Fluid Flow Turbulence in the Proximities of the Metal-Slag Interface in Ladle Stirring Operations


Abstract
:1. Introduction
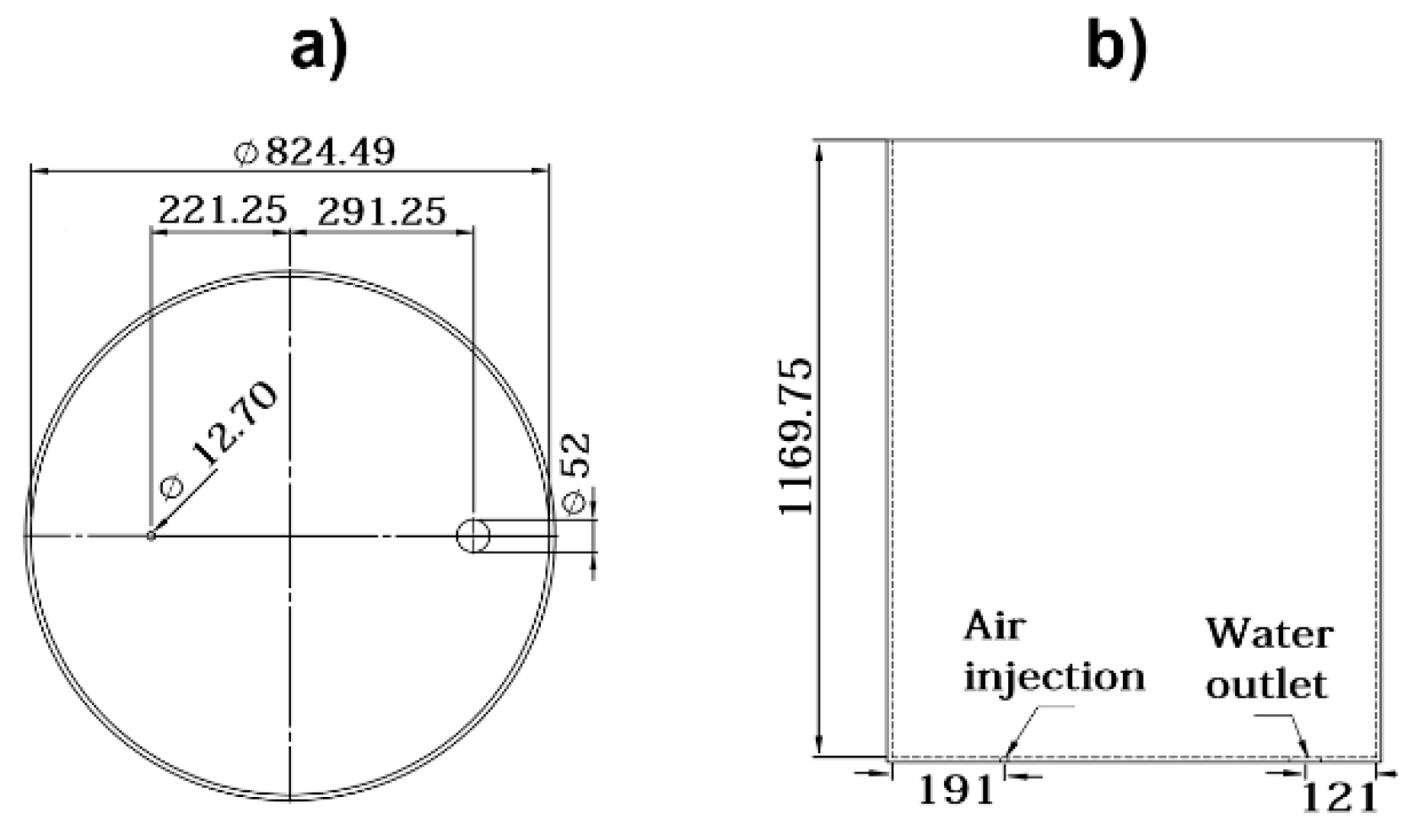
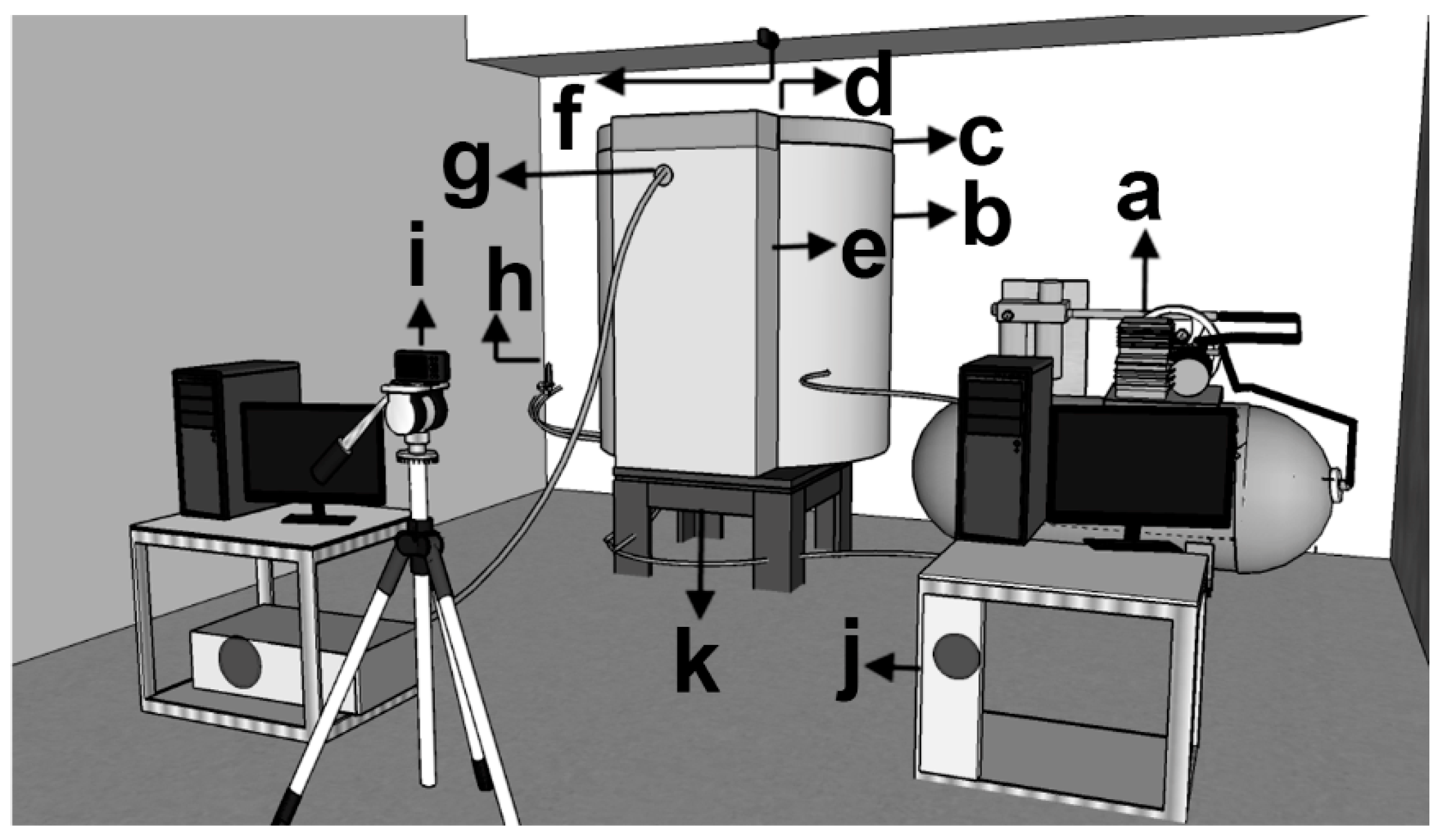
2. Experimental Setup
3. The Multiphase Model
4. Results and Discussion
4.1. Flow Parameters
- For two-phase flows, mixing time was basically dependent on the stirring energy, the bath height, and on the geometry of the ladle.
- Tall baths favored smaller values of the mixing time.
- For three-phase flows, thicker slags increased the mixing time.
- The mixing time was basically independent from the physical properties of the upper phase, such as density and viscosity, and depends more on its thickness.
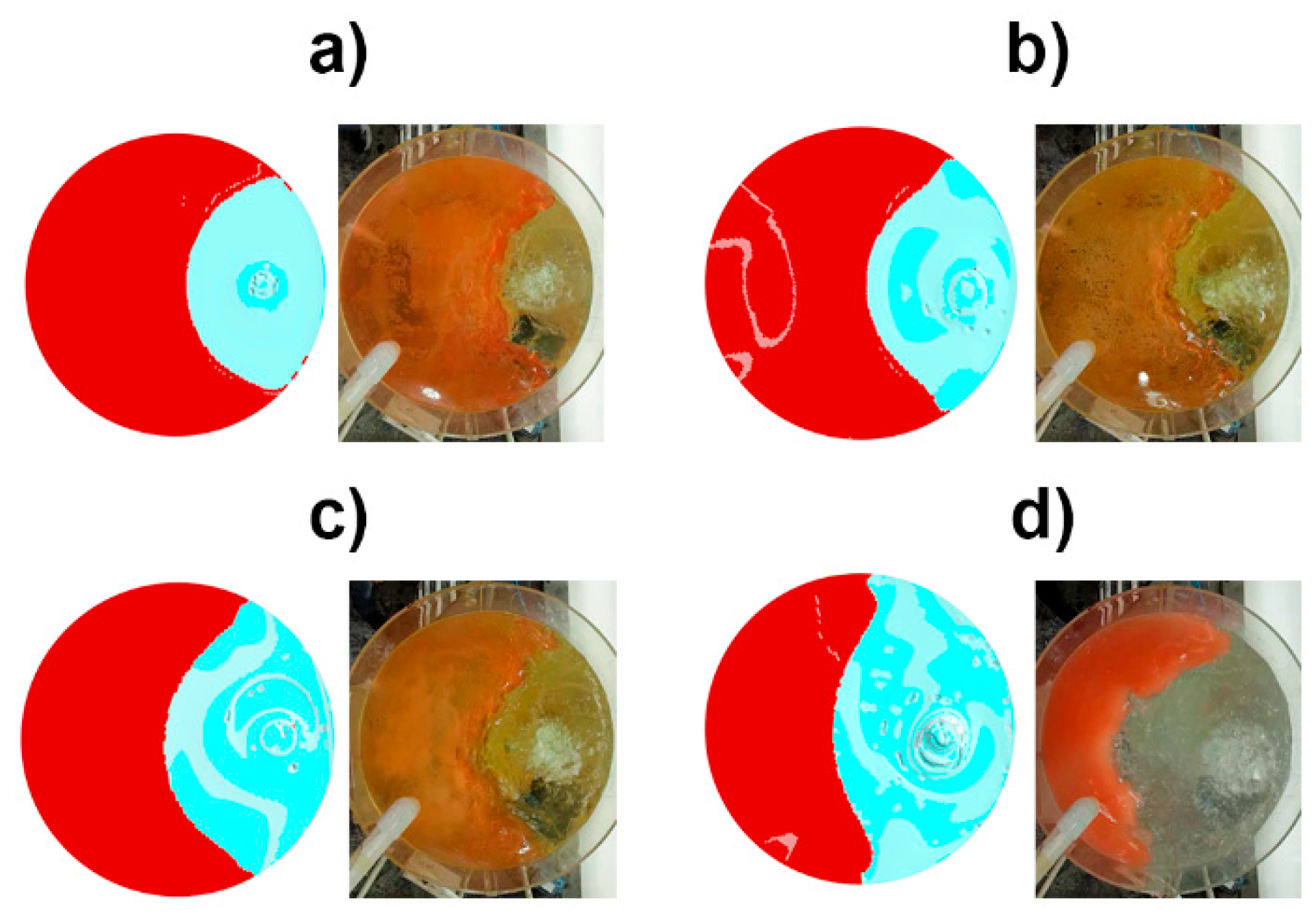
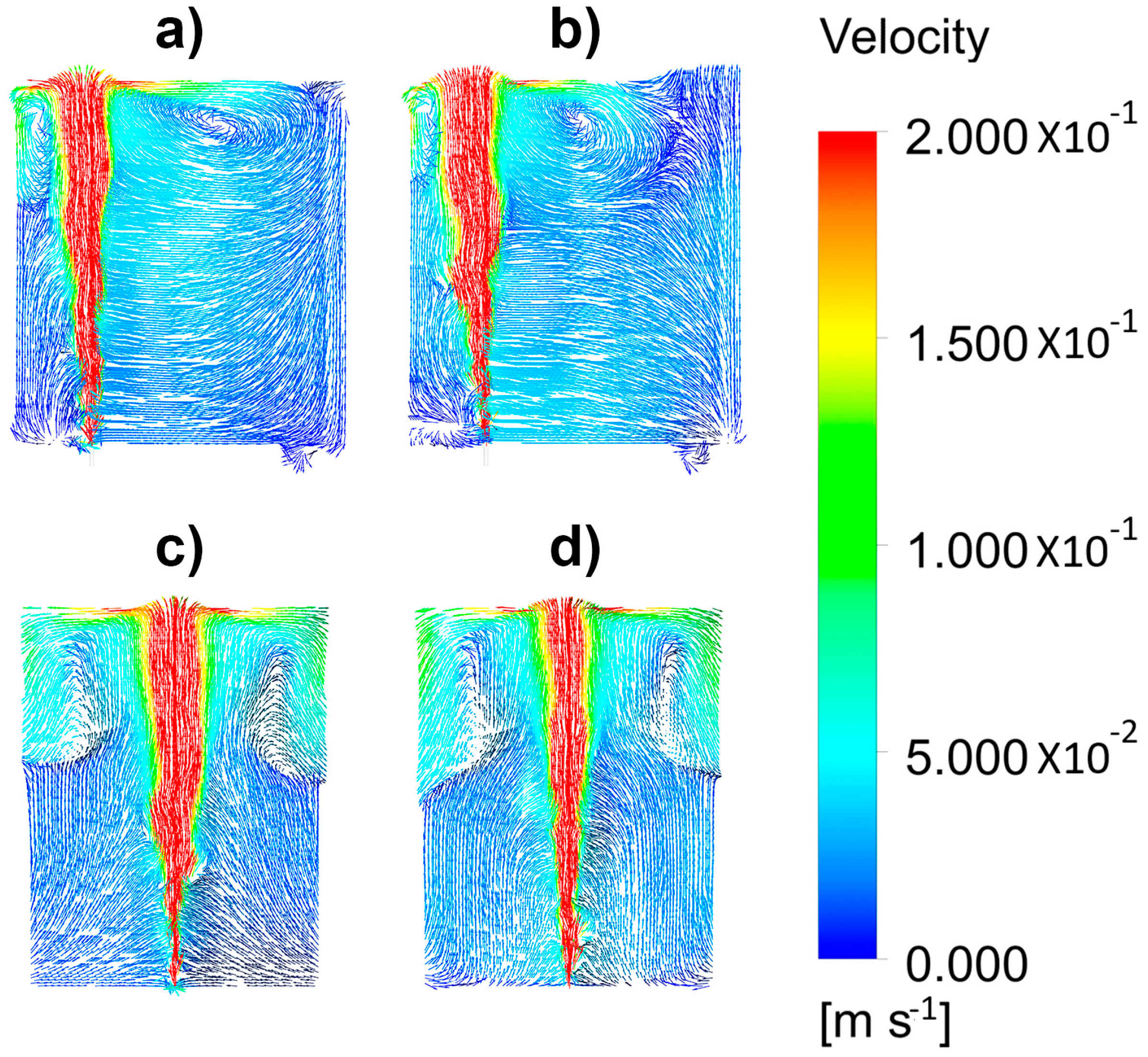
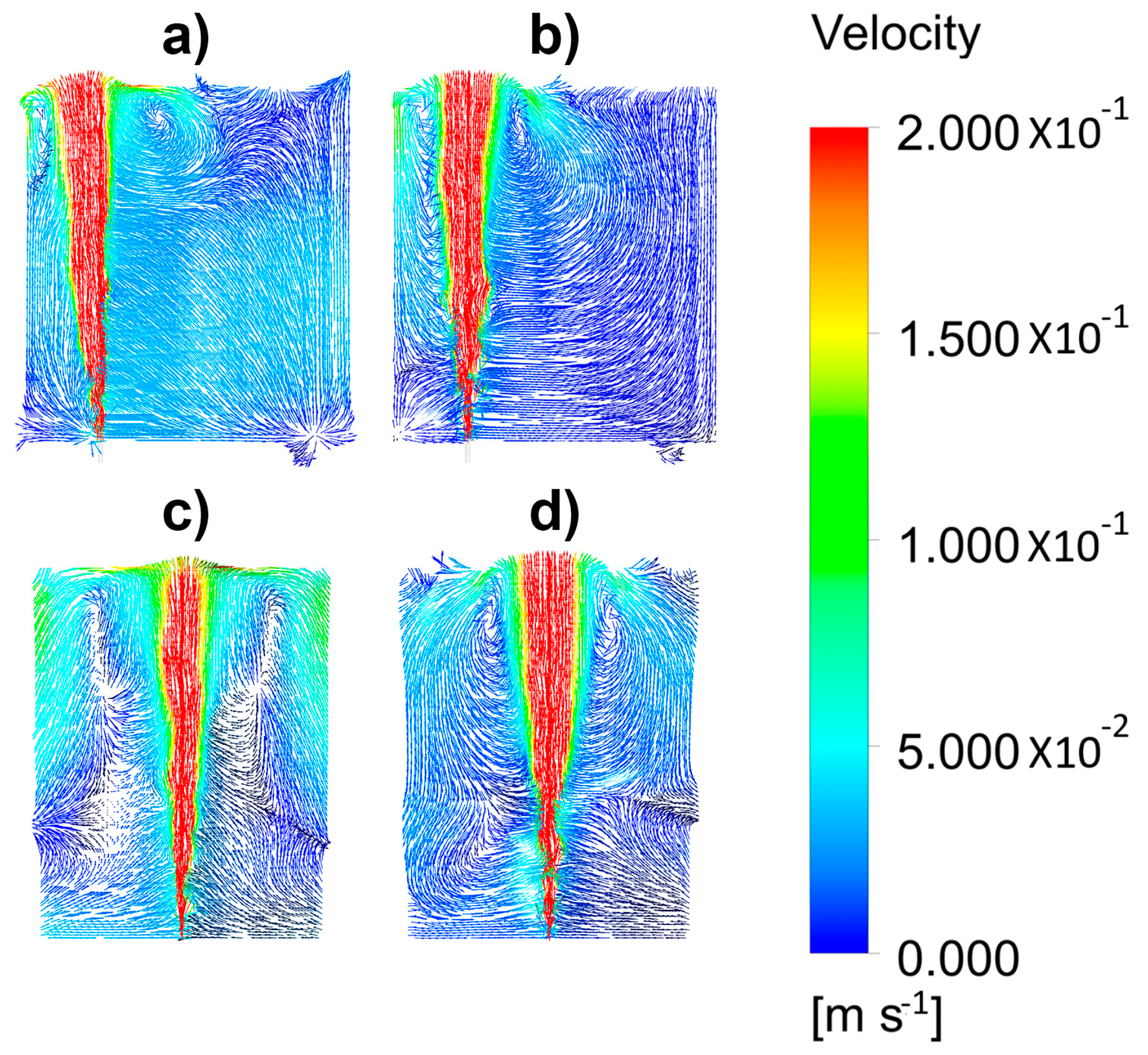
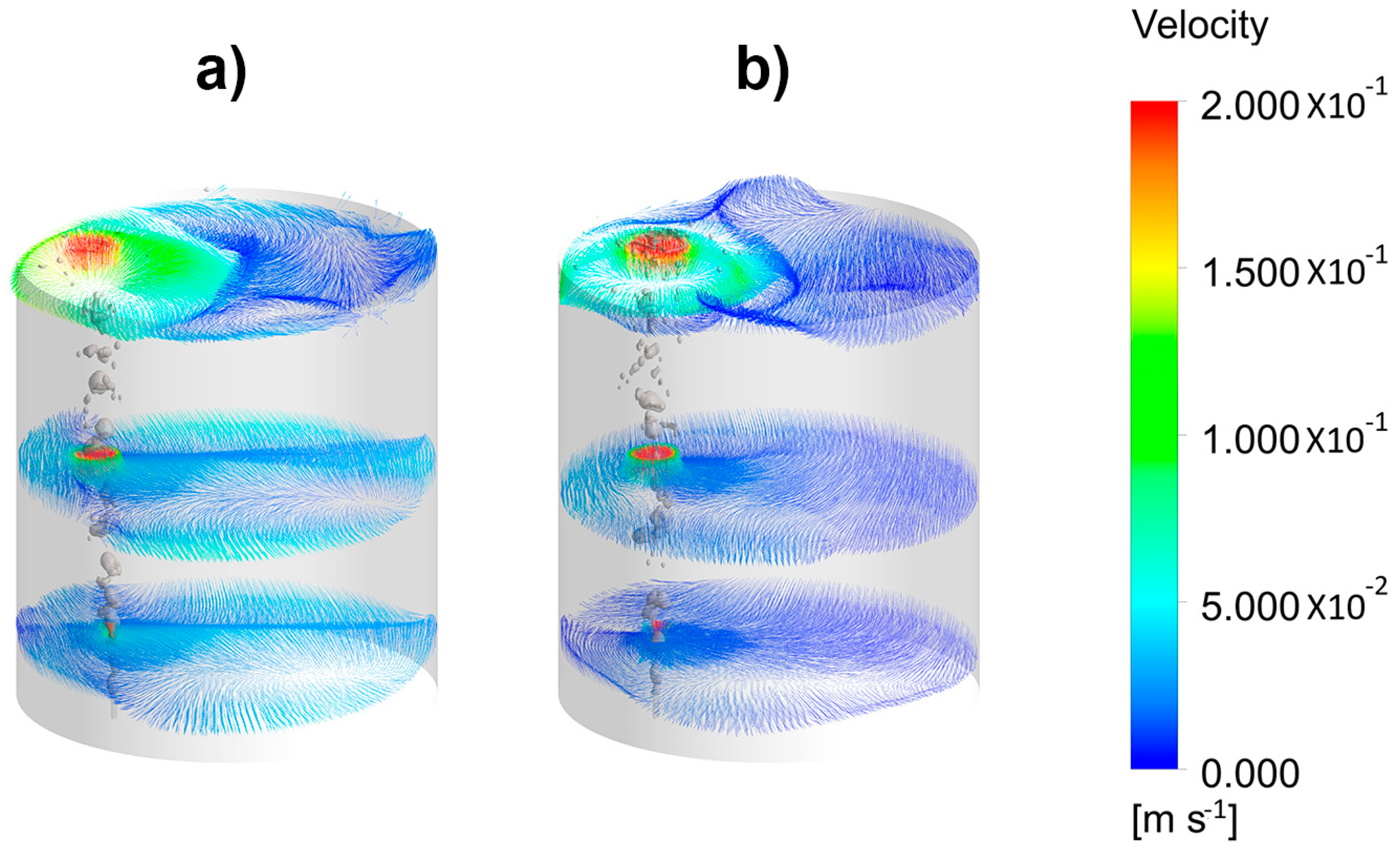
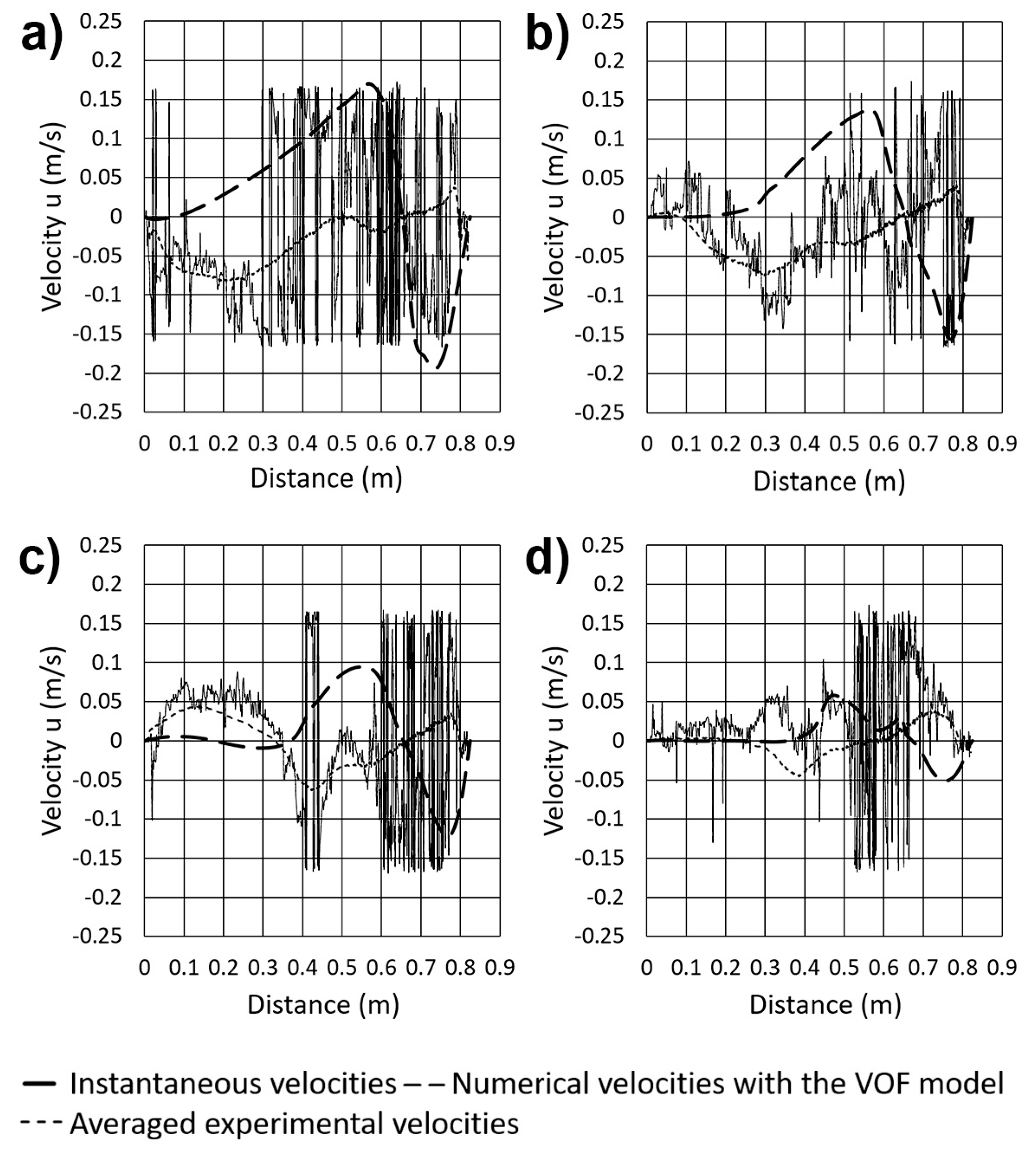
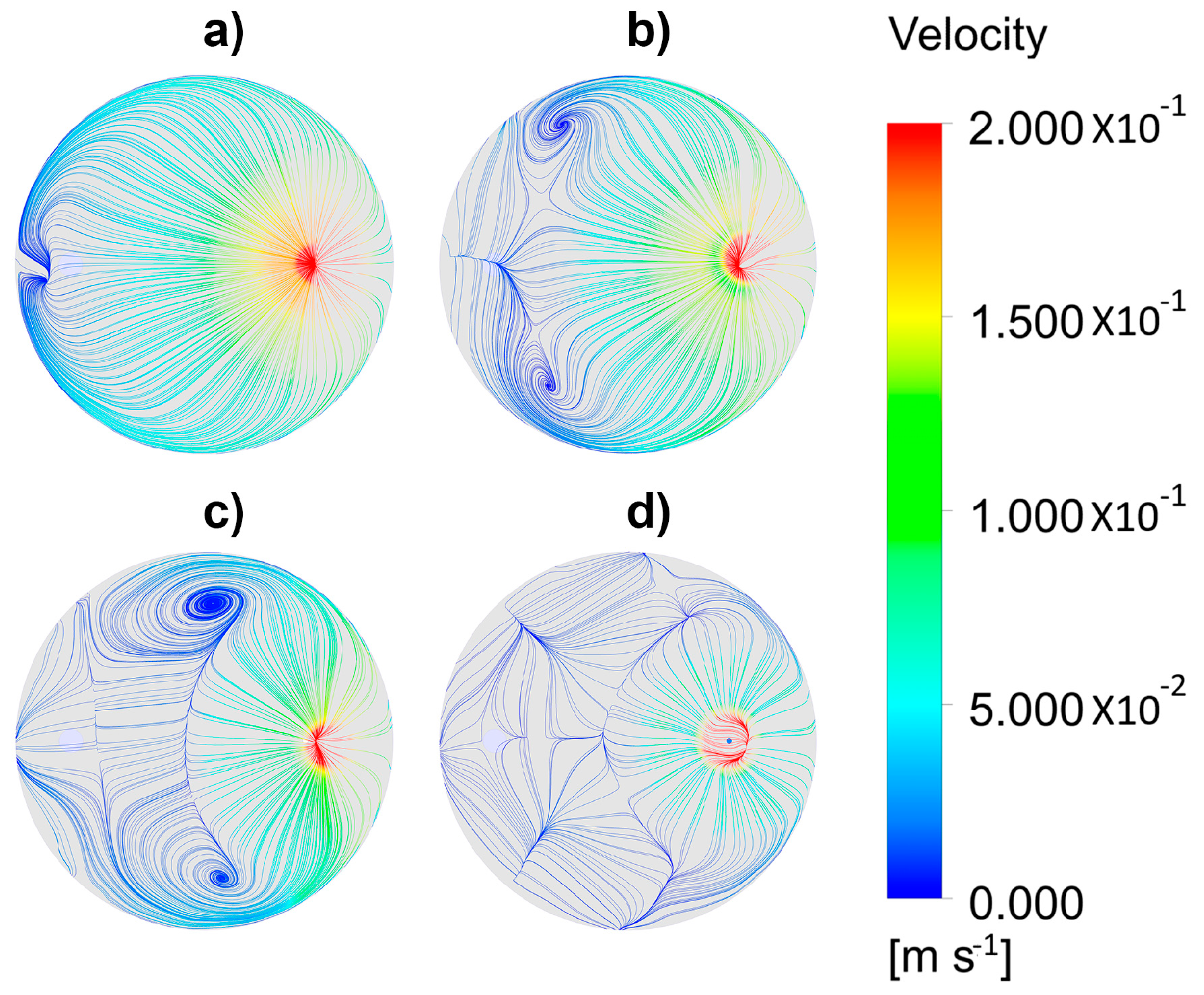
4.2. Flow Structure
4.3. Closure
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| , —Slag eye opening area |
| —Area of the plume |
| —Velocity in direction “” |
| and —Gas flow rate |
| —Ladle height |
| —Ladle radius |
| —Plume velocity |
| —Ladle diameter |
| —Thickness of the oil or slag layer |
| —Effective bath height |
| —Number of plugs or orifices in the ladle bottom |
| —Radial position |
| —Interfacial stress tensor |
| —Normal vector to the interfacial surface |
| , —Bath height |
| —Turbulent kinetic energy |
| and —the generation terms of kinetic energy by the mean flow and by the buoyancy, respectively. |
| —Gravity constant |
| Pr—Prandtl number |
| Volume fraction of phase “i” |
| Mixing time |
| —Specific potential energy input |
| Density of phase “i” |
| ε—Dissipation rate of turbulent kinetic energy |
| Kinematic viscosity of phase “i” |
| Surface tension |
| —Dynamic viscosity of the slag |
| m.—mixture |
| s.—slag |
| o.—oil |
| w.—water |
References
- Krishnapisharody, K.; Irons, G.A. A Model for Slag Eyes in Steel Refining Ladles Covered with Thick Slag. Metall. Mater. Trans. B 2015, 46, 191–198. [Google Scholar] [CrossRef]
- Krishnapisharody, K.; Irons, G.A. Modeling of Slag Eye Formation over a Metal Bath Due to Gas Bubbling. Metall. Mater. Trans. B 2006, 37, 763–772. [Google Scholar] [CrossRef]
- Krishnapisharody, K.; Irons, G.A. A Study of Spouts on Bath Surfaces from Gas Bubbling: Part II. Elucidation of Plume Dynamics. Metall. Mater. Trans. B 2007, 38, 377–388. [Google Scholar] [CrossRef]
- Krishnapisharody, K.; Irons, G.A. A Study of Spouts on Bath Surfaces from Gas Bubbling: Part I. Experimental Investigation. Metall. Mater. Trans. B 2007, 38, 367–375. [Google Scholar] [CrossRef]
- Krishnapisharody, K.; Irons, G.A. A Unified Approach to the Fluid Dynamics of Gas–Liquid Plumes in Ladle Metallurgy. ISIJ Int. 2010, 50, 1413–1421. [Google Scholar] [CrossRef]
- Iguchi, M.; Nakamura, K.; Tsujino, R. Mixing Time and Fluid Flow Phenomena in Liquids of Varying Kinematic Viscosities Agitated by Bottom Gas Injection. Metall. Mater. Trans. B 1998, 29, 569. [Google Scholar] [CrossRef]
- Mazumdar, D.; Guthrie, R.I.L. Discussion of “mixing time and fluid flow phenomena in liquids of varying kinematic viscosities agitated by bottom gas injection”. Metall. Mater. Trans. B 1999, 30, 349–351. [Google Scholar] [CrossRef]
- Mazumdar, D.; Guthrie, R.I.L. Hydrodynamic modeling of some gas injection procedures in ladle metallurgy operations. Metall. Mater. Trans. B 1985, 16, 83–90. [Google Scholar] [CrossRef]
- Mazumdar, D.; Guthrie, R.I.L. Mixing models for gas stirred metallurgical reactors. Metall. Mater. Trans. B 1986, 17, 725–733. [Google Scholar] [CrossRef]
- Haida, O.; Emi, T.; Yamada, S.; Sudo, F. Scaninjet II, Part I. In Proceedings of the 2nd International Conference on Injection Metallurgy, MEFOS-Jerkentoret, Lulea, Sweden, 12–13 June 1980. [Google Scholar]
- Ying, Q.; Yun, L.; Liu, L. Scaninjet III, Part I. In Proceedings of the 2nd International Conference on Injection Metallurgy, MEFOS-Jernkontoret, Lulea, Sweden, 15–17 June 1983. [Google Scholar]
- Li, B.; Yin, H.; Zhou, C.Q.; Tsukihashi, F. Modeling of Three-phase Flows and Behavior of Slag/Steel Interface in an Argon Gas Stirred Ladle. ISIJ Int. 2008, 48, 1704–1711. [Google Scholar] [CrossRef]
- Liu, Z.; Li, L.; Li, B. ISIJ International, Modeling of Gas-Steel-Slag Three-Phase Flow in Ladle Metallurgy: Part I. Phys. Model. 2017, 57, 1971. [Google Scholar]
- Singh, U.; Anapagaddi, R.; Mangal, S.; Padmanabhan, K.A.; Singh, A.K. Multiphase Modeling of Bottom-Stirred Ladle for Prediction of Slag–Steel Interface and Estimation of Desulfurization Behavior. Metall. Mater. Trans. B 2016, 47, 1804–1816. [Google Scholar] [CrossRef]
- Mazumdar, D.; Guthrie, R.I.L. Modeling Energy Dissipation in Slag-Covered Steel Baths in Steelmaking Ladles. Metall. Mater. Trans. B 2010, 41, 976–989. [Google Scholar] [CrossRef]
- Khajavi, L.T.; Barati, M. Liquid Mixing in Thick-Slag-Covered Metallurgical Baths—Blending of Bath. Metall. Mater. Trans. B 2010, 41, 86–93. [Google Scholar] [CrossRef]
- Jonsson, P.G.; Sichen, D. Viscosities of LF Slags and Their Impact on Ladle Refining. ISIJ Int. 1997, 37, 484–491. [Google Scholar] [CrossRef]
- Yamashita, S.; Miyamoto, K.; Iguchi, M.; Zeze, M. Model Experiments on the Mixing Time in a Bottom Blown Bath Covered with Top Slag. ISIJ Int. 2003, 43, 1858–1860. [Google Scholar] [CrossRef]
- Mazumdar, D.; Kumar, D.S. In Proceedings: Oxygen in Steelmaking; Irons, G., Sun, S., Eds.; MetSoc of CIM: Westmount, QC, Canada, 2004; pp. 311–323. [Google Scholar]
- Patil, S.P.; Satish, D.; Peranandhanthan, M.; Mazumdar, D. Mixing Models for Slag Covered, Argon Stirred Ladles. ISIJ Int. 2010, 50, 1117–1124. [Google Scholar] [CrossRef]
- Amaro-Villeda, A.M.; Ramirez-Argaez, M.A.; Conejo, A.N. Effect of Slag Properties on Mixing Phenomena in Gas-stirred Ladles by Physical Modeling. ISIJ Int. 2014, 54, 1–8. [Google Scholar] [CrossRef]
- Yonezawa, K.; Schwerdtfeger, K. Spout eyes formed by an emerging gas plume at the surface of a slag-covered metal melt. Metall. Trans. 1999, 30, 411–418. [Google Scholar] [CrossRef]
- Subagyo, G.A.; Brooks, G.A. Irons. Spout Eyes Area Correlation in Ladle Metallurgy. ISIJ Int. 2003, 43, 262–263. [Google Scholar] [CrossRef]
- Krishnapisharody, K.; Irons, G.A. An Extended Model for Slag Eye Size in Ladle Metallurgy. ISIJ Int. 2008, 48, 1807–1809. [Google Scholar] [CrossRef]
- Peranandhanthan, M.; Mazumdar, D. Modeling of Slag Eye Area in Argon Stirred Ladles. ISIJ Int. 2010, 50, 1622–1631. [Google Scholar] [CrossRef]
- Liu, W.; Tang, H.; Yang, S.; Wang, M.; Li, J.; Li, Q.; Liu, J. Numerical Simulation of Slag Eye Formation and Slag Entrapment in a Bottom-Blown Argon-Stirred Ladle. Metall. Trans. B 2018, 49, 2681–2691. [Google Scholar] [CrossRef]
- Ramasetti, E.; Visuri, V.-V.; Sulasalmi, P.; Mattila, R.; Fabritius, T. Modeling of the Effect of the Gas Flow Rate on the Fluid Flow and Open-Eye Formation in a Water Model of a Steelmaking Ladle. Steel Res. Int. 2018, 90. [Google Scholar] [CrossRef]
- Image Processing and Analysis in Java. Consulted in October 2018. Available online: http://imagej.nih.gov/ij/index.html. ImageJ-1.49 (accessed on 5 October 2018 ).
- Frank, M. White, Fluid Mechanics, 4th ed.; McGraw-Hill: New York, NY, USA, 1999; p. 294. [Google Scholar]
- Hirt, C.W.; Nichols, B.D. Volume of fluid (VOF) method for the dynamics of free boundaries. J. Comput. Phys. 1981, 39, 201–225. [Google Scholar] [CrossRef]
- Ferziger, J.H.; Peric, M. Computational Methods for Fluid Dynamics; Springer: Berlin, Germany; New York, NY, USA, 2002; pp. 72–75. [Google Scholar]
- Brackbill, J.U.; Kothe, D.B.; Zemach, C. A continuum method for modeling surface tension. J. Comput. Phys. 1992, 100, 335–354. [Google Scholar] [CrossRef]
- Sahasrabudhe, S.N.; Rodriguez-Martinez, V.; O’Meara, M.; Frakas, B.E. Density, viscosity, and surface tension of five vegetable oils at elevated temperatures: Measurement and modeling. Int. J. Food Prop. 2017, 20, S1965–S1981. [Google Scholar] [CrossRef]
- Pope, S.B. Turbulent Flows; Cambridge Press: New York, NY, USA; Cambridge, UK; London, UK, 2000; pp. 387–457. [Google Scholar]
- Wilcox, D.C. Turbulence Modeling for CFD; D.C.W. Industries Inc: La Cañada, CA, USA, 2000; pp. 103–218. [Google Scholar]
- ANSYS-FLUENT. Available online: www. ansys.com/Products/Fluids/ANSYS-Fluent (accessed on 3 May 2018).
- Han, Z.; Holappa, L. Mechanisms of Iron Entrainment into Slag due to Rising Gas Bubbles. ISIJ Int. 2003, 43, 292–297. [Google Scholar] [CrossRef]
- Soder, M.; Jonsson, P.; Jonsson, L. Inclusion Growth and Removal in Gas-Stirred Ladles. Steel Res. Int. 2004, 75, 128–138. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixing Time | Energy | Units of Energy | Reference | |
|---|---|---|---|---|
| (1) | W/ton | [10] | ||
| (2) | W/ton | [10] | ||
| (3) | W/ton | [11] | ||
| (4) | - | - | [6] | |
| Correlation | N | r/R | Ɵ | Top Layer | Reference |
|---|---|---|---|---|---|
| 1 | 0, 0.5 | - | Polystyrene balls | [10] | |
| 1 | 0 | - | - | [11] | |
| 1 | 0 | - | Silicon oil and pentane | [18] | |
| 2 | 0.5 | 180 | Petroleum ether, mustard oil and benzene | [19] | |
| 1 2 | 0.5 0 | 180 | Petroleum ether, mustard oil and benzene and silicon oil | [20] | |
| . | 1 | 0 | Kerosene and silicon oil | [16] | |
| 1,2 3 | 0.33 0.5 0.67 0.80 | 120 180 | Engine oil blue, engine oil red and soybean oil | [21] |
| Ref. | Correlation | N | r/R | Systems | Constraints |
|---|---|---|---|---|---|
| [22] | 1 | 0 | Mercury–oil Liquid steel–slag | Φorifice = 0.5 mm Other diameters of the orifice give different correlations | |
| [23] | - | 0, 1 | Mercury–oil Liquid steel–slag | It is a modification of the precedent correlation | |
| [24] | 1 | various | Water–paraffin, water–motor oil, CaCl2–paraffin oil, Hg–silicon oil, water–silicon oil and steel–slag | Assumed to be for general application of various systems and different orifice positions | |
| [25] | 1 | 0, 0.5 | Water–petroleum–ether, water–coconut oil, water–mustard oil | Applicable for W/kg, , and for centric position of the orifice |
| Flow Rates Of Gas | m3/s Model | 5.33 × 10−5 | 1.07 × 10−4 | 2.14 × 10−4 | 4.28 × 10−4 | 5.50 × 10−4 | |
| l/min Ladle | 52 | 100 | 200 | 400 | 500 | ||
| Physical Properties of Fluids (293 K) | |||||||
| DensityKg/m3 | ViscosityPa-s | Surface TensionN/m | Interfacial TensionN/m | ||||
| Water | 1000 | 0.001003 | 0.073 | 0.0565 | |||
| Oil | 913 | 0.060 | 0.040 | ||||
| Air | 1.24 | 1.8 × 10−5 | |||||
| Other features: Nozzle diameter = 6 mm, bath height = 0.90 m, and scale up criterion = the Fr number. | |||||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Calderón-Hurtado, F.A.; Morales Dávila, R.; Chattopadhyay, K.; García-Hernández, S. Fluid Flow Turbulence in the Proximities of the Metal-Slag Interface in Ladle Stirring Operations. Metals 2019, 9, 192. https://doi.org/10.3390/met9020192
Calderón-Hurtado FA, Morales Dávila R, Chattopadhyay K, García-Hernández S. Fluid Flow Turbulence in the Proximities of the Metal-Slag Interface in Ladle Stirring Operations. Metals. 2019; 9(2):192. https://doi.org/10.3390/met9020192
Chicago/Turabian StyleCalderón-Hurtado, Fabian Andrés, Rodolfo Morales Dávila, Kinnor Chattopadhyay, and Saúl García-Hernández. 2019. "Fluid Flow Turbulence in the Proximities of the Metal-Slag Interface in Ladle Stirring Operations" Metals 9, no. 2: 192. https://doi.org/10.3390/met9020192
APA StyleCalderón-Hurtado, F. A., Morales Dávila, R., Chattopadhyay, K., & García-Hernández, S. (2019). Fluid Flow Turbulence in the Proximities of the Metal-Slag Interface in Ladle Stirring Operations. Metals, 9(2), 192. https://doi.org/10.3390/met9020192