Study on Short-Circuiting GMAW Pool Behavior and Microstructure of the Weld with Different Waveform Control Methods


Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental System
2.2. Materials and Welding Parameters
2.3. Principle of Measurement
3. Results and Discussion
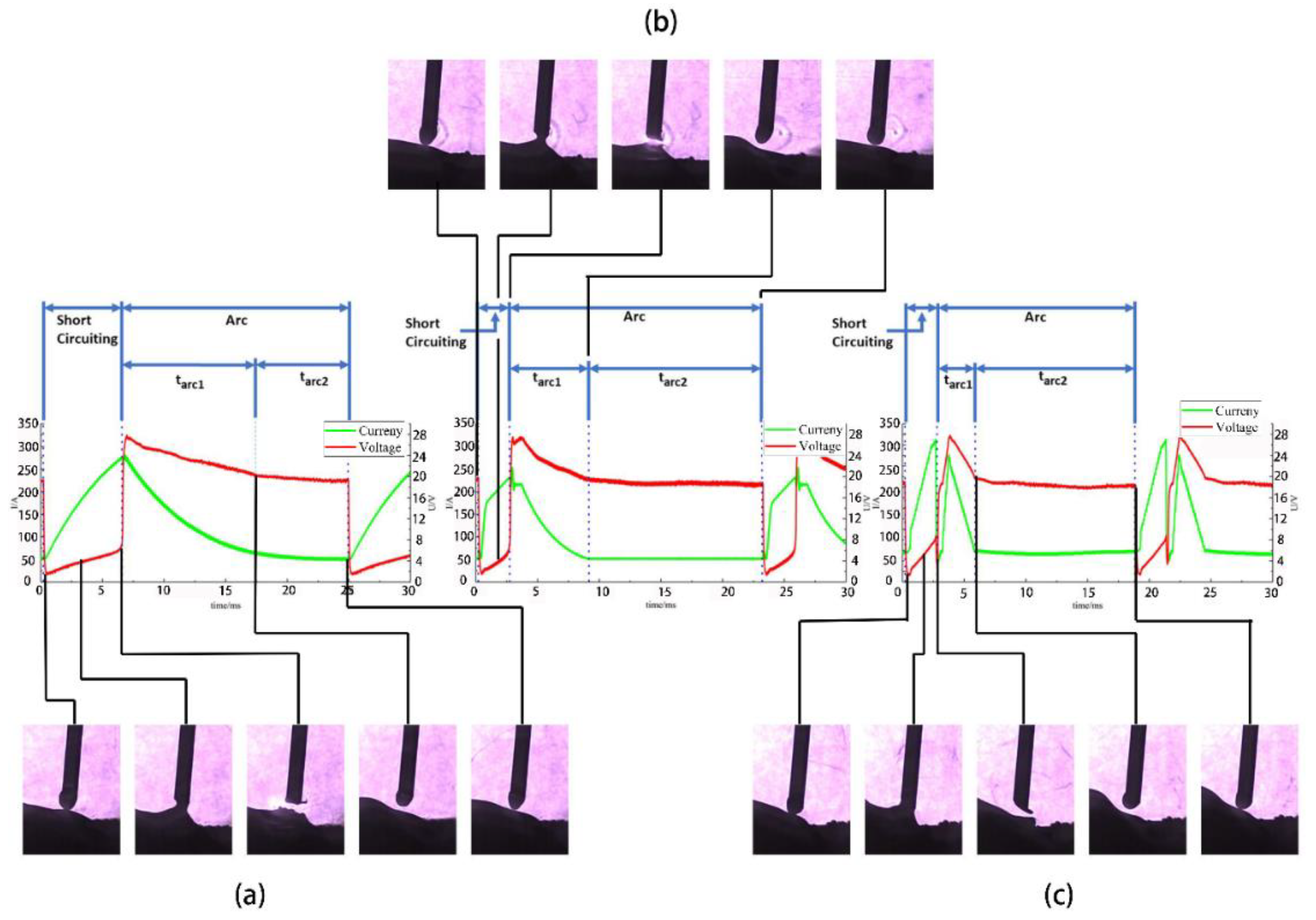
3.1. The Metal Transfer Process and Impact on the Weld Pool
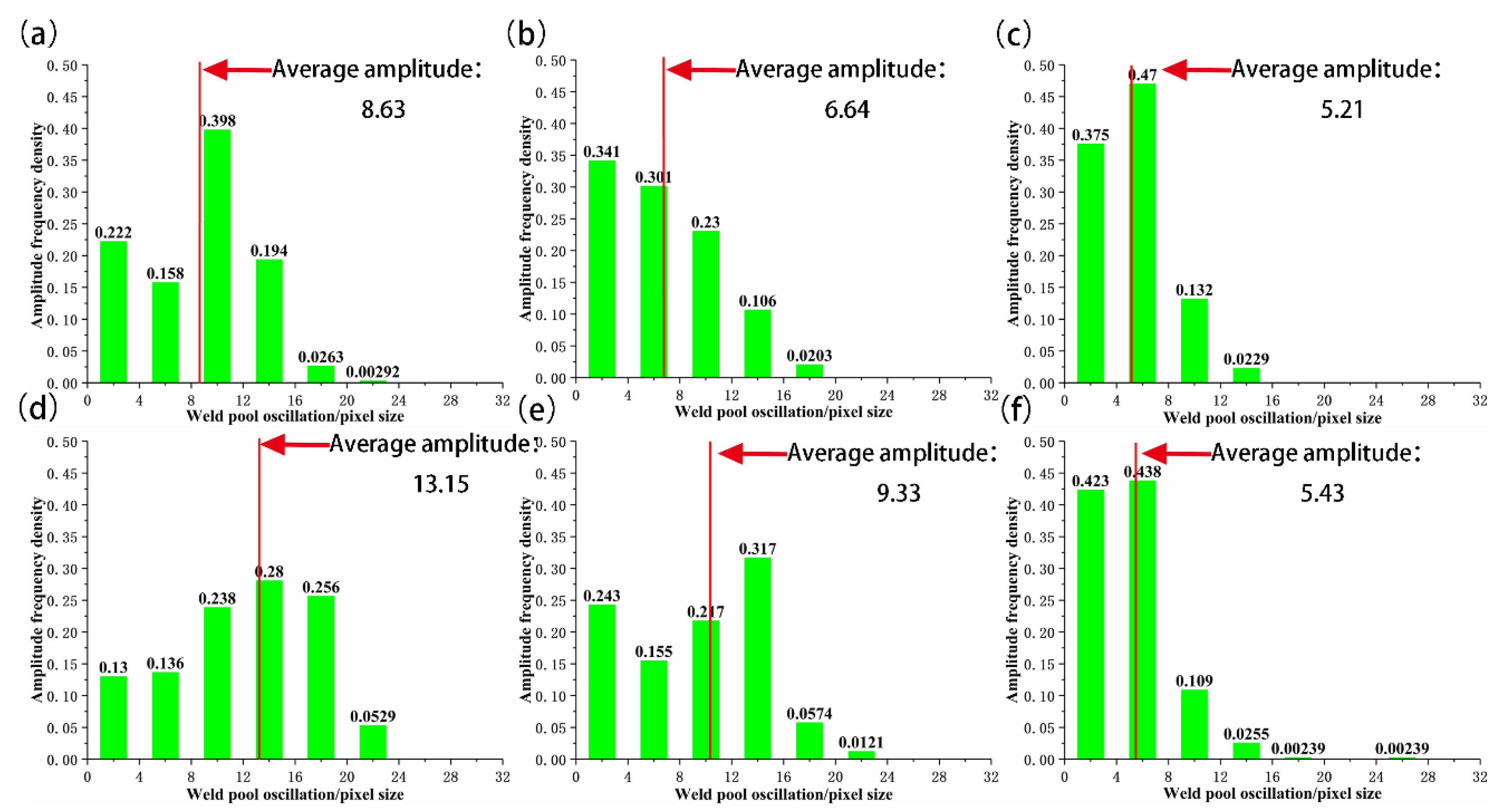
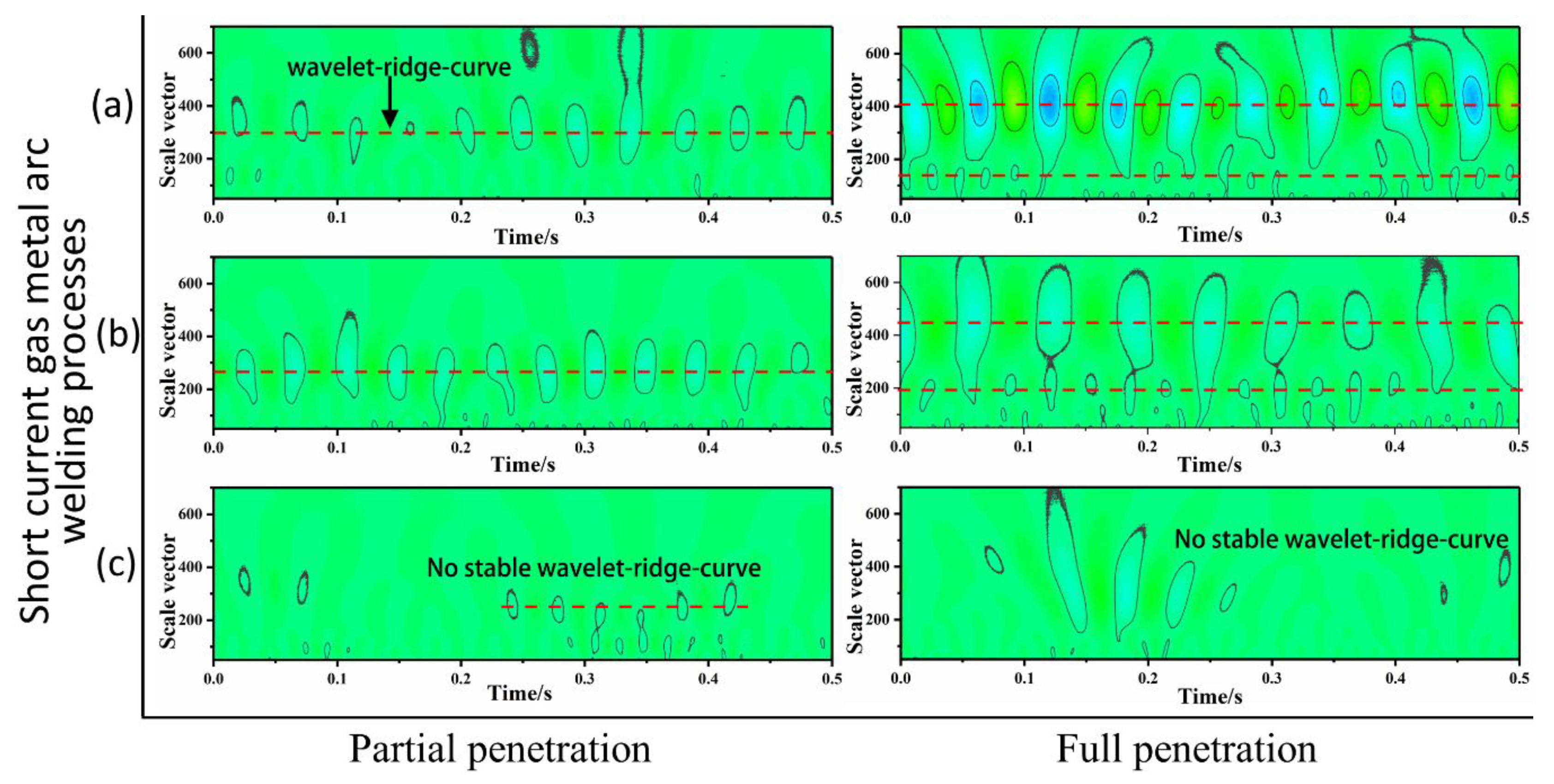
3.2. Oscillation of Weld Pool
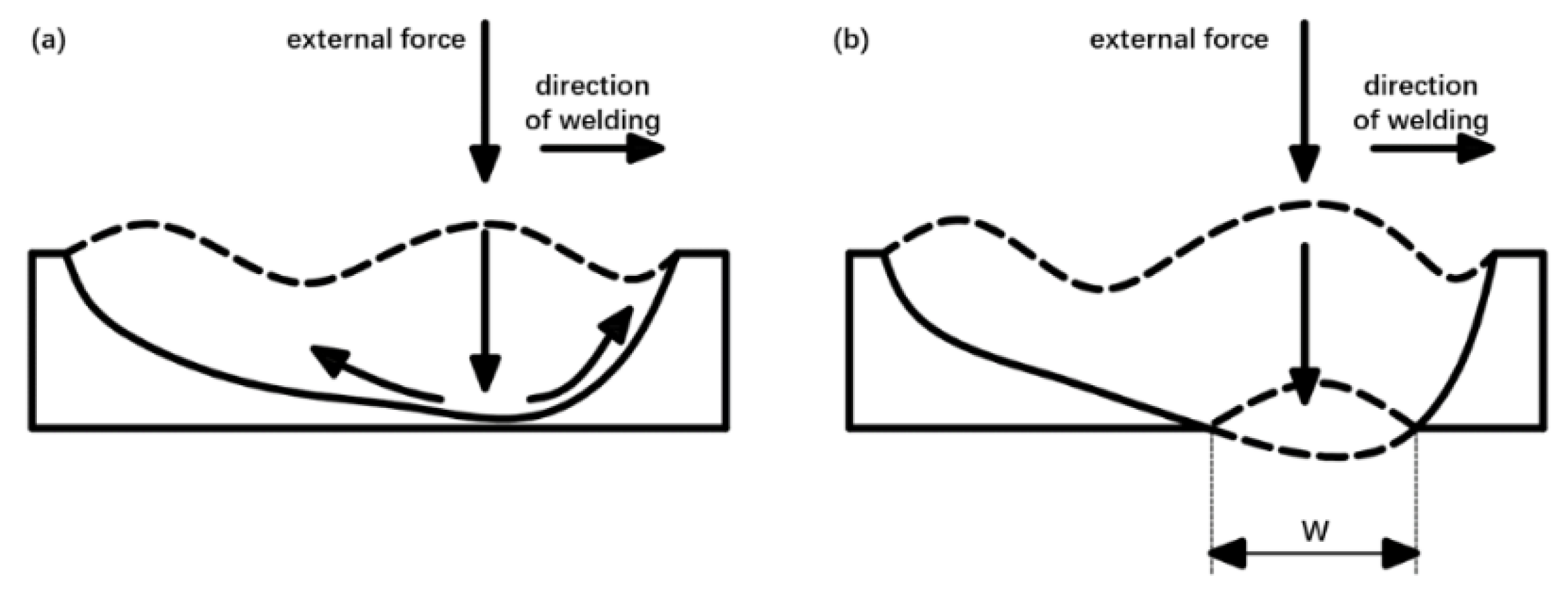
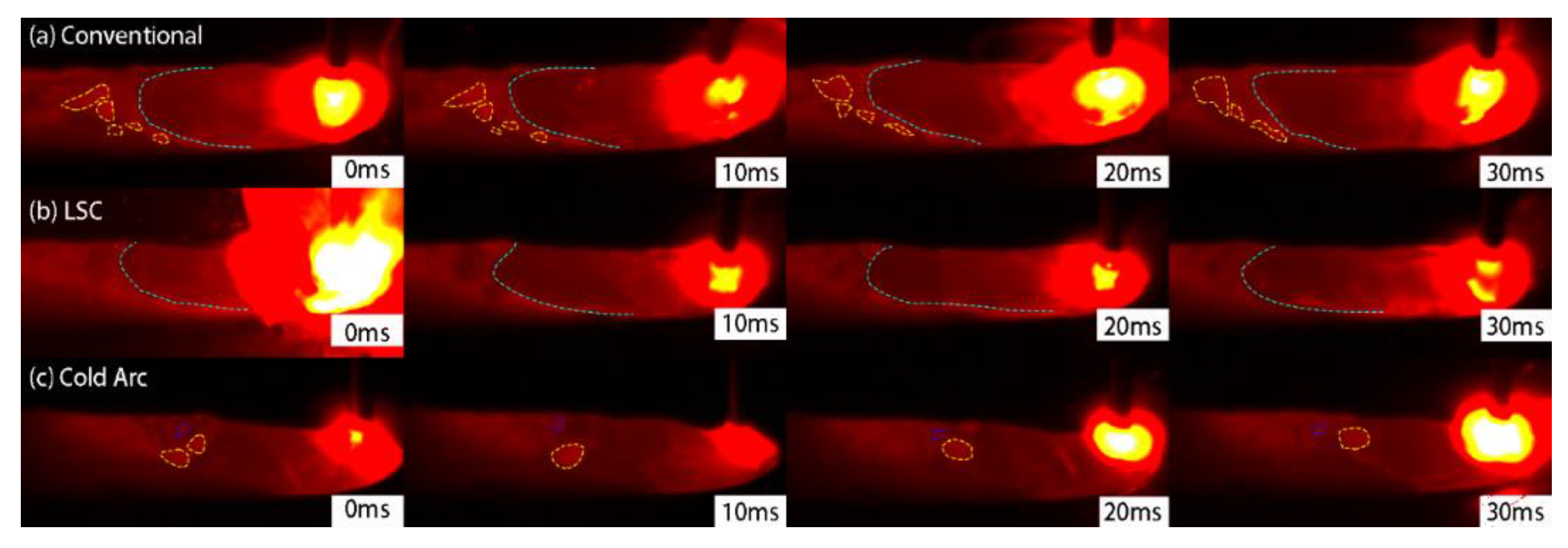
3.3. Flow Behavior of Weld Pool
3.4. Geometry and Microstructure of Weld Bead
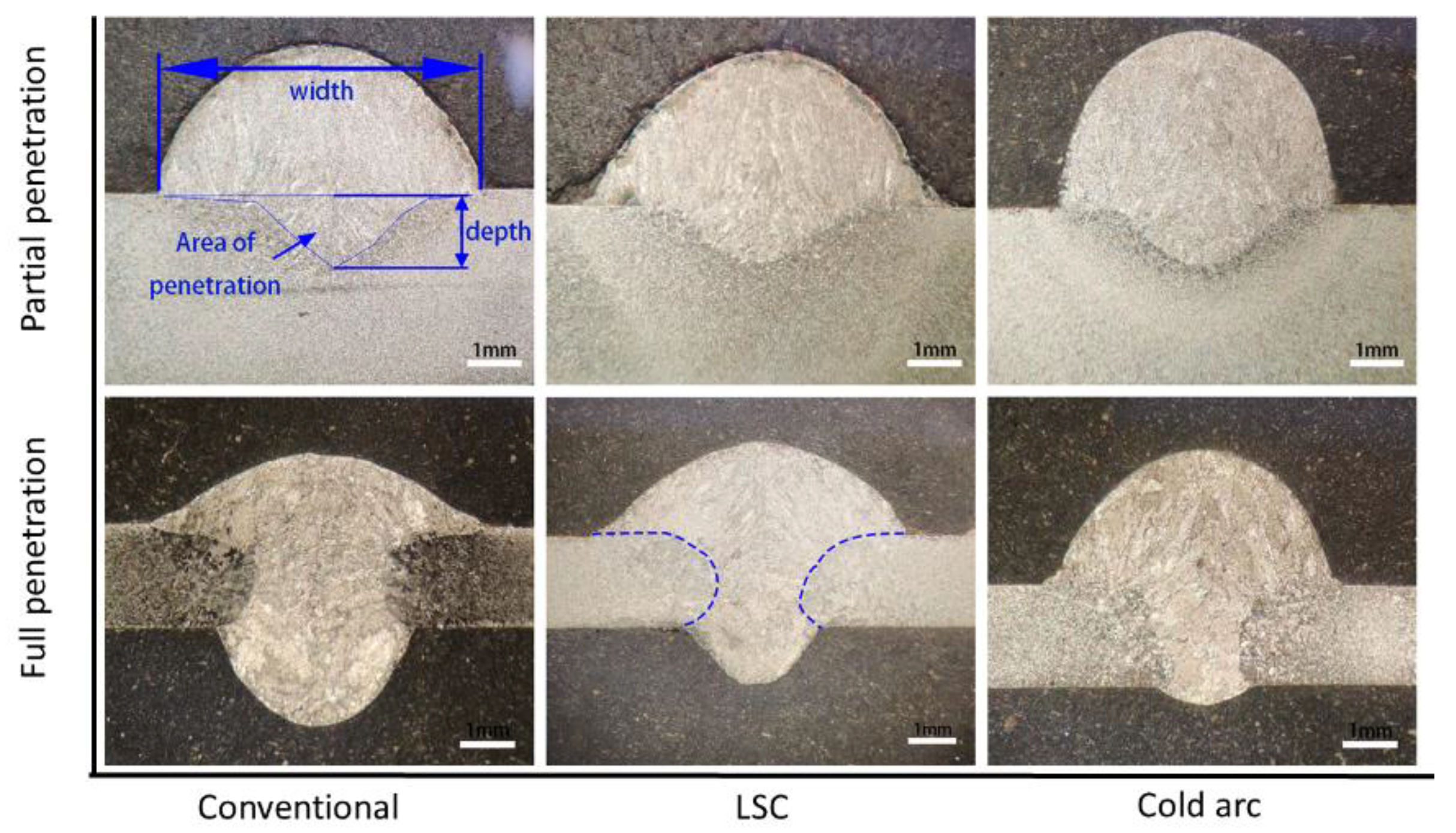
3.4.1. Geometry of Weld Bead
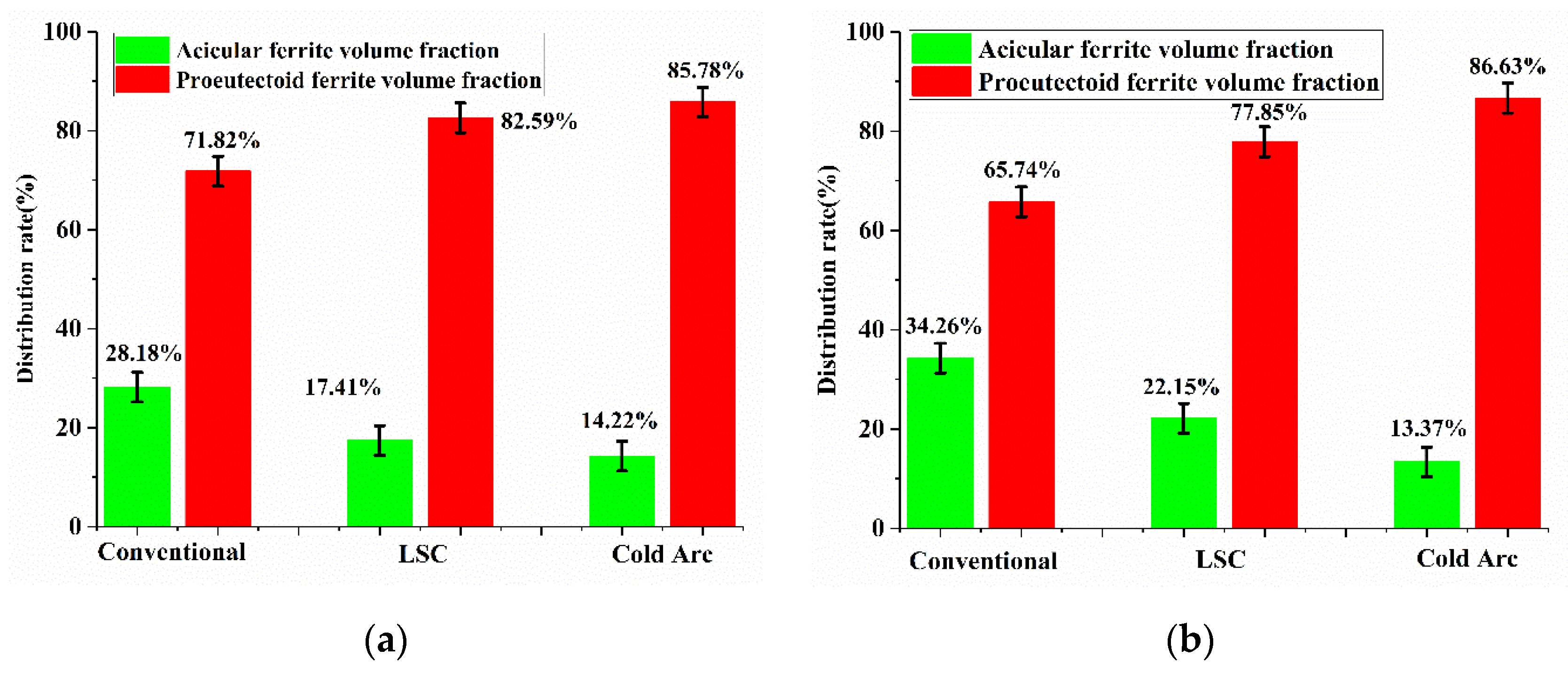
3.4.2. Microstructure of Weld Metals
4. Conclusions
- (1)
- In short-circuit period, the duration of destabilization and break-up of the liquid bridge is mainly related to the surface tension of the liquid metal, not the loop current. However, the rise rate of the loop current can effectively shorten the stability time of the liquid bridge and promote the formation of the neck of the short-circuit liquid bridge. The liquid bridge explosion is related to the instantaneous power density of liquid bridge metal.
- (2)
- The weld pool oscillation is triggered by the pressure of the electric explosion. The oscillation of the weld pool can be monitored visually by high-speed photography imaging. The oscillation of the weld pool has natural frequencies which decrease with the increase of volume of weld pool. In the case of partial penetration, only one natural oscillation frequency can be detected. In the case of full penetration two different oscillation frequencies can be detected.
- (3)
- The shape of slag on the surface of the weld pool and the flow behavior of the weld pool can reflect the penetration state of the weld pool. The different boundary conditions between the partial and full penetration cause different flow behavior of the weld pool, which leads to the fact that the slag tends to aggregate into large blocks in partial penetration, while the slag in the fully penetrated weld pool cannot aggregate into blocks. Large slag island can be deformed or split apart with different impact strength of electrical explosions.
- (4)
- Compared with the influence of weld heat input on the size of weld pool, the effect of weld pool oscillation is not obvious. The oscillation imparts a negative effect on the weld microstructure, along with the aggravation of the weld pool oscillation, the content and size of proeutectoid ferrite in the weld microstructure increases, the content of acicular ferrite decreases while the grain size increases.
Author Contributions
Funding
Conflicts of Interest
References
- Kah, P.; Suoranta, R.; Martikainen, J. Advanced gas metal arc welding processes. Int. J. Adv. Manuf. Technol. 2013, 65, 655–674. [Google Scholar] [CrossRef]
- Mvola, B.; Kah, P.; Layus, P. Review of current waveform control effects on weld geometry in gas metal arc welding process. Int. J. Adv. Manuf. Technol. 2018, 96, 4243–4265. [Google Scholar] [CrossRef]
- Matusiak, J.; Pfeifer, T.; Martikainen, J. The research of technological and environmental conditions during low-energetic gas-shielded metal arc welding of aluminium alloys. Weld. Int. 2013, 27, 338–344. [Google Scholar] [CrossRef]
- Fronius. TPS/I Steel Edition Optimized for Manual Steel Applications. 2019. Available online: https://www.fronius.com/en/welding-technology/world-of-welding/tpsi-steel-edition (accessed on 22 September 2019).
- Liu, A.; Tang, X.; Lu, F. Weld pool profile characteristics of Al alloy in double-pulsed GMAW. Int. J. Adv. Manuf. Technol. 2013, 68, 2015–2023. [Google Scholar] [CrossRef]
- Zhang, Z.; Xue, J. Profile Map of Weld Beads and Its Formation Mechanism in Gas Metal Arc Welding. Metals 2019, 9, 146. [Google Scholar] [CrossRef] [Green Version]
- Yao, P.; Zhou, K.; Huang, S. Process and Parameter Optimization of the Double-Pulsed GMAW Process. Metals 2019, 9, 1009. [Google Scholar] [CrossRef] [Green Version]
- Li, C.; Shi, Y.; Gu, Y.; Yuan, P. Monitoring weld pool oscillation using reflected laser pattern in gas tungsten arc welding. J Mater. Process. Tech. 2018, 255, 876–885. [Google Scholar] [CrossRef]
- Guo, J.; Zhou, Y.; Liu, C.; Wu, Q.; Chen, X.; Lu, J. Wire Arc Additive Manufacturing of AZ31 Magnesium Alloy: Grain Refinement by Adjusting Pulse Frequency. Materials 2016, 9, 823. [Google Scholar] [CrossRef] [Green Version]
- Yudodibroto, B.Y.B.; Hermans, M.J.M.; Richardson, I. Observations on Droplet and Arc Behaviour during Pulsed GMAW. Weld. World 2009, 53, R171–R180. [Google Scholar] [CrossRef]
- Liu, A.; Tang, X.; Lu, F. Study on welding process and prosperities of AA5754 Al-alloy welded by double pulsed gas metal arc welding. Mater. Des. 2013, 50, 149–155. [Google Scholar] [CrossRef]
- Hälsig, A.; Pehle, S.; Kusch, M.; Mayr, P. Reducing potential errors in the calculation of cooling rates for typical arc welding processes. Weld. World 2017, 61, 745–754. [Google Scholar] [CrossRef]
- Hälsig, A.; Kusch, M.; Mayr, P. New Findings on The Efficiency of Gas Shielded Arc Welding. Weld. World 2012, 56, 98–104. [Google Scholar] [CrossRef]
- Hälsig, A.; Mayr, P. Energy balance study of gas-shielded arc welding processes. Weld. World 2013, 57, 727–734. [Google Scholar] [CrossRef]
- Yudodibroto, B.Y.B. Liquid Metal Oscillation and Arc Behaviour during Welding. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 2010. [Google Scholar]
- Hermans, M.J.M.; Ouden, G.D. Process behavior and stability in short circuit gas metal arc welding. Weld. J. 1999, 78, 137s–141s. [Google Scholar]
- Zacksenhouse, M.; Hardt, D.E. Weld Pool Impedance Identification for Size Measurement and Control. J. Dyn. Syst. Meas. Control 1983, 105, 179–184. [Google Scholar] [CrossRef]
- Wang, B.; Xue, S.; Ma, C.; Wang, J.; Lin, Z. Study in Wire Feedability-Related Properties of Al-5Mg Solid Wire Electrodes Bearing Zr for High-Speed Train. Metals 2017, 7, 520. [Google Scholar] [CrossRef] [Green Version]
- Ahsan, M.R.U.; Cheepu, M.; Kim, T.H. Mechanisms of weld pool flow and slag formation location in cold metal transfer (CMT) gas metal arc welding (GMAW). Weld. World 2017, 61, 1275–1285. [Google Scholar] [CrossRef]
- Yi, L.; Yang, Z.; Xiaojian, X. Energy Characterization of Short-Circuiting Transfer of Metal Droplet in Gas Metal Arc Welding. Metall. Mater. Trans. B 2015, 46, 1924–1934. [Google Scholar] [CrossRef]
- Ronda, J.; Estrin, Y.; Oliver, G.J. Modelling of welding. A comparison of a thermo-mechano-metallurgical constitutive model with a thermo-viscoplastic material model. J. Mater. Process. Tech. 1996, 60, 629–636. [Google Scholar] [CrossRef]
- Sen, M.; Mukherjee, M.; Singh, S.K. Effect of double-pulsed gas metal arc welding (DP-GMAW) process variables on microstructural constituents and hardness of low carbon steel weld deposits. J. Manuf. Process. 2018, 31, 424–439. [Google Scholar] [CrossRef]
- Hunt, A.C.; Kluken, A.O.; Edwards, G.R. Heat input and dilution effects in microalloyed steel weld metals. Weld. J. 1994, 731, S9–S15. [Google Scholar]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Mn | Si | P | S | Ni | Cr | Mo | V | Other |
|---|---|---|---|---|---|---|---|---|---|---|
| S235JR | 0.17 | 1.40 | 0.3 | 0.035 | 0.035 | - | - | - | - | N 0.012 |
| ER70S-6 | 0.06–0.15 | 1.40–1.85 | 0.80–1.15 | 0.025 | 0.035 | 0.15 | 0.15 | 0.15 | 0.03 | Cu 0.5 |
| No. | Waveform | Wire Feed Rate (m/min) | Voltage(V) | Thickness (mm) | Penetration |
|---|---|---|---|---|---|
| 1 | Conventional | 2.4, 2.7, 3.0, 3.3 | 19 | 4 | Partial |
| 2 | LSC | 2.4, 2.7, 3.0, 3.3 | 19 | 4 | Partial |
| 3 | Cold Arc | 2.4, 2.7, 3.0, 3.3 | 19 | 4 | Partial |
| 4 | Conventional | 3.0 | 19 | 2 | Full |
| 5 | LSC | 3.0 | 19 | 2 | Full |
| 6 | Cold Arc | 3.0 | 19 | 2 | Full |
| Waveforms | Plate Thickness/mm | Wire Feed Rate/m·min−1 | Effective Average Heating Power/KJ·m−1 | Pool Width/mm | Pool Length/mm |
|---|---|---|---|---|---|
| Conventional | 4 | 3 | 409.915 | 5.6 ± 0.5 | 11.2 ± 1 |
| LSC | 4 | 3 | 344.656 | 5.5 ± 0.5 | 10.5 ± 1 |
| Cold Arc | 4 | 3 | 327.533 | 5.3 ± 0.5 | 9.6 ± 1 |
| Waveform | Partial Penetration | Full Penetration |
|---|---|---|
| Conventional | 100 Hz | 75 Hz 200 Hz |
| LSC | 112 Hz | 68 Hz 165 Hz |
| Cold Arc | Not available | Not available |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, T.; Xue, S.; Wang, B.; Zhai, P.; Long, W. Study on Short-Circuiting GMAW Pool Behavior and Microstructure of the Weld with Different Waveform Control Methods. Metals 2019, 9, 1326. https://doi.org/10.3390/met9121326
Chen T, Xue S, Wang B, Zhai P, Long W. Study on Short-Circuiting GMAW Pool Behavior and Microstructure of the Weld with Different Waveform Control Methods. Metals. 2019; 9(12):1326. https://doi.org/10.3390/met9121326
Chicago/Turabian StyleChen, Tao, Songbai Xue, Bo Wang, Peizhuo Zhai, and Weimin Long. 2019. "Study on Short-Circuiting GMAW Pool Behavior and Microstructure of the Weld with Different Waveform Control Methods" Metals 9, no. 12: 1326. https://doi.org/10.3390/met9121326
APA StyleChen, T., Xue, S., Wang, B., Zhai, P., & Long, W. (2019). Study on Short-Circuiting GMAW Pool Behavior and Microstructure of the Weld with Different Waveform Control Methods. Metals, 9(12), 1326. https://doi.org/10.3390/met9121326