Contact Fatigue Failure Analysis of Helical Gears with Non-Entire Tooth Meshing Tests

Abstract
:1. Introduction
2. Experiments
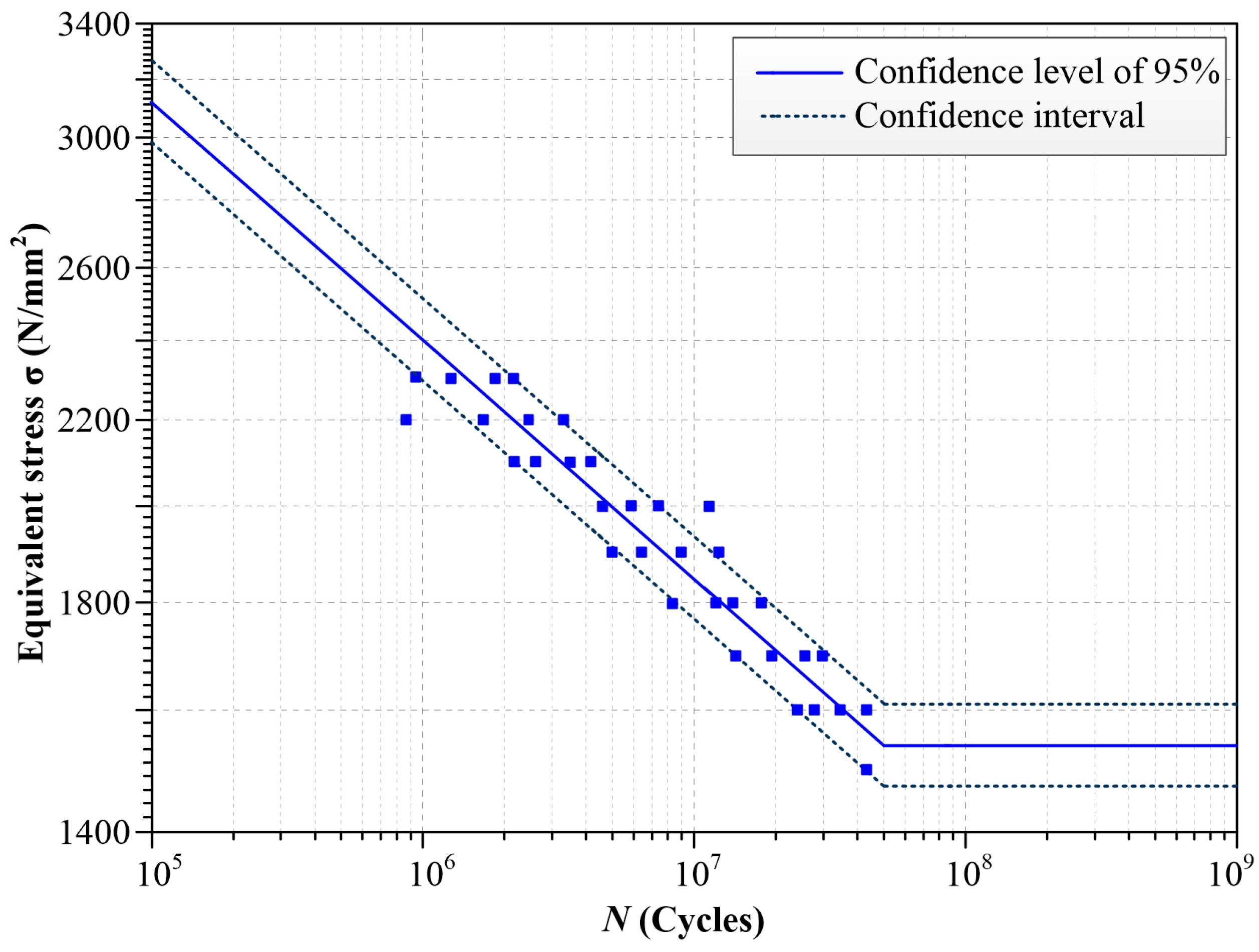
2.1. Tested Gears and Fatigue Analysis of Experimental Data
2.2. Morphology and Measurement of Residual Stress
2.3. Hardness Measurement
2.4. Microstructure Sample Preparation
3. Results and Discussion
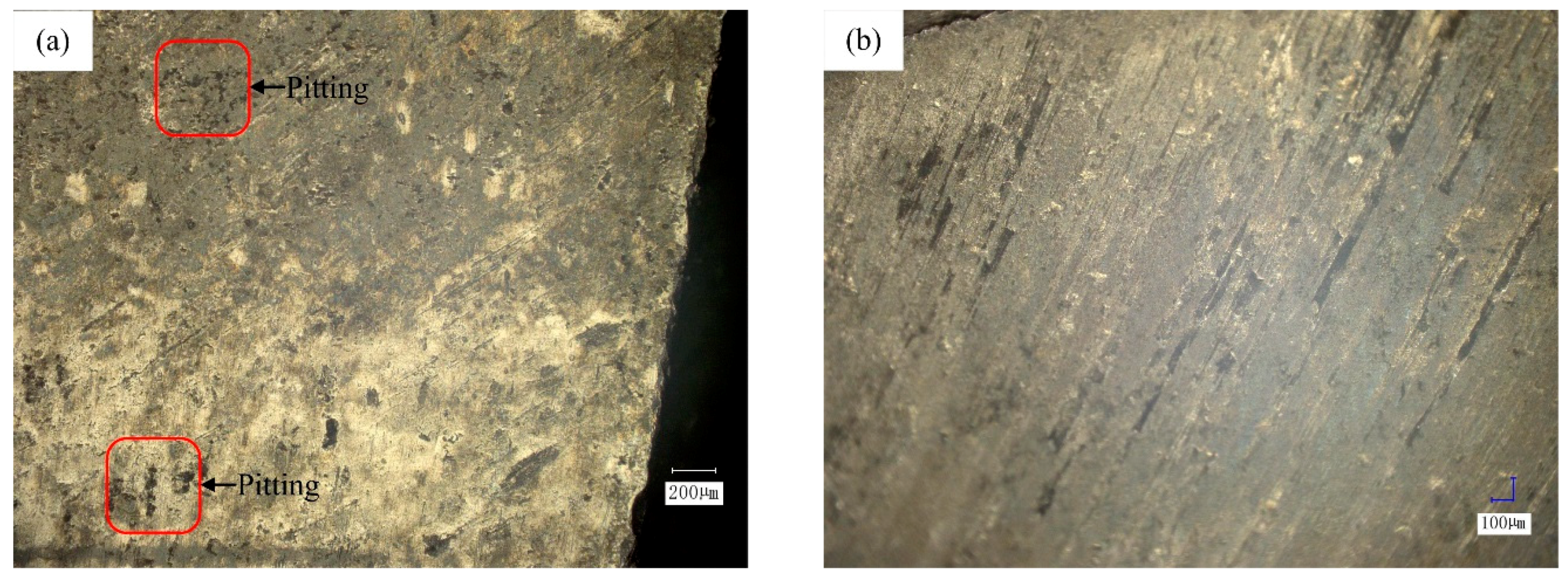
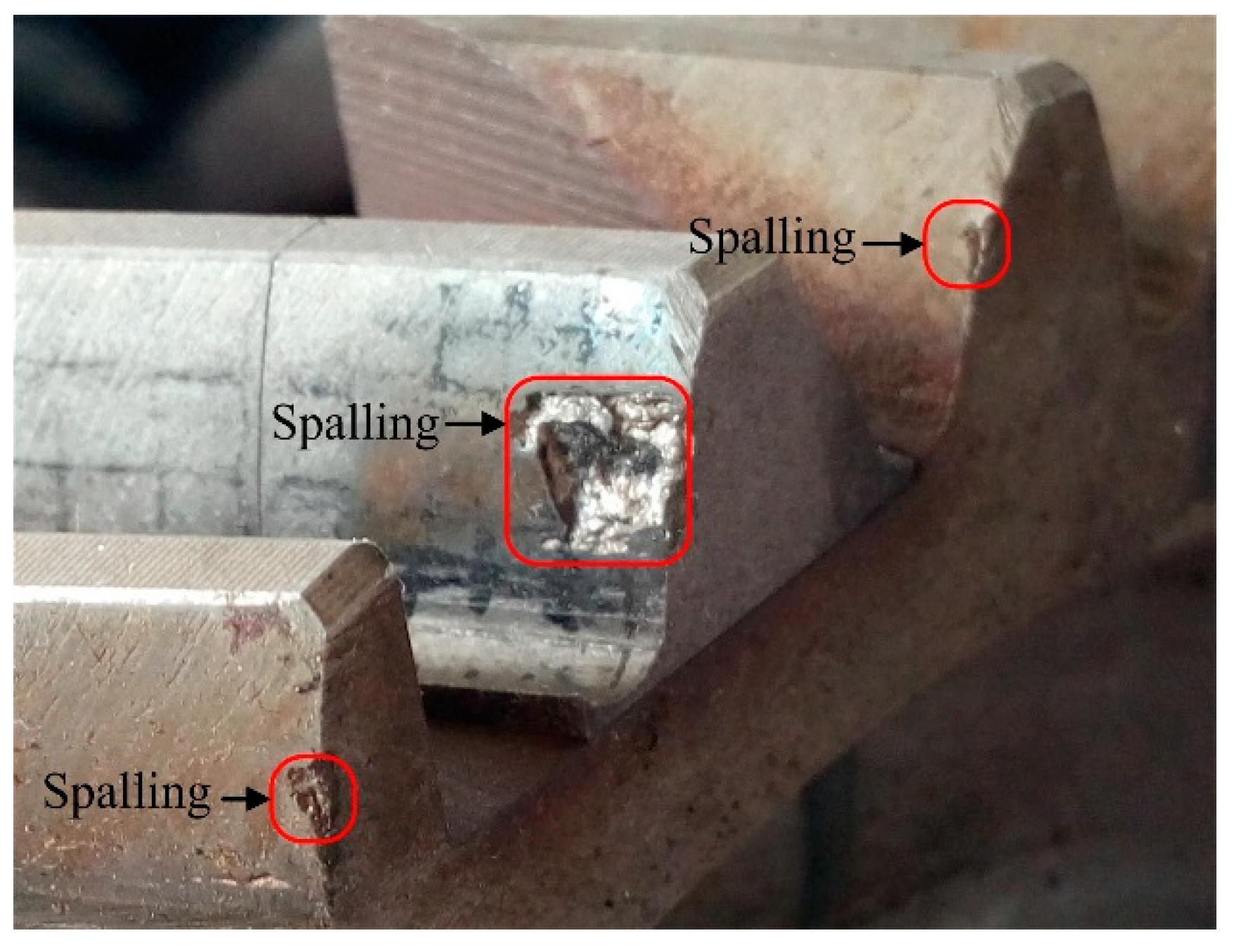
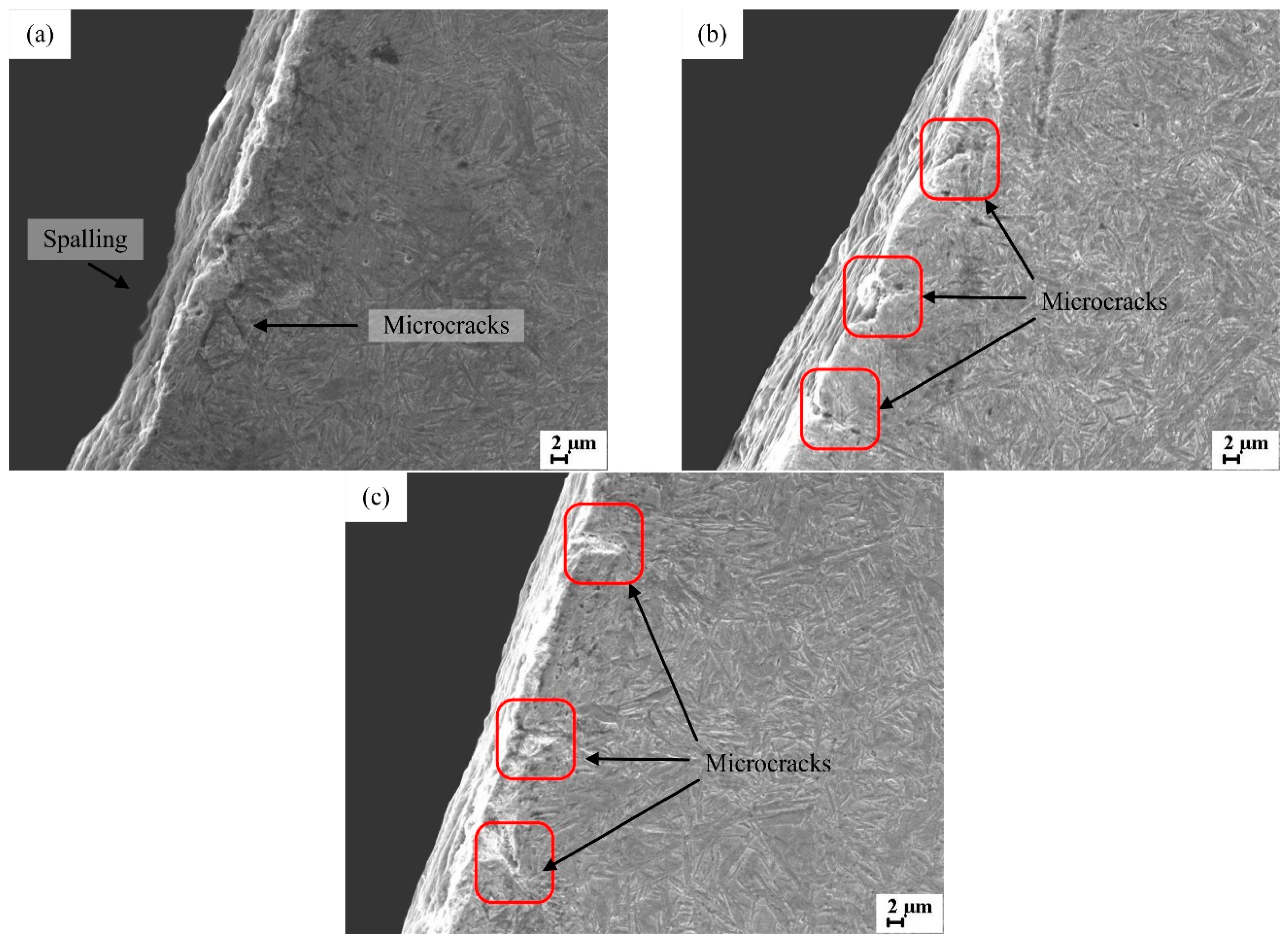
3.1. Analysis of Morphology
3.2. Residual Stress Analysis
3.3. Micro-Hardness
3.4. Microstructure
4. Conclusions
- (1)
- Residual compressive stress accumulated as the number of fatigue cycles increased. Beyond a certain limit of cycles, stress relaxed with the appearance of micro-cracks and pitting in the flank and the near flank of the tooth. Local plastic deformations appeared at the pitch circle zone. If spalling was severe, residual compressive stress increased at the pitch circle zone of the tooth flank.
- (2)
- As cycle number increased, the hardness of the surface hardened layer increased first and then decreased, also decreasing along the inner normal direction. The hardness value of the hardened layer of the tooth flank increased under low cyclic loading. For example, the hardness value of the hardened layer of the tooth flank decreased under high cyclic loading. In the long-term tests, the hardness of the tooth flank decreased, thus accelerating fatigue failure.
- (3)
- The higher content of acicular martensite in the carburized layer allowed the surface to withstand higher contact stresses without the risk of tooth flank failure.
- (4)
- After cyclic loading, the content of twin martensite in the gear pitch circle decreased together with the hardness of the tooth flank. Long-term cyclic loading led to aggregation, growth, and discontinuous distribution of the precipitated phase, hindering the sliding of the grain boundary. Dislocation density increased and pile-up of dislocations resulted in stress concentration at the grain boundary and the phase boundary, which induced the initiation of fatigue cracks in the tooth flank.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kattelus, J.; Miettinen, J.; Lehtovaara, A. Detection of gear pitting failure progression with on-line particle monitoring. Tribol. Int. 2018, 118, 458–464. [Google Scholar] [CrossRef]
- Ma, H.; Li, Z.; Feng, M.; Feng, R.; Wen, B. Time-varying mesh stiffness calculation of spur gears with spalling defect. Eng. Fail. Anal. 2016, 66, 166–176. [Google Scholar] [CrossRef]
- Zhang, J.; Li, W.; Wang, H.; Song, Q.; Lu, L.; Wang, W.; Liu, Z. A comparison of the effects of traditional shot peening and micro-shot peening on the scuffing resistance of carburized and quenched gear steel. Wear 2016, 368, 253–257. [Google Scholar] [CrossRef]
- Aslantas, K.; Tasgetiren, S. A study of spur gear pitting formation and life prediction. Wear 2004, 257, 1167–1175. [Google Scholar] [CrossRef]
- Mariani, U.; Molinaro, R.; Sartori, S.; Gasparini, G.; Gorla, C. Improvements in fatigue evaluations of helicopter transmissions. In ICAF 2011 Structural Integrity: Influence of Efficiency and Green Imperatives, Proceedings of the 26th Symposium of the International Committee on Aeronautical Fatigue; Komorowski, J., Ed.; Springer: Berlin, Germany, 2011; pp. 959–969. [Google Scholar]
- Hein, M.; Tobie, T.; Stahl, K. Parameter study on the calculated risk of tooth flank fracture of case hardened gears. In Proceedings of the JSME International Conference on Motion and Power Transmissions, Kyoto, Japan, 1–3 March 2017. [Google Scholar]
- Rego, R.; Löpenhaus, C.; Gomes, J.; Klocke, F. Residual stress interaction on gear manufacturing. J. Mater. Process. Technol. 2018, 252, 249–258. [Google Scholar] [CrossRef]
- Conrado, E.; Gorla, C.; Davoli, P.; Boniardi, M. A comparison of bending fatigue strength of carburized and nitrided gears for industrial applications. Eng. Fail. Anal. 2017, 78, 41–54. [Google Scholar] [CrossRef]
- Gorla, C.; Rosa, F.; Concli, F.; Albertini, H. Bending fatigue strength of innovative gear materials for wind turbines gearboxes: Effect of surface coatings. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Houston, TX, USA, 9–15 November 2012; pp. 3141–3147. [Google Scholar]
- Gorla, C.; Conrado, E.; Rosa, F.; Concli, F. Contact and bending fatigue behaviour of austempered ductile iron gears. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2018, 232, 998–1008. [Google Scholar] [CrossRef]
- Gorla, C.; Rosa, F.; Conrado, E.; Concli, F. Bending fatigue strength of case carburized and nitrided gear steels for aeronautical applications. Int. J. Appl. Eng. Res. 2017, 12, 11306–11322. [Google Scholar]
- Emmert, S.; Schoennenbeck, G.; Oster, P.; Rettig, H. Testverfahren zur Untersuchung des Schmierstoffeinflusses auf die Entstehung von Grauflecken bei Zahnra¨ dern; No. 54/I-IV; FVA Informationsblatt: Frankfurt, Germany, 5 July 1993. [Google Scholar]
- Lingamanaik, S.N.; Chen, B.K. The effects of carburising and quenching process on the formation of residual stresses in automotive gears. Comput. Mater. Sci. 2012, 62, 99–104. [Google Scholar] [CrossRef]
- Savaria, V.; Monajati, H.; Bridier, F.; Bocher, P. Measurement and correction of residual stress gradients in aeronautical gears after various induction surface hardening treatments. J. Mater. Process. Technol. 2015, 220, 113–123. [Google Scholar] [CrossRef]
- Savaria, V.; Bridier, F.; Bocher, P. Predicting the effects of material properties gradient and residual stresses on the bending fatigue strength of induction hardened aeronautical gears. Int. J. Fatigue 2016, 85, 70–84. [Google Scholar] [CrossRef]
- Mallipeddi, D.; Norell, M.; Sosa, M.; Nyborg, L. Influence of running-in on surface characteristics of efficiency tested ground gears. Tribol. Int. 2017, 115, 45–58. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.; Liu, H.; Bocher, P.; Zhu, C.; Wei, P. Effects of the case hardening properties on the contact fatigue of a wind turbine gear pair. Int. J. Mech. Sci. 2018, 141, 520–527. [Google Scholar] [CrossRef]
- Fukumasu, N.K.; Machado, G.A.A.; Souza, R.M.; Machado, I.F. Stress analysis to improve pitting resistance in gear teeth. Procedia CIRP 2016, 45, 255–258. [Google Scholar] [CrossRef]
- Jo, B.; Sharifimehr, S.; Shim, Y.; Fatemi, A. Cyclic deformation and fatigue behavior of carburized automotive gear steel and predictions including multiaxial stress states. Int. J. Fatigue 2016, 100, 454–465. [Google Scholar] [CrossRef]
- Lv, Y.; Lei, L.; Sun, L. Effect of microshot peened treatment on the fatigue behavior of laser-melted W6Mo5Cr4V2 steel gear. Int. J. Fatigue 2017, 98, 121–130. [Google Scholar] [CrossRef]
- Pariente, I.F.; Guagliano, M. Contact fatigue damage analysis of shot peened gears by means of X-ray measurements. Eng. Fail. Anal. 2009, 16, 964–971. [Google Scholar] [CrossRef]
- Batista, A.C.; Dias, A.M. Contact Fatigue of Carbonitrided and Shot-Peened Gears. Effects of Residual Stresses; Faculdade de Engenharia da Universidade do Porto: Porto, Portugal, 5 June 2003. [Google Scholar]
- Yu, Z.; Xu, X. Failure investigation of a truck diesel engine gear train consisting of crankshaft and camshaft gears. Eng. Fail. Anal. 2010, 17, 537–545. [Google Scholar] [CrossRef]
- Terrin, A.; Dengo, C.; Meneghetti, G. Experimental analysis of contact fatigue damage in case hardened gears for off-highway axles. Eng. Fail. Anal. 2017, 76, 10–26. [Google Scholar] [CrossRef]
- Al-Meshari, A.; Al-Zahrani, E.; Diab, M. Failure analysis of cooling fan gearbox. Eng. Fail. Anal. 2012, 20, 166–172. [Google Scholar] [CrossRef]
- Yücel, S.C.; Özenli, L.; Gençol, T.; Alanyalı, E. Flywheel starter ring gear failures and hardness variation reduction in surface hardening process. Case Stud. Eng. Fail. Anal. 2015, 4, 8–19. [Google Scholar] [CrossRef]
- Siddiqui, N.A.; Deen, K.M.; Khan, M.Z.; Ahmad, R. Investigating the failure of bevel gears in an aircraft engine. Case Stud. Eng. Fail. Anal. 2013, 1, 24–31. [Google Scholar] [CrossRef]
- Asi, O. Fatigue failure of a helical gear in a gearbox. Eng. Fail. Anal. 2006, 13, 1116–1125. [Google Scholar] [CrossRef]
- Lin, C.-K.; Lai, P.-K.; Shih, T.-S. Influence of microstructure on the fatigue properties of austempered ductile irons—I. Highcycle fatigue. Int. J. Fatigue 1996, 18, 297–307. [Google Scholar] [CrossRef]
- Magalhaes, L.; Seabra, J.; Sa, C. Experimental observations of contact fatigue crack mechanisms for austempered ductile iron (ADI) discs. Wear 2000, 246, 134–148. [Google Scholar] [CrossRef]
- Greno, G.L.; Otegui, J.L.; Boeri, R.E. Mechanisms of fatigue crack growth in Austempered Ductile Iron. Int. J. Fatigue 1999, 21, 35–43. [Google Scholar] [CrossRef]
- Manda, P.; Singh, S.; Singh, A.K. Failure analysis of cooler fan drive gear system of helicopter. Mater. Today Proc. 2018, 5, 5254–5261. [Google Scholar] [CrossRef]
- Guagliano, M.; Riva, E.; Guidetti, M. Contact fatigue failure analysis of shot-peened gears. Eng. Fail. Anal. 2002, 9, 147–158. [Google Scholar] [CrossRef]
- Kattoura, M.; Telang, A.; Mannava, S.R.; Qian, D.; Vasudevan, V.K. Effect of ultrasonic nanocrystal surface modification on residual stress, microstructure and fatigue behavior of ATI 718Plus alloy. Mater. Sci. Eng. A 2018, 711, 364–377. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Si | Mn | S | P | Cr | Ni | Cu |
|---|---|---|---|---|---|---|---|---|
| Base | 0.2 | 0.27 | 0.85 | 0.014 | 0.013 | 0.8 | 0.013 | 0.015 |
| Specification | Driving Gear | Driven Gear |
|---|---|---|
| Number of teeth | 27 | 34 |
| Tooth width | 29 | 26 |
| Pitch diameter (mm) | 132.78 | 167.21 |
| Normal module (mm) | 4.5 | |
| Pressure angle (°) | 22.5 | |
| Helix angle (°) | 23.74° | |
| Numbers of Groups | 1 | 2 | 3 | 4 | ||||
|---|---|---|---|---|---|---|---|---|
| Gear * | 1-1 | 1-2 | 2-1 | 2-2 | 3-1 | 3-2 | 4-1 | 4-2 |
| Number of cycles | 0 | 106 | 3.3 × 106 | 5.0 × 106 | ||||
| Torque load (Nm) | 1500 | |||||||
| Active face width (mm) | 9 | |||||||
| Result | x | x | x | x | x | o | x | o |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, F.; Ding, X.; Fan, X.; Cui, R.; Li, Y.; Wang, T. Contact Fatigue Failure Analysis of Helical Gears with Non-Entire Tooth Meshing Tests. Metals 2018, 8, 693. https://doi.org/10.3390/met8090693
Zhao F, Ding X, Fan X, Cui R, Li Y, Wang T. Contact Fatigue Failure Analysis of Helical Gears with Non-Entire Tooth Meshing Tests. Metals. 2018; 8(9):693. https://doi.org/10.3390/met8090693
Chicago/Turabian StyleZhao, Fuqiang, Xiaofeng Ding, Xiaoyu Fan, Renjie Cui, Yugui Li, and Tie Wang. 2018. "Contact Fatigue Failure Analysis of Helical Gears with Non-Entire Tooth Meshing Tests" Metals 8, no. 9: 693. https://doi.org/10.3390/met8090693
APA StyleZhao, F., Ding, X., Fan, X., Cui, R., Li, Y., & Wang, T. (2018). Contact Fatigue Failure Analysis of Helical Gears with Non-Entire Tooth Meshing Tests. Metals, 8(9), 693. https://doi.org/10.3390/met8090693