Influence of a Diamond-Like Carbon-Coated Mechanical Part on the Operation of an Orbital Hydraulic Motor in Water


Abstract
:1. Introduction
2. Methods
3. Results
4. Discussion
5. Conclusions
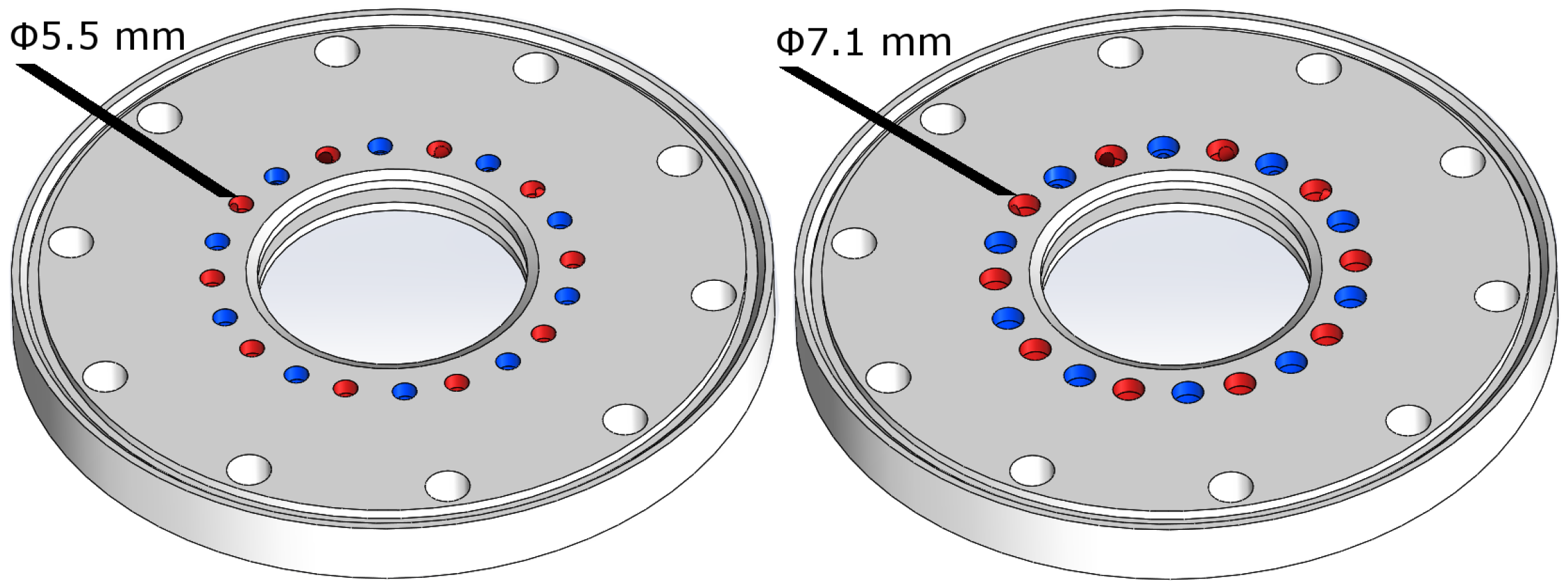
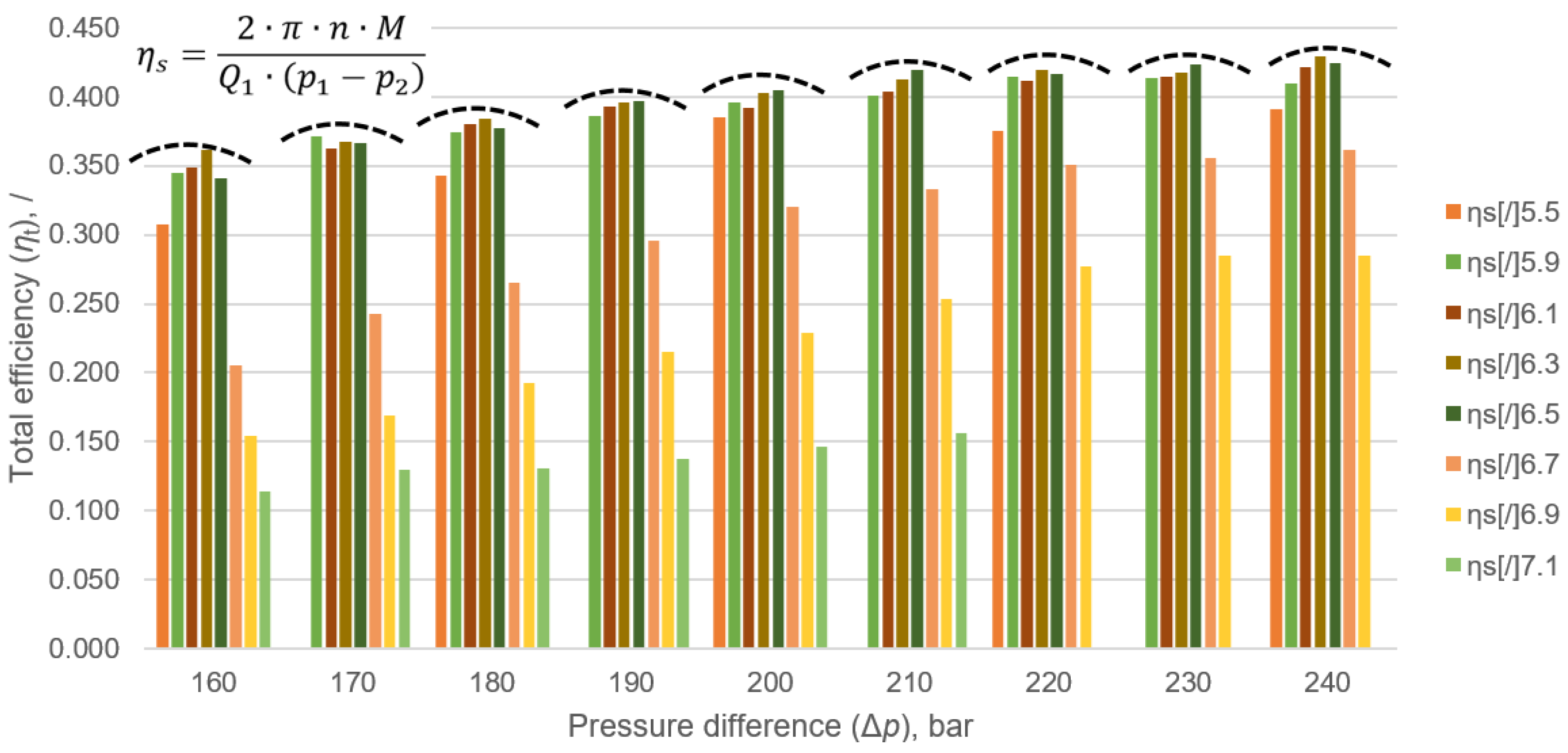
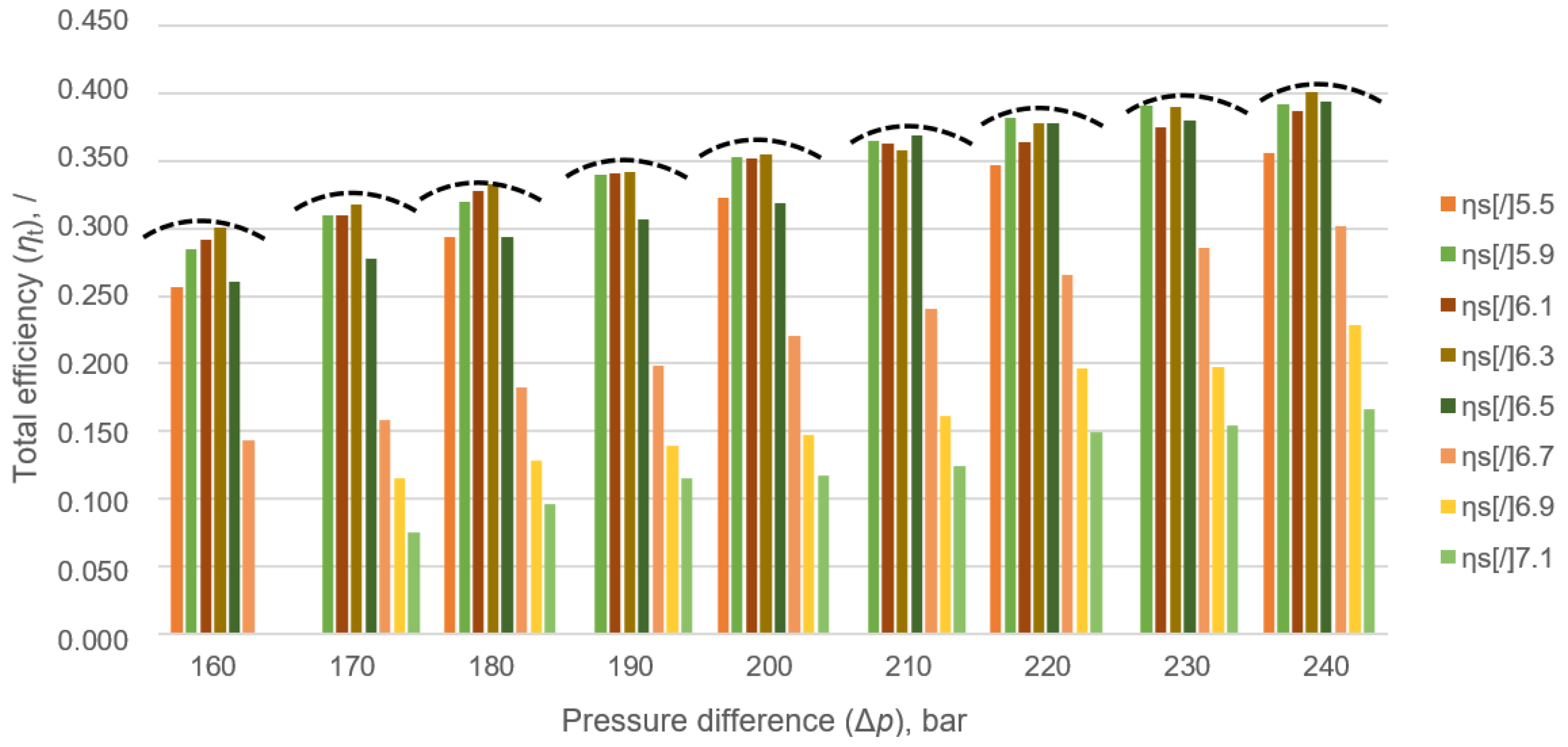
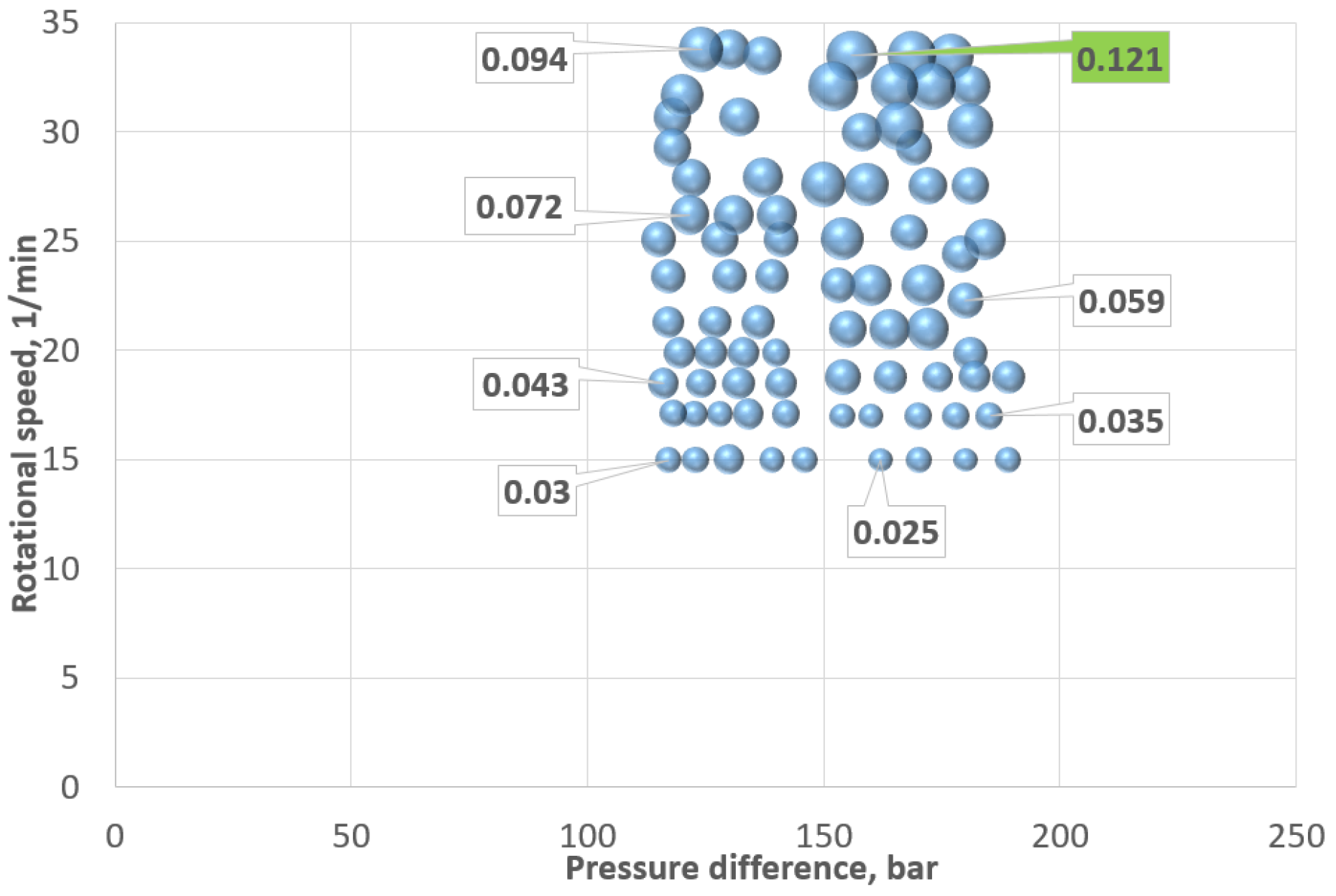
- The size of the holes in the valve plate influences the total efficiency of the gerotor. It can be increased with a very basic mechanical operation, such as drilling. Total efficiency was increased on average by 5% when we tested a hole size of 6.3 mm instead of a hole size of 5.5 mm (original size).
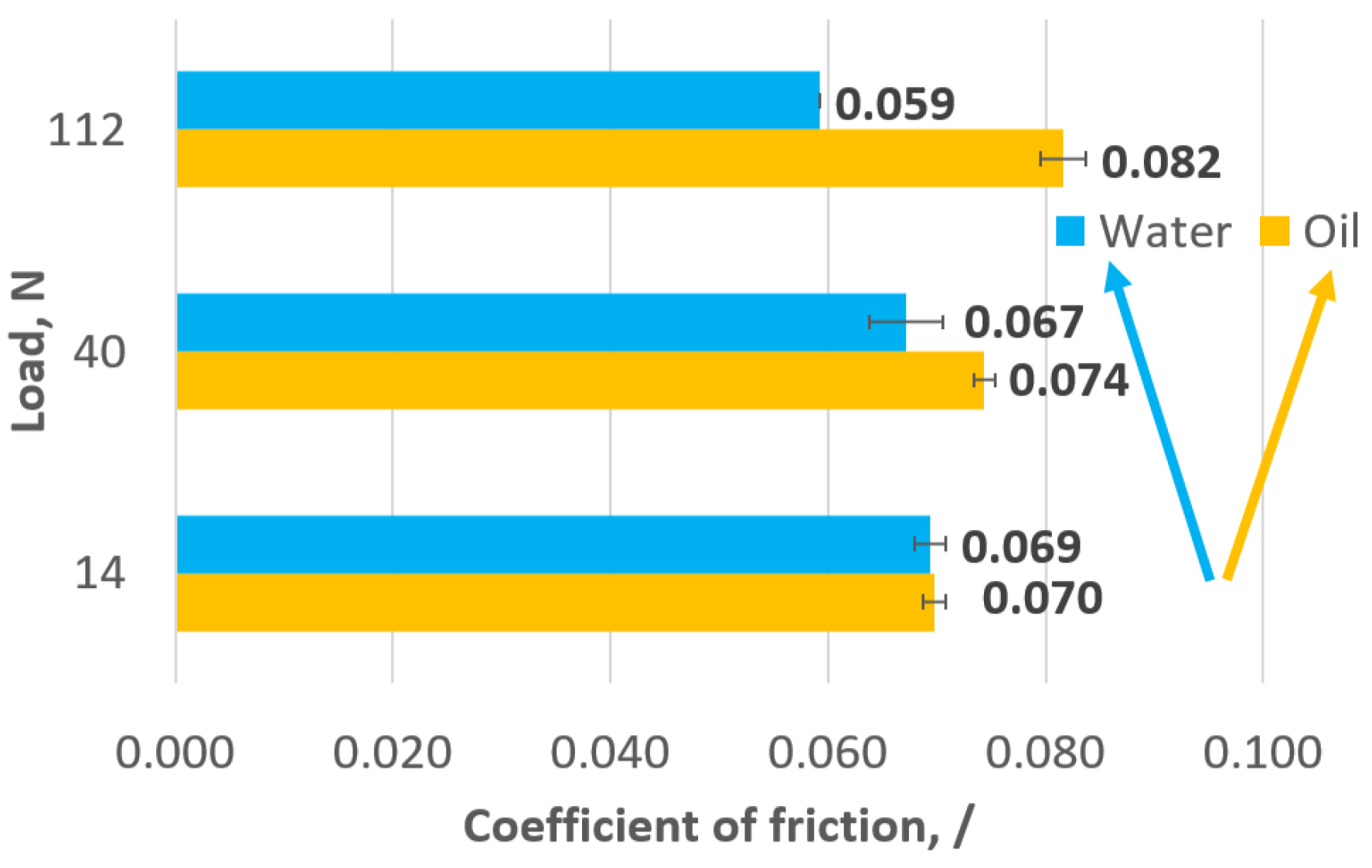
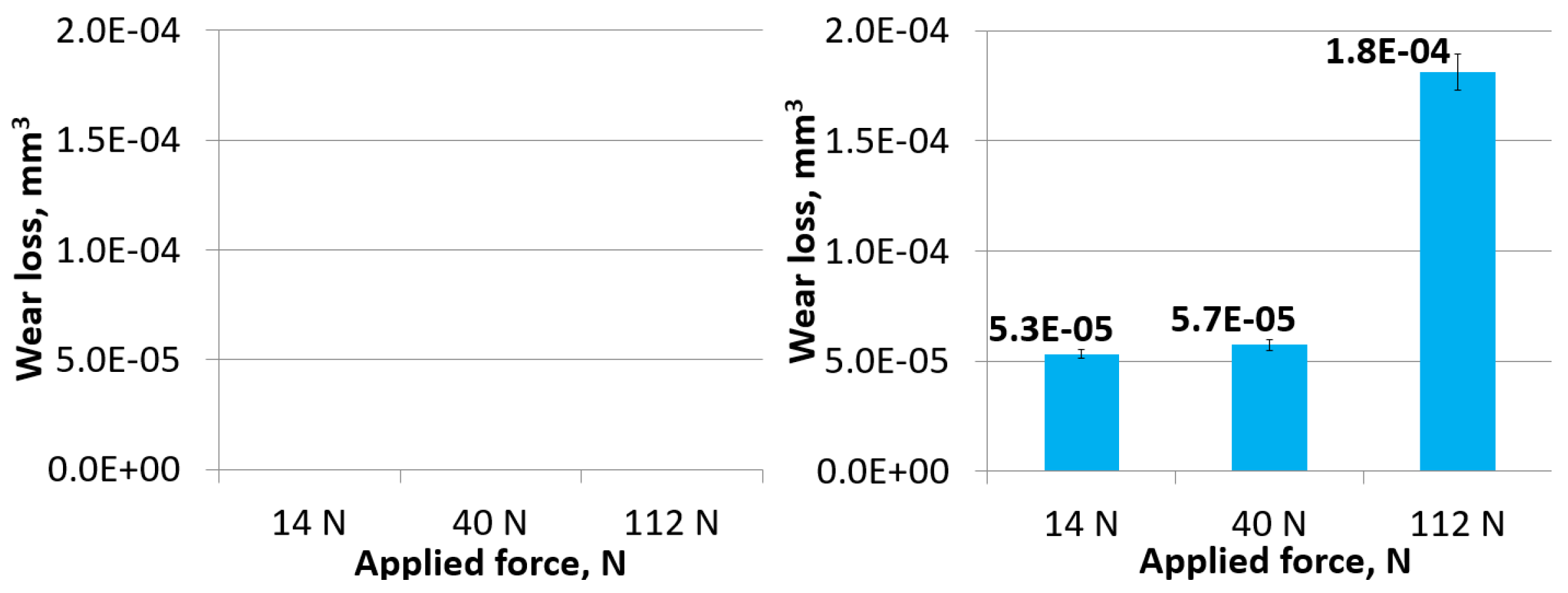
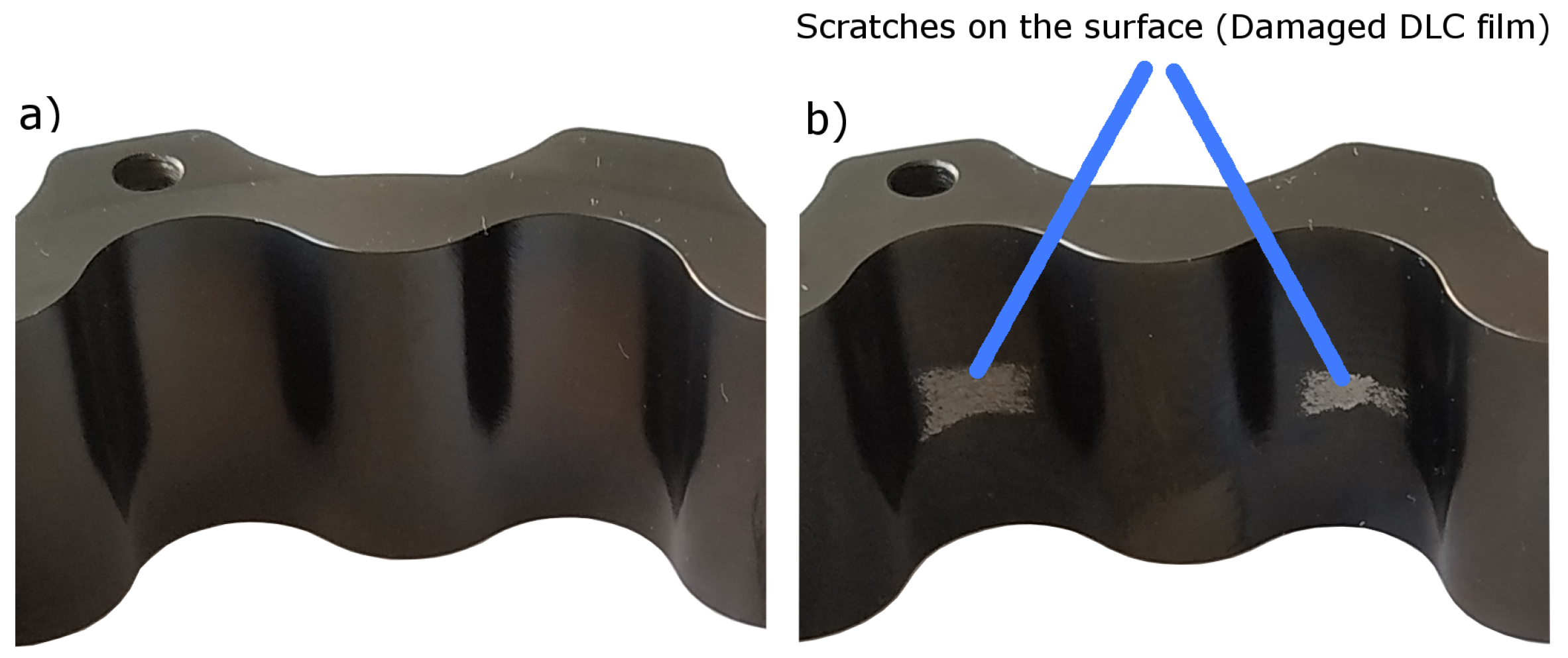
- Very promising tribological behavior was observed when the steel/DLC contact was tested in water. It was proven that the friction of the steel/DLC contact in water (0.065) was lower than the friction of the steel/DLC contact in oil (0.075). The wear loss of the discs was very low and, in some cases, almost unmeasurable.
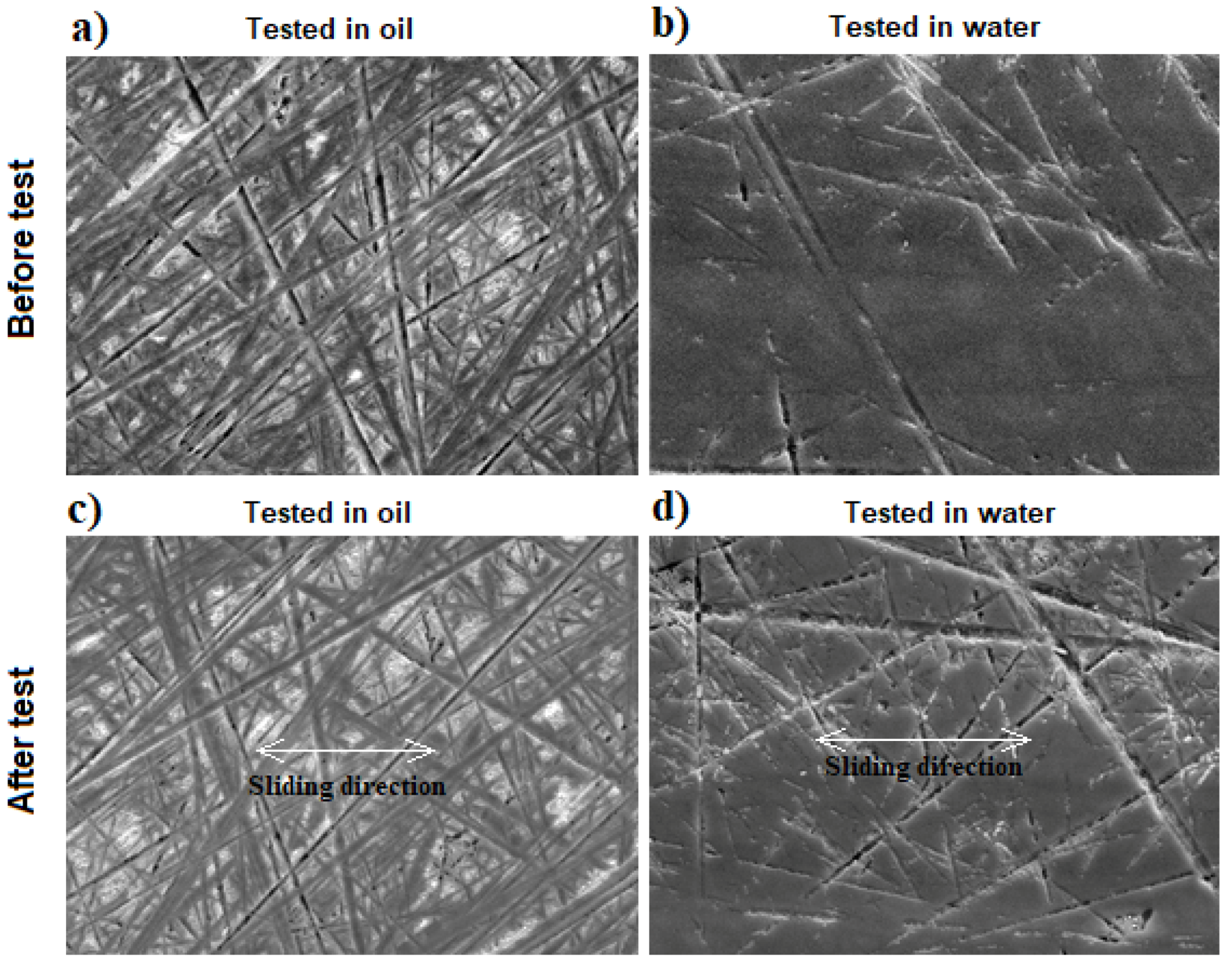
- Surface analysis showed that there were almost no defects on worn surfaces, and this was in good agreement with the calculated wear coefficient.
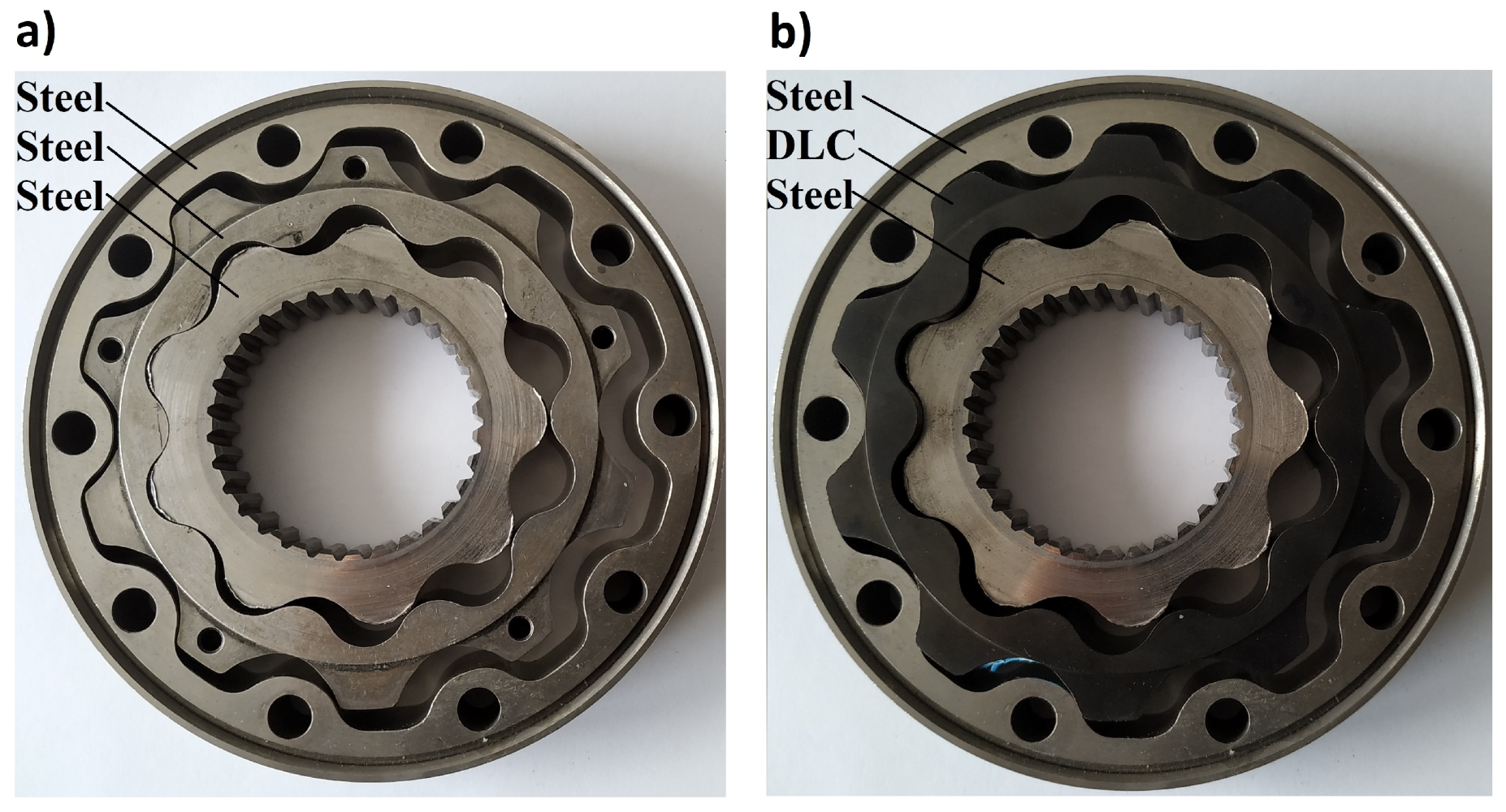
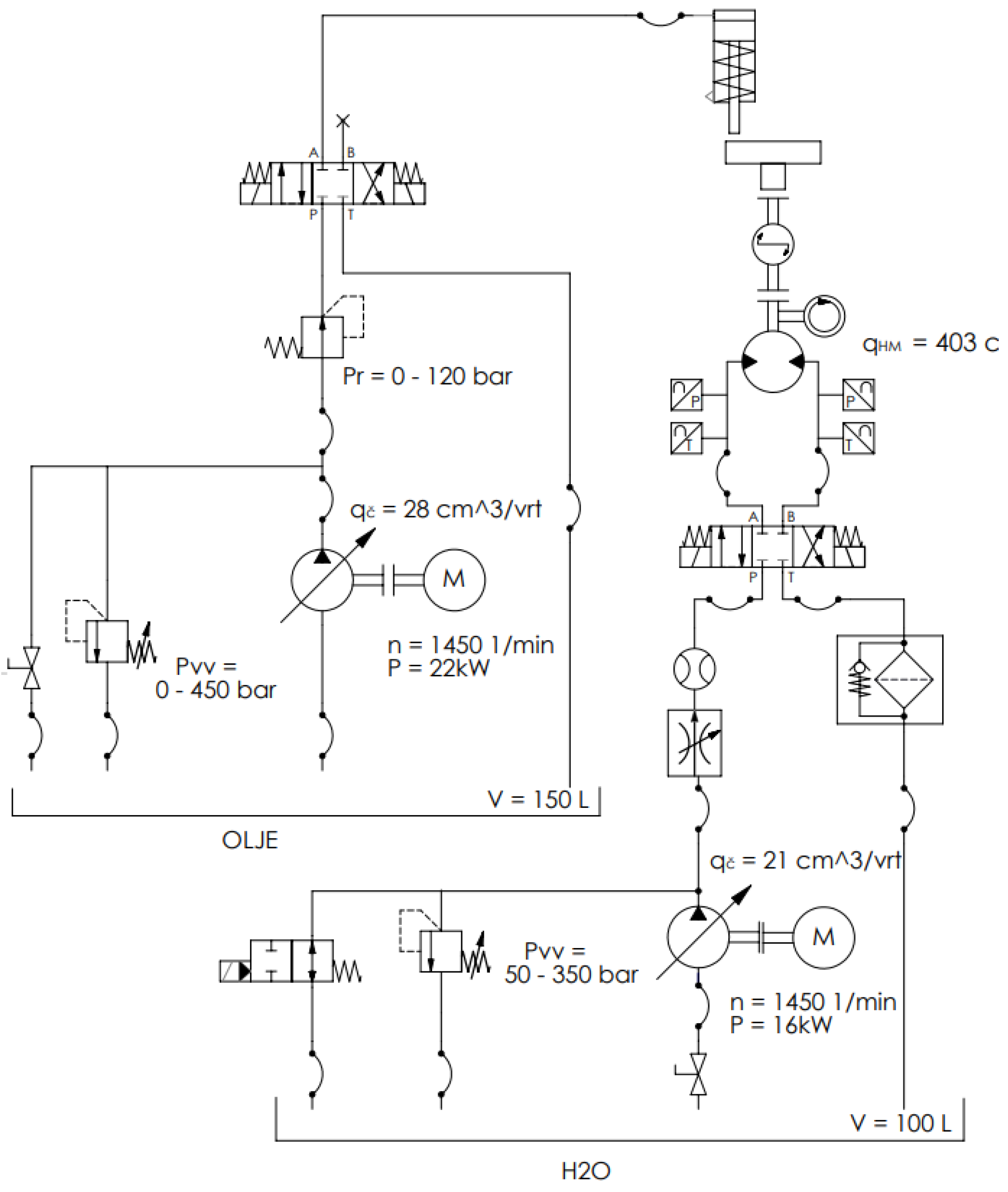
- The original hydraulic motor, where all mechanical parts were made from steel, did not operate when water was used as the working fluid.
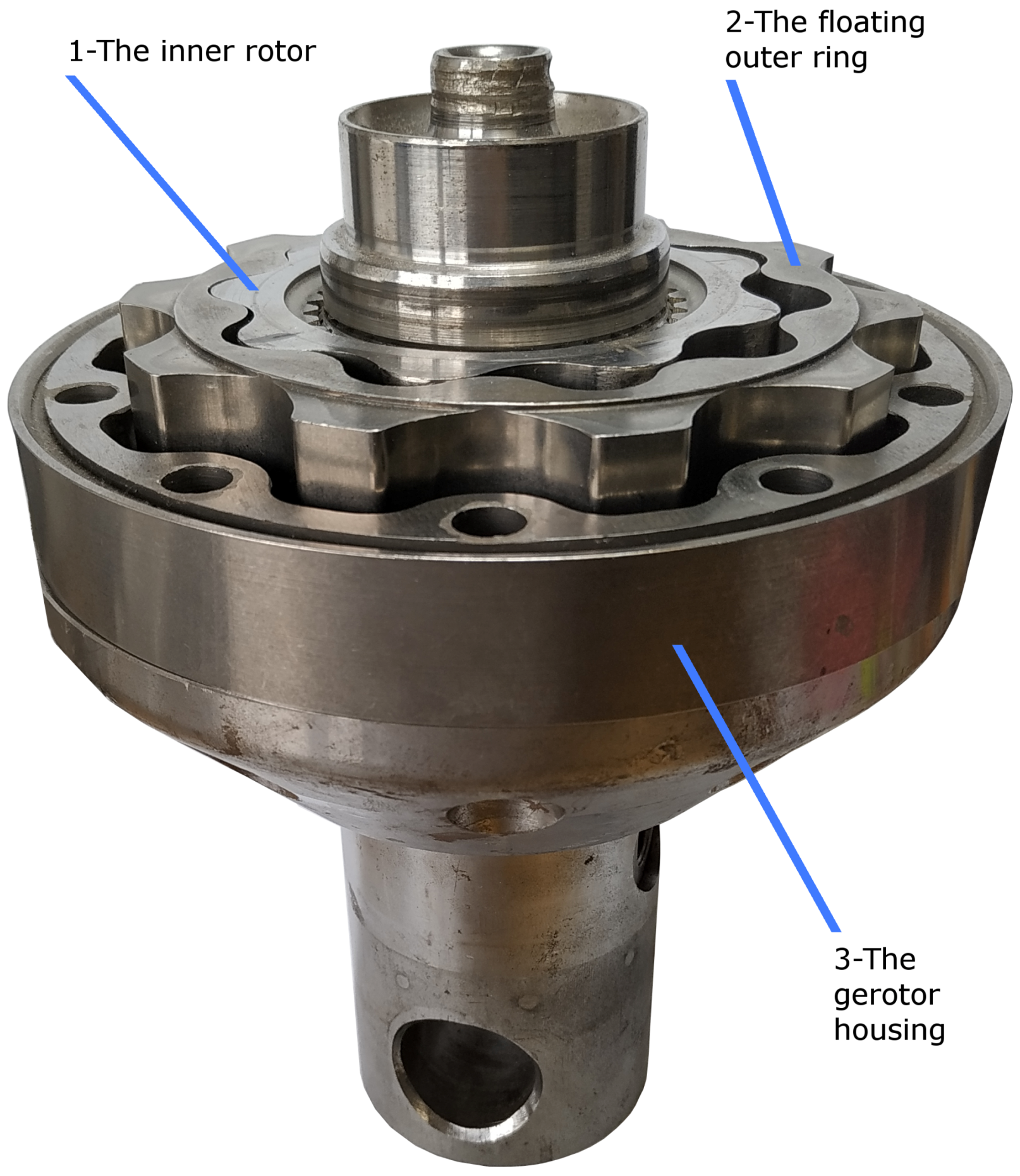
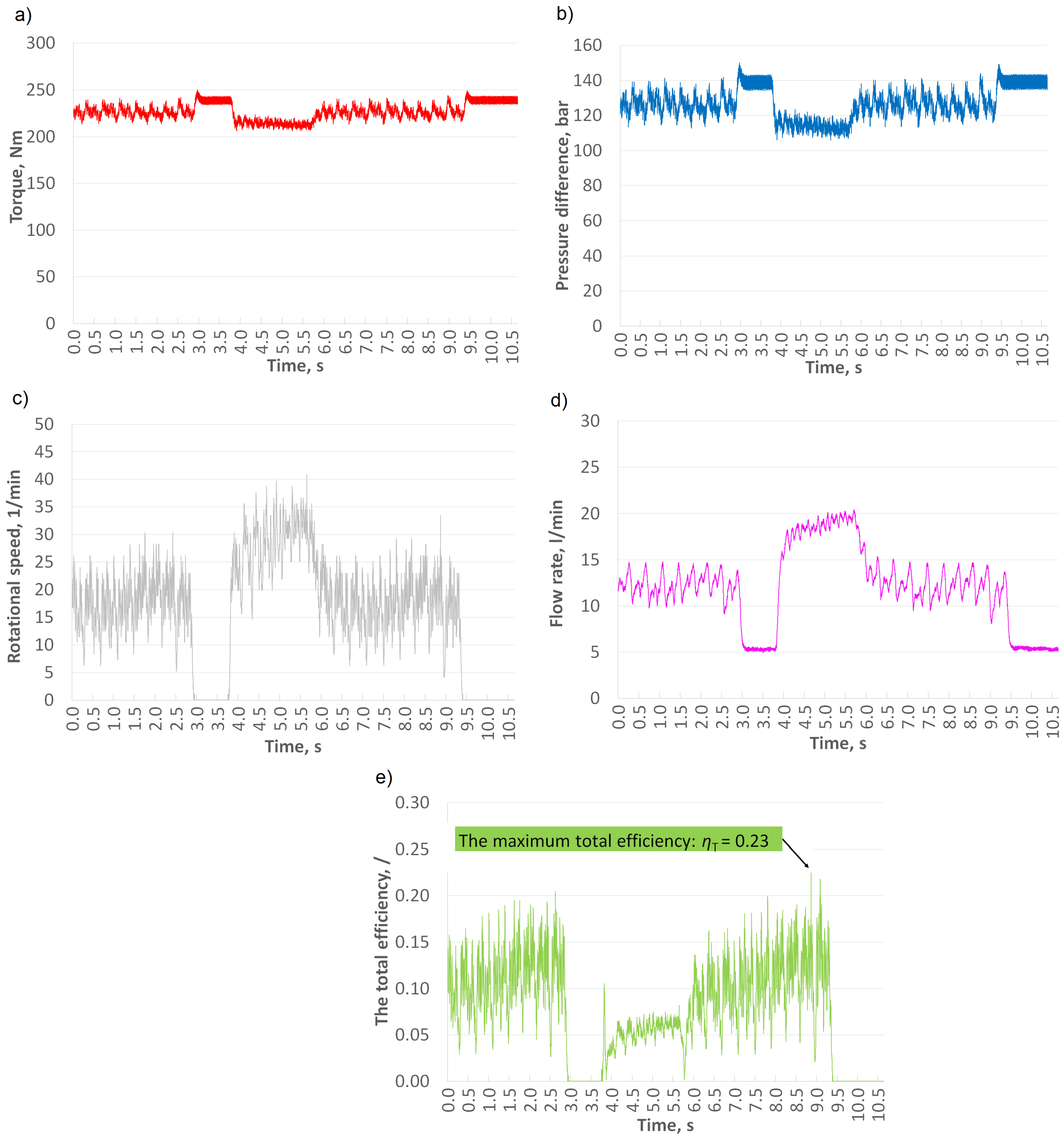
- DLC was deposited onto the floating outer ring, so steel/DLC contacts were formed within the hydraulic motor between (a) the floating outer ring/the inner rotor, (b) the floating outer ring/the gerotor housing, and (c) the floating outer ring/the valve plate. Such a modified hydraulic motor achieved a total efficiency of up to 23%.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| k | (mm3/Nm) | Wear coefficient |
| n | (1/min) | Rotational speed |
| p | (MPa) | Pressure |
| q | (cm3/rev) | Displacement |
| s | (mm) | Stroke |
| f | (Hz) | Frequency |
| v | (m/s) | Sliding speed |
| F | (N) | Load |
| M | (Nm) | Torque |
| (m) | Surface roughness | |
| Q | (m3/s) | Flow rate |
| S | (m) | Sliding distance |
| W | (mm3) | Wear loss |
| (mm2/s) | Kinematic viscosity | |
| (/) | Hydraulic-mechanical efficiency | |
| (/) | Total efficiency | |
| (/) | Volumetric efficiency |
References
- Langsdorf, S. EU Energy Policy: From the ECSC to the Energy Roadmap 2050; Green European Foundation: Brussels, Belgium, 2011. [Google Scholar]
- Ivantysyn, J.; Ivantysynova, M. Hydrostatic Pumps and Motors: Principles, Design, Performance, Modelling, Analysis, Control and Testing; Tech Books International: New Delhi, India, 2003. [Google Scholar]
- Sang, X.; Zhou, X.; Liu, X. Performance optimization of an oil ellipse gerotor pump for automotive engine. In 5th International Conference on Advanced Design and Manufacturing Engineering; Atlantis Press: Paris, France, 2015. [Google Scholar] [Green Version]
- Bae, J.H.; Lee, H.R.; Kim, C. Optimal Design of Gerotor with Combined Profiles (Three-Ellipse and Ellipse-Involute-Ellipse) Using Rotation and Translation Algorithm. Trans. Korean Soc. Mech. Eng. A 2015, 39, 169–177. [Google Scholar] [CrossRef]
- Jacazio, G.; De Martin, A. Influence of rotor profile geometry on the performance of an original low-pressure gerotor pump. Mech. Mach. Theory 2016, 100, 296–312. [Google Scholar] [CrossRef]
- Dong, X. Multi-Objective Optimization Design of Gerotor Orbit Motors; Technical Report, SAE Technical Paper; SAE International: Warrendale, PA, USA, 2002. [Google Scholar]
- Ding, H.; Lu, X.; Jiang, B. A CFD model for orbital gerotor motor. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2012; Volume 15, p. 062006. [Google Scholar]
- Mishev, A.; Stehle, T. CFD-Analyse zur Leistungssteigerung eines Orbit-Motors. Werkstattstech. Online 2015, 105, 433–439. [Google Scholar]
- Michael, P.; Burgess, K.; Kimball, A.; Wanke, T. Hydraulic Fluid Efficiency Studies in Low-Speed High-Torque Motors; Technical Report, SAE Technical Paper; SAE International: Warrendale, PA, USA, 2009. [Google Scholar]
- Conrad, F.; Trostmann, E.; Zhang, M. Experimental identification and modelling of flow and torque losses in gerotor hydraulic motors. In Proceedings of the JFPS International Symposium on Fluid Power; The Japan Fluid Power System Society: Tokyo, Japan, 1993; pp. 677–682. [Google Scholar]
- Garcia, J.M. Surface Effects on Start-Up Friction and Their Application to Compact Gerotor Motor Design. Ph.D. Thesis, Purdue University, West Lafayette, IN, USA, 2011. [Google Scholar]
- Furustig, J.; Almqvist, A.; Pelcastre, L.; Bates, C.A.; Ennemark, P.; Larsson, R. A strategy for wear analysis using numerical and experimental tools, applied to orbital type hydraulic motors. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2016, 230, 2086–2097. [Google Scholar] [CrossRef]
- Ranganathan, G.; Raj, T.H.S.; Ram, P.M. Wear characterisation of small PM rotors and oil pump bearings. Tribol. Int. 2004, 37, 1–9. [Google Scholar] [CrossRef]
- Koskinen, K.T.; Leino, T.; RIIPINEN, H. Sustainable development with water hydraulics-possibilities and challenges. In Proceedings of the JFPS International Symposium on Fluid Power; The Japan Fluid Power System Society: Tokyo, Japan, 2008; pp. 11–18. [Google Scholar]
- Hauert, R. An overview on the tribological behavior of diamond-like carbon in technical and medical applications. Tribol. Int. 2004, 37, 991–1003. [Google Scholar] [CrossRef]
- Wang, Q.J.; Chung, Y.W. Encyclopedia of Tribology; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Kim, H.J.; Kim, D.E. Water lubrication of stainless steel using reduced graphene oxide coating. Sci. Rep. 2015, 5, 17034. [Google Scholar] [CrossRef]
- Strmčnik, E.; Majdič, F. Comparison of leakage level in water and oil hydraulics. Adv. Mech. Eng. 2017, 9, 1687814017737723. [Google Scholar] [CrossRef]
- Smith, W.V. Material selection criteria for water lubrication. Wear 1973, 25, 139–153. [Google Scholar] [CrossRef]
- Vižintin, J. Tribology of Mechanical Systems: A Guide to Present and Future Technologies; American Society of Mechanical Engineers: New York, NY, USA, 2004. [Google Scholar]
- Cha, S.C.; Erdemir, A. Coating Technology for Vehicle Applications; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Sato, T.; Besshi, T.; Sato, D.; Tsutsui, I. Effect of water based lubricants on wear of coated material. Wear 2001, 249, 50–55. [Google Scholar] [CrossRef]
- Velkavrh, I.; Kalin, M.; Vizintin, J. The performance and mechanisms of DLC-coated surfaces in contact with steel in boundary-lubrication conditions: A review. Stroj. Vestn. 2008, 54, 189–206. [Google Scholar]
- Kalin, M.; Vižintin, J. A comparison of the tribological behaviour of steel/steel, steel/DLC and DLC/DLC contacts when lubricated with mineral and biodegradable oils. Wear 2006, 261, 22–31. [Google Scholar] [CrossRef]
- Kalin, M.; Majdič, F.; Vižintin, J.; Pezdirnik, J.; Velkavrh, I. Analyses of the long-term performance and tribological behavior of an axial piston pump using diamondlike-carbon-coated piston shoes and biodegradable oil. J. Tribol. 2008, 130, 011013. [Google Scholar] [CrossRef]
- Uchidate, M.; Liu, H.; Iwabuchi, A.; Yamamoto, K. Effects of water environment on tribological properties of DLC rubbed against stainless steel. Wear 2007, 263, 1335–1340. [Google Scholar] [CrossRef]
- Yamamoto, K.; Matsukado, K. Effect of hydrogenated DLC coating hardness on the tribological properties under water lubrication. Tribol. Int. 2006, 39, 1609–1614. [Google Scholar] [CrossRef]
- Tokoro, M.; Aiyama, Y.; Masuko, M.; Suzuki, A.; Ito, H.; Yamamoto, K. Improvement of tribological characteristics under water lubrication of DLC-coatings by surface polishing. Wear 2009, 267, 2167–2172. [Google Scholar] [CrossRef]
- Ohana, T.; Wu, X.; Nakamura, T.; Tanaka, A. Formation of lubrication film of diamond-like carbon films in water and air environments against stainless steel and Cr-plated balls. Diam. Relat. Mater. 2007, 16, 1336–1339. [Google Scholar] [CrossRef]
- Ohana, T.; Suzuki, M.; Nakamura, T.; Tanaka, A.; Koga, Y. Tribological properties of DLC films deposited on steel substrate with various surface roughness. Diam. Relat. Mater. 2004, 13, 2211–2215. [Google Scholar] [CrossRef]
- Tanaka, A.; Suzuki, M.; Ohana, T. Friction and wear of various DLC films in water and air environments. Tribol. Lett. 2004, 17, 917–924. [Google Scholar] [CrossRef]
- Suzuki, M.; Tanaka, A.; Ohana, T.; Zhang, W. Frictional behavior of DLC films in a water environment. Diam. Relat. Mater. 2004, 13, 1464–1468. [Google Scholar] [CrossRef]
- Kano, M.; Yasuda, Y.; Okamoto, Y.; Mabuchi, Y.; Hamada, T.; Ueno, T.; Ye, J.; Konishi, S.; Takeshima, S.; Martin, J.; et al. Ultralow friction of DLC in presence of glycerol mono-oleate (GNO). Tribol. Lett. 2005, 18, 245–251. [Google Scholar] [CrossRef]
- Majdič, F.; Velkavrh, I.; Kalin, M. Improving the performance of a proportional 4/3 water–hydraulic valve by using a diamond-like-carbon coating. Wear 2013, 297, 1016–1024. [Google Scholar] [CrossRef]
- Sutton, D.; Limbert, G.; Stewart, D.; Wood, R. The friction of diamond-like carbon coatings in a water environment. Friction 2013, 1, 210–221. [Google Scholar] [CrossRef] [Green Version]
- Ronkainen, H.; Varjus, S.; Holmberg, K. Tribological performance of different DLC coatings in water-lubricated conditions. Wear 2001, 249, 267–271. [Google Scholar] [CrossRef]
- ISO 8426:2008—Hydraulic Fluid Power–Positive Displacement Pumps and Motors—Determination of Derived Capacity; ISO-Standards Catalogue; ISO: Geneva, Switzerland, 2017; pp. 1–14.
- Joint Committee for Guides in Metrology. Evaluation of Measurement Data—Guide to the Expression of Uncertainty in Measurement; Technical Report, Technical Report No. JCGM 100; International ISBN Agency: New Providence, NJ, USA, 2008. [Google Scholar]
- Tallian, T. On competing failure modes in rolling contact. ASLE Trans. 1967, 10, 418–439. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rectangular Distribution (%) | Triangular Distribution (%) | |
|---|---|---|
| Pressure | 1.50 | 1.06 |
| Flow rate | 1.73 | 1.22 |
| Torque | 2.02 | 1.43 |
| Rotational speed | 1.73 | 1.22 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Strmčnik, E.; Majdič, F.; Kalin, M. Influence of a Diamond-Like Carbon-Coated Mechanical Part on the Operation of an Orbital Hydraulic Motor in Water. Metals 2019, 9, 466. https://doi.org/10.3390/met9040466
Strmčnik E, Majdič F, Kalin M. Influence of a Diamond-Like Carbon-Coated Mechanical Part on the Operation of an Orbital Hydraulic Motor in Water. Metals. 2019; 9(4):466. https://doi.org/10.3390/met9040466
Chicago/Turabian StyleStrmčnik, Ervin, Franc Majdič, and Mitjan Kalin. 2019. "Influence of a Diamond-Like Carbon-Coated Mechanical Part on the Operation of an Orbital Hydraulic Motor in Water" Metals 9, no. 4: 466. https://doi.org/10.3390/met9040466
APA StyleStrmčnik, E., Majdič, F., & Kalin, M. (2019). Influence of a Diamond-Like Carbon-Coated Mechanical Part on the Operation of an Orbital Hydraulic Motor in Water. Metals, 9(4), 466. https://doi.org/10.3390/met9040466