Effect of Cold Deformation on Microstructures and Mechanical Properties of Austenitic Stainless Steel




Abstract
:1. Introduction
2. Experimental Procedures
3. Results
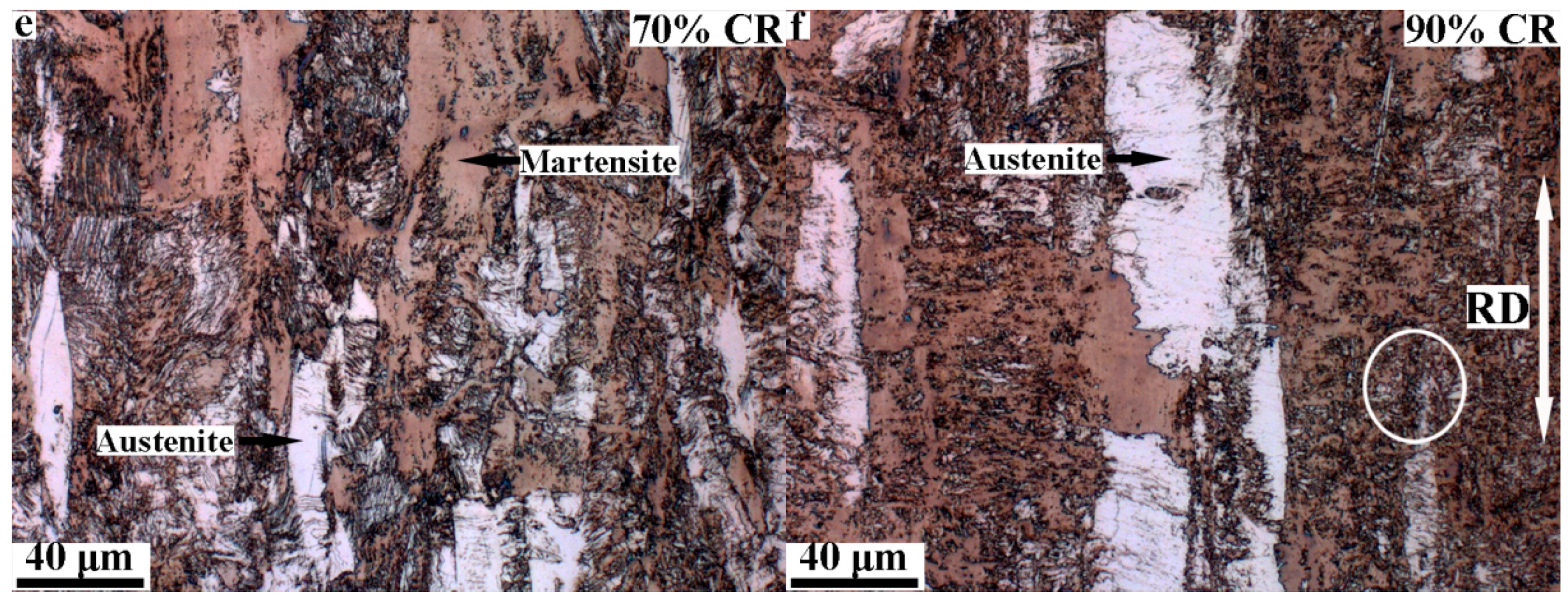
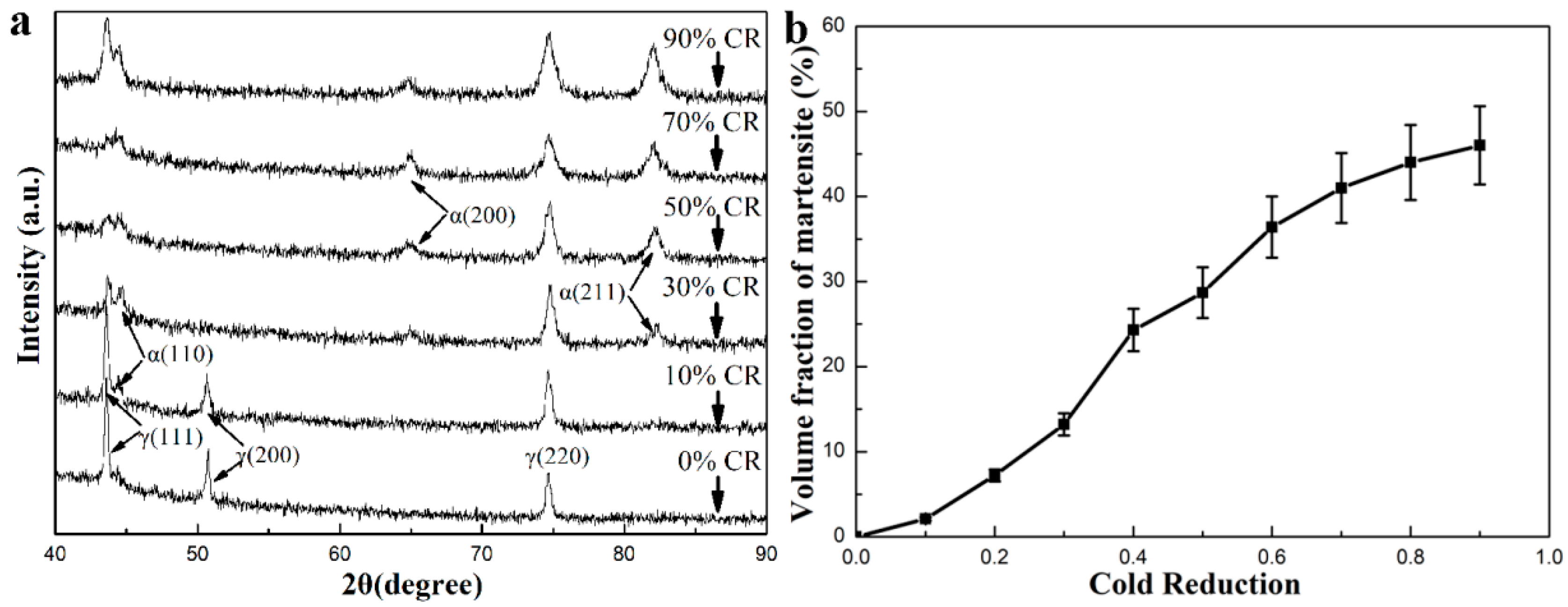
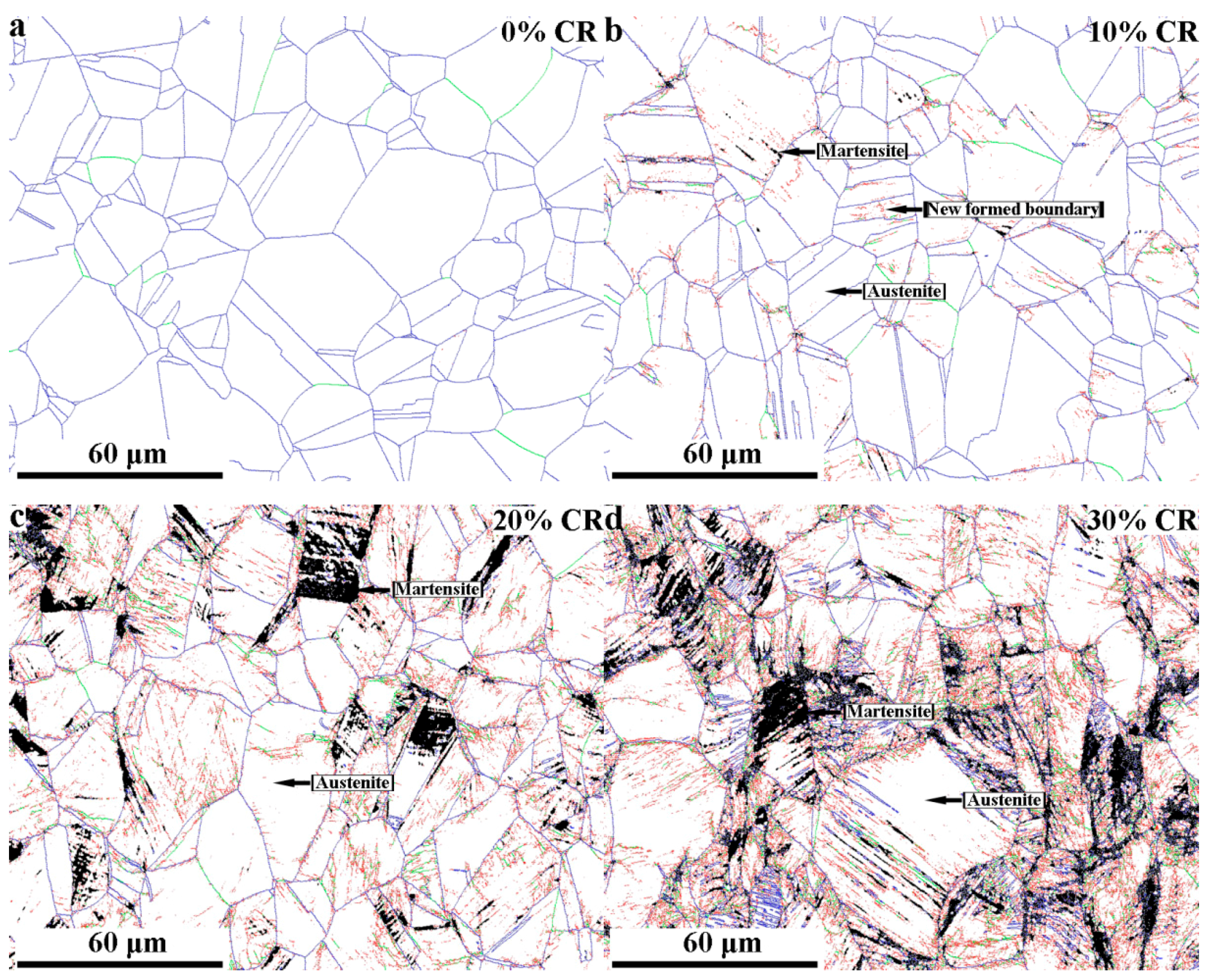
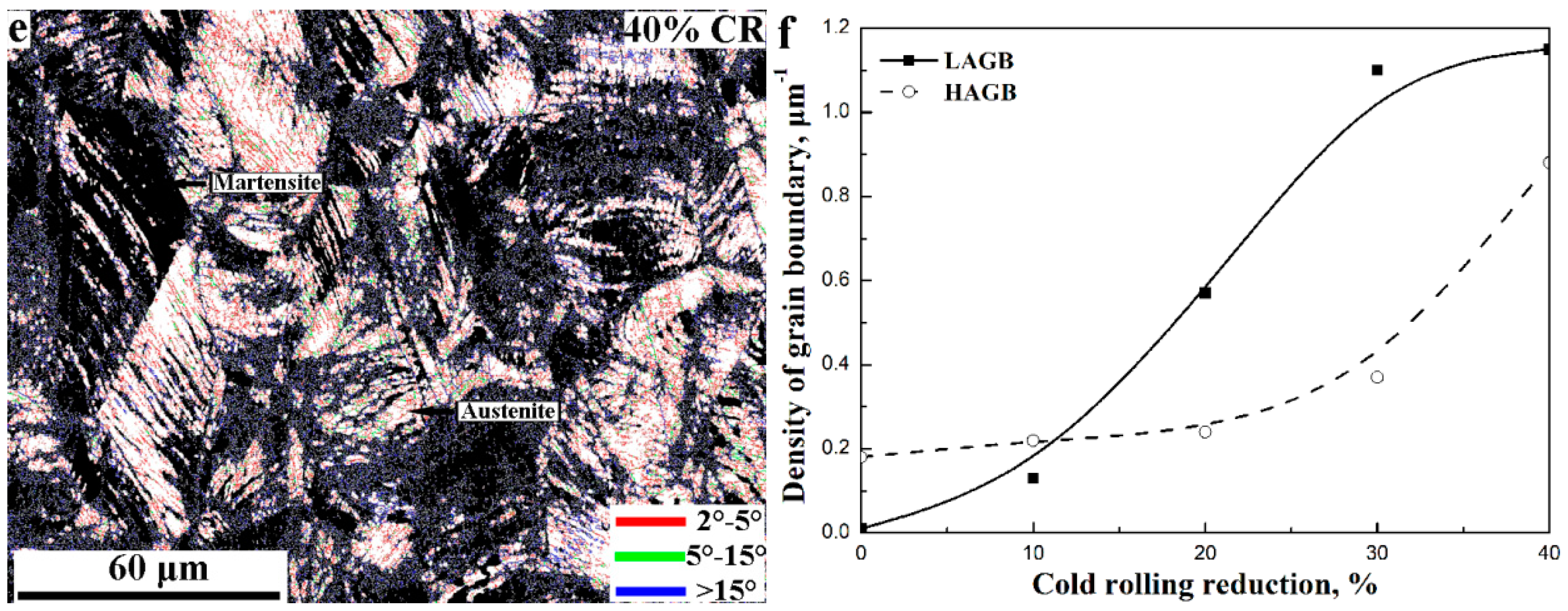
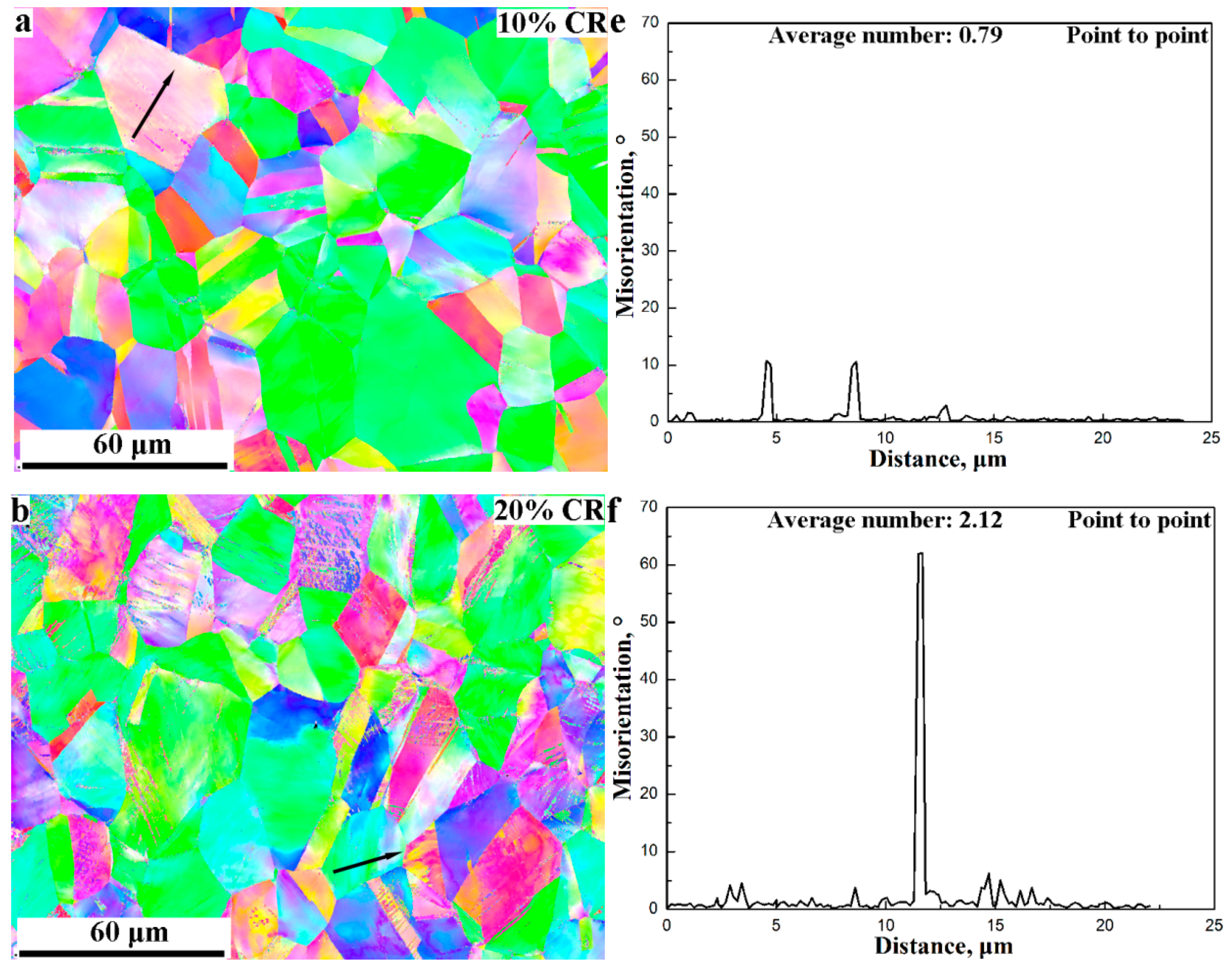
3.1. The Microstructural Evolution with Increasing Cold Rolling Reduction
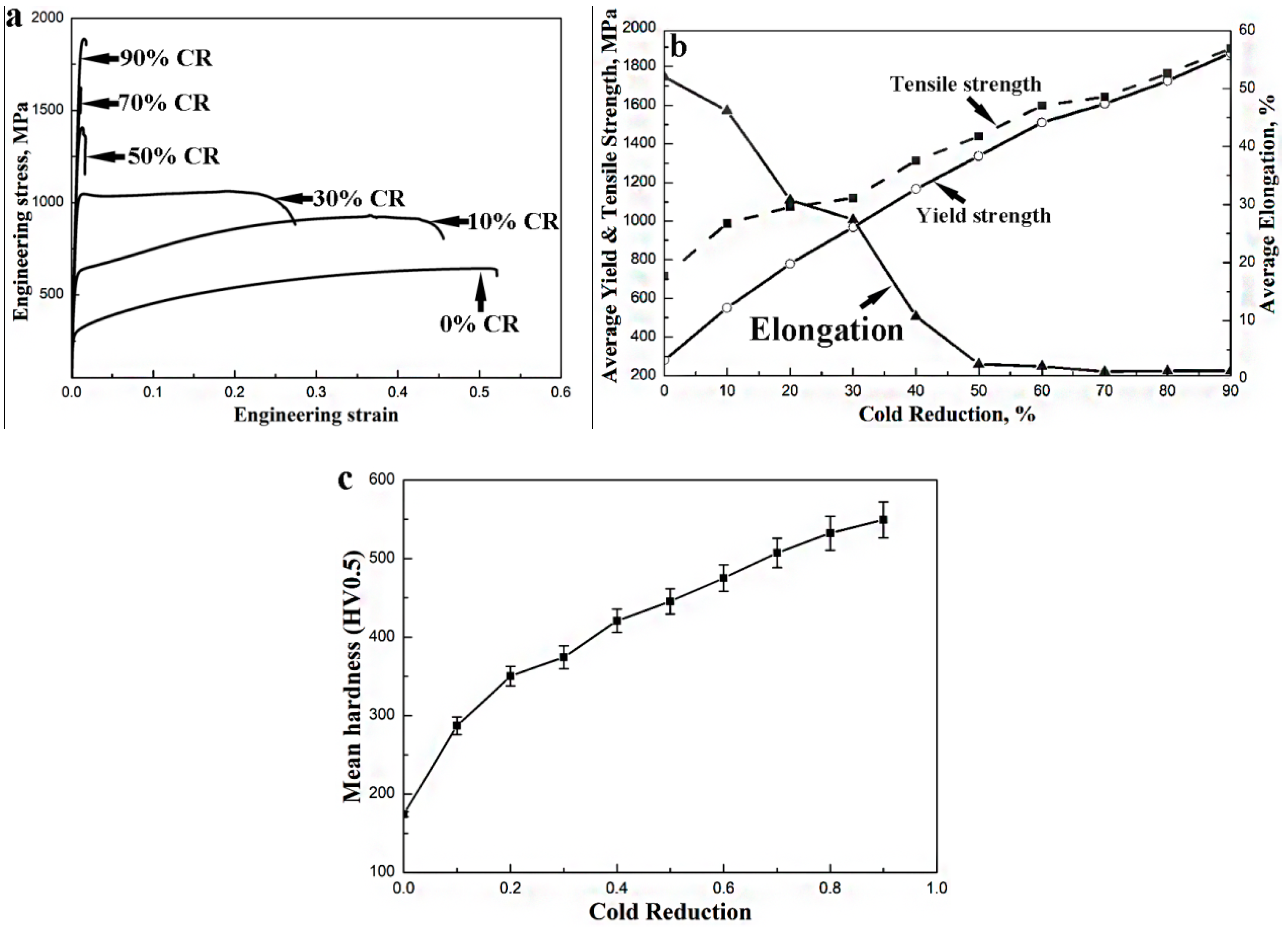
3.2. The Mechanical Properties of CR Samples
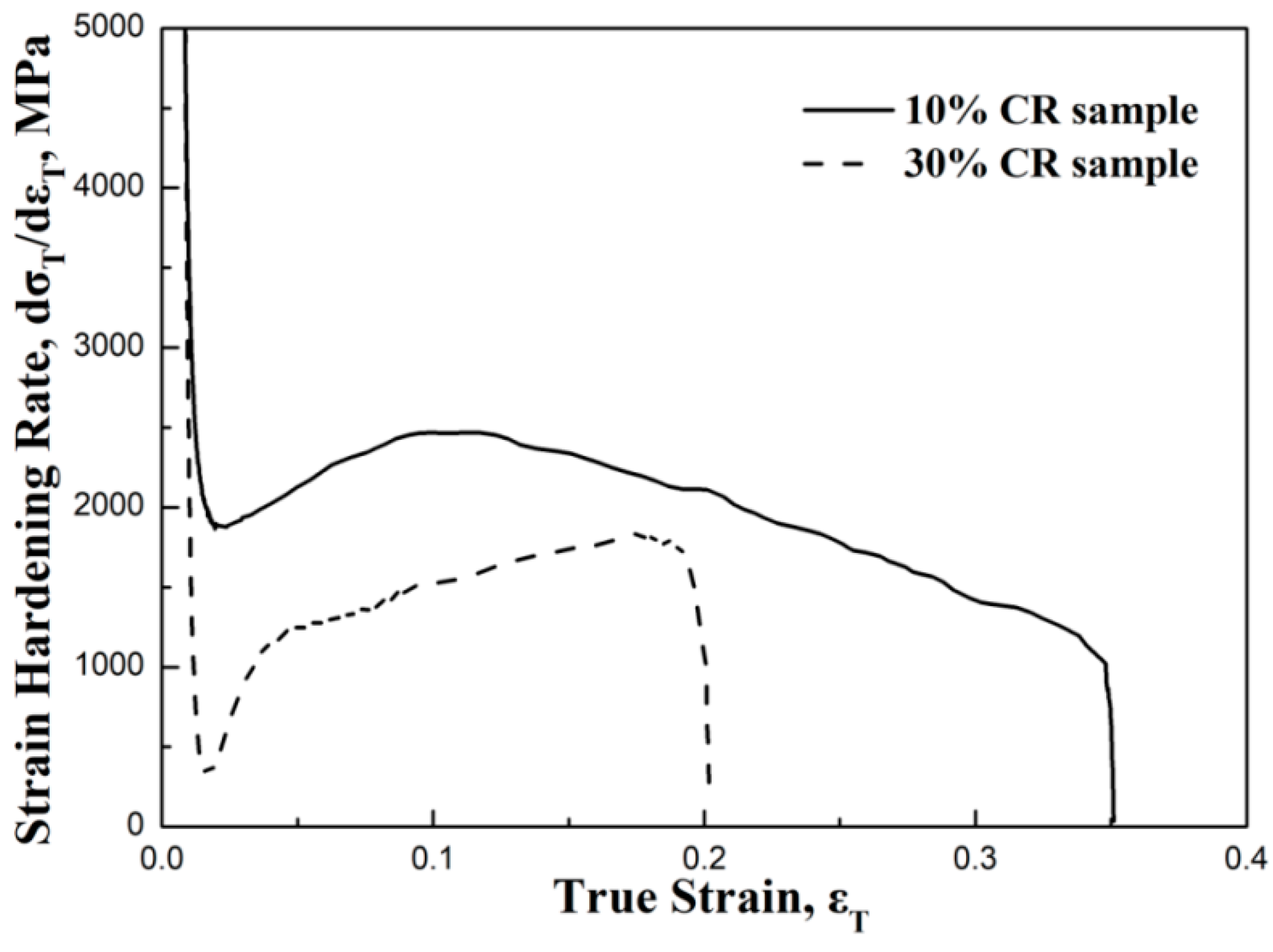
3.3. Strain Hardening Behaviors of CR Samples
4. Discussion
4.1. The Effect of Cold Deformation on the Microstructures
4.2. Effect of Microstructures on Mechanical Properties
4.3. Effect of CR Microstructures on Strain Hardening Behavior
5. Conclusions
- (1)
- The yield strength of commercial 316LN ASS increased from 281 MPa to 780–968 MPa and it maintained a reasonable elongation value of 30.8–27.4% through thickness reduction of 20–30% cold rolling.
- (2)
- The size of untransformed austenite in CR samples decreased when cold reduction increased from 10% to 40%. The decreased size of untransformed austenite was attributed to the increasing boundary density of dislocations, mechanical twins, and strain-induced martensite that formed during the CR process.
- (3)
- The grain refinement of untransformed austenite phase and increasing content of strain-induced martensite resulted in an increased yield/tensile strength and decreased ductility of 316LN ASS under the influence of increasing the cold rolling reduction.
- (4)
- The CR 316LN ASSs with high yield strengths and reasonable elongations had a good strain hardening ability and exhibited a three-stage strain hardening behavior.
Author Contributions
Funding
Conflicts of Interest
References
- European Steel Technology Platform (ESTEP). Strategic Research Agenda. A Vision for the Future of the Steel Sector; European Commission: Brussels, Belgium, 2005. [Google Scholar]
- Andersson, R.; Schedin, E.; Magnusson, C.; Ocklund, J.; Persson, A. Stainless steel components in automotive vehicles. In Proceedings of the 4th European Stainless Steel Science and Market Congress, Paris, France, 10–13 June 2002; p. 57. [Google Scholar]
- Karjalainen, L.P.; Taulavuori, T.; Sellman, M.; Kyröläinen, A. Some Strengthening Methods for Austenitic Stainless Steels. Steel Res. Int. 2008, 79, 404–412. [Google Scholar] [CrossRef]
- Maki, T. Stainless steel: Progress in thermomechanical treatment. Curr. Opin. Solid State Mater. Sci. 1997, 2, 290–295. [Google Scholar] [CrossRef]
- Padilha, A.F.; Plaut, R.L.; Rios, P.R. Annealing of cold-worked austenitic stainless steels. Iron Steel Inst. Jpn. 2003, 43, 135–143. [Google Scholar] [CrossRef]
- Milad, M.; Zreiba, N.; Elhalouani, F.; Baradai, C. The effect of cold work on structure and properties of AISI 304 stainless steel. J. Mater. Process. Technol. 2008, 203, 80–85. [Google Scholar] [CrossRef]
- Hou, X.; Zheng, W.; Song, Z.; Long, J. Effect of cold working on mechanical behavior and microstructure of 316L stainless steel. J. Iron Steel Res. 2013, 25, 53–57. (In Chinese) [Google Scholar]
- Raabe, D.; Ponge, D.; Dmitrieva, O.; Sander, B. Nanoprecipitate-hardened 1.5 GPa steels with unexpected high ductility. Scr. Mater. 2009, 60, 1141–1144. [Google Scholar] [CrossRef]
- Padilha, A.F.; Rios, P.R. Decomposition of austenite in austeniticstainless steels. Iron Steel Inst. Jpn. 2002, 42, 325–337. [Google Scholar] [CrossRef]
- Huang, G.L.; Matlock, D.; Krauss, G. Martensite formation, strain rate sensitivity, and deformation behavior of type 304 stainless steel sheet. Metall. Trans. A 1989, 20, 1239–1246. [Google Scholar] [CrossRef]
- Hedayati, A.; Najafizadeh, A.; Kermanpur, A.; Forouzan, F. The effect of cold rolling regime on microstructure and mechanical properties of AISI 304L stainless steel. J. Mater. Process. Technol. 2010, 210, 1017–1022. [Google Scholar] [CrossRef]
- Brofman, P.J.; Ansell, G.S. On the effect of carbon on the stacking fault energy of austenitic stainless steels. Metall. Trans. A 1978, 9, 879–880. [Google Scholar] [CrossRef]
- Xu, D.M.; Li, G.Q.; Wan, X.L.; Xiong, R.L.; Xu, G.; Wu, K.M.; Somani, M.C.; Misra, R.D.K. Deformation behavior of high yield strength-high ductility ultrafine-grained 316LN austenitic stainless steel. Mater. Sci. Eng. A 2017, 688, 407–415. [Google Scholar] [CrossRef]
- Wu, H.; Niu, G.; Cao, J.; Yang, M. Annealing of strain-induced martensite to obtain micro/nanometre grains in austenitic stainless. Mater. Sci. Technol. 2017, 33, 480–486. [Google Scholar] [CrossRef]
- Eskandari, M.; Najafizadeh, A.; Kermanpur, A. Effect of strain-induced martensite on the formation of nanocrystalline 316L stainless steel after cold rolling and annealing. Mater. Sci. Eng. A 2009, 519, 46–50. [Google Scholar] [CrossRef]
- Nohara, K.; Ono, Y.; Ohashi, N. Composition and grain size dependencies of strain-induced martensitic transformation in metastable austenitic stainless steels. Iron Steel Inst. Jpn. 1977, 63, 772–782. [Google Scholar] [CrossRef]
- Dickson, M.J. The significance of texture parameters in phase analysis by X-ray diffraction. J. Appl. Crystallogr. 1969, 2, 176–180. [Google Scholar] [CrossRef] [Green Version]
- Johannsen, D.L.; Kyrolainen, A.; Ferreira, P.J. Influence of annealing treatment on the formation of nano/submicron grain size AISI 301 Austenitic stainless steels. Metall. Mater. Trans. A 2006, 37, 2325–2338. [Google Scholar] [CrossRef]
- Egea, A.J.S.; Rojas, H.A.G.; Celentano, D.J.; Peiró, J.J. Mechanical and metallurgical changes on 308L wires drawn by electropulses. Mater. Des. 2016, 90, 1159–1169. [Google Scholar] [CrossRef]
- Lee, T.H.; Shin, E.; Oh, C.S.; Ha, H.Y.; Kim, S.J. Correlation between stacking fault energy and deformation microstructure in high-interstitial-alloyed austenitic steels. Acta Mater. 2010, 58, 3173–3186. [Google Scholar] [CrossRef]
- Murr, L.E.; Staudhammer, K.P.; Hecker, S.S. Effects of strain state and strain rate on deformation-induced transformation in 304 stainless steel: Part II. Microstructural study. Metall. Trans. A 1982, 13, 627–635. [Google Scholar] [CrossRef]
- Choi, J.Y.; Jin, W. Strain induced martensite formation and its effect on strain hardening behavior in the cold drawn 304 austenitic stainless steels. Scr. Mater. 1997, 36, 99–104. [Google Scholar] [CrossRef]
- Meyers, M.A.; Xu, Y.B.; Xue, Q.; Pérez-Prado, M.T.; McNelley, T.R. Microstructural evolution in adiabatic shear localization in stainless steel. Acta Mater. 2003, 51, 1307–1325. [Google Scholar] [CrossRef] [Green Version]
- Misra, R.D.K.; Nayak, S.; Mali, S.A.; Shah, J.S.; Somani, M.C.; Karjalainen, L.P. On the Significance of Nature of Strain-Induced Martensite on Phase-Reversion-Induced Nanograined/Ultrafine-Grained Austenitic Stainless Steel. Metall. Trans. A 2010, 41, 3. [Google Scholar] [CrossRef]
- Bellier, S.P.; Doherty, R.D. The structure of deformed aluminium and its recrystallization-investigations with transmission Kossel diffraction. Acta Metall. 1977, 25, 521–538. [Google Scholar] [CrossRef]
- Hughes, D.A.; Hansen, N. High angle boundaries and orientation distributions at large strains. Scr. Mater. 1995, 33, 315–321. [Google Scholar] [CrossRef]
- Sheng, Y.; Hua, Y.; Wang, X.; Zhao, X.; Chen, L.; Zhou, H.; Wang, J.; Berndt, C.C.; Li, W. Application of high-density electropulsing to improve the performance of metallic materials: Mechanisms, microstructure and properties. Materials 2018, 11, 185. [Google Scholar] [CrossRef] [PubMed]
- Egea, A.J.S.; González-Rojas, H.A.; Celentano, D.J.; Perió, J.J.; Cao, J. Thermomechanical analysis of an electrically assisted wire drawing process. J. Manuf. Sci. Eng. 2017, 139, 111017. [Google Scholar] [CrossRef]
- Hughes, D.A.; Hansen, N. High angle boundaries formed by grain subdivision mechanisms. Acta Mater. 1997, 45, 3871–3886. [Google Scholar] [CrossRef]
- Cui, Z.Q.; Liu, B.X. Principles of Metallography and Heat Treatment; Harbin Institute of Technology Press: Harbin, China, 2004. (In Chinese) [Google Scholar]
- Zhang, N.; Wang, Y. Dislocations and hardness of hard coatings. Thin Solid Films 1992, 214, 4–5. [Google Scholar] [CrossRef]
- Yan, F.K.; Liu, G.Z.; Tao, N.R.; Lu, K. Strength and ductility of 316L austenitic stainless steel strengthened by nano-scale twin bundles. Acta Mater. 2012, 60, 1059–1071. [Google Scholar] [CrossRef]
- Ding, H.; Ding, H.; Song, D.; Tang, Z.; Yang, P. Strain hardening behavior of a TRIP/TWIP steel with 18.8% Mn. Mater. Sci. Eng. A 2011, 528, 868–873. [Google Scholar] [CrossRef]
- Challa, V.S.A.; Wan, X.L.; Somani, M.C.; Karjalainen, L.P.; Misra, R.D.K. Significance of interplay between austenite stability and deformation mechanisms in governing three-stage work hardening behavior of phase-reversion induced nanograined/ultrafine-grained (NG/UFG) stainless steels with high strength-high ductility combination. Scr. Mater. 2014, 86, 60–63. [Google Scholar]
- Matsuoka, Y.; Iwasaki, T.; Nakada, N. Effect of grain size on thermal and mechanical stability of austenite in metastable austenitic stainless steel. Iron Steel Inst. Jpn. 2013, 53, 1224–1230. [Google Scholar] [CrossRef]
- Takaki, S.; Fukunaga, K.; Syarif, J. Effect of grain refinement on thermal stability of metastable austenitic steel. Mater. Trans. 2004, 45, 2245–2251. [Google Scholar] [CrossRef]
- Challa, V.S.A.; Wan, X.L.; Somani, M.C.; Karjalainen, L.P.; Misra, R.D.K. Strain hardening behavior of phase reversion-induced nanograined/ultrafine-grained (NG/UFG) austenitic stainless steel and relationship with grain size and deformation mechanism. Mater. Sci. Eng. A 2014, 613, 60–70. [Google Scholar] [CrossRef]
- Barbier, D.; Gey, N.; Allain, S.; Bozzolo, N.; Humbert, M. Analysis of the tensile behavior of a TWIP steel based on the texture and microstructure evolutions. Mater. Sci. Eng. A 2009, 500, 196–206. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | N | Cr | Ni | Mo | SFE, mJ/m2 | Md30, °C |
|---|---|---|---|---|---|---|---|---|
| 0.04 | 0.34 | 1.15 | 0.048 | 18.06 | 8.33 | 0.051 | 18.9 | 6.2 |
| Cold Rolling Reduction, % | Structure Size, μm | Percentage Fraction, % | Density, Length/Area, μm−1 | ||
|---|---|---|---|---|---|
| 2–15° | 15–65° | 2–15° | 15–65° | ||
| 0 | 9.0 | 5.2 | 94.8 | 0.01 | 0.18 |
| 10 | 7.3 | 35.9 | 64.1 | 0.13 | 0.22 |
| 20 | 2.8 | 73.1 | 26.9 | 0.57 | 0.24 |
| 30 | 1.3 | 72.8 | 27.2 | 1.1 | 0.37 |
| 40 | 0.87 | 56.7 | 43.3 | 1.15 | 0.88 |
| Cold Rolling Reduction, % | Martensite Volume Fraction, % | Vickers Hardness, HV0.5 | Mean Tensile Strength, MPa | Mean Yield Strength, MPa | Mean Elongation, % |
|---|---|---|---|---|---|
| 0 | 0 | 174.2 | 644 | 281 | 52.0 |
| 10 | 2.1 | 287.0 | 931 | 551 | 46.2 |
| 20 | 7.2 | 360.2 | 1021 | 780 | 30.8 |
| 30 | 13.2 | 374.2 | 1071 | 968 | 27.4 |
| 40 | 24.3 | 420.8 | 1274 | 1167 | 10.7 |
| 50 | 28.7 | 445.4 | 1407 | 1337 | 2.5 |
| 60 | 36.4 | 475.3 | 1576 | 1510 | 2.1 |
| 70 | 41.1 | 507.2 | 1623 | 1608 | 1.2 |
| 80 | 44.0 | 532.3 | 1750 | 1725 | 1.3 |
| 90 | 46.0 | 549.4 | 1887 | 1870 | 1.3 |
| Sample | Stage A | Stage B | Stage C |
|---|---|---|---|
| 10% CR | εT < 0.02 | 0.023 < εT < 0.09 | 0.09 < εT < 0.35 |
| 30% CR | εT < 0.017 | 0.017 < εT < 0.18 | 0.18 < εT < 0.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, D.; Wan, X.; Yu, J.; Xu, G.; Li, G. Effect of Cold Deformation on Microstructures and Mechanical Properties of Austenitic Stainless Steel. Metals 2018, 8, 522. https://doi.org/10.3390/met8070522
Xu D, Wan X, Yu J, Xu G, Li G. Effect of Cold Deformation on Microstructures and Mechanical Properties of Austenitic Stainless Steel. Metals. 2018; 8(7):522. https://doi.org/10.3390/met8070522
Chicago/Turabian StyleXu, Deming, Xiangliang Wan, Jianxin Yu, Guang Xu, and Guangqiang Li. 2018. "Effect of Cold Deformation on Microstructures and Mechanical Properties of Austenitic Stainless Steel" Metals 8, no. 7: 522. https://doi.org/10.3390/met8070522
APA StyleXu, D., Wan, X., Yu, J., Xu, G., & Li, G. (2018). Effect of Cold Deformation on Microstructures and Mechanical Properties of Austenitic Stainless Steel. Metals, 8(7), 522. https://doi.org/10.3390/met8070522