Enhanced Desilication of High Alumina Fly Ash by Combining Physical and Chemical Activation

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Processes and Methods
2.3. Characterization
3. Results and Discussion
3.1. Effects of Physical Activation on the Desilication Rate
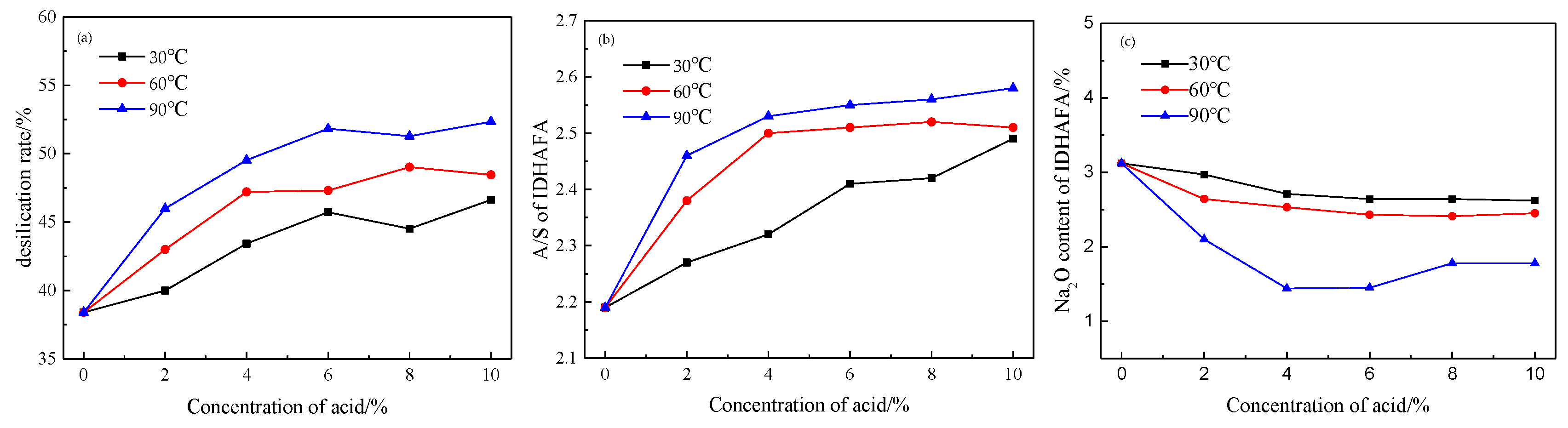
3.2. Effects of Chemical Activation on the Desilication Rate
3.3. Effects of Alkali Predesilication on the Desilication Rate
3.4. Kinetics of the Desilication Process
3.5. Mechanism
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Sun, J.; Chen, P. Resourcing utilization of high alumina fly ash. Adv. Mater. 2013, 652–654, 2570–2575. [Google Scholar] [CrossRef]
- Blissett, R.S.; Rowson, N.A. A review of the multi-component utilisation of coal fly ash. Fuel 2012, 97, 1–23. [Google Scholar] [CrossRef]
- Jing, L.; Dong, Y.; Dong, X.; Hampshire, S.; Li, Z.; Zhu, Z.; Li, L. Feasible recycling of industrial waste coal fly ash for preparation of anorthite-cordierite based porous ceramic membrane supports with addition of dolomite. J. Eur. Ceram. Soc. 2016, 36, 1059–1071. [Google Scholar]
- Li, S.; Wu, W.; Li, H.; Hou, X. The direct adsorption of low concentration gallium from fly ash. Sep. Technol. 2016, 51, 395–402. [Google Scholar] [CrossRef]
- Hu, P.; Hou, X.; Zhang, J.; Li, S.; Hao, W.; Damø, A.J.; Li, H.; Wu, Q.; Xi, X. Distribution and occurrence of lithium in high-alumina-coal fly ash. Int. J. Coal. Geol. 2018, 189, 27–34. [Google Scholar] [CrossRef]
- Dai, S.; Lei, Z.; Peng, S.; Chou, C.L.; Wang, X.; Yong, Z.; Dan, L.; Sun, Y. Abundances and distribution of minerals and elements in high-alumina coal fly ash from the jungar power plant, Inner Mongolia, China. Int. J. Coal. Geol. 2010, 81, 320–332. [Google Scholar] [CrossRef]
- Lanzerstorfer, C. Fly ash from coal combustion: Dependence of the concentration of various elements on the particle size. Fuel 2018, 228, 263–271. [Google Scholar] [CrossRef]
- Bai, G.; Teng, W.; Wang, X.; Qin, J.; Xu, P. Alkali desilicated coal fly ash as substitute of bauxite in lime-soda sintering process for aluminum production. Trans. Nonferr. Met. Soc. 2010, 20, s169–s175. [Google Scholar] [CrossRef]
- Xiao, H.W.; Bao, D.W.; Yong, F.X.; Xiao, T.L.; Qi, S. The optimization of sintering process for alumina extraction from fly ash. Adv. Mater. 2014, 878, 264–270. [Google Scholar]
- Cheng-You, W.U.; Hong-Fa, Y.U.; Zhang, H.F. Extraction of aluminum by pressure acid-leaching method from coal fly ash. Trans. Nonferr. Met. Soc. 2012, 22, 2282–2288. [Google Scholar]
- Shemi, A.; Ndlovu, S.; Sibanda, V.; Dyk, L.D.V. Extraction of alumina from coal fly ash using an acid leach-sinter-acid leach technique. Hydrometallurgy 2015, 157, 348–355. [Google Scholar] [CrossRef]
- Wang, R.C.; Zhai, Y.C.; Xiao-Wei, W.U.; Ning, Z.Q.; Pei-Hua, M.A. Extraction of alumina from fly ash by ammonium hydrogen sulfate roasting technology. Trans. Nonferr. Met. Soc. 2014, 24, 1596–1603. [Google Scholar] [CrossRef]
- Sun, Z.; Li, H.; Bao, W.; Wang, C.; Sun, Z.; Li, H.; Bao, W.; Wang, C. Mineral phase transition of desilicated high alumina fly ash with alumina extraction in mixed alkali solution. Int. J. Miner. Process. 2016, 153, 109–117. [Google Scholar] [CrossRef]
- Gong, B.; Chong, T.; Zhuo, X.; Zhao, Y.; Zhang, J. Mineral changes and trace element releases during extraction of alumina from high aluminum fly ash in Inner Mongolia, China. Int. J. Coal. Geol. 2016, 166, 96–107. [Google Scholar] [CrossRef]
- Yuan, H.; Huang, F.; Wang, L.; Li, H. Study of sinter technique with low alumina-silica ratio. Guizhou Chem. Ind. 2004, 29, 21–27. (In Chinese) [Google Scholar]
- Meher, S.N.; Rout, A.K.; Padhi, B.K. Extraction of alumina from red mud by divalent alkaline earth metal soda ash sinter process. In Light Metals; Springer: Cham, Switzerland, 2011; pp. 231–236. [Google Scholar]
- Lin, I.J.; Malts, N.; Shindler, Y. The complex chemical treatment of alumina–silica-containing materials. J. Mater. Synth. Process. 1998, 6, 27–35. [Google Scholar] [CrossRef]
- Inada, M.; Eguchi, Y.; Enomoto, N.; Hojo, J. Synthesis of zeolite from coal fly ashes with different silica–alumina composition. Fuel 2005, 84, 299–304. [Google Scholar] [CrossRef]
- Mouhtaris, T.; Charistos, D.; Kantiranis, N.; Filippidis, A.; Kassoli-Fournaraki, A.; Tsirambidis, A. GIS-type zeolite synthesis from Greek lignite sulphocalcic fly ashes promoted by NaOH solutions. Microporous Mesoporous Mater. 2003, 61, 57–67. [Google Scholar] [CrossRef]
- Lin, C.F.; Hsi, H.C. Resource recovery of waste fly ash: Synthesis of zeolite-like materials. Environ. Sci. Technol. 1995, 29, 1109–1117. [Google Scholar] [CrossRef] [PubMed]
- Murayama, N.; Yamamoto, H.; Shibata, J. Mechanism of zeolite synthesis from coal fly ash by alkali hydrothermal reaction. Int. J. Miner. Process. 2002, 64, 1–17. [Google Scholar] [CrossRef]
- Zhang, J.B.; Li, S.P.; Li, H.Q.; He, M.M. Acid activation for pre-desilicated high-alumina fly ash. Fuel Process. Technol. 2016, 151, 64–71. [Google Scholar] [CrossRef]
- Zhu, G.; Wei, T.; Sun, J.; Gong, Y.; Liu, L. Effects and mechanism research of the desilication pretreatment for high-aluminum fly ash. Energy Fuels 2013, 27, 6948–6954. [Google Scholar] [CrossRef]
- Zhang, J.; Li, S.; Li, H.; Wu, Q.; Xi, X.; Li, Z. Preparation of al–si composite from high-alumina coal fly ash by mechanical–chemical synergistic activation. Ceran. Int. 2017, 43, 6532–6541. [Google Scholar] [CrossRef]
- Zhang, J.; Li, H.; Li, S.; Hu, P.; Wu, W.; Wu, Q. Mechanism of mechanical–chemical synergistic activation for preparation of mullite ceramics from high-alumina coal fly ash. Ceran. Int. 2018, 44, 3884–3892. [Google Scholar] [CrossRef]
- He, S.; Li, H.; Li, S.; Li, Y.; Xie, Q. Kinetics of desilication process of fly ash with high aluminum from pulverized coal fired boiler in alkali solution. Chin. J. Nonferr. Met. 2014, 24, 1888–1894. (In Chinese) [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Al2O3 | SiO2 | Fe2O3 | CaO | Na2O | Li | Ga | A/S |
|---|---|---|---|---|---|---|---|---|
| Content (wt. %) | 51.38 | 37.97 | 2.01 | 2.00 | 0.38 | 0.0384 | 0.0076 | 1.35 |
| Time/s | 0 | 5 | 10 | 15 | 20 | 25 | 30 | 45 | 60 |
|---|---|---|---|---|---|---|---|---|---|
| D50/μm | 23.03 | 5.22 | 4.86 | 4.36 | 3.37 | 3.12 | 2.84 | 2.02 | 2.01 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gong, Y.; Sun, J.; Sun, S.-Y.; Lu, G.; Zhang, T.-A. Enhanced Desilication of High Alumina Fly Ash by Combining Physical and Chemical Activation. Metals 2019, 9, 411. https://doi.org/10.3390/met9040411
Gong Y, Sun J, Sun S-Y, Lu G, Zhang T-A. Enhanced Desilication of High Alumina Fly Ash by Combining Physical and Chemical Activation. Metals. 2019; 9(4):411. https://doi.org/10.3390/met9040411
Chicago/Turabian StyleGong, Yanbing, Junmin Sun, Shu-Ying Sun, Guozhi Lu, and Ting-An Zhang. 2019. "Enhanced Desilication of High Alumina Fly Ash by Combining Physical and Chemical Activation" Metals 9, no. 4: 411. https://doi.org/10.3390/met9040411
APA StyleGong, Y., Sun, J., Sun, S. -Y., Lu, G., & Zhang, T. -A. (2019). Enhanced Desilication of High Alumina Fly Ash by Combining Physical and Chemical Activation. Metals, 9(4), 411. https://doi.org/10.3390/met9040411