Dynamically Recrystallized Microstructures, Textures, and Tensile Properties of a Hot Worked High-Mn Steel



Abstract
:1. Introduction
2. Materials and Methods
3. Results
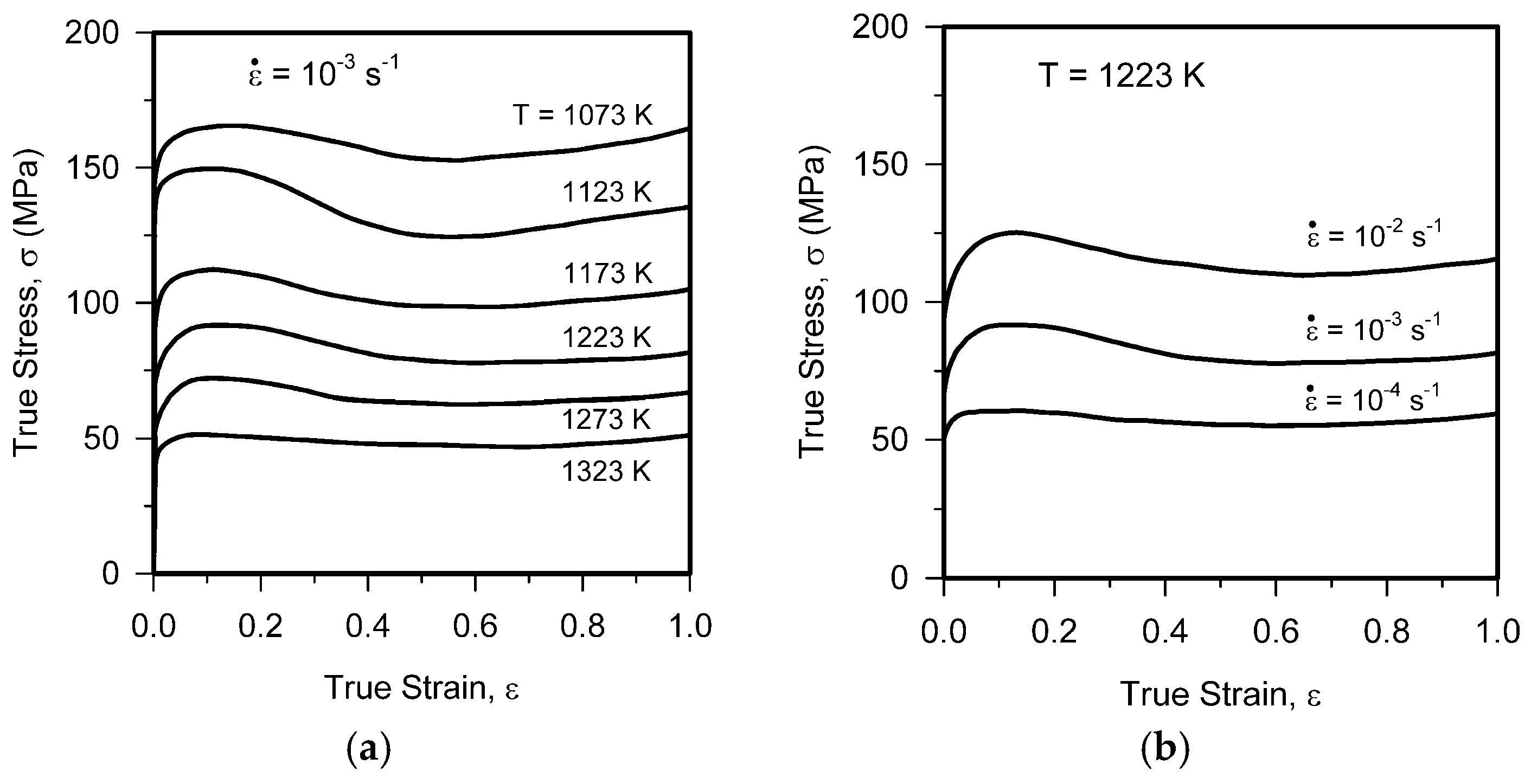
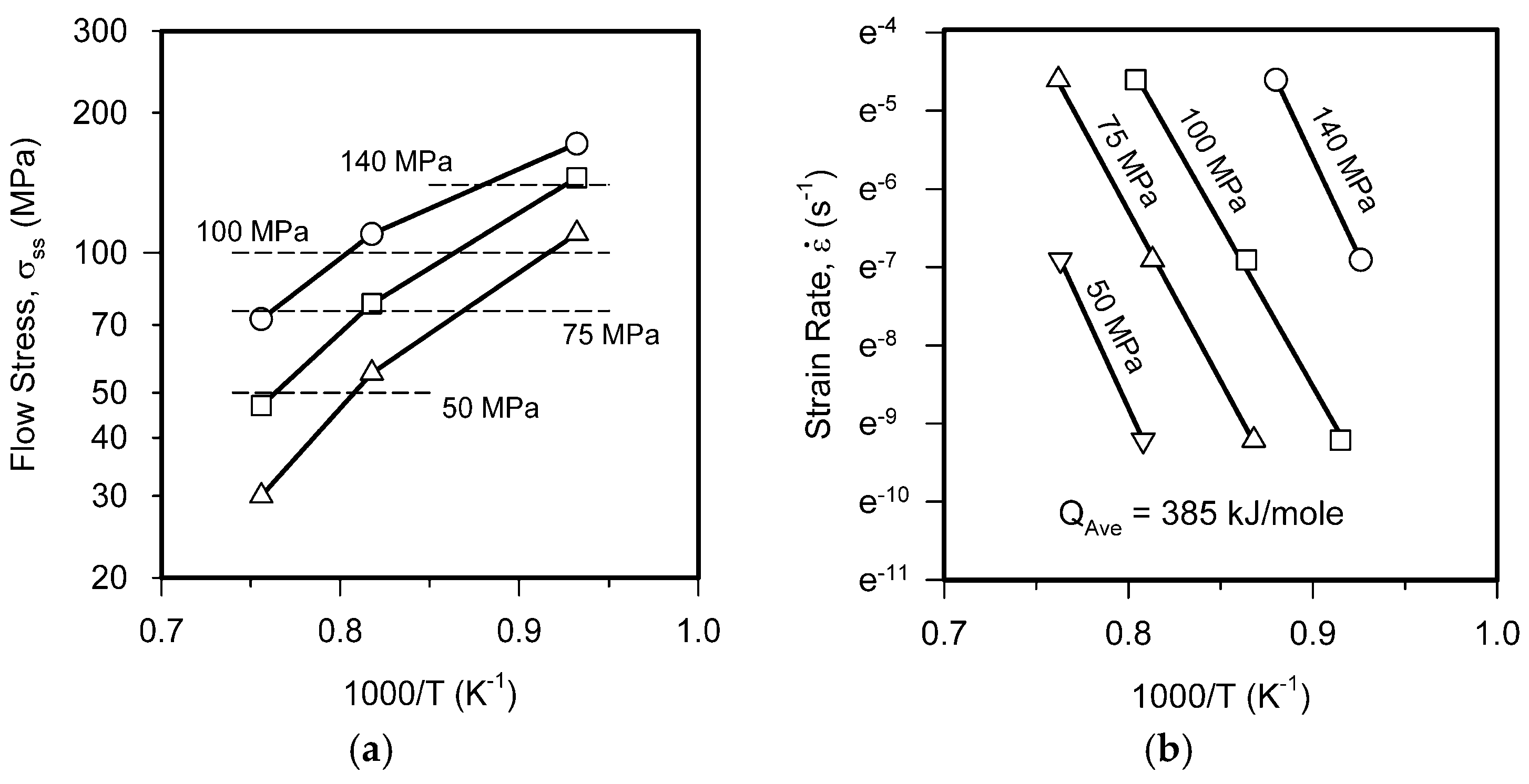
3.1. Hot Deformation Behavior
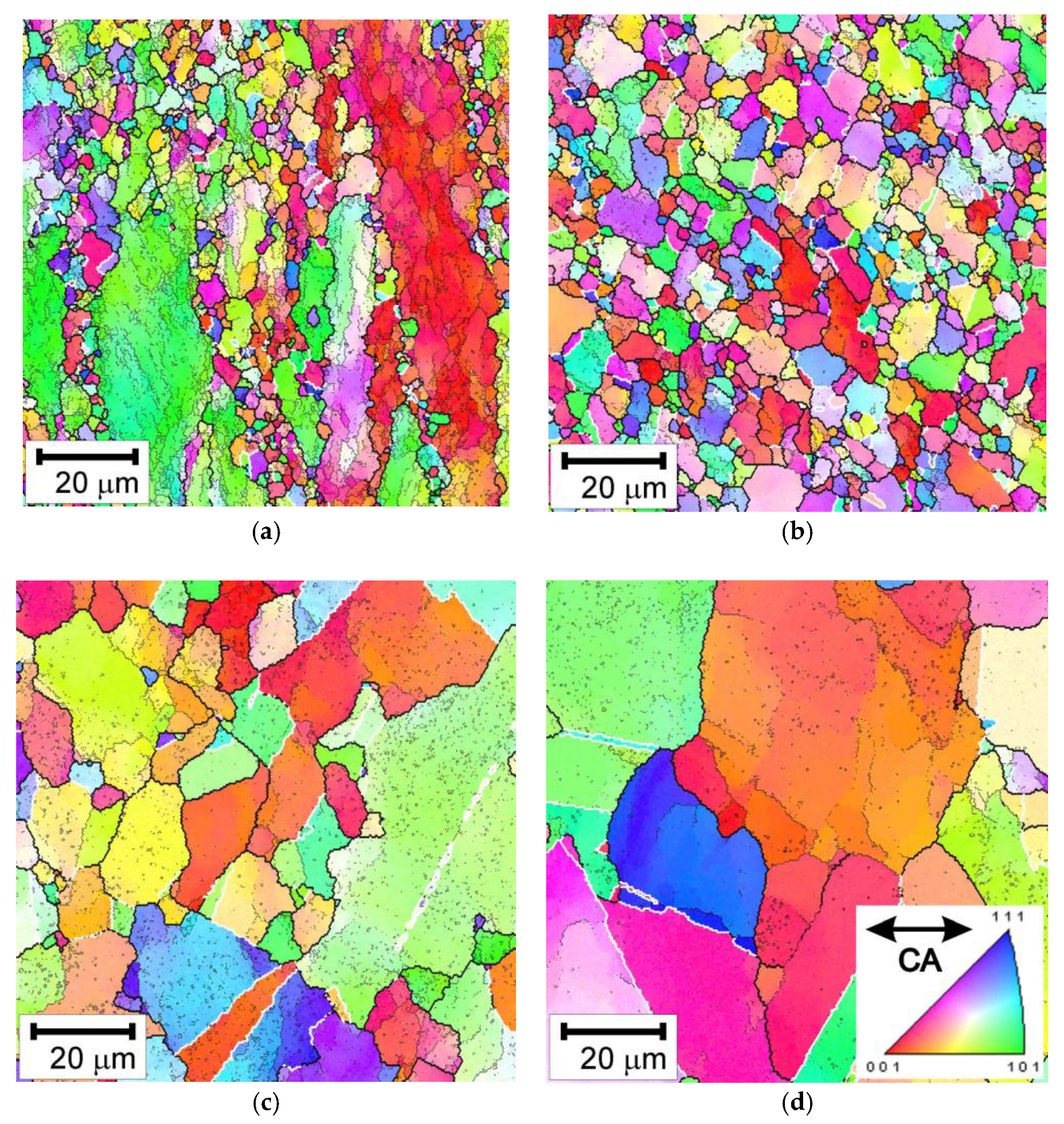
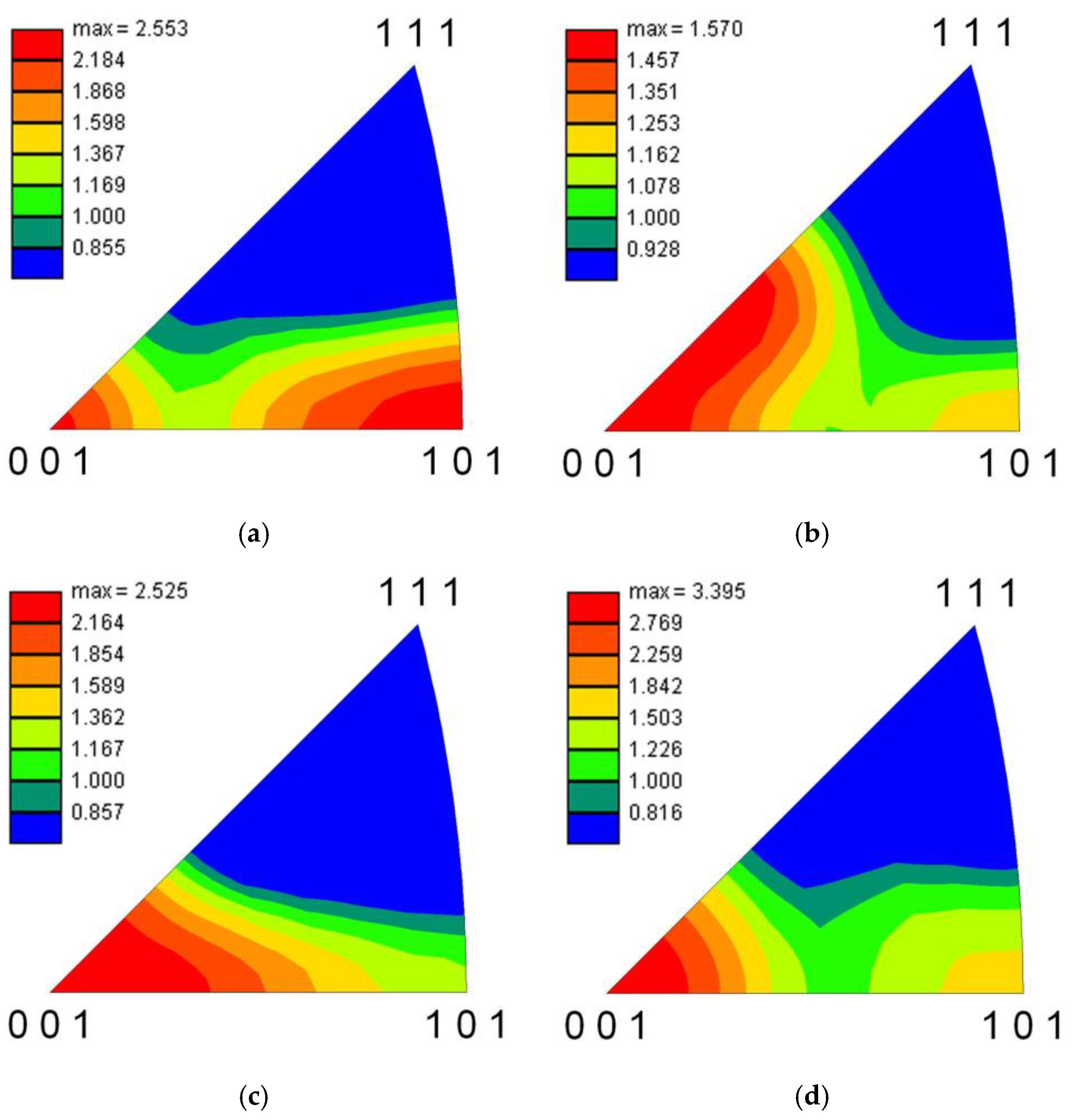
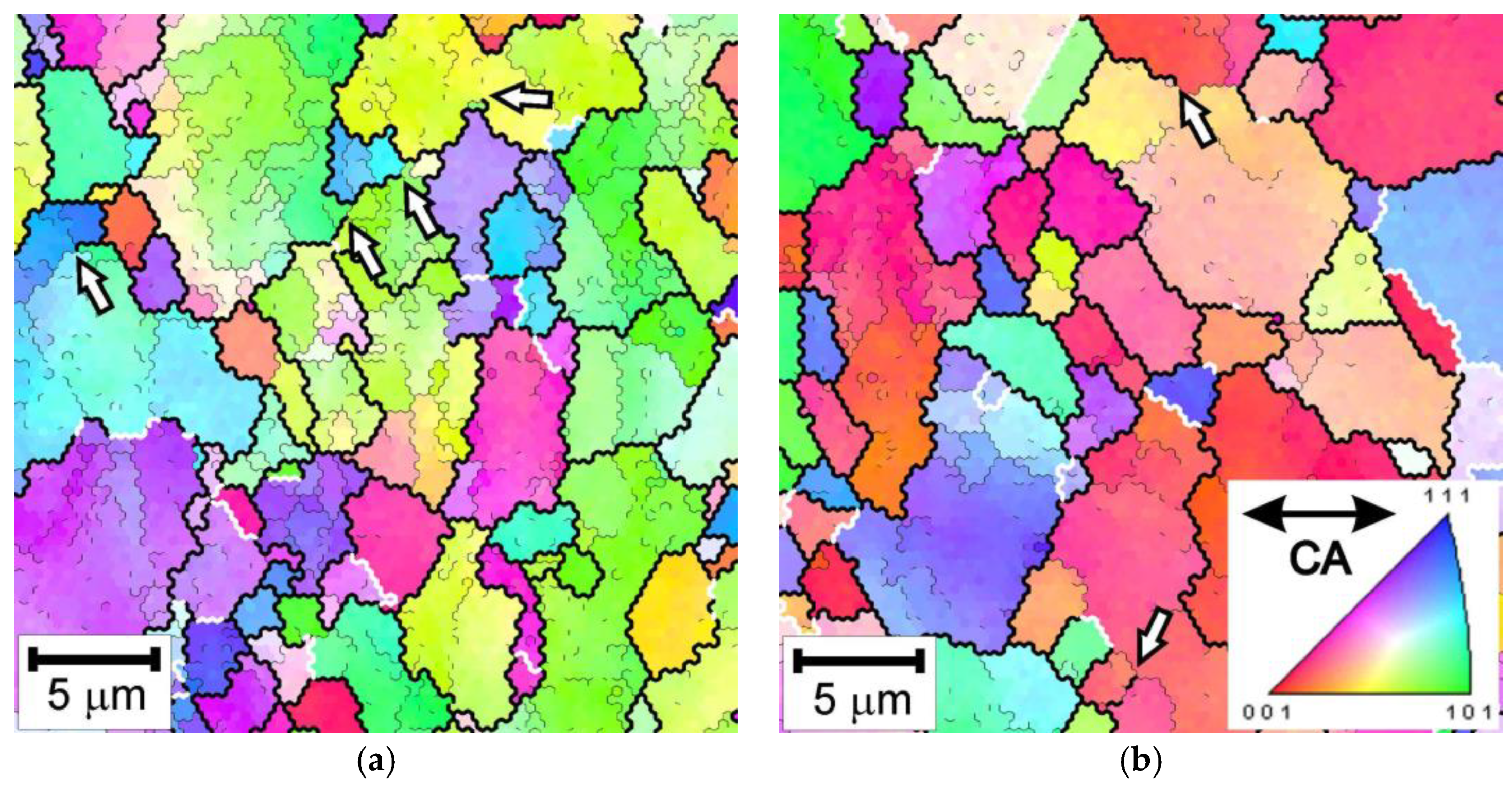
3.2. Microstructures and Textures after Hot Compressions
3.3. Tensile Tests
4. Discussion
4.1. DRX Mechanisms
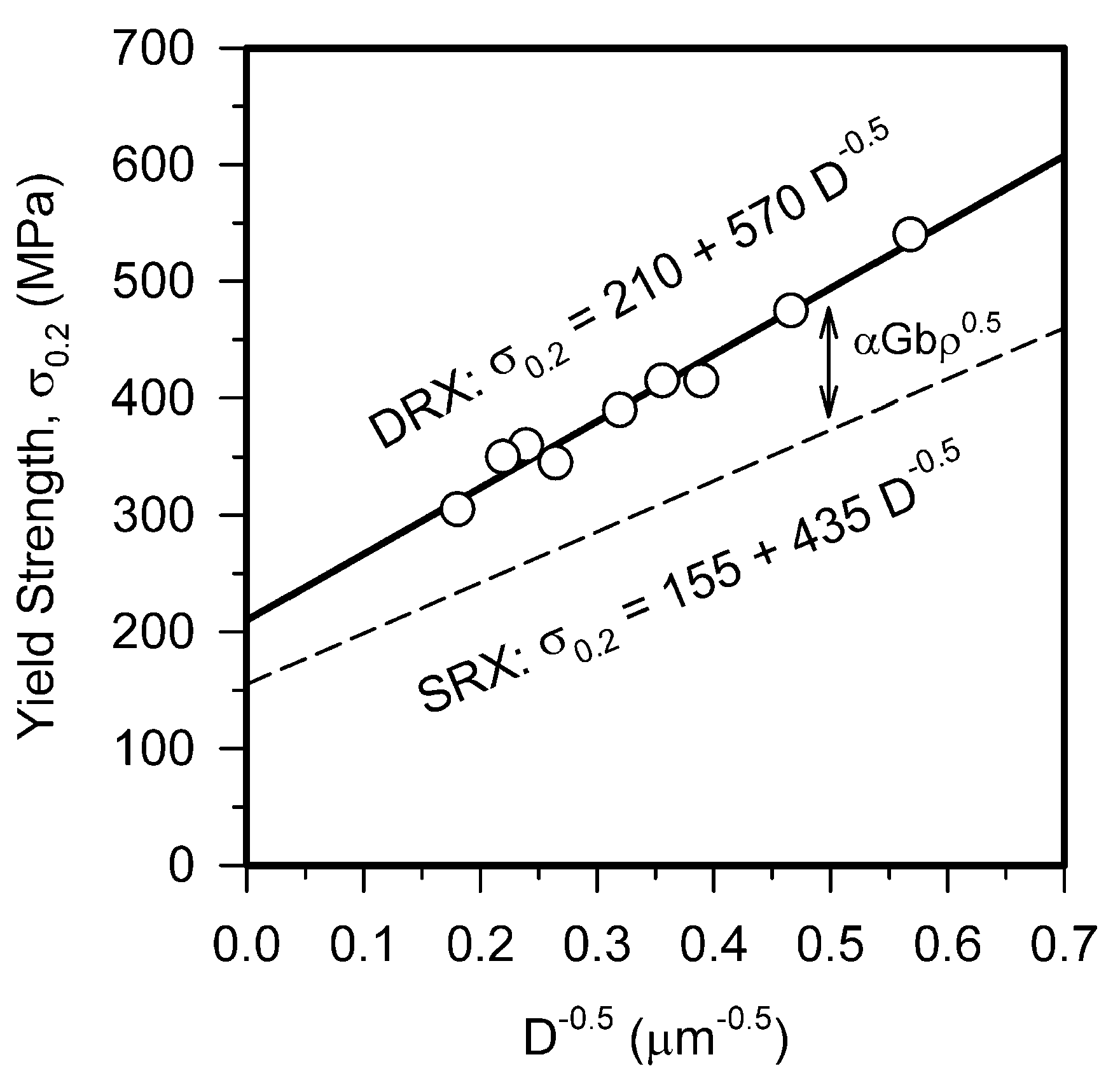
4.2. Strengthening by DRX
5. Conclusions
- The flow stresses during hot deformation under hot working conditions with a temperature-compensated strain rate of Z < 1014 s−1 exhibited strong temperature and strain rate dependencies and could be expressed by a power law function of Z with an exponent of about 0.2. In contrast, a much weaker temperature/strain rate dependency with an exponent of 0.1 was observed under conditions of Z > 1015 s−1.
- Two DRX mechanisms, i.e., discontinuous and continuous ones, led to the new grain development, and their contribution depended on deformation conditions. Commonly, a power law function was obtained between the dynamic grain size and the steady-state flow stress. The discontinuous DRX resulted in a grain size exponent of −0.8 during deformation with the flow stresses below 100 MPa. This hot working domain corresponded to the temperature-compensated strain rate of Z < 1014 s−1. A decrease in deformation temperature and/or an increase in strain rate was accompanied by an increase in the contribution of the continuous DRX to the overall microstructure evolution under warm deformation conditions with the flow stress above 100 MPa (Z > 1015 s−1). Correspondingly, the grain size exponent in the power law function changed to about −0.5.
- The grain refinement through DRX resulted in a remarkable strengthening of the present high-Mn steel. The ultimate tensile strength in the range of 700–900 MPa could be obtained. The yield strength could be expressed by a Hall-Petch-type equation with a rather high grain boundary strengthening factor of 570 MPa μm0.5.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- McQueen, H.J.; Jonas, J.J. Recovery and Recrystallization during High Temperature Deformation. In Treatise on Materials Science and Technology; Arsenault, R.J., Ed.; Academic Press: New York, NY, USA, 1975; Volume 6, pp. 394–493. [Google Scholar]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Huang, K.; Loge, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Luton, M.J.; Sellars, C.M. Dynamic recrystallization in nickel and nickel-iron alloys during high temperature deformation. Acta Metall. 1969, 17, 1033–1043. [Google Scholar] [CrossRef]
- Jonas, J.J.; Sellars, C.M.; Tegart, W.J.M. Strength and structure under hot-working conditions. Metall. Rev. 1969, 14, 1–24. [Google Scholar]
- Sakai, T.; Jonas, J.J. Dynamic recrystallization: Mechanical and microstructural considerations. Acta Metall. 1984, 32, 189–209. [Google Scholar] [CrossRef]
- Sakai, T. Dynamic recrystallization microstrustures under hot working conditions. J. Mater. Process. Technol. 1995, 53, 349–361. [Google Scholar] [CrossRef]
- Poliak, E.I.; Jonas, J.J. A one-parameter approach to determining the critical conditions for the initiation of dynamic recrystallization. Acta Metall. Mater. 1996, 44, 127–136. [Google Scholar] [CrossRef]
- Jonas, J.J.; Quelennec, X.; Jiang, L.; Martin, E. The Avrami kinetics of dynamic recrystallization. Acta Mater. 2009, 57, 2748–2756. [Google Scholar] [CrossRef]
- Chen, M.-S.; Lin, Y.C.; Ma, X.-S. The kinetics of dynamic recrystallization of 42CrMo steel. Mater. Sci. Eng. A 2012, A556, 260–266. [Google Scholar] [CrossRef]
- Yanushkevich, Z.; Belyakov, A.; Kaibyshev, R. Microstructural evolution of a 304-type austenitic stainless steel during rolling at temperatures of 773–1273 K. Acta Mater. 2015, 82, 244–254. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Kusakin, P.S.; Kaibyshev, R.O. High-Mn twinning-induced plasticity steels: Microstructure and mechanical properties. Rev. Adv. Mater. Sci. 2016, 44, 326–360. [Google Scholar]
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Grässel, O.; Krüger, L.; Frommeyer, G.; Meyer, L.W. High strength Fe-Mn-(Al, Si) TRIP/TWIP steels development-Properties-Application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- Ryan, N.D.; McQueen, H.J. Dynamic softening mechanisms in 304 austenitic stainless steel. Can. Metall. Q. 1990, 29, 147–162. [Google Scholar] [CrossRef]
- Belyakov, A.; Miura, H.; Sakai, T. Dynamic recrystallization under warm deformation of a 304 type austenitic stainless steel. Mater. Sci. Eng. A 1998, A255, 139–147. [Google Scholar] [CrossRef]
- Tikhonova, M.; Kaibyshev, R.; Belyakov, A. Microstructure and mechanical properties of austenitic stainless steels after dynamic and post-dynamic recrystallization treatment. Adv. Eng. Mater. 2018, 20, 1700960. [Google Scholar] [CrossRef]
- Derby, B. The dependence of grain size on stress during dynamic recrystallization. Acta Metall. Mater. 1991, 39, 955–962. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation Mechanism Maps; Pergamon Press: Oxford, UK, 1982. [Google Scholar]
- Maki, T.; Akasaka, K.; Okuno, K.; Tamura, I. Dynamic recrystallization of austenite in 18-8 stainless steel and 18 Ni maraging steel. Trans. ISIJ 1982, 22, 253–261. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier Science: New York, NY, USA, 2004. [Google Scholar]
- Liu, Y.-X.; Lin, Y.C.; Zhou, Y. A 2D cellular automaton simulation of hot deformation behavior in a Ni-based superalloy under varying thermal-mechanical conditions. Mater. Sci. Eng. A 2017, A691, 88–99. [Google Scholar] [CrossRef]
- Sherby, O.D.; Burke, P.M. Mechanical behavior of crystalline solids at elevated temperature. Prog. Mater. Sci. 1967, 13, 325–390. [Google Scholar] [CrossRef]
- Dudova, N.; Belyakov, A.; Sakai, T.; Kaibyshev, R. Dynamic recrystallization mechanisms operating in a Ni-20%Cr alloy under hot-to-warm working. Acta Mater. 2010, 58, 3624–3632. [Google Scholar] [CrossRef]
- Tikhonova, M.; Belyakov, A.; Kaibyshev, R. Strain-induced grain evolution in an austenitic stainless steel under warm multiple forging. Mater. Sci. Eng. A 2013, A564, 413–422. [Google Scholar] [CrossRef]
- Bishop, J.F.W. A theory of the tensile and compressive textures of face-centred cubic metals. J. Mech. Phys. Solids 1955, 3, 130–142. [Google Scholar] [CrossRef]
- Gil Sevillano, J.; van Houtte, P.; Aernoudt, E. Large strain work hardening and textures. Prog. Mater. Sci. 1980, 25, 69–134. [Google Scholar] [CrossRef]
- Hutchinson, B.; Nes, E. Texture development during grain growth—A useful rule-of-thumb. Mater. Sci. Forum. 1992, 94–96, 385–390. [Google Scholar] [CrossRef]
- Engler, O.; Vatne, H.E.; Nes, E. The roles of oriented nucleation and oriented growth on recrystallization textures in commercial purity aluminium. Mater. Sci. Eng. A 1996, A205, 187–198. [Google Scholar] [CrossRef]
- Cizek, P. The microstructure evolution and softening processes during high-temperature deformation of a 21Cr-10Ni-3Mo duplex stainless steel. Acta Mater. 2016, 106, 129–143. [Google Scholar] [CrossRef]
- Tikhonova, M.; Dolzhenko, P.; Kaibyshev, R.; Belyakov, A. Grain boundary assemblies in dynamically-recrystallized austenitic stainless steel. Metals 2016, 6, 268. [Google Scholar] [CrossRef]
- He, D.-G.; Lin, Y.C.; Huang, J.; Tang, Y. EBSD Study of Microstructural Evolution in a Nickel-Base Superalloy during Two-Pass Hot Compressive Deformation. Adv. Eng. Mater. 2018, 20, 1800129. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: III discussion of results. Proc. R. Soc. Lond. Ser. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Yanushkevich, Z.; Belyakov, A.; Kaibyshev, R.; Haase, C.; Molodov, D.A. Effect of cold rolling on recrystallization and tensile behavior of a high-Mn steel. Mater. Charact. 2016, 112, 180–187. [Google Scholar] [CrossRef]
- Estrin, Y.; Toth, L.S.; Molinari, A.; Brechet, Y. A dislocation-based model for all hardening stages in large strain deformation. Acta Mater. 1998, 46, 5509–5522. [Google Scholar] [CrossRef]
- Shakhova, I.; Belyakov, A.; Yanushkevich, Z.; Tsuzaki, K.; Kaibyshev, R. On strengthening of austenitic stainless steel by large strain cold working. ISIJ Int. 2016, 56, 1289–1296. [Google Scholar] [CrossRef]
- Starink, M.J. Dislocation versus grain boundary strengthening in SPD processed metals: Non-causal relation between grain size and strength of deformed polycrystals. Mater. Sci. Eng. A 2017, A705, 42–45. [Google Scholar] [CrossRef]
- Yanushkevich, Z.; Dobatkin, S.V.; Belyakov, A.; Kaibyshev, R. Hall–Petch relationship for austenitic stainless steels processed by large strain warm rolling. Acta Mater. 2017, 136, 39–48. [Google Scholar] [CrossRef]
- Ma, K.; Smith, T.; Hu, T.; Topping, T.D.; Lavernia, E.J.; Schoenung, J.M. Distinct hardening behavior of ultrafine-grained Al-Zn-Mg-Cu alloy. Metall. Mater. Trans. A 2014, 45, 4762–4765. [Google Scholar] [CrossRef]
- Belyakov, A.; Sakai, T.; Miura, H.; Kaibyshev, R. Grain refinement under multiple warm deformation in 304 type austenitic stainless steel. ISIJ Int. 1999, 39, 592–599. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature, K | Strain Rate, s−1 | Yield Strength, MPa | Ultimate Tensile Strength, MPa | Elongation, % |
|---|---|---|---|---|
| 1073 | 10−2 | 540 | 920 | 55 |
| 1073 | 10−3 | 475 | 870 | 65 |
| 1073 | 10−4 | 415 | 850 | 70 |
| 1223 | 10−2 | 415 | 810 | 65 |
| 1223 | 10−3 | 390 | 830 | 75 |
| 1223 | 10−4 | 360 | 800 | 80 |
| 1323 | 10−2 | 345 | 790 | 75 |
| 1323 | 10−3 | 350 | 780 | 75 |
| 1323 | 10−4 | 305 | 710 | 85 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dolzhenko, P.; Tikhonova, M.; Kaibyshev, R.; Belyakov, A. Dynamically Recrystallized Microstructures, Textures, and Tensile Properties of a Hot Worked High-Mn Steel. Metals 2019, 9, 30. https://doi.org/10.3390/met9010030
Dolzhenko P, Tikhonova M, Kaibyshev R, Belyakov A. Dynamically Recrystallized Microstructures, Textures, and Tensile Properties of a Hot Worked High-Mn Steel. Metals. 2019; 9(1):30. https://doi.org/10.3390/met9010030
Chicago/Turabian StyleDolzhenko, Pavel, Marina Tikhonova, Rustam Kaibyshev, and Andrey Belyakov. 2019. "Dynamically Recrystallized Microstructures, Textures, and Tensile Properties of a Hot Worked High-Mn Steel" Metals 9, no. 1: 30. https://doi.org/10.3390/met9010030
APA StyleDolzhenko, P., Tikhonova, M., Kaibyshev, R., & Belyakov, A. (2019). Dynamically Recrystallized Microstructures, Textures, and Tensile Properties of a Hot Worked High-Mn Steel. Metals, 9(1), 30. https://doi.org/10.3390/met9010030