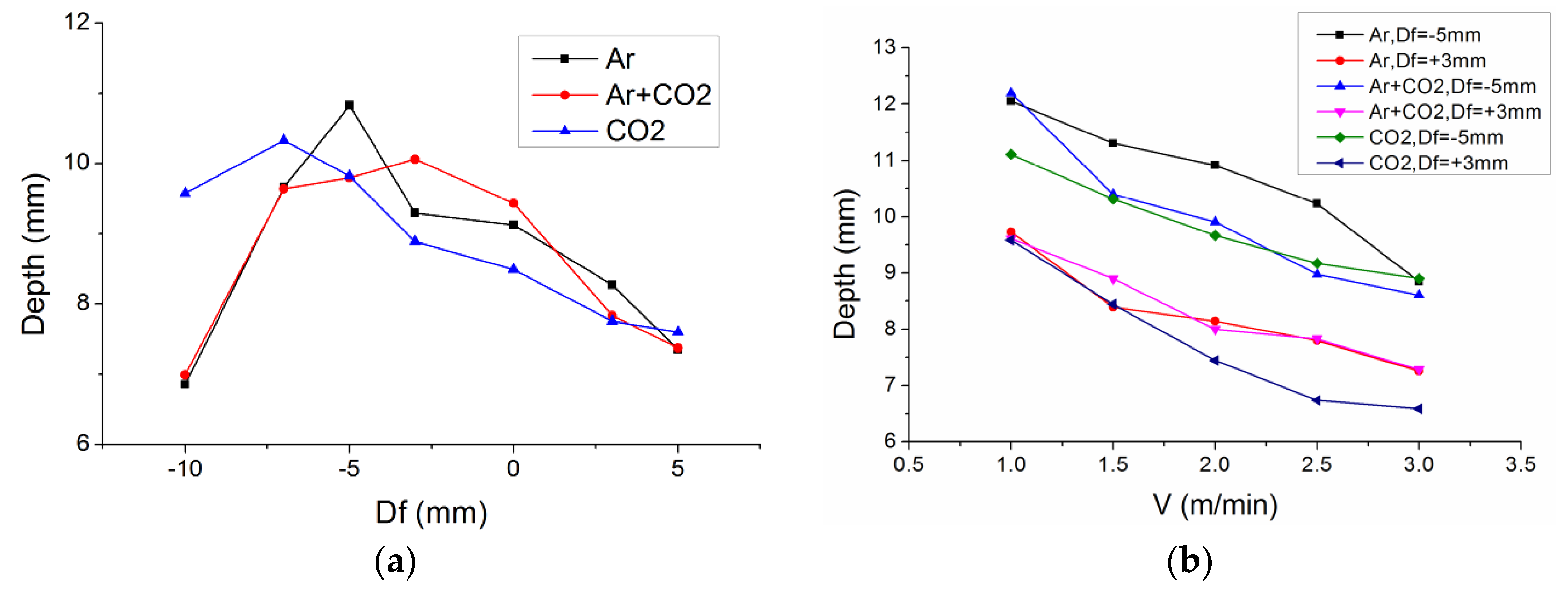
3.1.2. Cross Section Geometry of Weld Joint
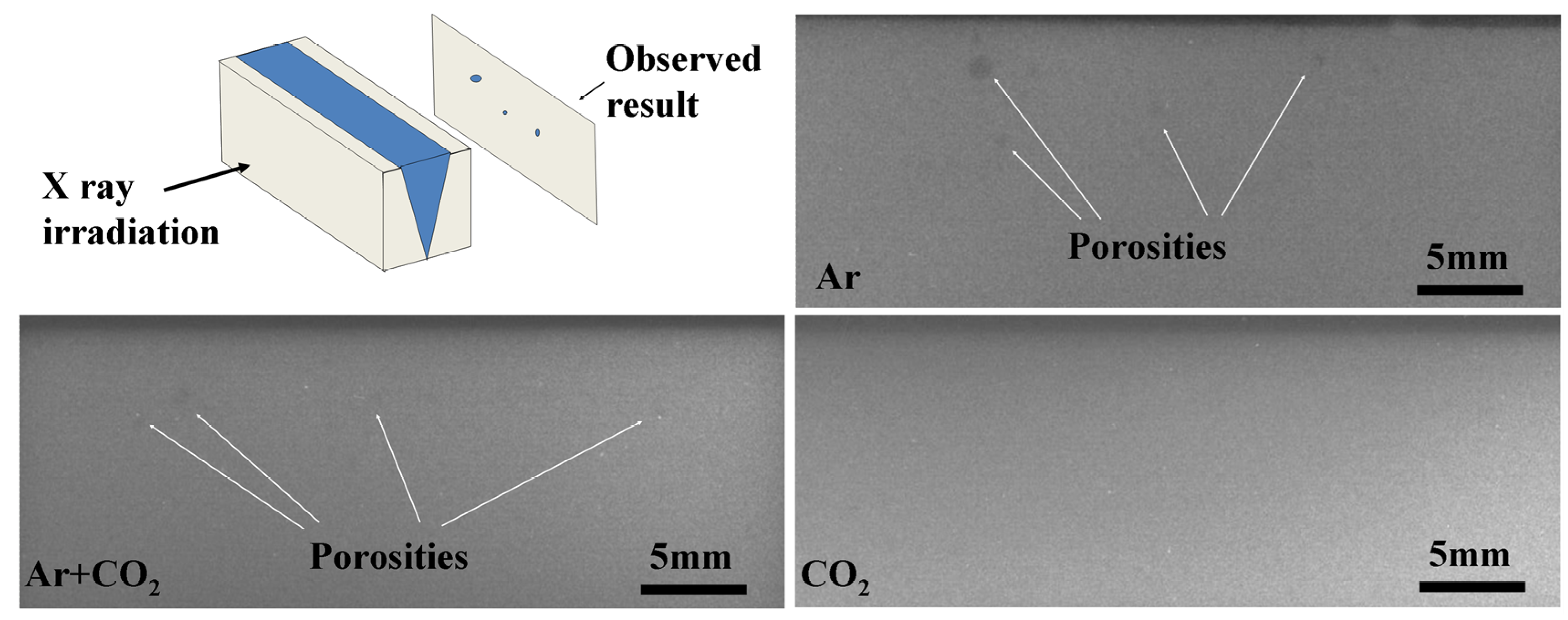
3.1.3. Weld Porosity
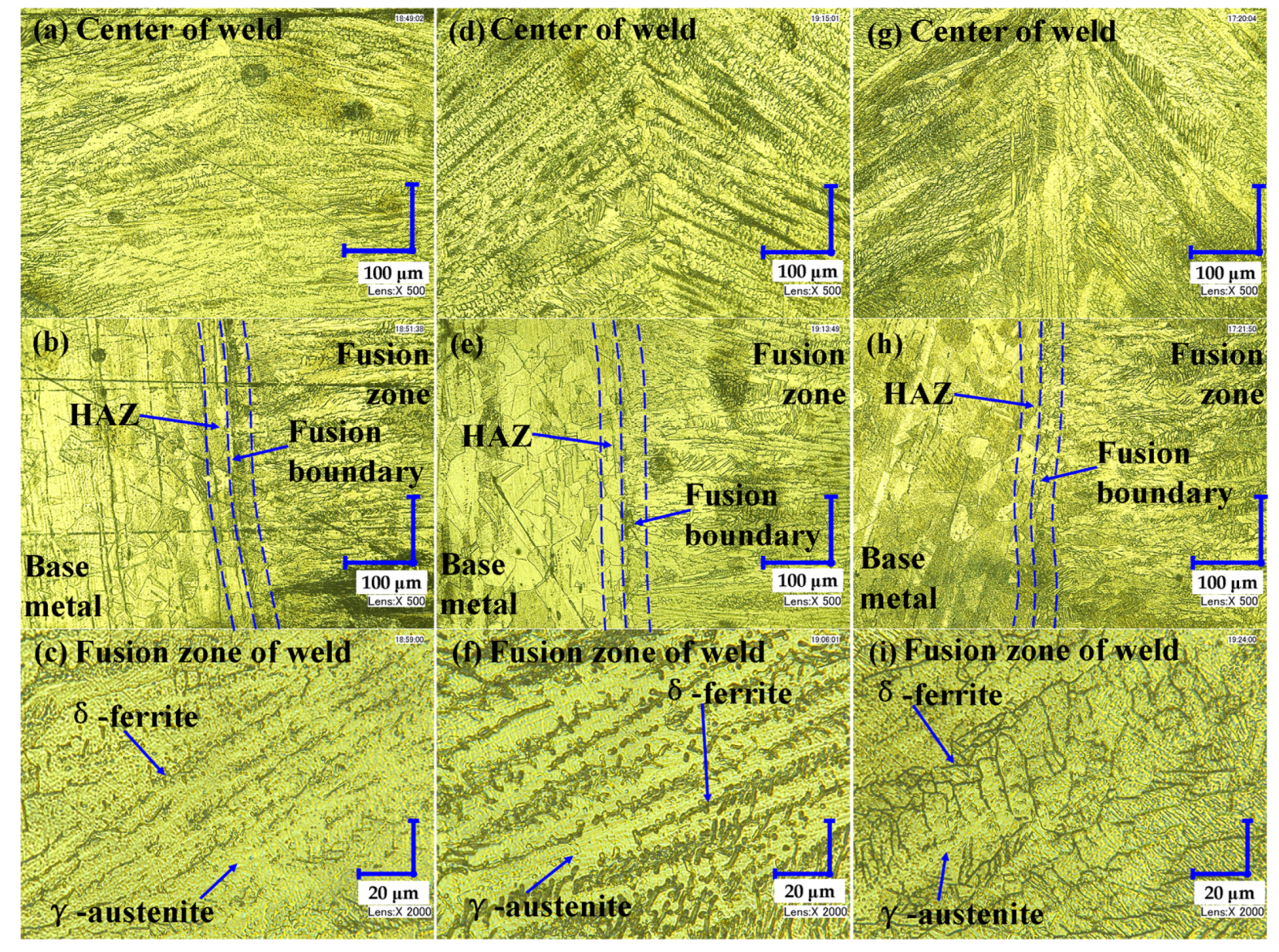
3.2. Influence of Shielding Gases on Metallographic Structure
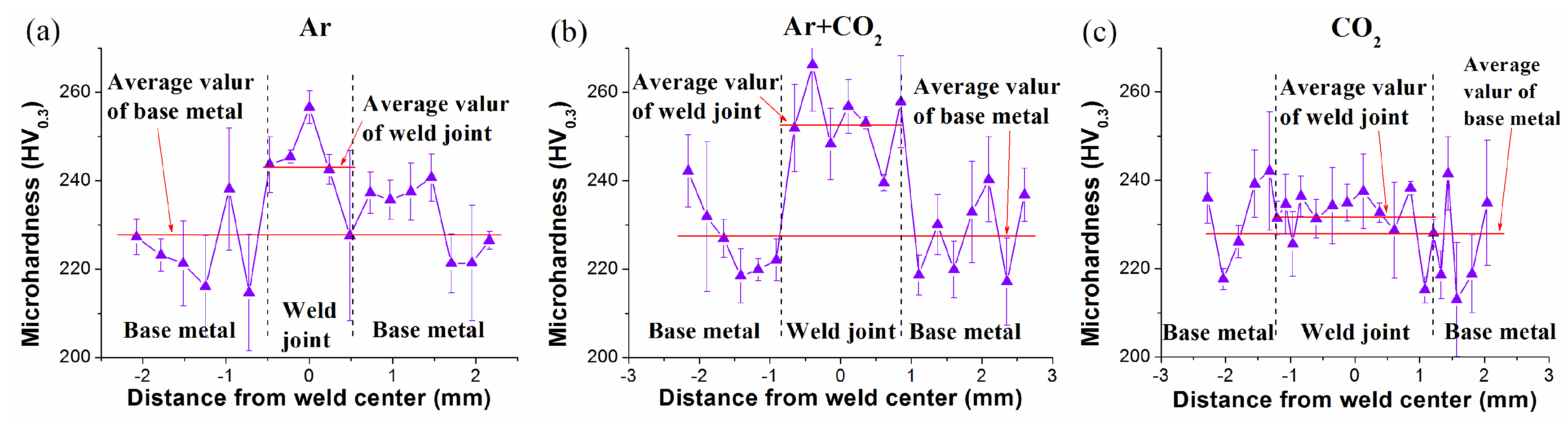
3.3. Influence of Shielding Gases on Microhardness
3.4. Discussion on Selection of Shielding Gas during Laser Welding Stainless Steel
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Katayama, S.; Kawahito, Y. Elucidation of phenomena in high power fiber laser welding, and development of prevention procedures of welding defects. Proc. SPIE 2009, 7195, 71951R. [Google Scholar] [CrossRef]
- Li, S.; Chen, G.; Katayama, S.; Zhang, Y. Relationship between spatter formation and dynamic molten pool during high-power deep-penetration laser welding. Appl. Surf. Sci. 2014, 303, 481–488. [Google Scholar] [CrossRef]
- Mvola, B.; Kah, P. Effects of shielding gas control: Welded joint properties in GMAW process optimization. Int. J. Adv. Manuf. Technol. 2017, 88, 2369–2387. [Google Scholar] [CrossRef]
- Xue, X.; Pereira, A.B.; Amorim, J.; Liao, J. Effects of Pulsed Nd:YAG Laser Welding Parameters on Penetration and Microstructure Characterization of a DP1000 Steel Butt Joint. Metals 2017, 7, 292. [Google Scholar] [CrossRef]
- Glowacki, M.H. The effects of the use of different shielding gas mixtures in laser welding of metals. J. Phys. D Appl. Phys. 1995, 28, 2051–2059. [Google Scholar] [CrossRef]
- Seto, N.; Katayama, S.; Matsunawa, A. High-speed simultaneous observation of plasma and keyhole behavior during high power CO2 laser welding: Effect of shielding gas on porosity formation. J. Laser Appl. 2000, 12, 245–250. [Google Scholar] [CrossRef]
- Katayama, S.; Kawahito, Y.; Mizutani, M. Elucidation of laser welding phenomena and factors affecting weld penetration and welding defects. Phys. Procedia 2010, 5, 9–17. [Google Scholar] [CrossRef]
- Zhao, C.X.; Kwakernaak, C.; Pan, Y.; Richardson, I.M.; Saldi, Z.; Kenjeres, S.; Kleijn, C.R. The effect of oxygen on transitional Marangoni flow in laser spot welding. Acta Mater. 2010, 58, 6345–6357. [Google Scholar] [CrossRef]
- Zhao, L.; Tsukamoto, S.; Arakane, G.; Sugino, T.; DebRoy, T. Influence of oxygen on weld geometry in fibre laser and fibre laser–GMA hybrid welding. Sci. Technol. Weld. Join. 2011, 16, 166–173. [Google Scholar] [CrossRef]
- Zhao, L.; Tsukamoto, S.; Arakane, G.; Sugino, T. Prevention of porosity by oxygen addition in fibre laser and fibre laser–GMA hybrid welding. Sci. Technol. Weld. Join. 2014, 19, 91–97. [Google Scholar] [CrossRef]
- Li, D.; Yang, D.; Luo, X.; Zhang, G. Effects of shielding gas on GMAW of 10Ni5CrMoV HSLA steel using high Cr-Ni austenitic wire. J. Mater. Process. Technol. 2018, 259, 116–125. [Google Scholar] [CrossRef]
- Wahba, M.; Mizutani, M.; Katayama, S. Hybrid welding with fiber laser and CO2 gas shielded arc. J. Mater. Process. Technol. 2015, 221, 146–153. [Google Scholar] [CrossRef]
- Pan, Q.; Mizutani, M.; Kawahito, Y.; Katayama, S. Effect of shielding gas on laser-MAG arc hybrid welding results of thick high-tensile-strength steel plates. Weld. World 2016, 60, 653–664. [Google Scholar] [CrossRef]
- Li, S.; Chen, G.; Zhou, C. Effects of welding parameters on weld geometry during high-power laser welding of thick plate. Int. J. Adv. Manuf. Technol. 2015, 79, 177–182. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, W.; Eiji, A.; Fukuhisa, M. Nd: YAG laser welding of 12 mm low-carbon steel plate with CO2 shielding gas. Trans. China Weld. Inst. 2002, 23, 51–54, 61. (In Chinese) [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Cr | Mn | Ni | Si | P | S | Fe |
|---|---|---|---|---|---|---|---|---|
| Mass fraction wt. % | 0.039 | 18.280 | 1.420 | 8.150 | 0.410 | 0.036 | 0.015 | Bal. |
| Laser Power | 10 kW |
|---|---|
| Welding speed, V | 1 m/min, 1.5 m/min, 2 m/min, 2.5 m/min, 3 m/min |
| Defocused distance, Df | −10 mm, −7 mm, −5 mm, −3 mm, 0 mm, +3 mm, +5 mm |
| Shielding gas composition | 100% Ar, 80% Ar + 20% CO2, 100% CO2 |
| Shielding gas flow rate | 30 L/min |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Xu, W.; Su, F.; Deng, H.; Deng, Z. Influence of CO2 Shielding Gas on High Power Fiber Laser Welding Performance. Metals 2018, 8, 449. https://doi.org/10.3390/met8060449
Li S, Xu W, Su F, Deng H, Deng Z. Influence of CO2 Shielding Gas on High Power Fiber Laser Welding Performance. Metals. 2018; 8(6):449. https://doi.org/10.3390/met8060449
Chicago/Turabian StyleLi, Shichun, Wei Xu, Fei Su, Hui Deng, and Zhaohui Deng. 2018. "Influence of CO2 Shielding Gas on High Power Fiber Laser Welding Performance" Metals 8, no. 6: 449. https://doi.org/10.3390/met8060449
APA StyleLi, S., Xu, W., Su, F., Deng, H., & Deng, Z. (2018). Influence of CO2 Shielding Gas on High Power Fiber Laser Welding Performance. Metals, 8(6), 449. https://doi.org/10.3390/met8060449