The Fracture Behavior and Thermal Stability of Commercially Pure Nickel Sheets Processed by Constrained Groove Pressing


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
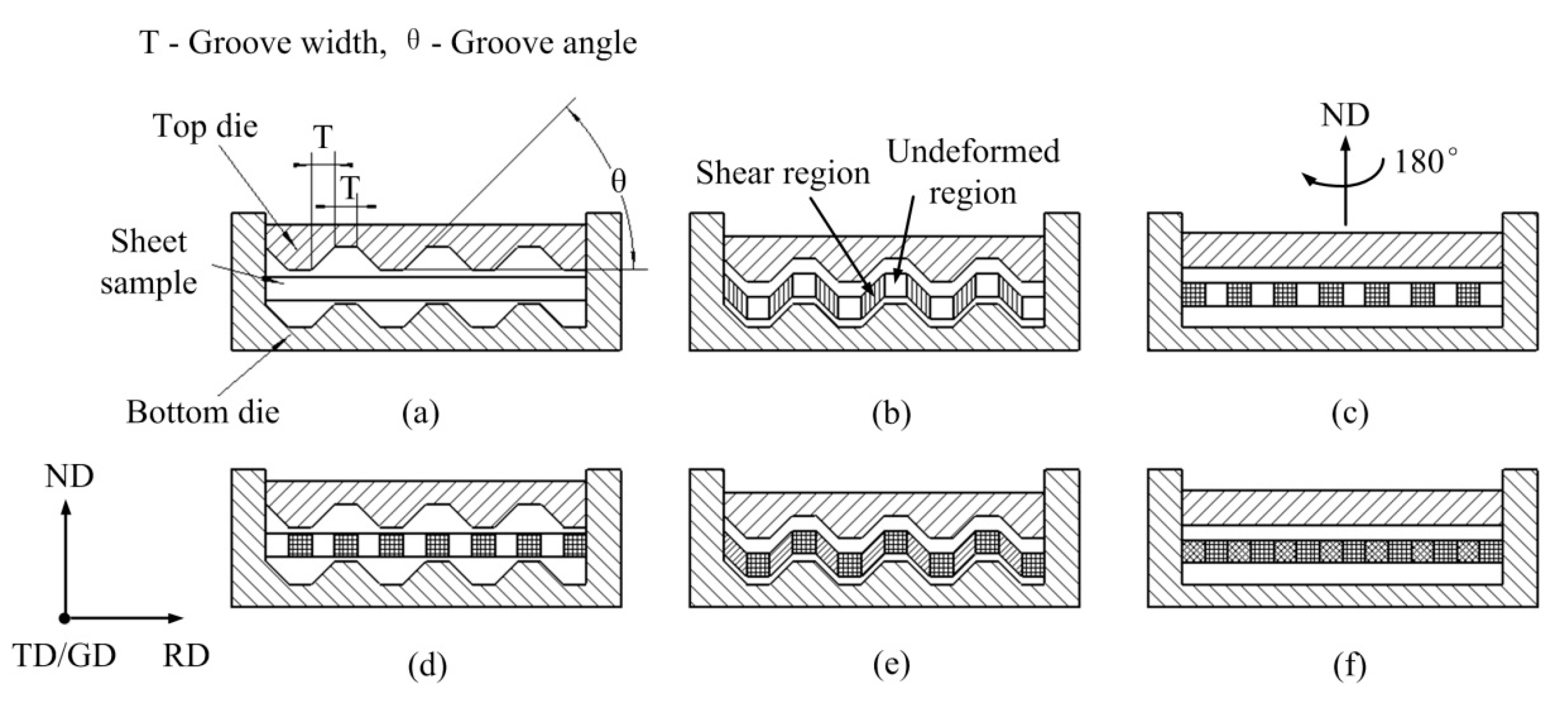
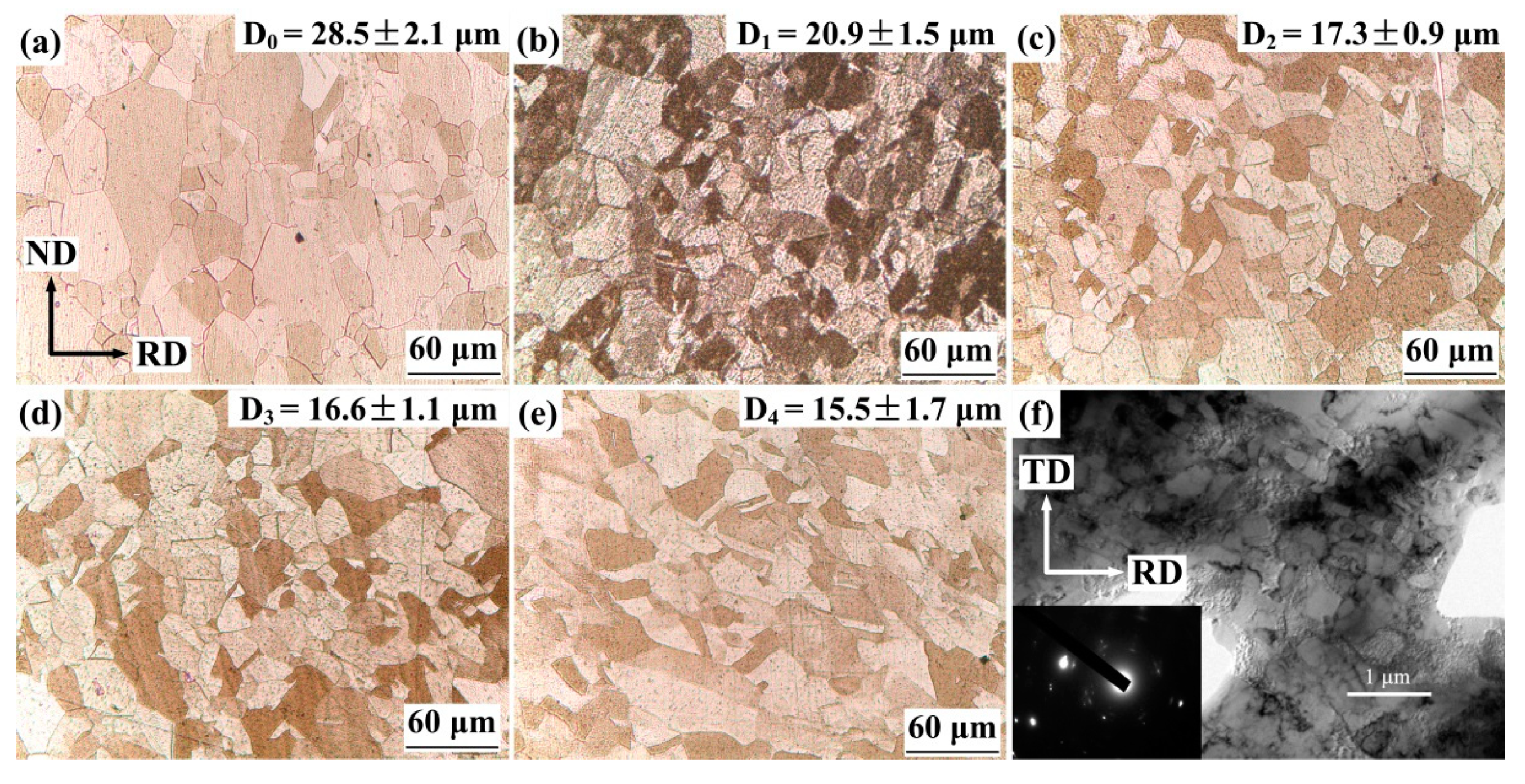
3.1. Mechanical Properties and Fracture Behavior of Nickel Sheets During CGP
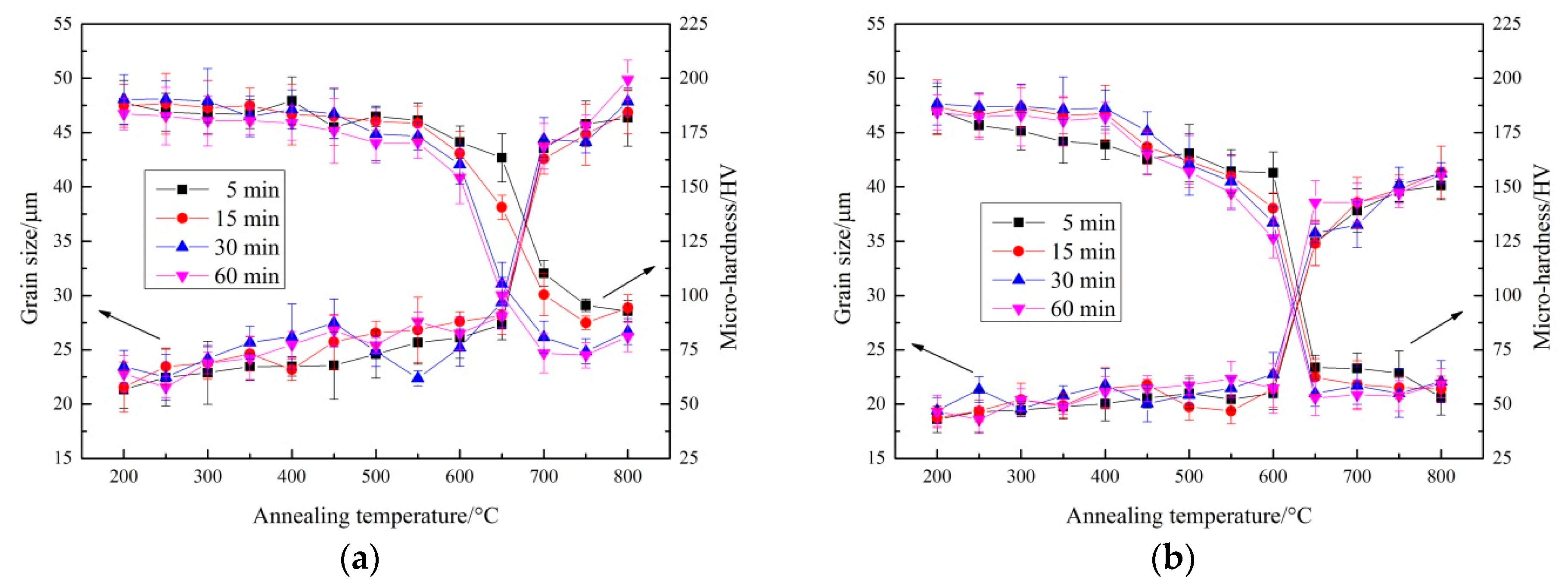
3.2. Annealing Behavior of CGP Nickel Sheets
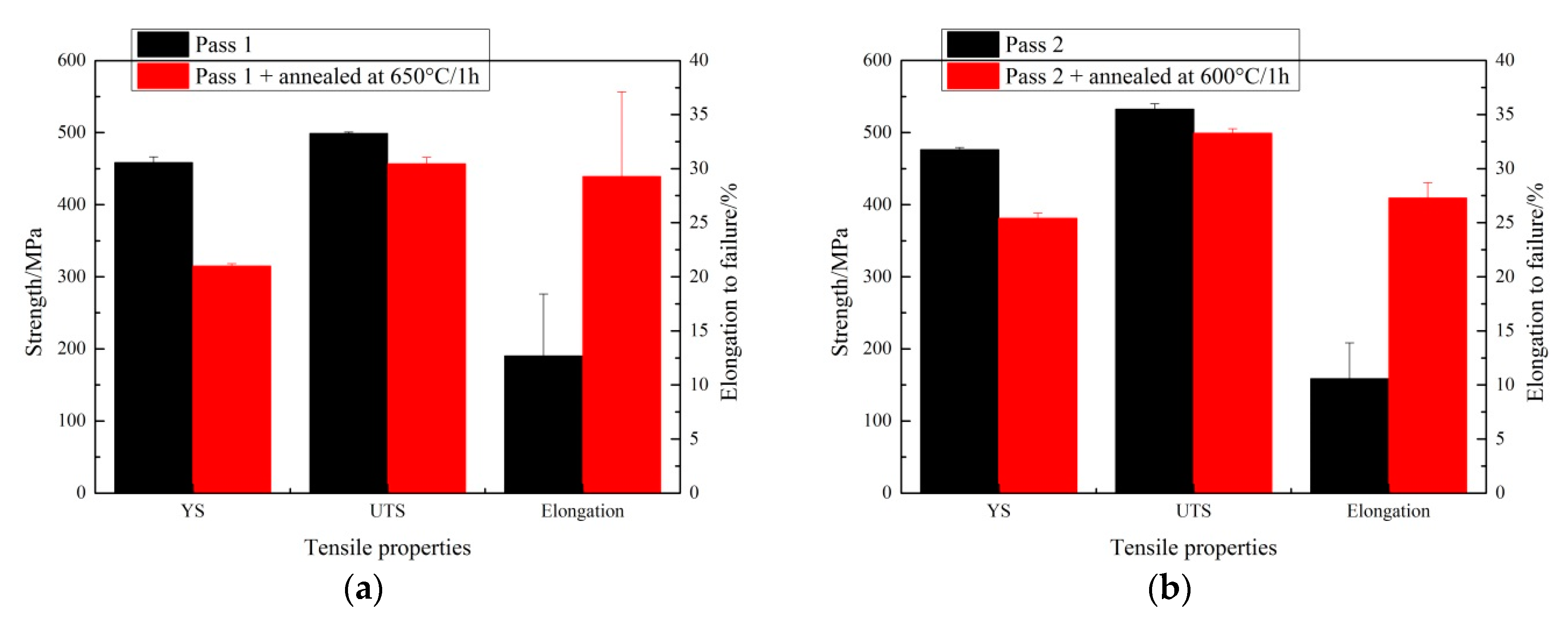
3.3. Optimum Post-Deformation Annealing Procedure
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y. Producing Bulk Ultrafine-Grained Materials by Severe Plastic Deformation: Ten Years Later. JOM 2016, 68, 1216–1226. [Google Scholar] [CrossRef] [Green Version]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Shin, D.H.; Park, J.; Kim, Y.; Park, K. Constrained groove pressing and its application to grain refinement of aluminum. Mater. Sci. Eng. A 2002, 328, 98–103. [Google Scholar] [CrossRef]
- Gupta, A.K.; Maddukuri, T.S.; Singh, S.K. Constrained groove pressing for sheet metal processing. Prog. Mater. Sci. 2016, 84, 403–462. [Google Scholar] [CrossRef]
- Wang, Z.; Guan, Y.; Wang, T.; Zhang, Q.; Wei, X.; Fang, X.; Zhu, G.; Gao, S. Microstructure and mechanical properties of AZ31 magnesium alloy sheets processed by constrained groove pressing. Mater. Sci. Eng. A 2019, 745, 450–459. [Google Scholar] [CrossRef]
- Fong, K.S.; Tan, M.J.; Ng, F.L.; Atsushi, D.; Chua, B.W. Microstructure Stability of a Fine-Grained AZ31 Magnesium Alloy Processed by Constrained Groove Pressing during Isothermal Annealing. J. Manuf. Sci. Eng. 2017, 139, 081007. [Google Scholar] [CrossRef]
- Cao, W.Q.; Godfrey, A.; Liu, W.; Liu, Q. Annealing behavior of aluminium deformed by equal channel angular pressing. Mater. Lett. 2003, 57, 3767–3774. [Google Scholar] [CrossRef]
- Jandaghi, M.R.; Pouraliakbar, H. Study on the effect of post-annealing on the microstructural evolutions and mechanical properties of rolled CGPed Aluminum-Manganese-Silicon alloy. Mater. Sci. Eng. A 2017, 679, 493–503. [Google Scholar] [CrossRef]
- Pouraliakbar, H.; Firooz, S.; Jandaghi, M.R.; Khalaj, G.; Amirafshar, A. Combined effect of heat treatment and rolling on pre-strained and SPDed aluminum sheet. Mater. Sci. Eng. A 2014, 612, 371–379. [Google Scholar] [CrossRef]
- Rafizadeh, E.; Mani, A.; Kazeminezhad, M. The effects of intermediate and post-annealing phenomena on the mechanical properties and microstructure of constrained groove pressed copper sheet. Mater. Sci. Eng. A 2009, 515, 162–168. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Kazeminezhad, M. The annealing phenomena and thermal stability of severely deformed steel sheet. Mater. Sci. Eng. A 2011, 528, 5212–5218. [Google Scholar] [CrossRef]
- Pouraliakbar, H.; Jandaghi, M.R.; Khalaj, G. Constrained groove pressing and subsequent annealing of Al-Mn-Si alloy: Microstructure evolutions, crystallographic transformations, mechanical properties, electrical conductivity and corrosion resistance. Mater. Des. 2017, 124, 34–46. [Google Scholar] [CrossRef]
- Pouraliakbar, H.; Jandaghi, M.R.; Heidarzadeh, A.; Jandaghi, M.M. Constrained groove pressing, cold-rolling, and post-deformation isothermal annealing: Consequences of their synergy on material behavior. Mater. Chem. Phys. 2018, 206, 85–93. [Google Scholar] [CrossRef]
- Pouraliakbar, H.; Jandaghi, M.R. Mechanistic insight into the role of severe plastic deformation and post-deformation annealing in fracture behavior of Al-Mn-Si alloy. Mech. Mater. 2018, 122, 145–158. [Google Scholar] [CrossRef]
- Popov, V.V.; Popova, E.N.; Kuznetsov, D.D.; Stolbovsky, A.V.; Shorohov, E.V.; Nasonov, P.A.; Gaan, K.A.; Reglitz, G.; Divinski, S.V.; Wilde, G. Evolution of Ni structure at dynamic channel-angular pressing. Mater. Sci. Eng. A 2013, 585, 281–291. [Google Scholar] [CrossRef]
- Kumar, S.S.S.; Raghu, T. Tensile behaviour and strain hardening characteristics of constrained groove pressed nickel sheets. Mater. Des. 2011, 32, 4650–4657. [Google Scholar] [CrossRef]
- Kumar, S.S.S.; Raghu, T. Mechanical behaviour and microstructural evolution of constrained groove pressed nickel sheets. J. Mater. Process. Technol. 2013, 213, 214–220. [Google Scholar] [CrossRef]
- Wang, Z.; Guan, Y.; Wang, G.; Zhong, C. Influences of die structure on constrained groove pressing of commercially pure Ni sheets. J. Mater. Process. Technol. 2015, 215, 205–218. [Google Scholar] [CrossRef]
- Wang, Z.; Guan, Y.; Liang, P. Deformation efficiency, homogeneity, and electrical resistivity of pure copper processed by constrained groove pressing. Rare Metals 2014, 33, 287–292. [Google Scholar] [CrossRef]
- Wang, Z.; Liang, P.; Guan, Y.; Liu, Y.; Jiang, L. Experimental investigation of pure aluminum sheets processed by constrained groove pressing. Indian J. Eng. Mater. Sci. 2014, 21, 121–127. [Google Scholar]
- Banerjee, A.; Gangadhara Prusty, B. Fatigue and fracture behaviour of austenitic-martensitic high carbon steel under high cycle fatigue: An experimental investigation. Mater. Sci. Eng. A 2019, 749, 79–88. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, T.; Guan, Y.; Wei, X.; Fang, X.; Zhu, G.; Gao, S. Effects of lubrication and strain path on constrained groove pressing of commercially pure aluminum sheets. Int. J. Adv. Manuf. Technol. 2019, 103, 511–527. [Google Scholar] [CrossRef]
- Peng, K.; Mou, X.; Zeng, J.; Shaw, L.L.; Qian, K.W. Equivalent strain, microstructure and hardness of H62 brass deformed by constrained groove pressing. Comput. Mater. Sci. 2011, 50, 1526–1532. [Google Scholar] [CrossRef]
- Peng, K.; Zhang, Y.; Shaw, L.L.; Qian, K.W. Microstructure dependence of a Cu-38Zn alloy on processing conditions of constrained groove pressing. Acta Mater. 2009, 57, 5543–5553. [Google Scholar] [CrossRef]
- Yoon, S.C.; Krishnaiah, A.; Chakkingal, U.; Kim, H.S. Severe plastic deformation and strain localization in groove pressing. Comput. Mater. Sci. 2008, 43, 641. [Google Scholar] [CrossRef]
- Jandaghi, M.R.; Pouraliakbar, H.; Khalaj, G.; Khalaj, M.; Heidarzadeh, A. Study on the post-rolling direction of severely plastic deformed Aluminum-Manganese-Silicon alloy. Arch. Civ. Mech. Eng. 2016, 16, 876–887. [Google Scholar] [CrossRef]
- Popova, E.N.; Popov, V.V.; Romanov, E.P.; Pilyugin, V.P. Effect of the degree of deformation on the structure and thermal stability of nanocrystalline niobium produced by high-pressure torsion. Phys. Met. Metallogr. 2007, 103, 407–413. [Google Scholar] [CrossRef]
- Ren, J.; Shan, A. Strengthening and stress drop of ultrafine grain aluminum after annealing. Trans. Nonferr. Metal. Soc. 2010, 20, 2139–2142. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | YS/MPa | UTS/MPa | Elongation to Failure/% | Hardness/HV | |
|---|---|---|---|---|---|
| As-annealed | 79.6 ± 3.4 | 398.1 ± 2.4 | 51.0 ± 2.3 | 90.0 ± 3.7 | |
| Scheme 1 (T = 2 mm, θ = 37°) | Pass 1 | 407.9 ± 1.3 | 475.1 ± 3.0 | 16.1 ± 0.4 | 185.4 ± 8.0 |
| Pass 2 | 428.6 ± 19.2 | 487.4 ± 16.8 | 14.2 ± 3.8 | 201.7 ± 8.3 | |
| Pass 3 | 439.7 ± 30.2 | 497.6 ± 13.4 | 13.1 ± 4.3 | 206.3 ± 12.0 | |
| Pass 4 | 427.8 ± 18.1 | 463.2 ± 5.0 | 7.7 ± 6.1 | 208.9 ± 11.6 | |
| Pass 5 | 406.9 ± 7.7 | 423.9 ± 11.9 | 3.4 ± 0.6 | 214.8 ± 11.5 | |
| Scheme 2 (T = 2 mm, θ = 45°) | Pass 1 | 458.5 ± 7.9 | 499.1 ± 1.5 | 12.7 ± 5.7 | 213.1 ± 5.9 |
| Pass 2 | 476.3 ± 3.2 | 532.3 ± 7.9 | 10.6 ± 3.3 | 218.9 ± 17.6 | |
| Pass 3 | 454.5 ± 18.1 | 488.9 ± 12.0 | 4.6 ± 0.8 | 219.5 ± 10.9 | |
| Pass 4 | 393.1 ± 0.2 | 416.2 ± 32.1 | 0.2 ± 0.0 | 222.5 ± 13.0 | |
| Scheme 3 (T = 3 mm, θ = 45°) | Pass 1 | 359.5 ± 6.1 | 425.9 ± 7.8 | 5.2 ± 1.9 | 198.1 ± 8.8 |
| Pass 2 | 384.7 ± 11.5 | 413.4 ± 3.0 | 3.4 ± 1.6 | 203.2 ± 15.1 | |
| Pass 3 | 275.6 ± 10.9 | 283.6 ± 12.2 | 2.8 ± 0.2 | 212.8 ± 10.5 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Guan, Y.; Li, L.; Zhu, L. The Fracture Behavior and Thermal Stability of Commercially Pure Nickel Sheets Processed by Constrained Groove Pressing. Metals 2019, 9, 1047. https://doi.org/10.3390/met9101047
Wang Z, Guan Y, Li L, Zhu L. The Fracture Behavior and Thermal Stability of Commercially Pure Nickel Sheets Processed by Constrained Groove Pressing. Metals. 2019; 9(10):1047. https://doi.org/10.3390/met9101047
Chicago/Turabian StyleWang, Zongshen, Yanjin Guan, Lin Li, and Lihua Zhu. 2019. "The Fracture Behavior and Thermal Stability of Commercially Pure Nickel Sheets Processed by Constrained Groove Pressing" Metals 9, no. 10: 1047. https://doi.org/10.3390/met9101047
APA StyleWang, Z., Guan, Y., Li, L., & Zhu, L. (2019). The Fracture Behavior and Thermal Stability of Commercially Pure Nickel Sheets Processed by Constrained Groove Pressing. Metals, 9(10), 1047. https://doi.org/10.3390/met9101047