3.3. Influence of Process Parameters on Each Index
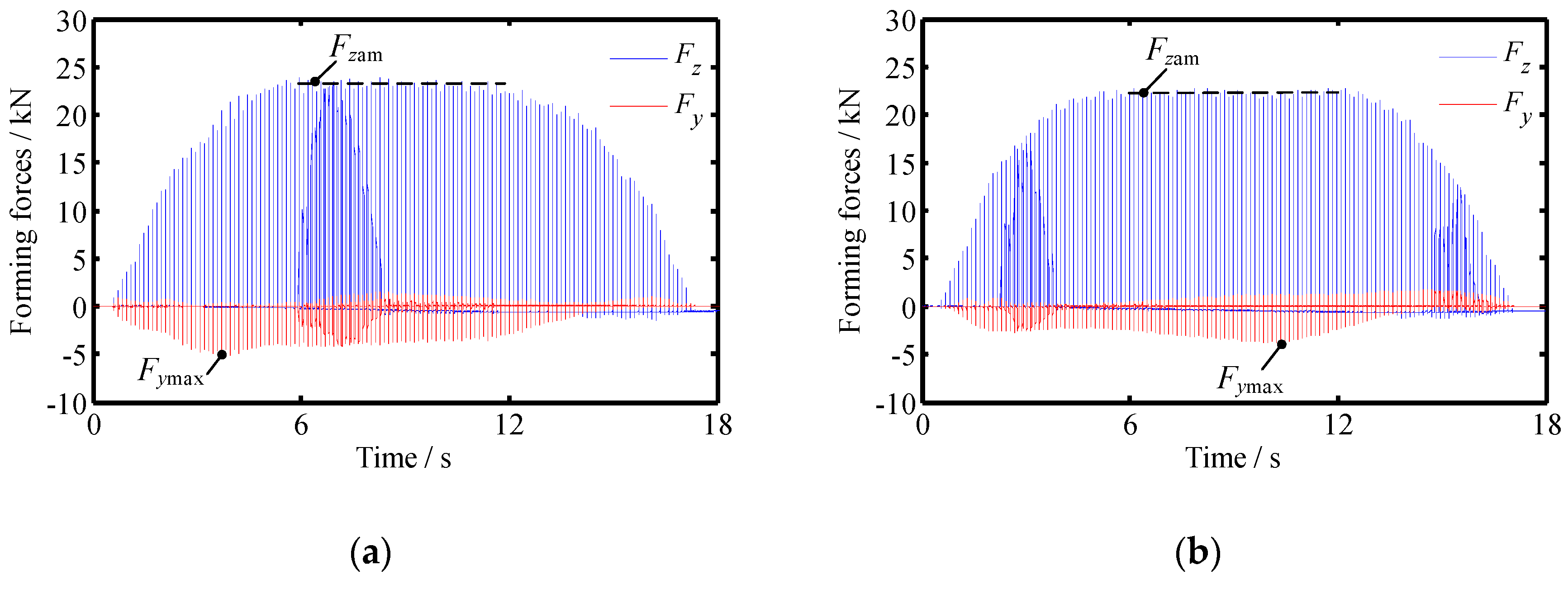
Figure 11 shows that in the different roll-beating modes, the change rules of
Fzam with
w and
f are consistent, but the change in
Fzam in the up-beating mode is larger. The value of
f has a great influence on
Fzam, where lower
f means smaller
Fzam. The degree of this effect is greater when
f is less than 400 mm/min, below which
Fzam decreases rapidly with decreasing
f. The effect of
w on
Fzam varies in different
f regions. When
f is in the lower range,
Fzam increases first and then decreases with the increase in
w. At higher
f values,
Fzam decreases first and then increases when
w increases. However, the range of
Fzam changes is limited by only changing
w. Therefore, the down-beating mode and low
f are enough to significantly reduce
Fzam.
As shown in
Figure 12, the change trend of
Fymax resulting from
f and
w varies for the different roll-beating modes, and the change range of
Fymax in the up-beating mode is larger. For up-beating, with an increase in
w,
Fymax decreases first and then increases. Compared with
w,
f has a greater influence on
Fymax. Increasing
f leads to an obvious increase in
Fymax. When
f is small and
w is near 900 r/min,
Fymax is the smallest. In the down-beating mode,
Fymax is more affected by
w than
f.
Fymax and
w are proportional to each other. In response to increasing
f,
Fymax increases rapidly and then decreases. As such, the down-beating mode, low
w, and small
f or
f close to 780 mm/min are advantageous for reducing
Fymax.
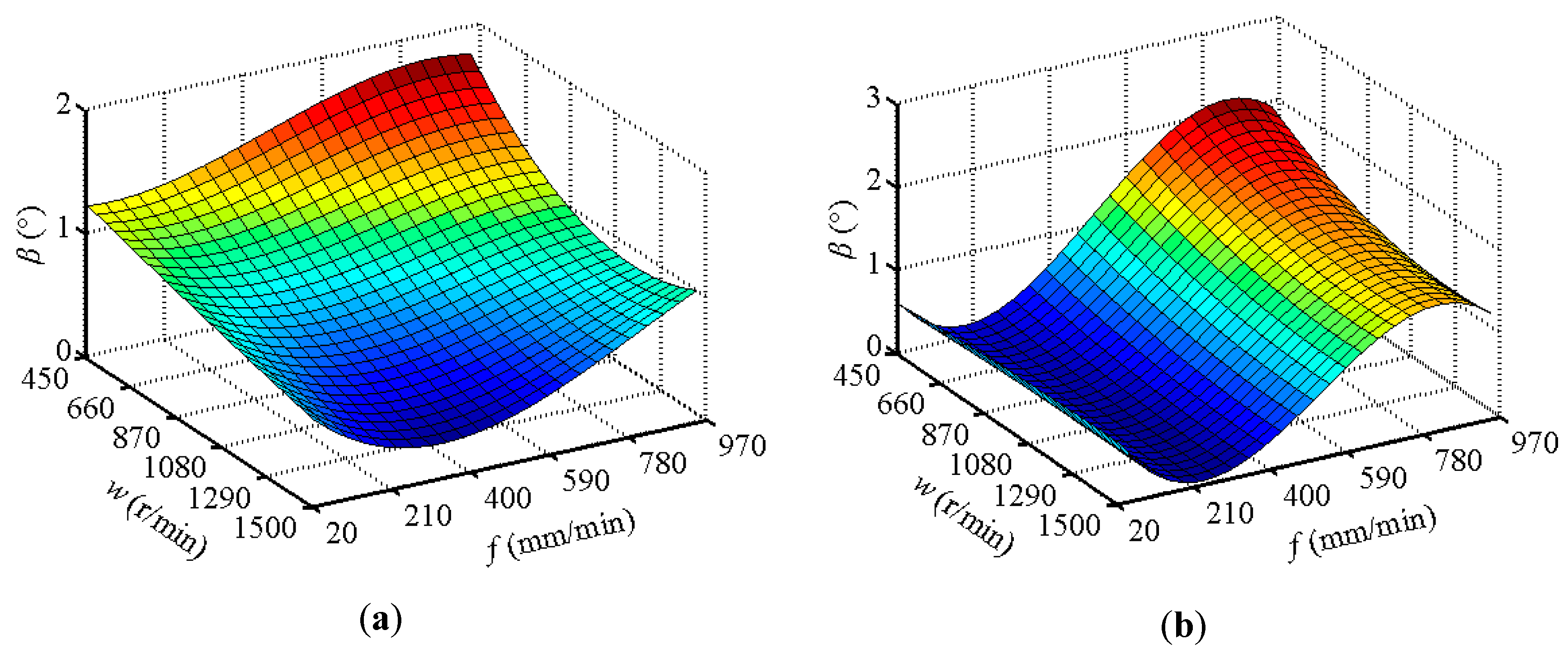
The whole change range of
β is smaller in the up-beating mode.
β decreases with the increase in
w. In the low-
w region, increasing
f causes
β to increase. In the high-
w region,
β decreases first and then increases when
f grows, and the minimum
β value is obtained around
f = 450 mm/min. In the down-beating mode,
β is weakly affected by
w and decreases slightly with an increase in
w.
β is strongly influenced by
f. As a result of increasing
f,
β decreases first and reaches the minimum; when
f is near 240 mm/min,
β increases and reaches the maximum near
f = 840 mm/min.
Figure 13 shows that in different roll-beating modes, setting
w to 1280–1500 r/min and setting
f to 30–590 mm/min allows
β to be controlled at its lower level.
As shown in
Figure 14, Sa increases when
w increases. With increasing
f, Sa increases rapidly first and then decreases gradually. Sa is the maximum at
w = 1500 r/min and
f = 350 mm/min. When
w is within 450–870 r/min and
f is within 600–960 mm/min, Sa is controlled under 0.1 μm.
In addition, for the single tooth forming process, a higher f value means higher forming efficiency.
3.4. Optimize
From the above analysis, it can be seen that the influence of each process parameter on the forming force, forming quality, and forming efficiency indices has its own characteristics. There are some contradictions between the ranges of the process parameters, and these conflicts result in each index having its own optimal value at the same time; in order to determine the process parameters that allow each index to achieve comprehensive optimization, the linear weighted sum method was used to establish the comprehensive evaluation function
E for
Fzam,
Fymax,
β, Sa, and forming efficiency, as shown in Equation (2).
In Equation (2), i denotes the ordinal number of the index (in this case, i = 1, 2, ..., 5); j is the number of the process parameter combination; eij represents the evaluation value of the ith index obtained under the jth process parameter combination; C is the weight coefficient, and the sum of the weight coefficients is 1. The function E allows corresponding weight coefficients to be assigned to each index according to the importance of each index, and it includes the linear combination of the multiple indices. It reduces the multi-objective optimization problem to the numerical optimization of the function E, which realizes the comprehensive optimization of the multiple objectives.
To solve the above, the first step is to get the evaluation value of each index so that they have the same order of magnitude. The Min-Max normalization function is used to convert the index data into the evaluation value. So, all the evaluation values of each objective range from 0 to 1. This Min-Max function takes two forms, as shown by Equations (3) and (4), in which
O represents the data of each index. In this case,
Fzam,
Fymax,
β, and Sa are normalized by Equation (3), and
f is normalized by Equation (4).
In the range of process parameters, m = [−1, 1], w ∈ [475, 1500], f ∈ [30, 960], and the maximum and minimum values of each index are solved. The results are shown in
Table 6.
The entropy weight method was used to determine the weight coefficients, as it has strong objectivity and is widely applicable to practical engineering optimal problems [
26]. This method uses the evaluation data of a sample to calculate the entropy weight coefficient of each index as the weight coefficient of each index. In order to calculate the entropy weight coefficient, it is first and foremost necessary to determine a large enough sample of evaluation values. Given the range of the process parameters, with the interval steps of
w and
f set to 5, there are 77,044 combinations of the different process parameters. Then, the evaluation values for each index under each group of process parameters are calculated by the regression model in
Section 3.2, Equations (3)–(4), and
Table 6. As such, we get a 5 × 77,044 evaluation matrix as the sample data. Then, the entropy weight coefficient of each index is obtained by Equations (5) and (6), in which
Hi represents the entropy value of the
ith index, and
ci is the entropy weight coefficient for the
ith index. During the calculation, it is important to note that when
f is 30, calculating
H5 is meaningless. To avoid this, the value of 30 for
f is replaced by 30.00001 in these calculations.
However, the weight coefficient obtained by this method has a lack of horizontal comparison among the objectives. Accordingly, to reflect the importance of the different objectives, an additional subjective weight coefficient
λ is added to the entropy weight coefficient to get a composite weight coefficient, which is the
C in Equation (2). The composite weight coefficient can be calculated by Equation (7). The subjective weight coefficient is given according to the importance of each objective. For the CRBF process, the first considered object is the forming quality, followed by the forming force and forming efficiency. Consequently, the subjective weight coefficients of
β and Sa in the evaluation of tooth profile angle error and tooth wall roughness are large. Among them, considering that the tooth wall roughness is maintained at a certain level under the different process parameters, the subjective weight coefficient of Sa is smaller than that of
β. For the indices used to evaluate the forming force, compared with
Fzam,
Fymax is more important since it directly reflects the torque required of the spindle and the load of the feed system during the forming process. A smaller
Fymax implies lower energy consumption. Therefore, the subjective weight coefficient of
Fymax is slightly higher than that of
Fzam. The forming efficiency and
Fzam are a set of contradictory indices for CRBF. High efficiency means a large feed speed. However, with a large feed speed,
Fzam is larger, as shown in
Figure 11. A larger
Fzam means that the forming equipment is subjected to a greater load, which speeds up the wear of the equipment parts and increases the cost of the forming process. As such, it is appropriate to assign
Fzam and
f the same subjective weight coefficients. The results of the weight coefficient calculations are listed in
Table 7.
From Equations (2)–(4), the regression model of the indices,
Table 6, and
Table 7, the extended expression of the comprehensive evaluation function
E is obtained, as shown in Equation (8).
For the process parameter ranges,
m = [−1, 1],
w ∈ [475, 1500], and
f ∈ [30, 960], and the surface graph of the comprehensive evaluation function
E is obtained and shown in
Figure 15. The coordinates of each point on the surface represent a process parameter combination and the evaluation values resulting from this process parameter combination. A higher evaluation value corresponds to a more reasonable combination of process parameters in order to achieve the comprehensive process effect of a small forming force, high forming quality, and high forming efficiency. It can be seen that in the up-beating and down-beating modes, the evaluation value of the process parameter combination is higher in the ranges of
w ∈ [475, 1200] and
f ∈ [600, 960], respectively. In the case of
w and
f, with a minimum interval of 1, the vertex coordinates of the comprehensive evaluation function surface at
m = −1 and
m = 1 are (850, 882, 0.6354) and (801, 960, 0.6664), respectively. Subsequently, it is concluded that for CRBF, the optimum process parameters according to the comprehensive consideration of forming forces, forming quality, and forming efficiency are the following: Up-beating mode, a spindle rotation speed of 801 r/min, and a feed speed of 960 mm/min.
With the optimal process parameters, a confirmation experiment was repeated three times, and the average values of
Fzam,
Fymax,
β, and Sa from the experiments are shown in
Table 8. A comparison of predicted and experimental results reveals that the experimental results are close to the optimal solution obtained from the predicted model. The percentage errors between the prediction results and the confirmation experimental results are less than 7%.
Next, taking the experiments in
Table 3 as control experiments and using the measured data of each index, the comprehensive evaluation value of each experiment was obtained by Equations (2)–(4). Comparing the comprehensive evaluation values from the confirmation experiment and the control experiments, it can be seen that the control experimental results are not higher than the confirmation experimental evaluation values, as shown in
Figure 16. Therefore, it can be asserted that the regression models for
Fzam,
Fymax,
β, and Sa are correct, and the method of process parameter selection for multi-objective optimization of the CRBF process in this paper is feasible.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}