Influence of Stress State on the Mechanical Impact and Deformation Behaviors of Aluminum Alloys




Abstract
:1. Introduction
2. Materials Description
3. Combined Tension-Torsion Tests
3.1. Experimental Methodology
3.2. Numerical Methodology
3.2.1. Thermoviscoplastic Behavior
3.2.2. Failure Behavior
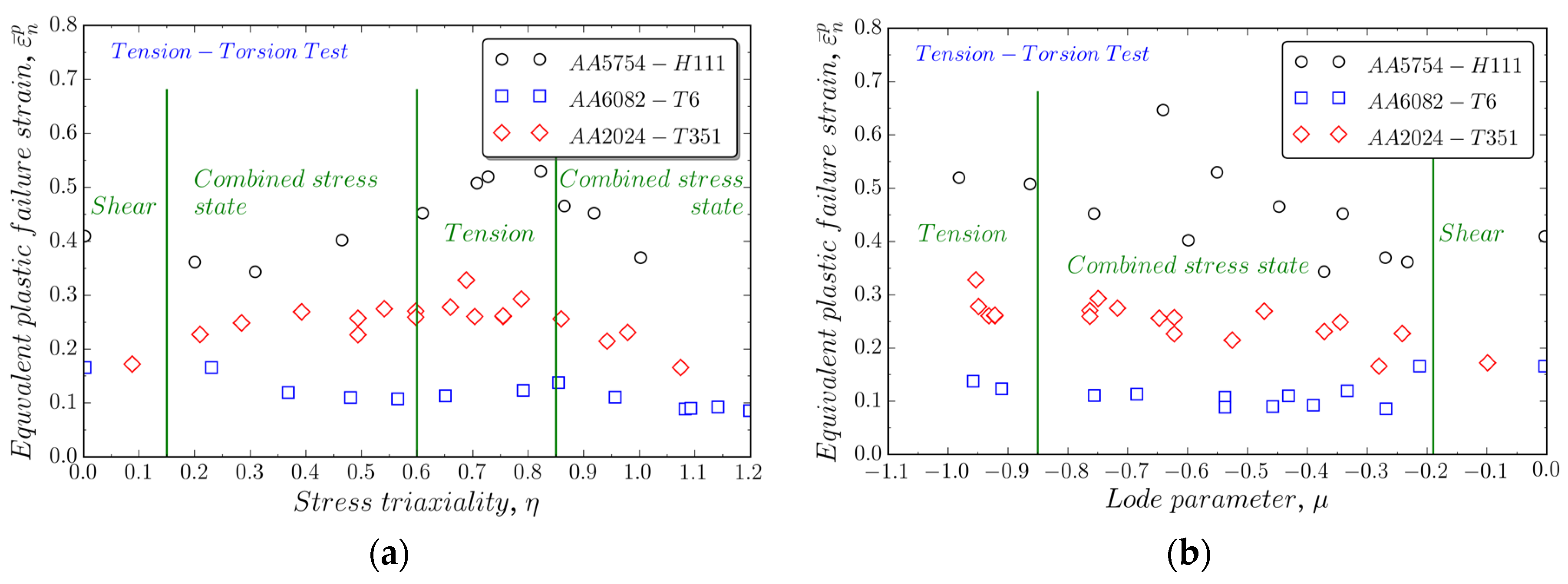
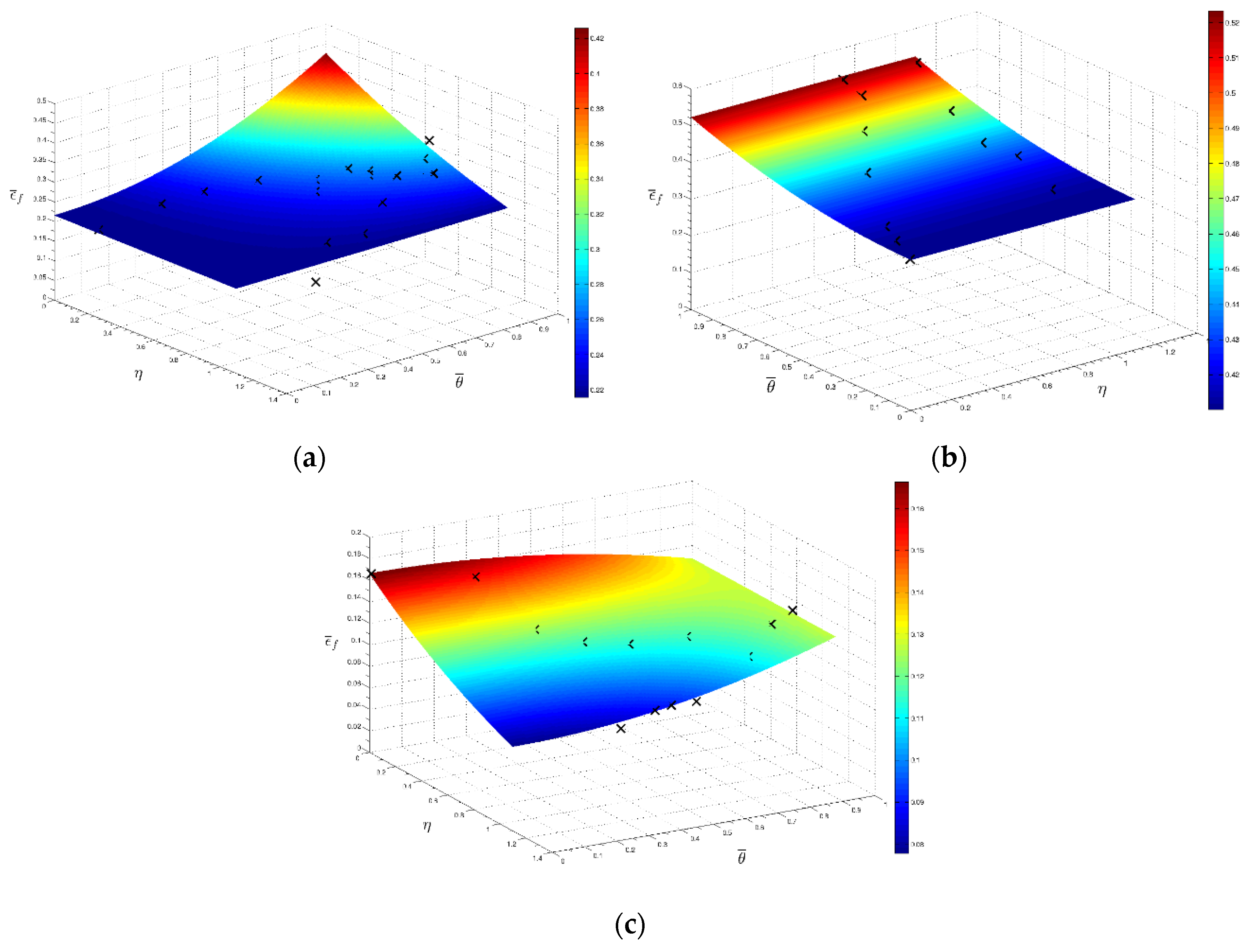
3.3. Results
4. Perforation Tests
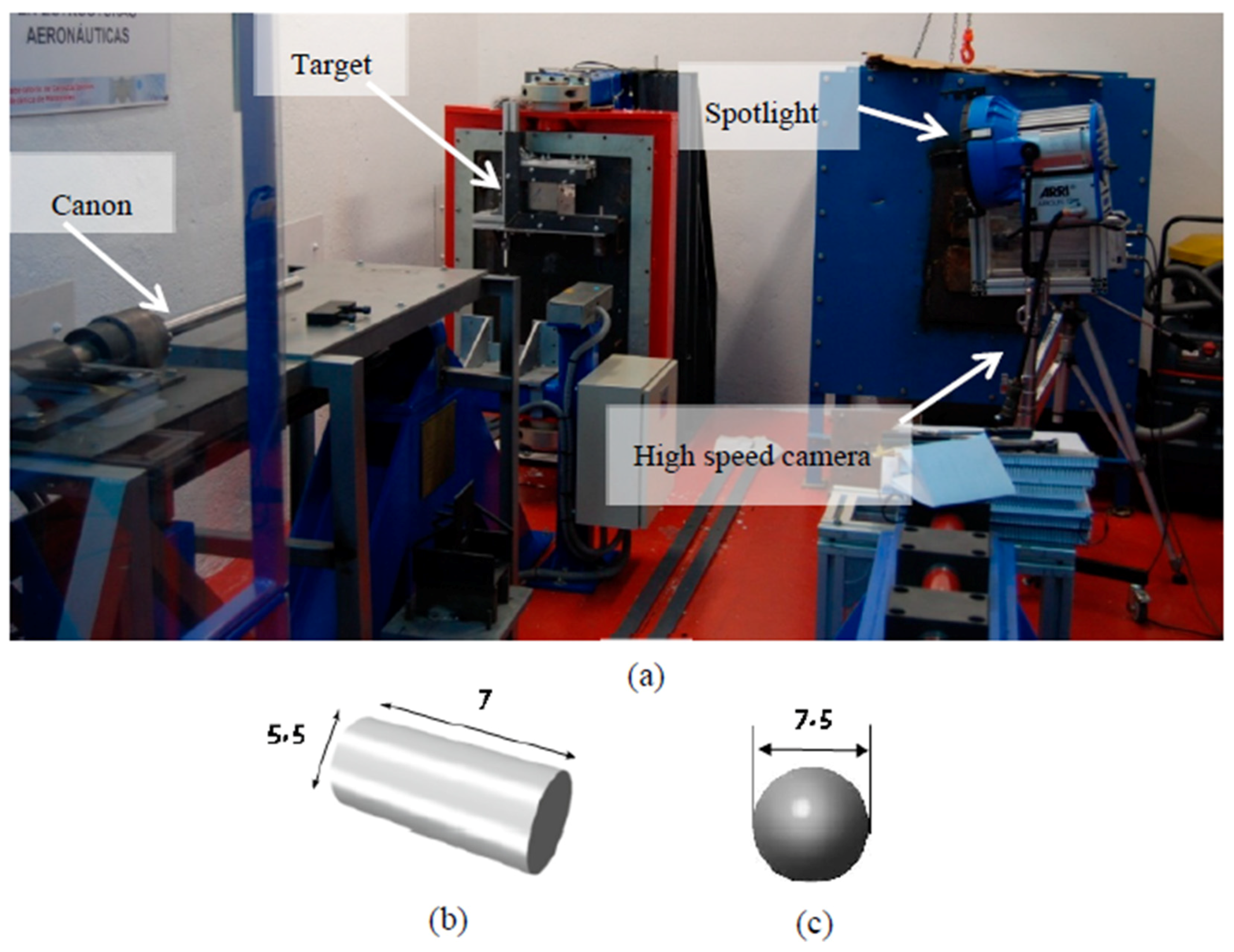
4.1. Experimental Methodology
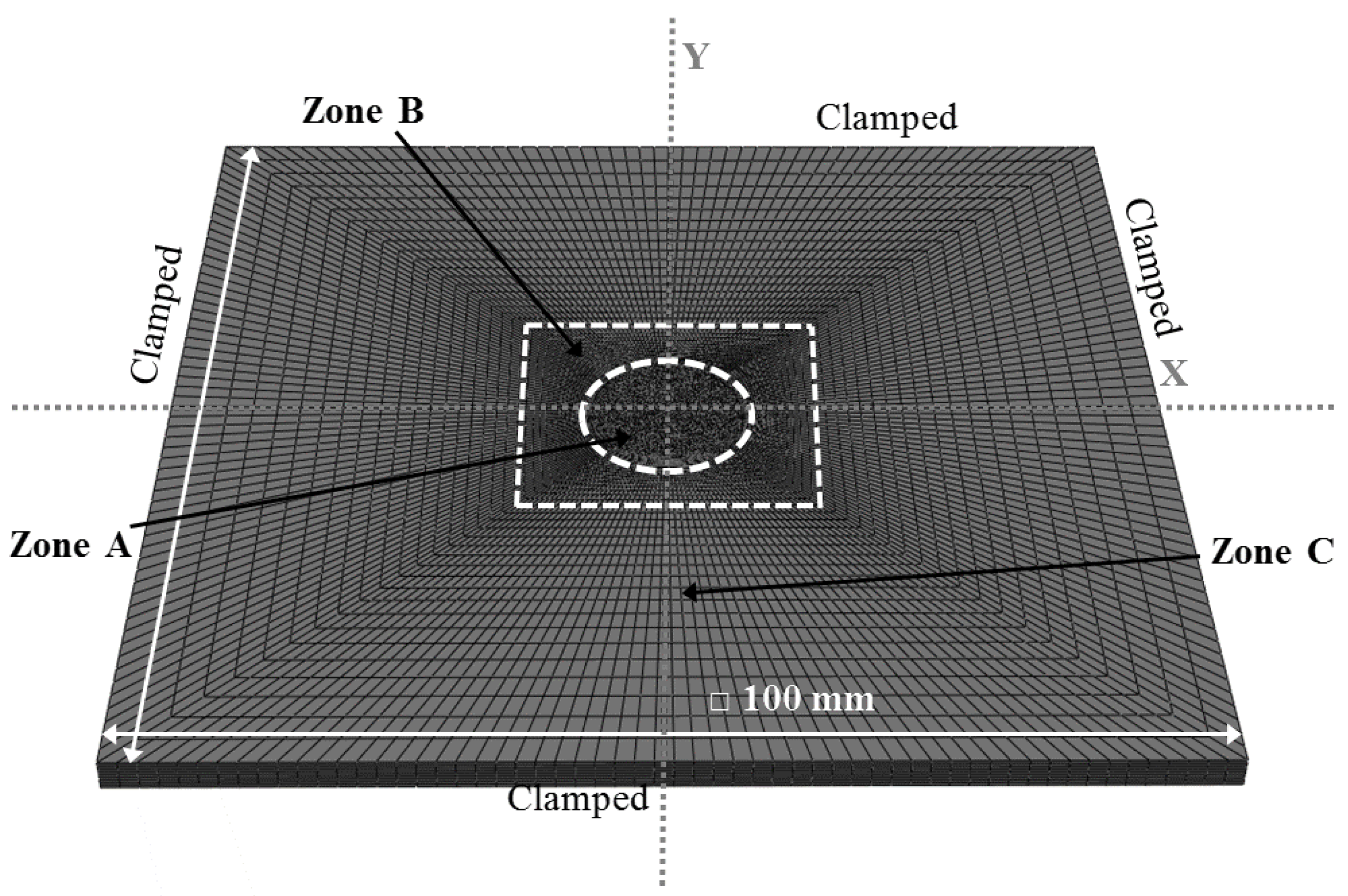
4.2. Numerical Methodology
4.2.1. Thermoviscoplastic Behavior
4.2.2. Failure Behavior
4.3. Results
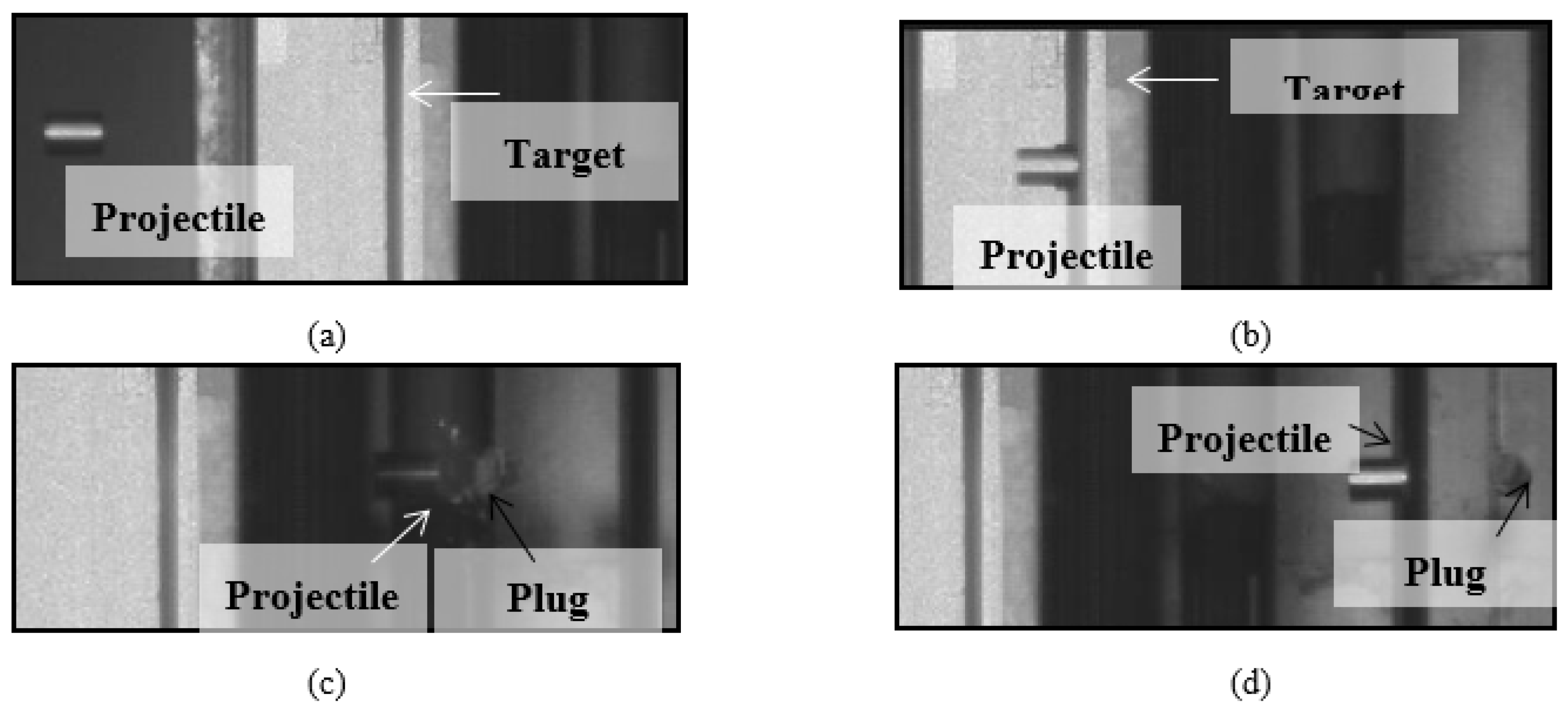
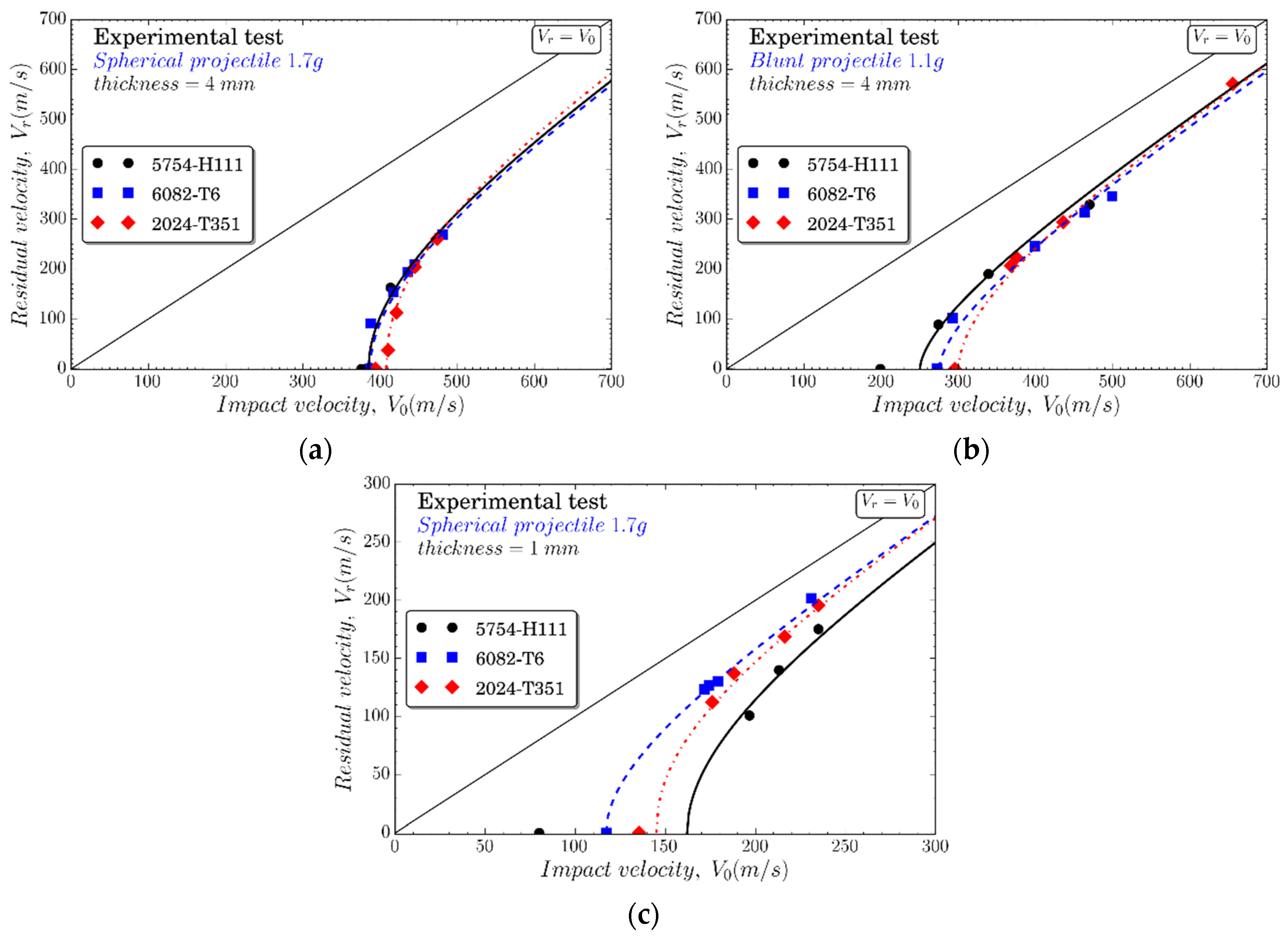
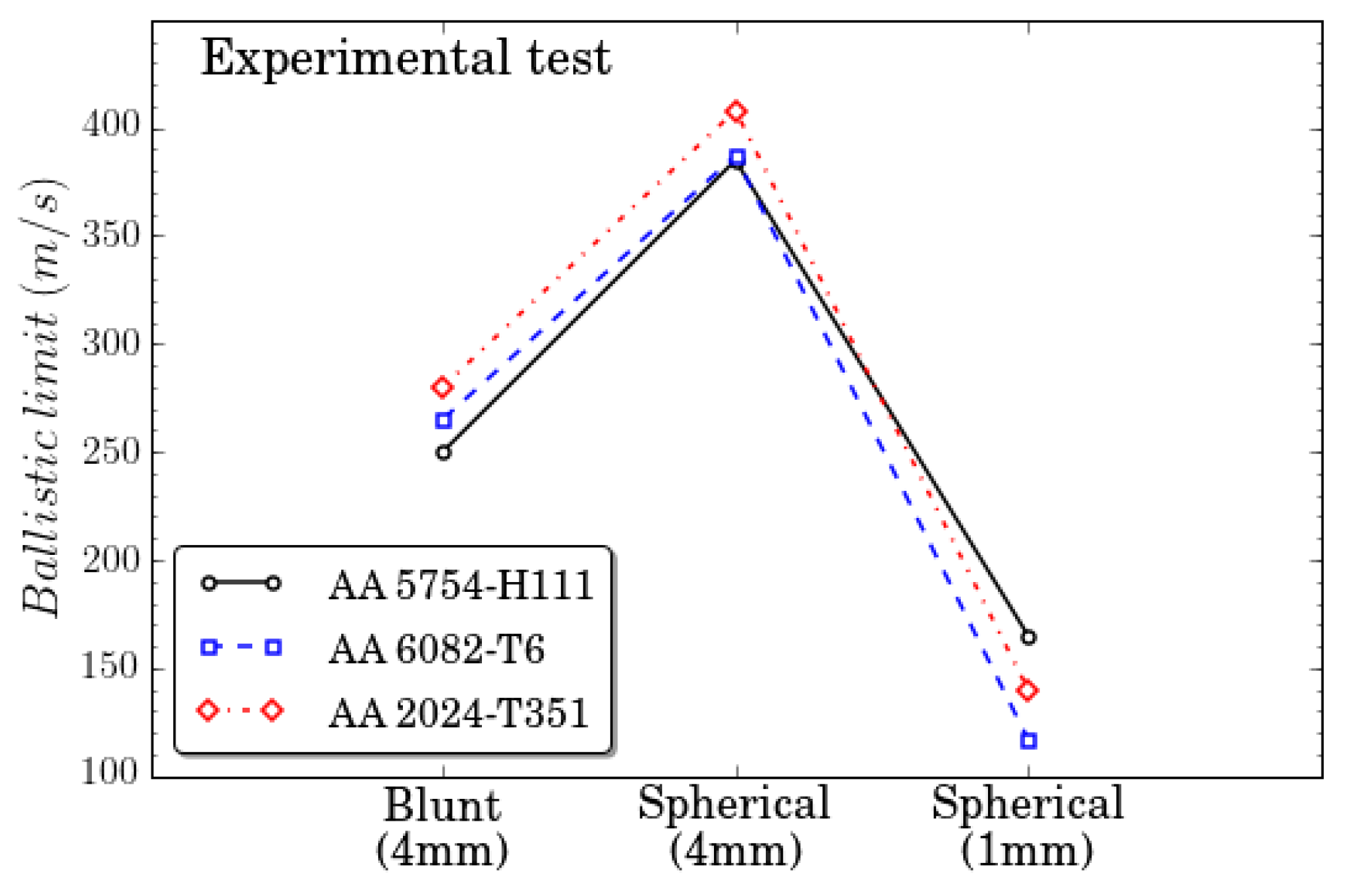
4.3.1. Experimental Results
Residual Velocity
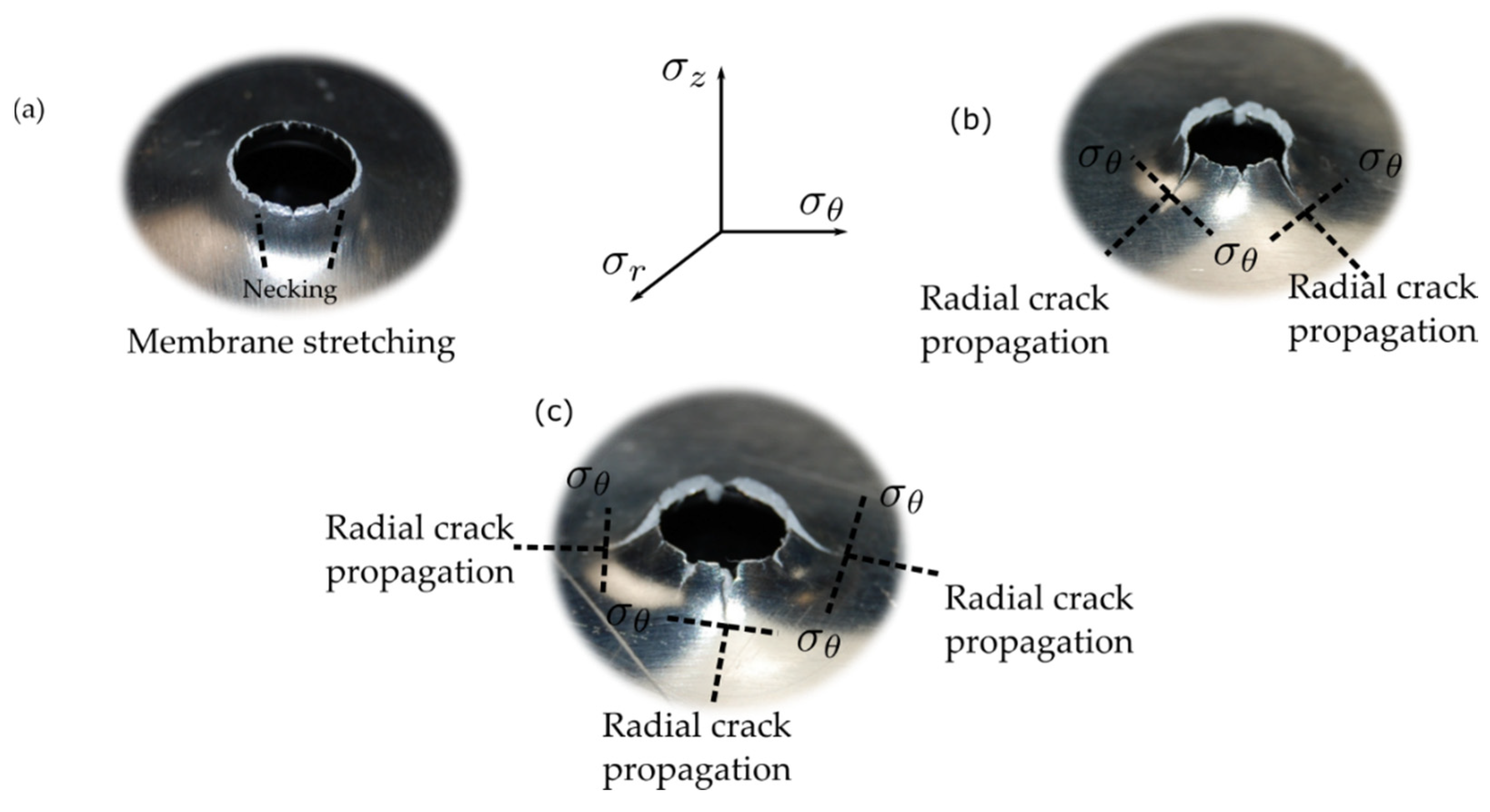
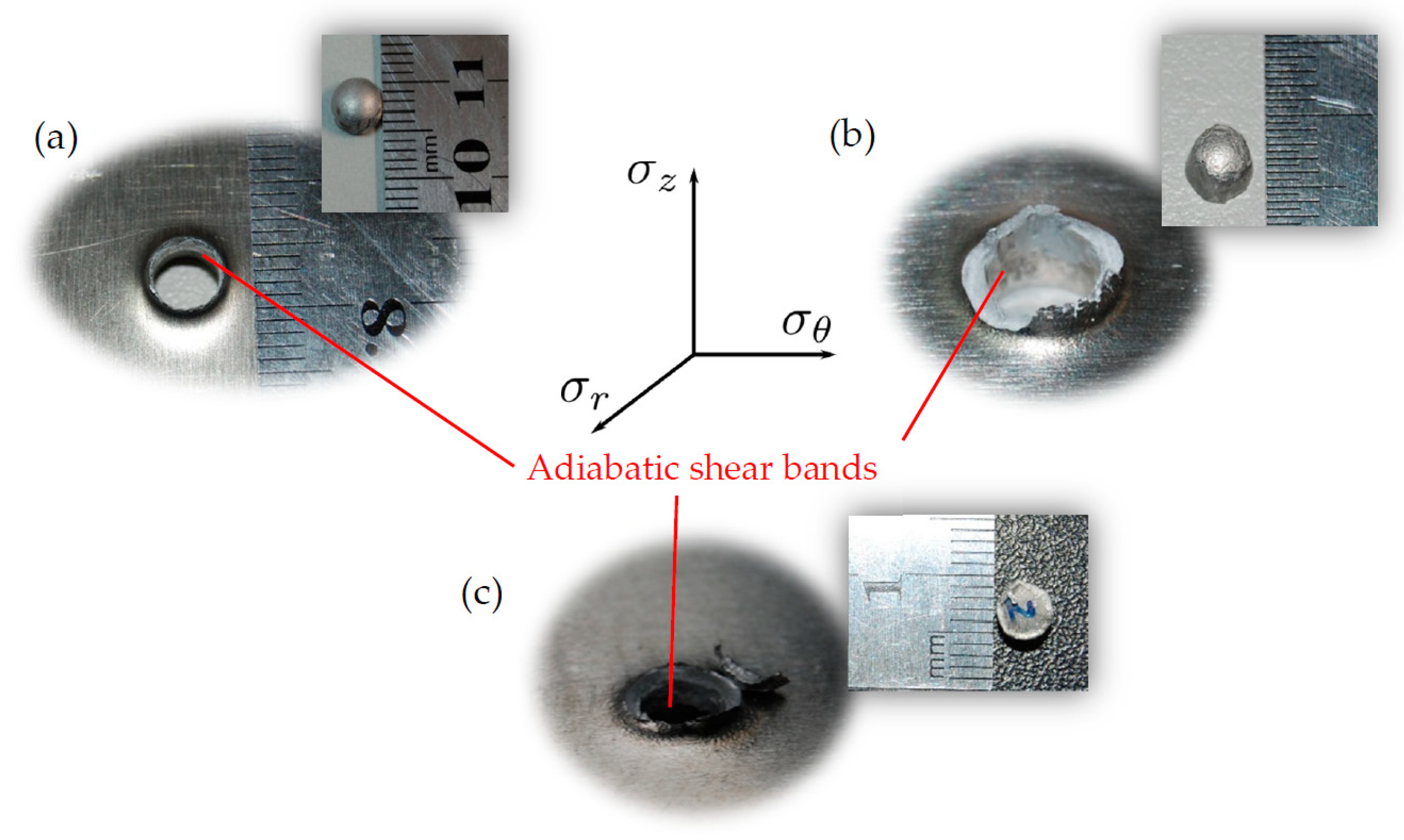
Failure Mode
4.3.2. Numerical Results
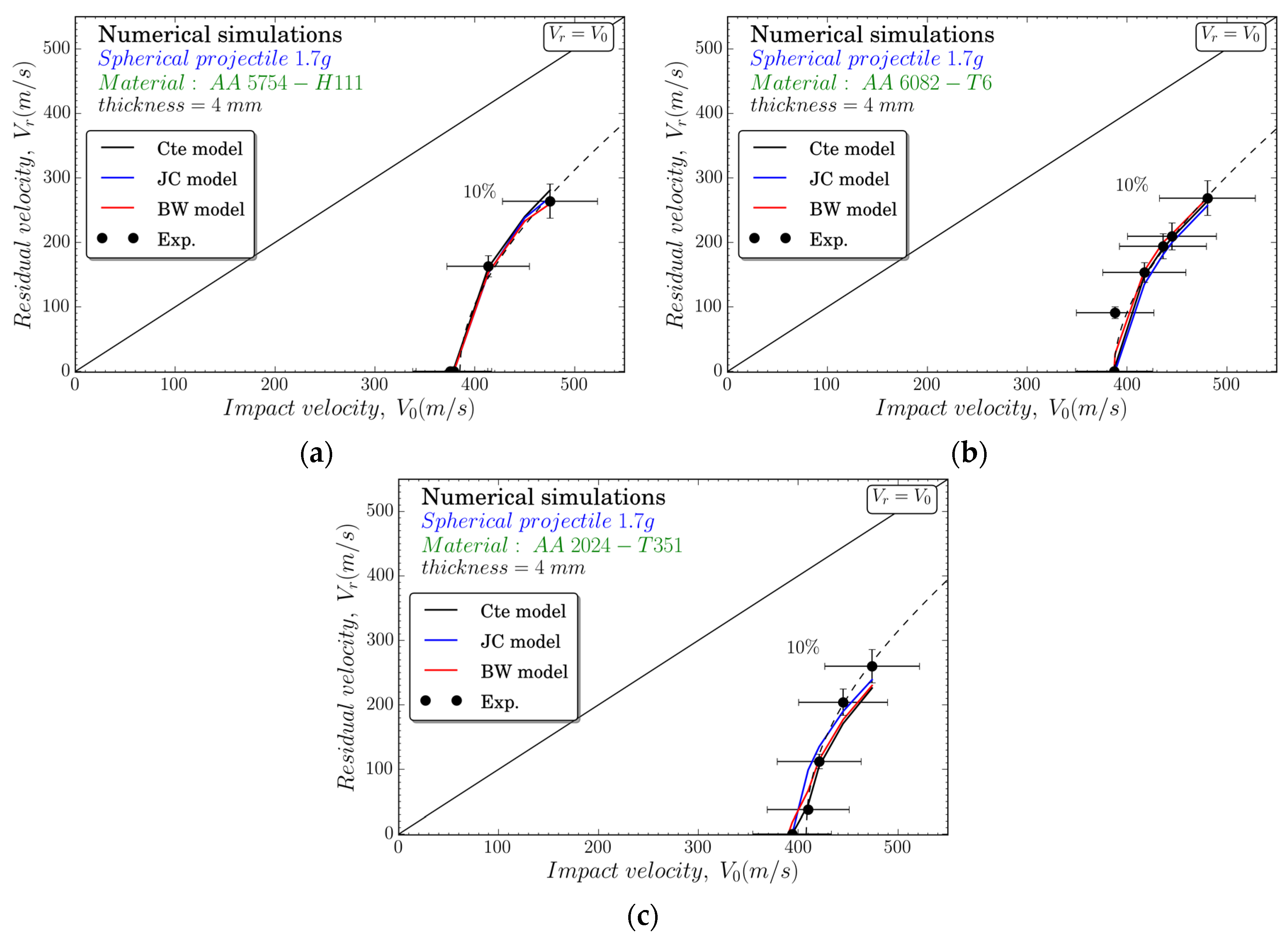
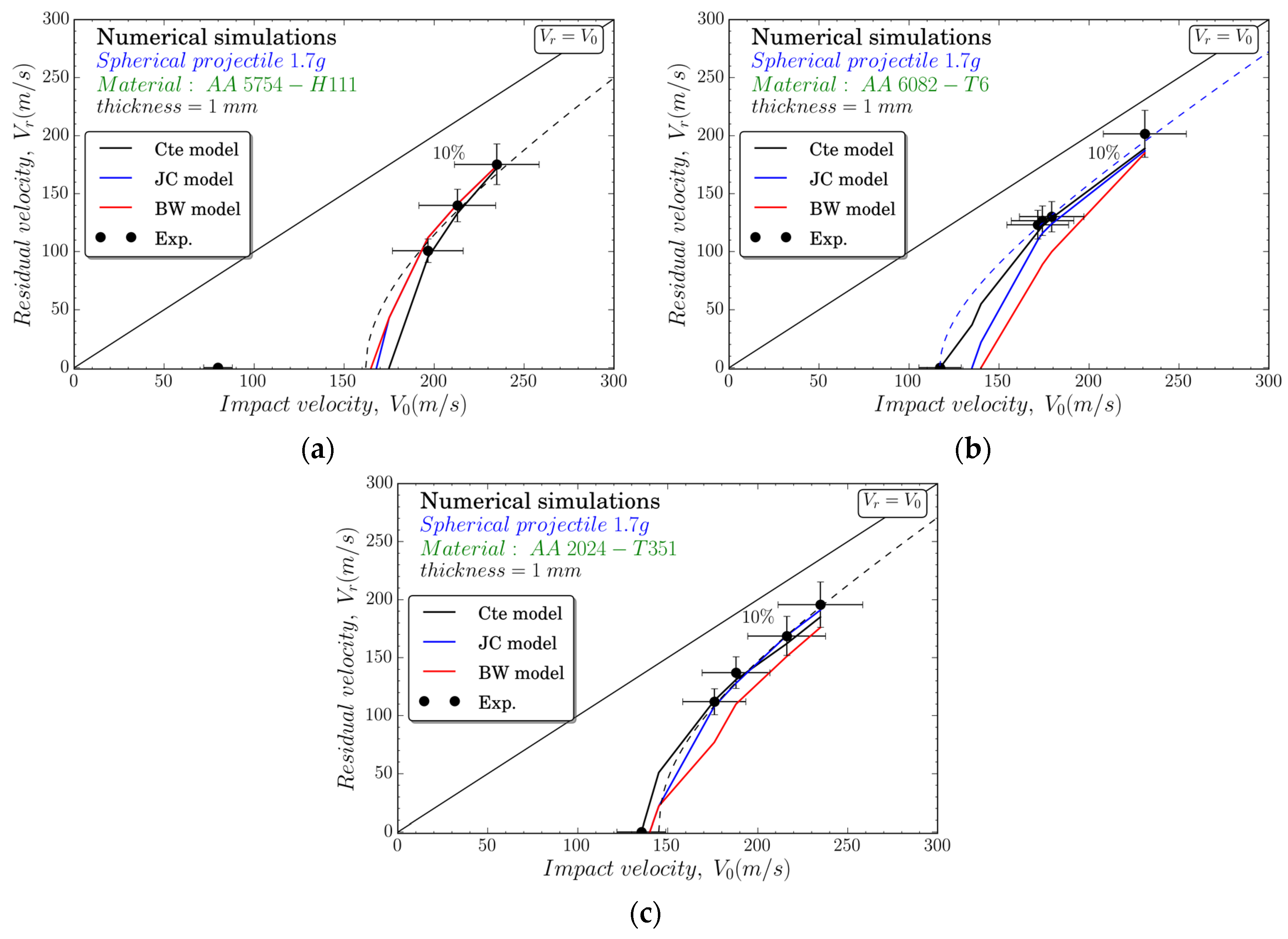
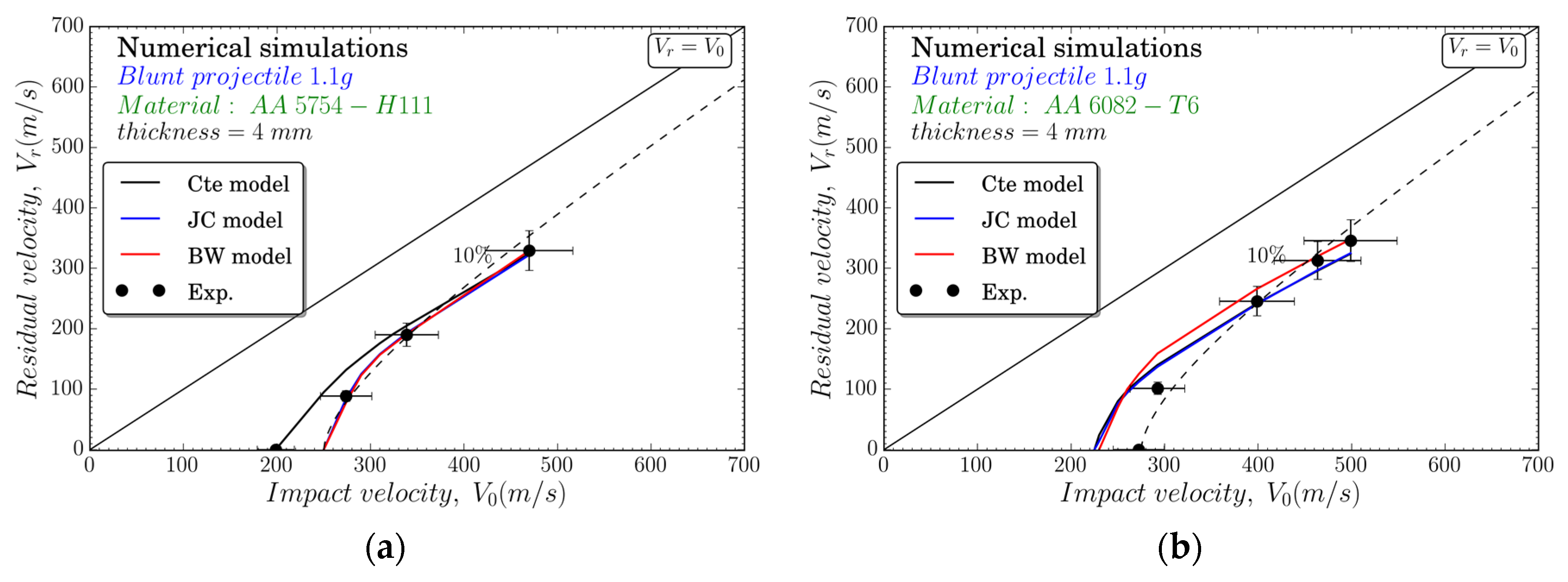
Residual Velocity
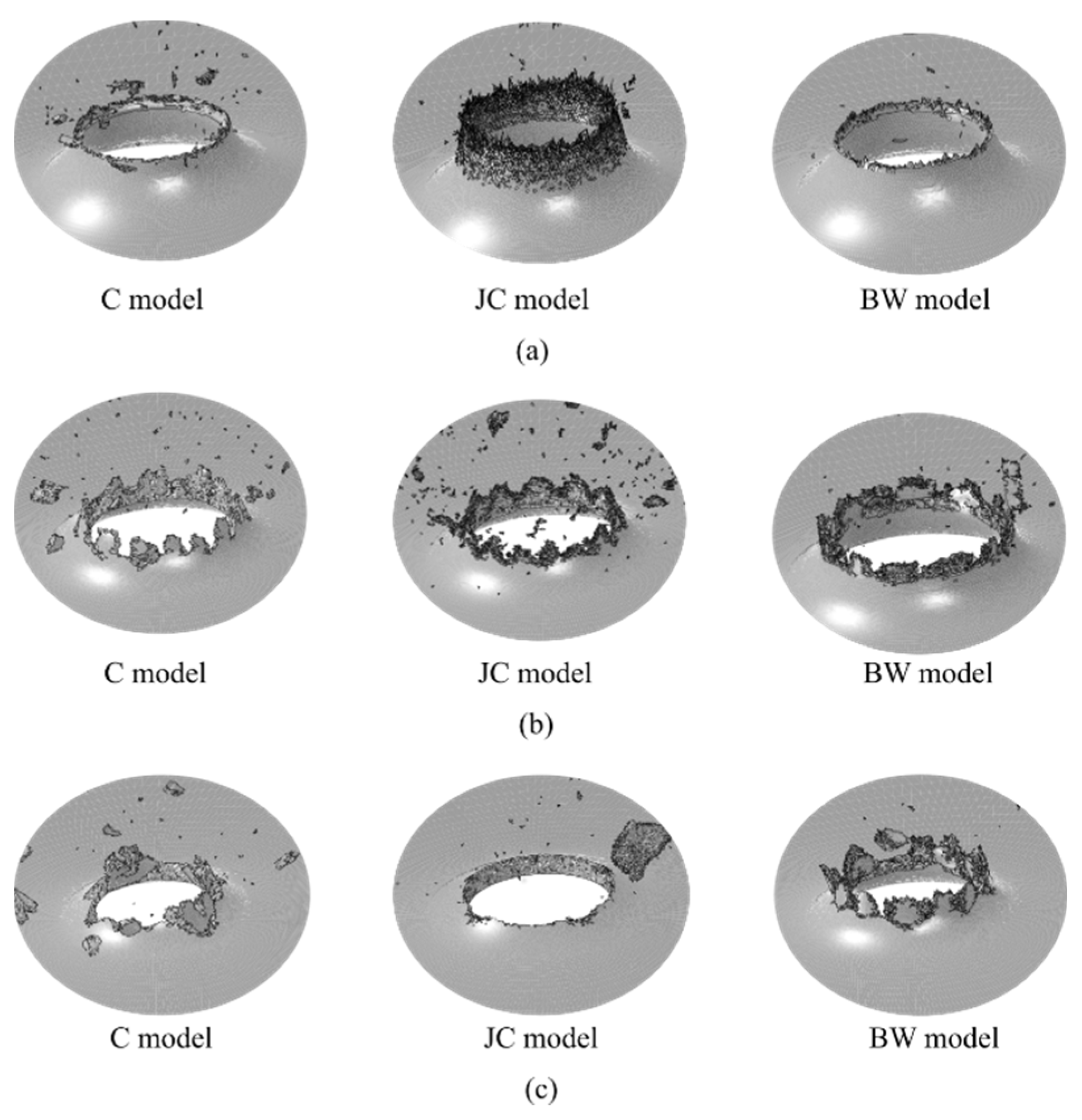
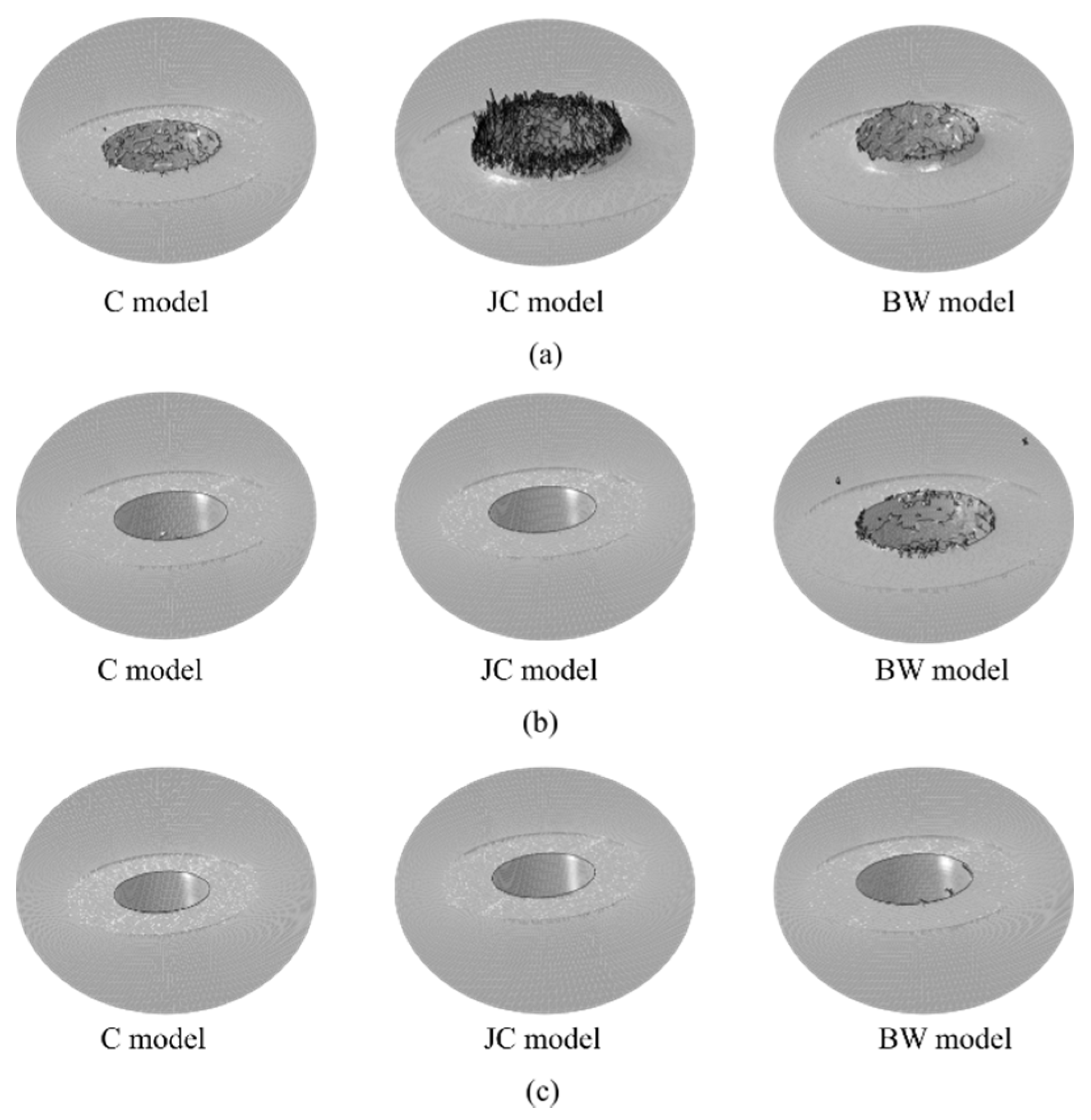
Failure Mode
5. Discussion
6. Conclusions
- -
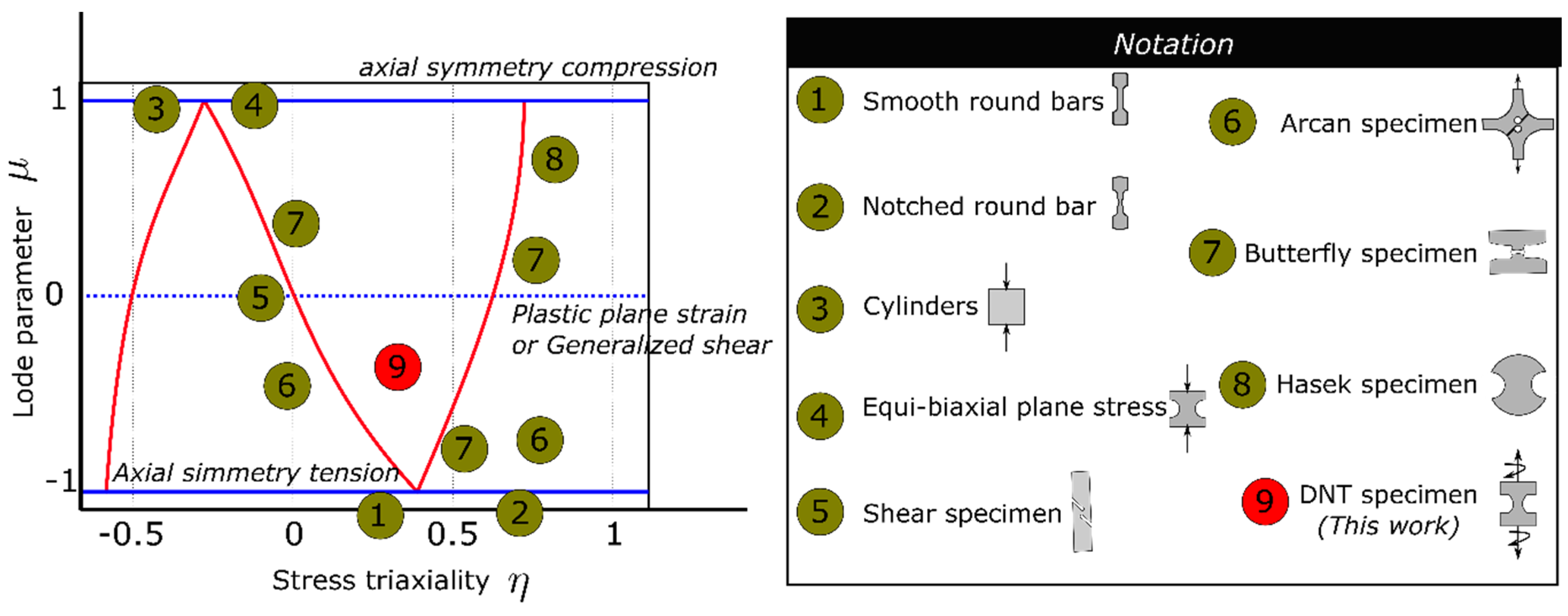
- Tension–torsion tests and impact tests are conducted on three aluminum alloys: AA 5754-H111, AA 6082-T6, and AA 2024-T351. Tests are performed covering a wide range of stress triaxialities and Lode parameters.
- -
- The observations from tension–torsion tests allow to identify the material parameters of failure models that take into account stress state sensitivity. These results are compared to failure mode at impact conditions with the aim of analysing the influence of strain rate, triaxiality, and Lode parameter on the mechanical response of aluminum alloys. In this regard, higher failure strain values are found for dynamic (ballistic/perforation) tests in comparison with quasi-static (tension–torsion tests). This fact indicates that more characterization tests are needed to properly define failure when the material is exposed to dynamic loading where strain rate sensitivity (high strain rates) and temperature sensitivity (due to adiabatic heating) are expected.
- -
- The geometry of the projectile plays a dertermining role in the resulting stress state in the targeted structure. On this point, different stress states lead to different failure modes.
- -
- Target strength increase may not lead to decreasing ballistic limit when other thickness plate is used.
- -
- The critical plastic deformation, Johnson–Cook and Bai-Wierbicki models require extensive calibration in order to correctly reproduce the failure mechanisms during impact events involving different projectile geometries. In this regard, further characterization tests to account for strain rate and temperature dependencies are needed.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fras, T.; Colard, L.; Lach, E.; Rusinek, A.; Reck, B. Thick AA7020-T651 plates under ballistic impact of fragment-simulating projectiles. Int. J. Impact Eng. 2015, 86, 336–353. [Google Scholar] [CrossRef]
- McClintock, F.A.A.; Kaplan, S.M.M.; Berg, C.A.A. Ductile Fracture by Hole Growth in Shear Bands. Int. J. Fract. Mech. 1966, 2, 614–644. [Google Scholar] [CrossRef]
- McClintock, F.A. A Criterion for Ductile fracture by the Growth of Holes. J. Appl. Mech. 1968, 32, 363–372. [Google Scholar] [CrossRef]
- Rice, J.; Tracery, D. On the Ductile Enlargement of Voids in triaxial stress fields. J. Mech. Phys. Solids 1969, 17, 201–217. [Google Scholar] [CrossRef]
- Hancock, J.; MacKenzie, A. On the Mechanism of Ductile Failure in High-Strength steels subjected to multi-axial stress-states. J. Mech. Phys. Solids 1975, 24, 147–169. [Google Scholar] [CrossRef]
- Le Roy, G.; Embury, J.D.; Edward, G.; Ashby, M.F. A model of ductile fracture based on the nucleation and growth of voids. Acta Metall. 1981, 29, 1509–1522. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Mohr, D.; Henn, S. Calibration of Stress-triaxiality Dependent Crack Formation Criteria: A New Hybrid Experimental–Numerical Method. Exp. Mech. 2007, 47, 805–820. [Google Scholar] [CrossRef]
- Ebnoether, F.; Mohr, D. Predicting Ductile Fracture of Low Carbon Steel Sheets: Stress-based versus Mixed Stress/Strain-based Mohr-Coulomb Model. Int. J. Solids Struct. 2012. [Google Scholar] [CrossRef]
- Barsoum, I.; Faleskog, J.; Pingle, S. The effect of stress state on ductility in the moderate stress triaxiality regime of medium and high strength steels. Int. J. Mech. Sci. 2012, 1–10. [Google Scholar] [CrossRef]
- Barsoum, I.; Faleskog, J. Rupture mechanisms in combined tension and shear—Experiments. Int. J. Solids Struct. 2007, 44, 1768–1786. [Google Scholar] [CrossRef]
- Bai, Y.; Wierzbicki, T. A new model of metal plasticity and fracture with pressure and Lode dependence. Int. J. Plast. 2008, 24, 1071–1096. [Google Scholar] [CrossRef]
- Kpenyigba, M.; Jankowiak, T.; Rusinek, A.; Pesci, R. Influence of projectile shape on dynamic behavior of steel sheet subjected to impact and perforation. Thin-Walled Struct. 2013, 65, 93–104. [Google Scholar] [CrossRef] [Green Version]
- Dey, S.; Børvik, T.; Teng, X.; Wierzbicki, T.; Hopperstad, O.S. On the ballistic resistance of double-layered steel plates: An experimental and numerical investigation. Int. J. Solids Struct. 2007, 44, 6701–6723. [Google Scholar] [CrossRef]
- Dey, S.; Børvik, T.; Hopperstad, O.S.; Leinum, J.R.; Langseth, M. The effect of target strength on the perforation of steel plates using three different projectile nose shapes. Int. J. Impact Eng. 2004, 30, 1005–1038. [Google Scholar] [CrossRef]
- Callister, W.D. Materials Science and Engineering: An Introduction; John Wiley & Sons. Inc.: New York, NY, USA, 1994. [Google Scholar]
- Rodríguez-Millán, M.; Vaz-Romero, Á.; Arias, Á. Failure behavior of 2024-T3 aluminum under tension–torsion conditions. J. Mech. Sci. Technol. 2015, 29, 4657–4663. [Google Scholar] [CrossRef]
- García-González, D.; Rodríguez-Millán, M.; Vaz-Romero, A.; Arias, A. High impact velocity on multi-layered composite of polyether ether ketone and aluminum. Compos. Interfaces 2015, 1–11. [Google Scholar] [CrossRef]
- Rittel, D.; Zhang, L.H.; Osovski, S. The dependence of the Taylor–Quinney coefficient on the dynamic loading mode. J. Mech. Phys. Solids 2017, 107, 96–114. [Google Scholar] [CrossRef]
- Rodríguez-Millán, M.; Vaz-Romero, A.; Rusinek, A.; Rodríguez-Martínez, J.A.; Arias, A. Experimental Study on the Perforation Process of 5754-H111 and 6082-T6 Aluminum Plates Subjected to Normal Impact by Conical, Hemispherical and Blunt Projectiles. Exp. Mech. 2014, 54, 729–742. [Google Scholar] [CrossRef]
- Rodriguez-Millan, M.; Garcia-Gonzalez, D.; Rusinek, A.; Abed, F.; Arias, A. Perforation mechanics of 2024 aluminum protective plates subjected to impact by different nose shapes of projectiles. Thin-Walled Struct. 2018, 123, 1–10. [Google Scholar] [CrossRef]
- Gao, X.; Zhang, T.; Hayden, M.; Roe, C. Effects of the stress state on plasticity and ductile failure of an aluminum 5083 alloy. Int. J. Plast. 2009, 25, 2366–2382. [Google Scholar] [CrossRef]
- Xue, L. Damage accumulation and fracture initiation in uncracked ductile solids subject to triaxial loading. Int. J. Solids Struct. 2007, 44, 5163–5181. [Google Scholar] [CrossRef]
- Wierzbicki, T.; Bao, Y.; Lee, Y.-W.; Bai, Y. Calibration and evaluation of seven fracture models. Int. J. Mech. Sci. 2005, 47, 719–743. [Google Scholar] [CrossRef]
- Xue, L. Ductile Fracture Modeling—Theory, Experimental Investigation and Numerical Verification; Massachusetts Institute of Technology: Cambridge, MA, USA, 2007. [Google Scholar]
- Graham, S.M.; Zhang, T.; Gao, X.; Hayden, M. Development of a combined tension–torsion experiment for calibration of ductile fracture models under conditions of low triaxiality. Int. J. Mech. Sci. 2012, 54, 172–181. [Google Scholar] [CrossRef]
- Bao, Y. Dependence of ductile crack formation in tensile tests on stress triaxiality, stress and strain ratios. Eng. Fract. Mech. 2005, 72, 505–522. [Google Scholar] [CrossRef]
- Bao, Y.; Wierzbicki, T. Prediction of Ductile Crack Formation in Uncracked Bodies; Massachussetts Institute of Technology: Cambridge, MA, USA, 2003. [Google Scholar]
- Gao, X.; Zhang, G.; Roe, C. A Study on the Effect of the Stress State on Ductile Fracture. Int. J. Damage Mech. 2010, 19, 75–94. [Google Scholar] [CrossRef]
- Zhou, J.; Hayden, M.; Gao, X. An investigation of the strain rate and temperature effects on the plastic flow stress and ductile failure strain of aluminum alloys 5083-H116, 6082-T6 and a 5183 weld metal. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2012. [Google Scholar] [CrossRef]
- Bai, Y.; Teng, X.; Wierzbicki, T. On the Application of Stress Triaxiality Formula for Plane Strain Fracture Testing. J. Eng. Mater. Technol. 2009, 131, 021002. [Google Scholar] [CrossRef]
- Garcia-Gonzalez, D.; Rodriguez-Millan, M.; Rusinek, A.; Arias, A. Investigation of mechanical impact behavior of short carbon-fiber-reinforced PEEK composites. Compos. Struct. 2015, 133, 1116–1126. [Google Scholar] [CrossRef] [Green Version]
- Garcia-Gonzalez, D.; Rodriguez-Millan, M.; Rusinek, A.; Arias, A. Low temperature effect on impact energy absorption capability of PEEK composites. Compos. Struct. 2015, 134, 440–449. [Google Scholar] [CrossRef]
- Rodríguez-Martínez, J.A.; Rusinek, A.; Pesci, R.; Zaera, R. Experimental and numerical analysis of the martensitic transformation in AISI 304 steel sheets subjected to perforation by conical and hemispherical projectiles. Int. J. Solids Struct. 2012. [Google Scholar] [CrossRef] [Green Version]
- Teng, X.; Wierzbicki, T.; Hiermaier, S.; Rohr, I. Numerical prediction of fracture in the Taylor test. Int. J. Solids Struct. 2005, 42, 2929–2948. [Google Scholar] [CrossRef]
- Zhou, J.; Gao, X.; Hayden, M.; Joyce, J.A. Modeling the Ductile Fracture Behavior of an Aluminum Alloy 5083-H116 Including the Residual Stress Effect. Eng. Fract. Mech. 2012, 85, 103–116. [Google Scholar] [CrossRef]
- Zhou, J. Numerical Modeling of Ductile Fracture; University of Akron: Akron, OH, USA, 2013. [Google Scholar]
- Børvik, T.; Langseth, M.; Hopperstad, O.S.S.; Malo, K.A.; Berstad, T. Perforation of 12 mm thick steel plates by 20 mm diameter projectiles with flat, hemispherical and conical noses Part II: Numerical simulations. Int. J. Impact Eng. 2002, 27, 37–64. [Google Scholar] [CrossRef]
- Gupta, N.K.; Iqbal, M.A.; Sekhon, G.S. Experimental and numerical studies on the behavior of thin aluminum plates subjected to impact by blunt- and hemispherical-nosed projectiles. Int. J. Impact Eng. 2006, 32, 1921–1944. [Google Scholar] [CrossRef]
- Arias, A.; Rodríguez-Martínez, J.A.; Rusinek, A. Numerical simulations of impact behavior of thin steel plates subjected to cylindrical, conical and hemispherical non-deformable projectiles. Eng. Fract. Mech. 2008, 75, 1635–1656. [Google Scholar] [CrossRef] [Green Version]
- Rodríguez-Martínez, J.A.; Rusinek, A.; Arias, A.; Rodríguez-Martínez, A.; Rusinek, A.A. Thermo-viscoplastic behavior of 2024-T3 aluminum sheets subjected to low velocity perforation at different temperatures. Thin-Walled Struct. 2010, 47, 1268–1284. [Google Scholar] [CrossRef] [Green Version]
- Recht, R.F.; Ipson, T.W. Ballistic Perforation Dynamics. J. Appl. Mech. 1963, 30, 384–390. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Mn | Si | Cr | Fe | Cu | Zn | Ti | Mg | Ni |
|---|---|---|---|---|---|---|---|---|---|
| AA 5754-H111 | 0.260 | 0.290 | 0.030 | 0.320 | 0.040 | 0.020 | 0.030 | 2.8 | - |
| AA 6082-T6 | 0.450 | 0.990 | 0.030 | 0.410 | 0.080 | 0.040 | 0.030 | 0.730 | 0.010 |
| AA 2024-T351 | 0.3–0.9 | 0.500 | 0.1 | 0.500 | 3.8–4.9 | 0.25 | 0.15 | 1.2–1.8 | - |
| Parameter | AA 2024-T351 | AA 5754-H11 | AA 6082-T6 |
|---|---|---|---|
| Elasticity | |||
| 70 | 68 | 70 | |
| 0.3 | 0.3 | 0.3 | |
| Thermoviscoplastic behavior | |||
| 352 | 28.13 | 201.55 | |
| 440 | 278.67 | 250.87 | |
| 0.42 | 0.183 | 0.206 | |
| 3.3 × 10−4 | 0.1 | 0.001 | |
| 0.0083 | 0.00439 | 0.00977 | |
| 1.7 | 2.527 | 1.31 | |
| Other physical constants | |||
| 2700 | 2700 | 2700 | |
| 0.9 | 0.9 | 0.9 | |
| 900 | 900 | 900 | |
| 293 | 293 | 293 | |
| 775 | 873 | 855 | |
| Parameters | AA 2024-T351 | AA 5754-H11 | AA 6082-T6 |
|---|---|---|---|
| 0.42 | 0.52 | 0.12 | |
| 0.61 | 0 | 0 | |
| 0.21 | 0.41 | 0.16 | |
| 0.0013 | 0 | 0.69 |
| Projectile | AA 2024-T351 | AA 5754-H111 | AA 6082-T6 |
|---|---|---|---|
| Spherical | 0.51 | 1.5 | 0.74 |
| Blunt | 0.28 | 0.6 | 0.36 |
| Parameter | AA 2024-T351 | AA 5754-H111 | AA 6082-T6 |
|---|---|---|---|
| 0.13 | −0.20 | 0.0164 | |
| 0.13 | 1.133 | 2.245 | |
| −1.5 | −0.229 | −2.798 | |
| 0.011 | 0.0897 | 0.007 | |
| 0 | 7.978 | 3.65 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodriguez-Millan, M.; Garcia-Gonzalez, D.; Rusinek, A.; Arias, A. Influence of Stress State on the Mechanical Impact and Deformation Behaviors of Aluminum Alloys. Metals 2018, 8, 520. https://doi.org/10.3390/met8070520
Rodriguez-Millan M, Garcia-Gonzalez D, Rusinek A, Arias A. Influence of Stress State on the Mechanical Impact and Deformation Behaviors of Aluminum Alloys. Metals. 2018; 8(7):520. https://doi.org/10.3390/met8070520
Chicago/Turabian StyleRodriguez-Millan, Marcos, Daniel Garcia-Gonzalez, Alexis Rusinek, and Angel Arias. 2018. "Influence of Stress State on the Mechanical Impact and Deformation Behaviors of Aluminum Alloys" Metals 8, no. 7: 520. https://doi.org/10.3390/met8070520
APA StyleRodriguez-Millan, M., Garcia-Gonzalez, D., Rusinek, A., & Arias, A. (2018). Influence of Stress State on the Mechanical Impact and Deformation Behaviors of Aluminum Alloys. Metals, 8(7), 520. https://doi.org/10.3390/met8070520