The Evaluation of Laser Weldability of the Third-Generation Advanced High Strength Steel

 ,
,  ,
, 
Abstract
:1. Introduction
2. Experimental Procedures
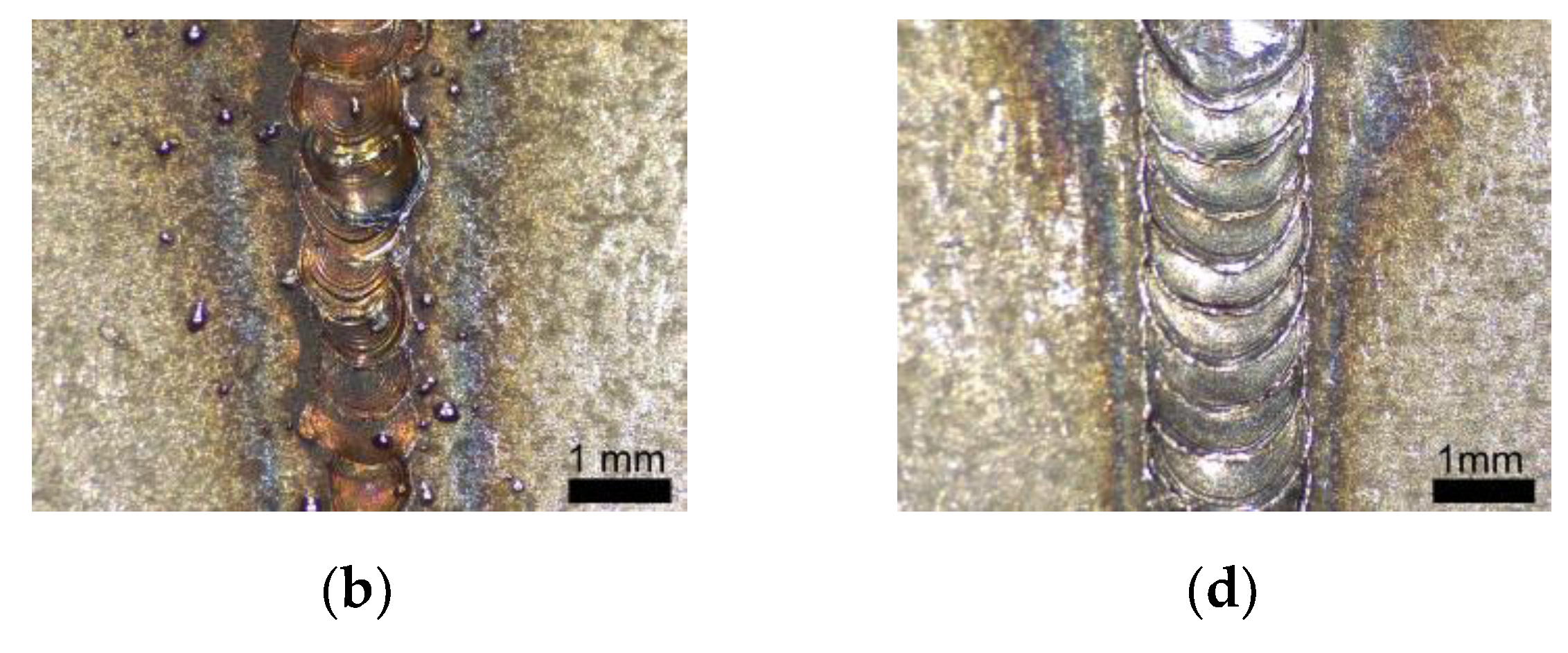
2.1. Laser-Welding Process Parameters
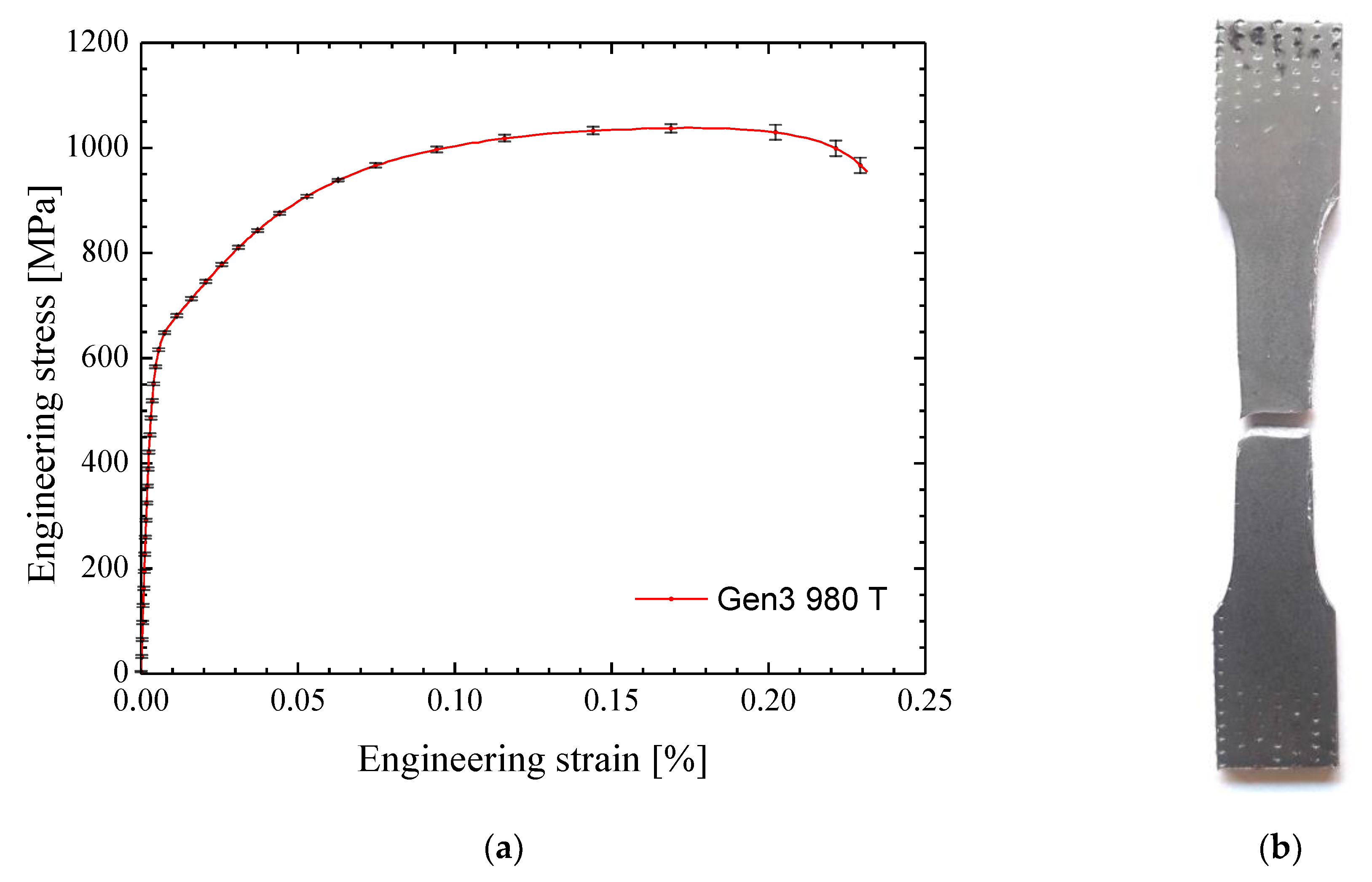
2.2. Tensile Testing
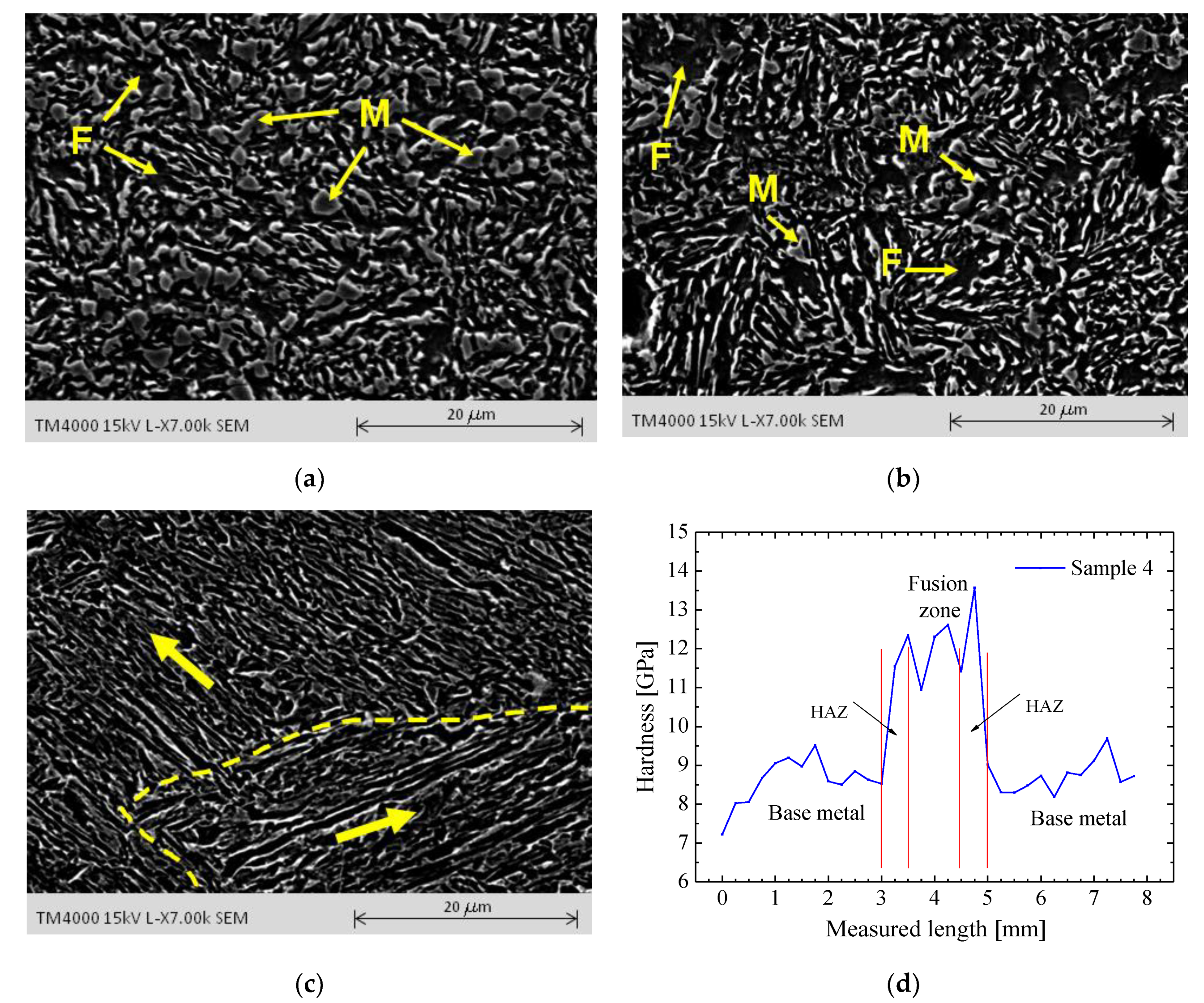
2.3. Microstructural Analysis and Micro-Hardness Profile
3. Results and Discussion
3.1. Longitudinal Mechanical Properties
3.2. Second Step-Tests until the Fracture
3.3. Third Step-Tests until the Fracture with Stress–Strain Measurement
3.4. Result of the Sample Welded on Both Sides
3.5. Material Microstructure and Micro-Hardness
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Frómeta, D.; Lara, A.; Molas, S.; Casellas, D.; Rehrl, J.; Suppan, C.; Larour, P. On the correlation between fracture toughness and crash resistance of advanced high strength steels. Eng. Fract. Mech. 2019, 205, 319–332. [Google Scholar] [CrossRef]
- Aydin, H.; Essadiqi, E.; Jung, I.H.; Yue, S. Development of 3rd generation AHSS with medium Mn content alloying compositions. Mater. Sci. Eng. A 2013, 564, 501–508. [Google Scholar] [CrossRef]
- Grajcar, A.; Kuziak, R.; Zalecki, W. Third generation of AHSS with increased fraction of retained austenite for the automotive industry. Arch. Civil Mech. Eng. 2012, 12, 334–341. [Google Scholar] [CrossRef]
- Chen, X.; Niu, C.; Lian, C.; Lin, J. The evaluation of formability of the 3rd generation advanced high strength steels QP980 based on digital image correlation method. Procedia Eng. 2017, 207, 556–561. [Google Scholar] [CrossRef]
- Liu, X.D.; Xu, Y.B.; Misra, R.D.K.; Peng, F.; Wang, Y.; Du, Y.B. Mechanical properties in double pulse resistance spot welding of Q & P980 steel. J. Mater. Process. Technol. 2019, 263, 186–197. [Google Scholar]
- Li, W.; Ma, L.; Peng, P.; Jia, Q.; Wan, Z.; Zhu, Y.; Guo, W. Microstructural evolution and deformation behavior of fiber laser welded QP980 steel joint. Mater. Sci. Eng. A 2018, 717, 124–133. [Google Scholar] [CrossRef]
- Guo, W.; Wan, Z.; Peng, P.; Jia, Q.; Zou, G.; Peng, Y. Microstructure and mechanical properties of fiber laser welded QP980 steel. J. Mater. Process. Technol. 2018, 256, 229–238. [Google Scholar] [CrossRef]
- Chabok, A.; Van der Aa, E.; De Hosson, J.T.M.; Pei, Y.T. Mechanical behavior and failure mechanism of resistance spot welded DP1000 dual phase steel. Mater. Des. 2017, 124, 171–182. [Google Scholar] [CrossRef] [Green Version]
- Xian, X.; Ma, Y.; Shan, H.; Niu, S.; Li, Y. Single-sided joining of aluminum alloys using friction self-piercing riveting (F-SPR) process. J. Manuf. Process. 2019, 38, 319–327. [Google Scholar] [CrossRef]
- Watson, B.; Nandwani, Y.; Worswick, M.J.; Cronin, D.S. Metallic multi-material adhesive joint testing and modeling for vehicle lightweighting. Int. J. Adhes. Adhes. 2019, 95, 102421. [Google Scholar] [CrossRef]
- Haque, R. Quality of self-piercing riveting (SPR) joints from cross-sectional perspective: A review. Arch. Civil Mech. Eng. 2018, 8, 83–93. [Google Scholar] [CrossRef]
- Xue, X.; Pereira, A.; Vincze, G.; Wu, X.; Liao, J. Interfacial characteristics of dissimilar Ti6Al4V/AA6060 lap joint by pulsed Nd: YAG laser Welding. Metals 2019, 9, 71. [Google Scholar] [CrossRef]
- Dong, D.; Liu, Y.; Yang, Y.; Li, J.; Ma, M.; Jiang, T. Microstructure and dynamic tensile behavior of DP600 dual phase steel joint by laser welding. Mater. Sci. Eng. A 2014, 594, 17–25. [Google Scholar] [CrossRef]
- Wang, J.; Yang, L.; Sun, M.; Liu, T.; Li, H. Effect of energy input on the microstructure and properties of butt joints in DP1000 steel laser welding. Mater. Des. 2016, 90, 642–649. [Google Scholar] [CrossRef]
- Xue, X.; Pereira, A.; Amorim, J.; Liao, J. Effects of pulsed Nd: YAG laser welding parameters on penetration and microstructure characterization of a DP1000 steel butt joint. Metals 2017, 7, 292. [Google Scholar] [CrossRef]
- Hance, B.M.; Link, T.M. Effects of fracture area measurement method and tension test specimen type on fracture strain values of 980 class AHSS. In Proceedings of the 38th International Deep Drawing Research Group Annual Conference, Enschede, The Netherlands, 3–7 June 2019. [Google Scholar]
- Katayama, S. Handbook of Laser Welding Technologies; Woodhead Publishing: Cambridge, UK, 2013. [Google Scholar]
- Cramer, J.; Adams, D.; Miles, M.P.; Fullwood, D.T.; Homer, E.R.; Brown, T.; Mishra, R.K.; Sachdev, A. Effect of strain path on forming limits and retained austenite transformation in Q & P 1180 steel. Mater. Sci. Eng. A 2018, 734, 192–199. [Google Scholar]
- Wu, R.M.; Wang, L.; Jin, X.J. Thermal stability of austenite and properties of quenching & partitioning (Q & P) treated AHSS. Phys. Procedia 2013, 50, 8–12. [Google Scholar]
- Radwanski, K.; Wrozyna, A.; Kuziak, R. Role of advanced microstructures characterization in modeling of mechanical properties of AHSS steels. Mater. Sci. Eng. A 2015, 639, 567–574. [Google Scholar] [CrossRef]
- Bhargava, M.; Chakrabarty, S.; Barnwal, V.K.; Tewari, A.; Mishra, S.K. Effect of microstructure evolution during plastic deformation on the formability of transformation induced plasticity and quenched & partitioned AHSS. Mater. Des. 2018, 152, 65–77. [Google Scholar]
- Fernandes, F.A.O.; Oliveira, D.F.; Pereira, A.B. Optimal parameters of laser welding of advanced high-strength steel used in the automotive industry. Procedia Manuf. 2017, 13, 219–226. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Author | Thickness [mm] | Yield Strength [MPa] | Ultimate Tensile Strength [MPa] | Elongation to Fracture [%] |
|---|---|---|---|---|---|
| Q & P 980 | Chen et al. [4] | 1.2 | 689 | 1054 | 23.41 |
| Liu et al. [5] | 1.8 | 594 | 1007 | 26.00 |
| Sample | Power 1 | Pulse Duration | Pulse Energy | Bead Diameter | Welding Speed |
|---|---|---|---|---|---|
| [%] | |||||
| 1 | 80 | 12.5 | 91.6 | 1.1 | 1.3 |
| 2 | 80 | 12.0 | 87.9 | 1.1 | 1.4 |
| 3 | 80 | 11.5 | 84.2 | 1.1 | 1.5 |
| 4 | 80 | 12.5 | 91.6 | 1.3 | 1.6 |
| 5 | 85 | 12.0 | 94.5 | 1.4 | 1.7 |
| Sample | Power 1 | Pulse Duration | Pulse Energy | Bead Diameter | Welding Speed | Pulse Overlap |
|---|---|---|---|---|---|---|
| [%] | [ms] | [mm] | [mm/s] | [%] | ||
| BS 2 | 57 | 9.0 | 45.0 | 1.0 | 1.2 | 60 |
| Standard ISO 6892 | [GPa] | ν | [MPa] | [MPa] | [%] | [%] |
| 197 ± 5 | 0.289 ± 0.003 | 604 ± 7 | 1040 ± 9 | 18.0 ± 0.5 | 23.4 ± 0.2 |
| [J/mm2] | Sample 1 | Sample 2 | Sample 3 | Sample 4 | Sample 5 |
| 151 | 145 | 139 | 108 | 96 |
| Geb3 980T Steel | Average | Standard Deviation |
|---|---|---|
| (5 indentations) | [HV] | [HV] |
| Base metal | 304.4 | 11.5 |
| Fusion zone | 468.0 | 24.0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pereira, A.B.; Santos, R.O.; Carvalho, B.S.; Butuc, M.C.; Vincze, G.; Moreira, L.P. The Evaluation of Laser Weldability of the Third-Generation Advanced High Strength Steel. Metals 2019, 9, 1051. https://doi.org/10.3390/met9101051
Pereira AB, Santos RO, Carvalho BS, Butuc MC, Vincze G, Moreira LP. The Evaluation of Laser Weldability of the Third-Generation Advanced High Strength Steel. Metals. 2019; 9(10):1051. https://doi.org/10.3390/met9101051
Chicago/Turabian StylePereira, António B., Rafael O. Santos, Bruno S. Carvalho, Marilena C. Butuc, Gabriela Vincze, and Luciano P. Moreira. 2019. "The Evaluation of Laser Weldability of the Third-Generation Advanced High Strength Steel" Metals 9, no. 10: 1051. https://doi.org/10.3390/met9101051
APA StylePereira, A. B., Santos, R. O., Carvalho, B. S., Butuc, M. C., Vincze, G., & Moreira, L. P. (2019). The Evaluation of Laser Weldability of the Third-Generation Advanced High Strength Steel. Metals, 9(10), 1051. https://doi.org/10.3390/met9101051