Effect of Fe Addition on Heat-Resistant Aluminum Alloys Produced by Selective Laser Melting

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
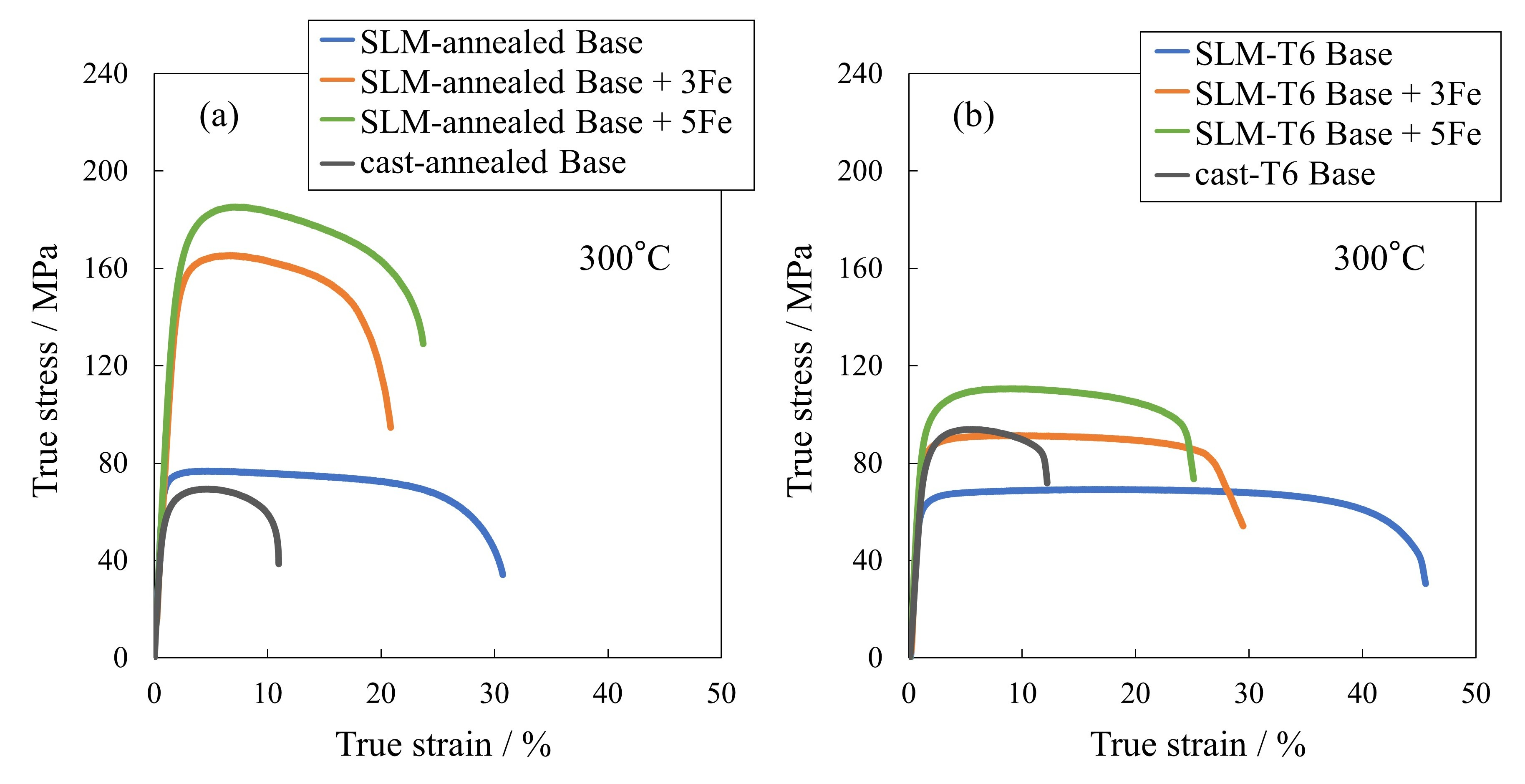
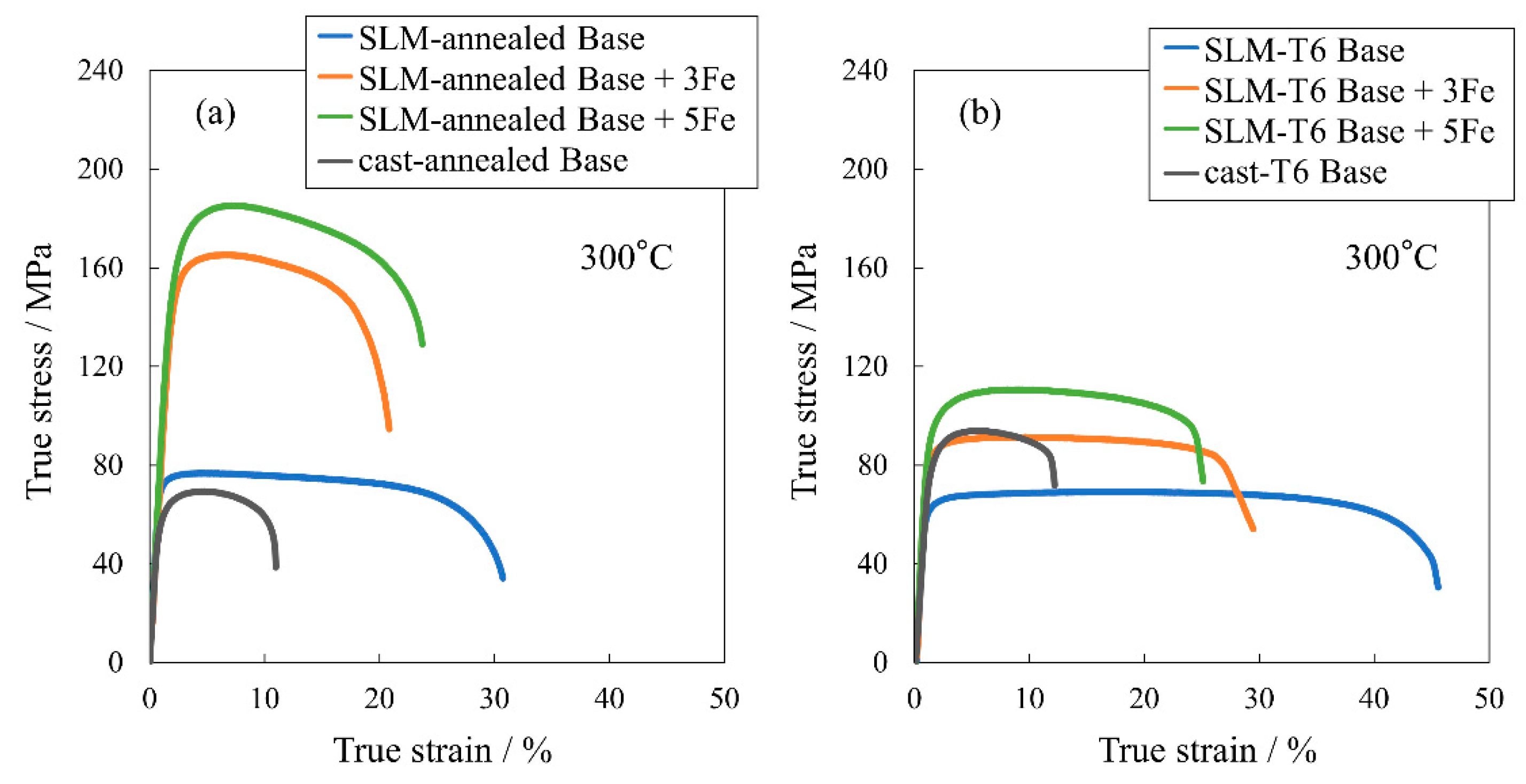
- The Base alloy produced by SLM had superior ductility, although the tensile strength at 300 °C was similar to those manufactured by casting.
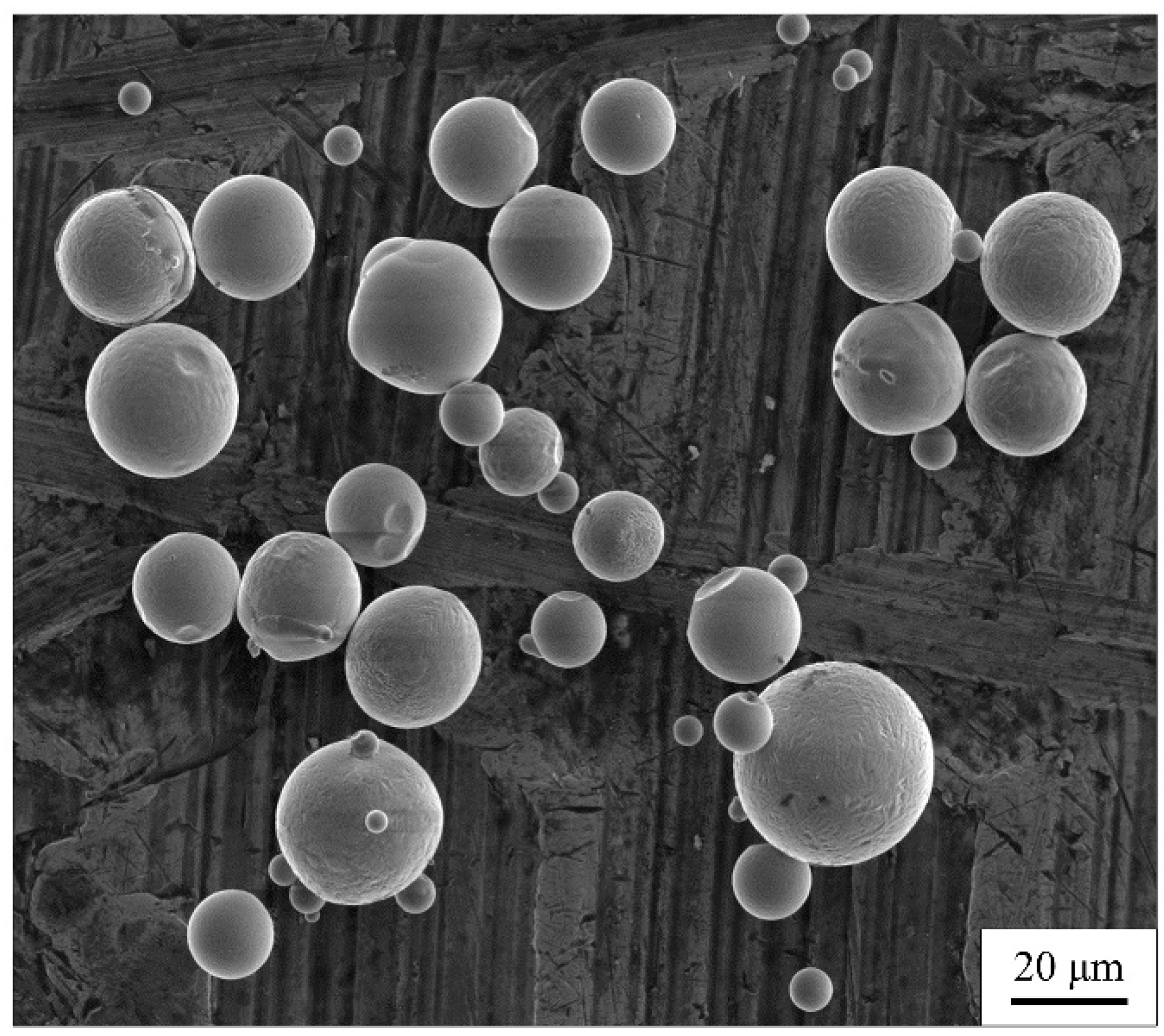
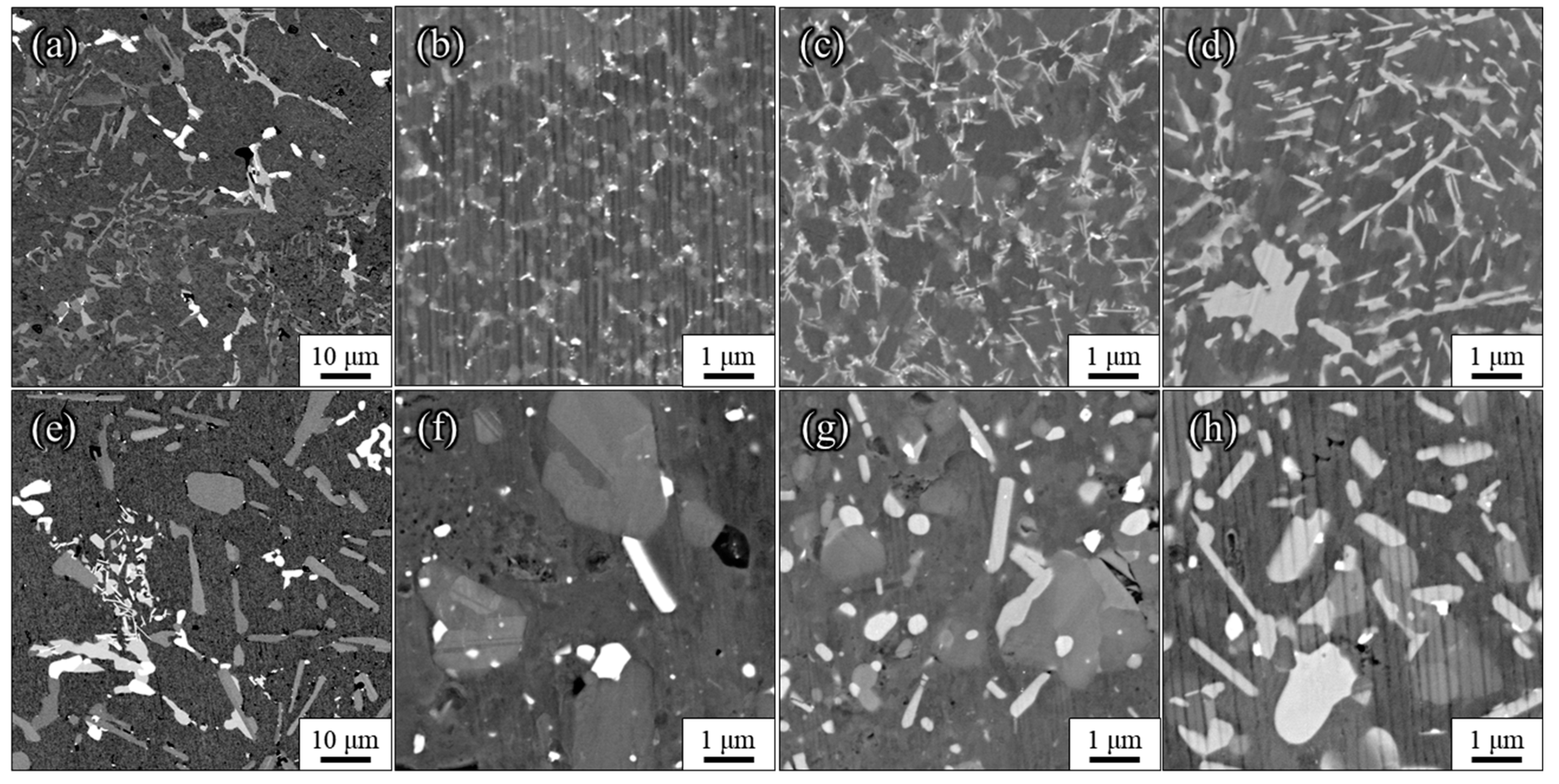
- The Base alloy manufactured by SLM had a fine cell structure of Si formed by the rapid solidification unique to this method. Although this microstructure did not increase the high-temperature strength of the material, it contributed to improving the ductility.
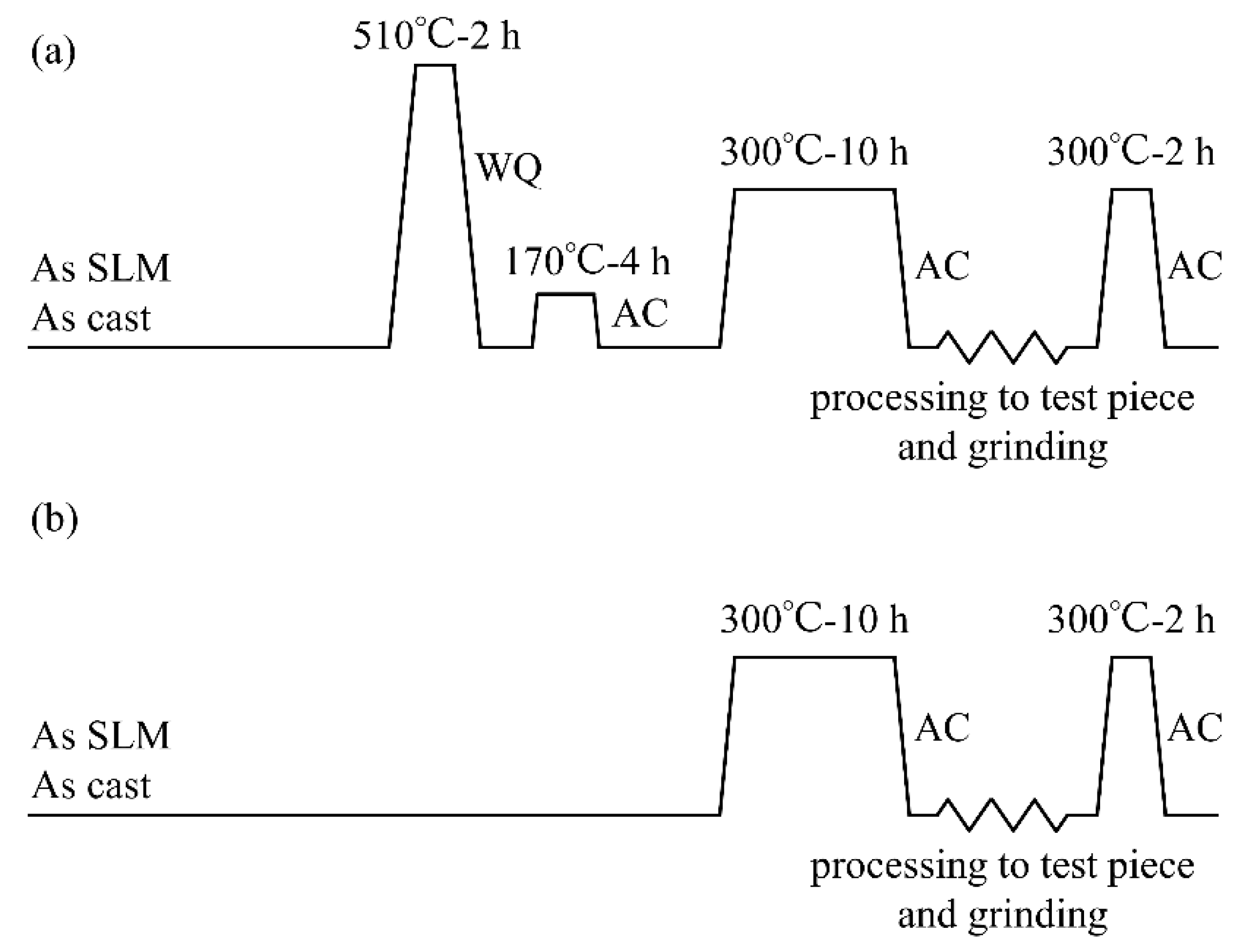
- Applying T6 treatment, which is commonly used for cast alloys, to the Base alloy produced by SLM destroyed the fine Si cell structure.
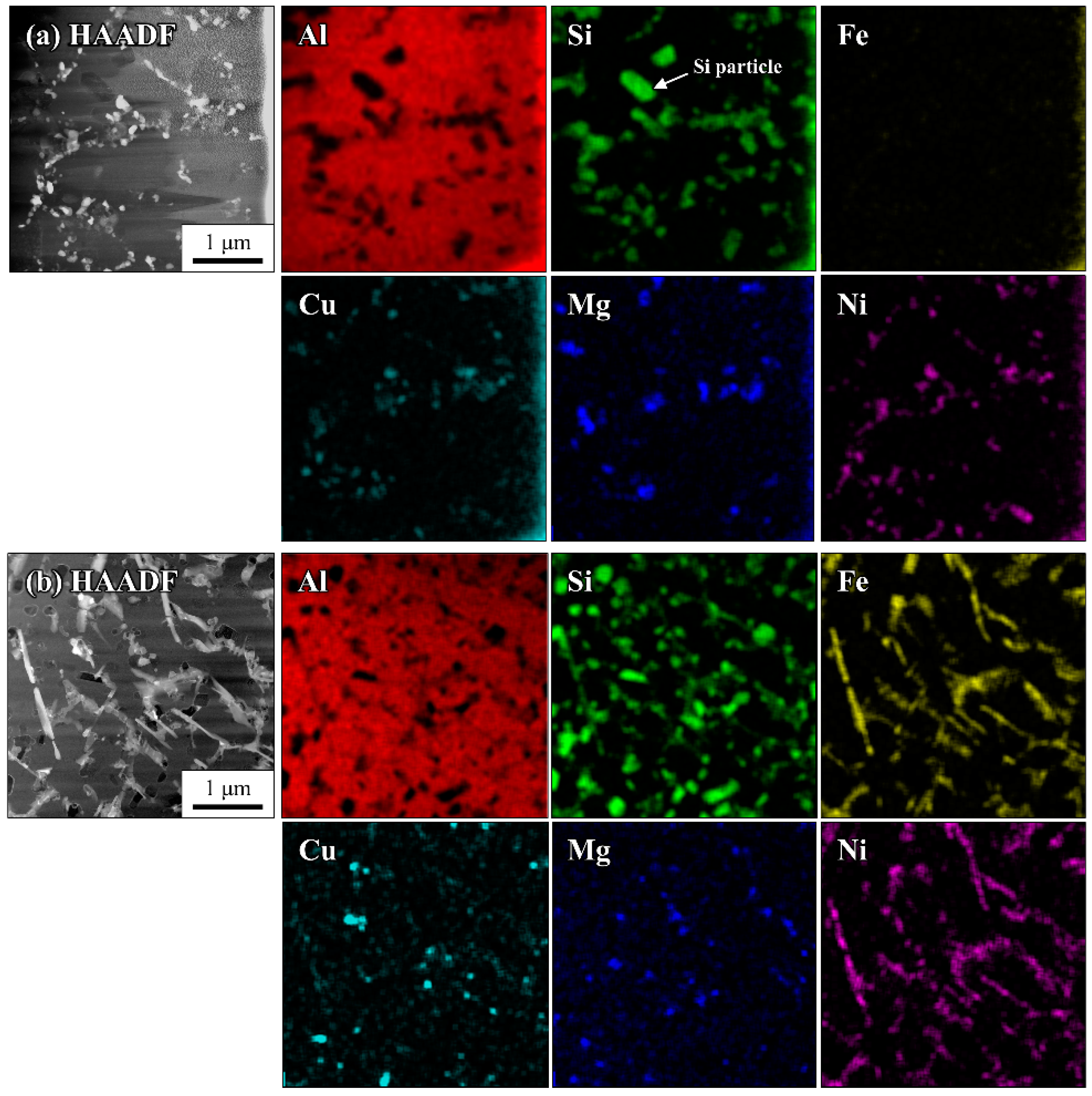
- The Fe-containing alloys produced by SLM showed better high-temperature strength while maintaining good ductility. This was caused by Fe being dispersed as fine Fe-Si-Ni particles due to the quenching solidification unique to SLM.
Author Contributions
Funding
Conflicts of Interest
References
- Hitzler, L.; Merkel, M.; Hall, W.; Ochsner, A. A review of metal fabricated with laser- and powder-bed based additive manufacturing techniques: process, nomenclature, materials, achievable properties, and its utilization in the medical sector. Adv. Eng. Mater. 2018, 20, 1700658. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Tang, M.; Pistorius, P.C.; Narra, S.; Beuth, J.L. Rapid solidification: Selective laser melting of AlSi10Mg. JOM 2016, 68, 960–966. [Google Scholar] [CrossRef]
- Thijs, L.; Kempen, K.; Kruth, J.-P.; Humbeeck, J.V. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef] [Green Version]
- Wu, J.; Wang, X.Q.; Wang, W.; Attallah, M.M.; Loretto, M.H. Microstructure and strength of selectively laser melted AlSi10Mg. Acta Mater. 2016, 117, 311–320. [Google Scholar] [CrossRef]
- Liu, M.; Takata, N.; Suzuki, A.; Kobashi, M. Microstructural characterization of cellular AlSi10Mg alloy fabricated by selective laser melting. Mater. Des. 2018, 157, 478–491. [Google Scholar] [CrossRef]
- Li, X.P.; Wang, X.J.; Saunders, M.; Suvorova, A.; Zhang, L.C.; Liu, Y.J.; Fang, M.H.; Huang, Z.H.; Sercombe, T.B. A selective laser melting and solution heat treatment refined Al–12Si alloy with a controllable ultrafine eutectic microstructure and 25% tensile ductility. Acta Mater. 2015, 95, 74–82. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Eckert, J. Defining the tensile properties of Al-12Si parts produced by selective laser melting. Acta Mater. 2017, 126, 25–35. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Scudino, S.; Ecker, J.; Prakash, O.; Ramamurty, U. Simultaneous enhancements of strength and toughness in an Al-12Si alloy synthesized using selective laser melting. Acta Mater. 2016, 115, 285–294. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Klauss, H.J.; Surreddi, K.B.; Löber, L.; Wang, Z.; Chaubey, A.K.; Kühn, U.; Eckert, J. Microstructure and mechanical properties of Al–12Si produced by selective laser melting: Effect of heat treatment. Mater. Sci. Eng. A 2014, 590, 153–160. [Google Scholar] [CrossRef]
- Fousova, M.; Dvorsky, D.; Vronka, M.; Vojtech, D.; Lejcek, P. The use of selective laser melting to increase the performance of AlSi9Cu3Fe alloy. Materials 2018, 11, 1918. [Google Scholar] [CrossRef]
- Chen, B.; Moon, S.K.; Yao, X.; Bi, G.; Shen, J.; Umeda, J.; Kondoh, K. Strength and strain hardening of a selective laser melted AlSi10Mg alloy. Scr. Mater. 2017, 141, 45–49. [Google Scholar] [CrossRef]
- Jung, J.-G.; Lee, S.-H.; Cho, Y.-H.; Yoon, W.-H.; Ahn, T.-Y.; Ahn, Y.-S.; Lee, J.-M. Effect of transition elements on the microstructure and tensile properties of Ale12Si alloy cast under ultrasonic melt treatment. J. Alloys Compd. 2017, 712, 277–287. [Google Scholar] [CrossRef]
- Liu, K.; Chen, X.-G. Improvement in elevated-temperature properties of Al–13% Si piston alloys by dispersoid strengthening via Mn addition. J. Mater. Res. 2018, 33, 3430–3438. [Google Scholar] [CrossRef]
- Hernandez-Sandoval, J.; Garza-Elizondo, G.H.; Samuel, A.M.; Valtiierra, S.; Samuel, F.H. The ambient and high temperature deformation behavior of Al–Si–Cu–Mg alloy with minor Ti, Zr, Ni additions. Mater. Des. 2014, 58, 89–101. [Google Scholar] [CrossRef]
- De Luca, A.; Dunand, D.C.; Seidman, D.N. Microstructure and mechanical properties of a precipitation strengthened Al-Zr-Sc-Er-Si alloy with a very small Sc content. Acta Mater. 2018, 144, 80–91. [Google Scholar] [CrossRef]
- Wang, L.; Makhlouf, M.; Apelian, D. Aluminium die casting alloys: alloy composition, microstructure, and properties-performance relationships. Int. Mater. Rev. 1995, 40, 221–238. [Google Scholar] [CrossRef]
- Cao, X.; Campbell, J. Morphology of β-Al5FeSi phase in Al-Si cast alloys. Mater. Trans. 2006, 47, 1303–1312. [Google Scholar] [CrossRef]
- Dinnis, C.M.; Taylor, J.A.; Dahle, A.K. As-cast morphology of iron-intermetallics in Al–Si foundry alloys. Scr. Mater. 2005, 53, 955–958. [Google Scholar] [CrossRef]
- Rajabi, M.; Vahidi, M.; Simchi, A.; Davami, P. Effect of rapid solidification on the microstructure and mechanical properties of hot-pressed Al–20Si–5Fe alloys. Mater. Charact. 2009, 60, 1370–1381. [Google Scholar] [CrossRef]
- Prusa, F.; Vojtech, D. Mechanical properties and thermal stability of Al-23Si-8Fe-1Cr and Al-23Si-8Fe-5Mn alloys prepared by powder metallurgy. Mater. Sci. Eng. A 2013, 565, 13–20. [Google Scholar] [CrossRef]
- Ma, P.; Jia, Y.; Prashanth, K.G.; Scudino, S.; Yu, Z.; Eckert, J. Microstructure and phase formation in Al-20Si-5Fe-3Cu-1Mg synthesized by selective laser melting. J. Alloys Compd. 2016, 657, 430–435. [Google Scholar] [CrossRef]
- Simchi, A. Direct laser sintering of metal powders: Mechanism, kinetics and microstructural features. Mater. Sci. Eng. A 2006, 428, 148–158. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Dargusch, M. Recent developments and opportunities in additive manufacturing of titanium-based matrix composites: A review. Int. J. Mach. Tools Manuf. 2018, 133, 85–102. [Google Scholar] [CrossRef]
- Kasprzak, W.; Amirkhiz, B.; Niewczas, M. Structure and properties of cast Al–Si based alloy with Zr–V–Ti additions and its evaluation of high temperature performance. J. Alloys Compd. 2014, 595, 67–79. [Google Scholar] [CrossRef]
- Wang, E.R.; Hui, X.D.; Chen, G.L. Eutectic Al–Si–Cu–Fe–Mn alloys with enhanced mechanical properties at room and elevated temperature. Mater. Des. 2011, 32, 4333–4340. [Google Scholar] [CrossRef]
- Mohamed, A.M.A.; Samuel, F.H.; Al kahtani, S. Microstructure, tensile properties and fracture behavior of high temperature Al–Si–Mg–Cu cast alloys. Mater. Sci. Eng. A 2013, 577, 64–72. [Google Scholar] [CrossRef]
- Shaha, S.K.; Czerwinski, F.; Kasprzak, W.; Friedman, J.; Chen, D.L. Improving High-Temperature Tensile and Low-Cycle Fatigue Behavior of Al-Si-Cu-Mg Alloys Through Micro-additions of Ti, V, and Zr. Metall. Mater. Trans. A 2015, 46A, 3063–3078. [Google Scholar] [CrossRef]
- Khalifa, W.; Samuel, A.M.; Samuel, F.H.; Doty, H.W.; Valtierra, S. Metallographic observations of β-AlFeSi phase and its role in porosity formation in Al–7%Si alloys. Int. J. Cast Met. Res. 2006, 19, 156–166. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63–70. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Si | Cu | Mg | Ni | Fe |
|---|---|---|---|---|---|---|
| Base | bal. | 11.6 | 0.97 | 0.96 | 1.0 | 0.1 |
| Base + 3Fe | bal. | 11.6 | 0.97 | 0.96 | 1.0 | 3.0 |
| Base + 5Fe | bal. | 11.6 | 0.97 | 0.96 | 1.0 | 5.0 |
| Powder Size | 45 μm |
|---|---|
| Layer thickness | 30 μm |
| Stacking speed | approx. 3 mm/h |
| Stacking height | 10 mm |
| Laser beam size | 100 μm |
| Energy density of laser | 7.3 × 1010 J/m3 |
| Preheat temperature | 200 °C |
| Alloy | Production Method | Heat Treatment | Strain Rate (s−1) | UTS (MPa) | EL (%) | Ref. |
|---|---|---|---|---|---|---|
| cast-T6 Base (Al-12Si-1Cu-1Mg-1Ni) | cast | T6 + 300 °C-12 h | 6.9 × 10−3 | 94 | 12 | This work |
| SLM-annealed Base | SLM | 300 °C-12 h | 6.9 × 10−3 | 77 | 31 | This work |
| SLM-annealed Base + 3Fe | SLM | 300 °C-12 h | 6.9 × 10−3 | 165 | 20 | This work |
| SLM-annealed Base + 5Fe | SLM | 300 °C-12 h | 6.9 × 10−3 | 185 | 24 | This work |
| Al-7Si-1Cu-0.5Mg-0.1Fe-Sr-Ti-Zr-V | cast | T6 | 1.3 × 10−3 | 132 | 12 | [25] |
| Al-13Si-5Cu-0.6Fe-0.6Mn-Mg-Ni-Ti-Zr | cast | T6 | ~1.7 × 10−3 | 144 | 7 | [26] |
| Al-9Si-2Cu-0.5Mg-0.2Ni-Sr-Ti-Zr | cast | as cast | 4.0 × 10−4 | 172 | - | [27] |
| Al-7Si-1Cu-0.5Mg-0.1Fe-Sr-Ti-Zr-V | cast | as cast | 1.0 × 10−3 | 189 | - | [28] |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yamasaki, S.; Okuhira, T.; Mitsuhara, M.; Nakashima, H.; Kusui, J.; Adachi, M. Effect of Fe Addition on Heat-Resistant Aluminum Alloys Produced by Selective Laser Melting. Metals 2019, 9, 468. https://doi.org/10.3390/met9040468
Yamasaki S, Okuhira T, Mitsuhara M, Nakashima H, Kusui J, Adachi M. Effect of Fe Addition on Heat-Resistant Aluminum Alloys Produced by Selective Laser Melting. Metals. 2019; 9(4):468. https://doi.org/10.3390/met9040468
Chicago/Turabian StyleYamasaki, Shigeto, Tomo Okuhira, Masatoshi Mitsuhara, Hideharu Nakashima, Jun Kusui, and Mitsuru Adachi. 2019. "Effect of Fe Addition on Heat-Resistant Aluminum Alloys Produced by Selective Laser Melting" Metals 9, no. 4: 468. https://doi.org/10.3390/met9040468
APA StyleYamasaki, S., Okuhira, T., Mitsuhara, M., Nakashima, H., Kusui, J., & Adachi, M. (2019). Effect of Fe Addition on Heat-Resistant Aluminum Alloys Produced by Selective Laser Melting. Metals, 9(4), 468. https://doi.org/10.3390/met9040468