Ultra-High-Speed Magnetic Abrasive Surface Micro-Machining of AISI 304 Cylindrical Bar


Abstract
:1. Introduction
2. Experimental Method
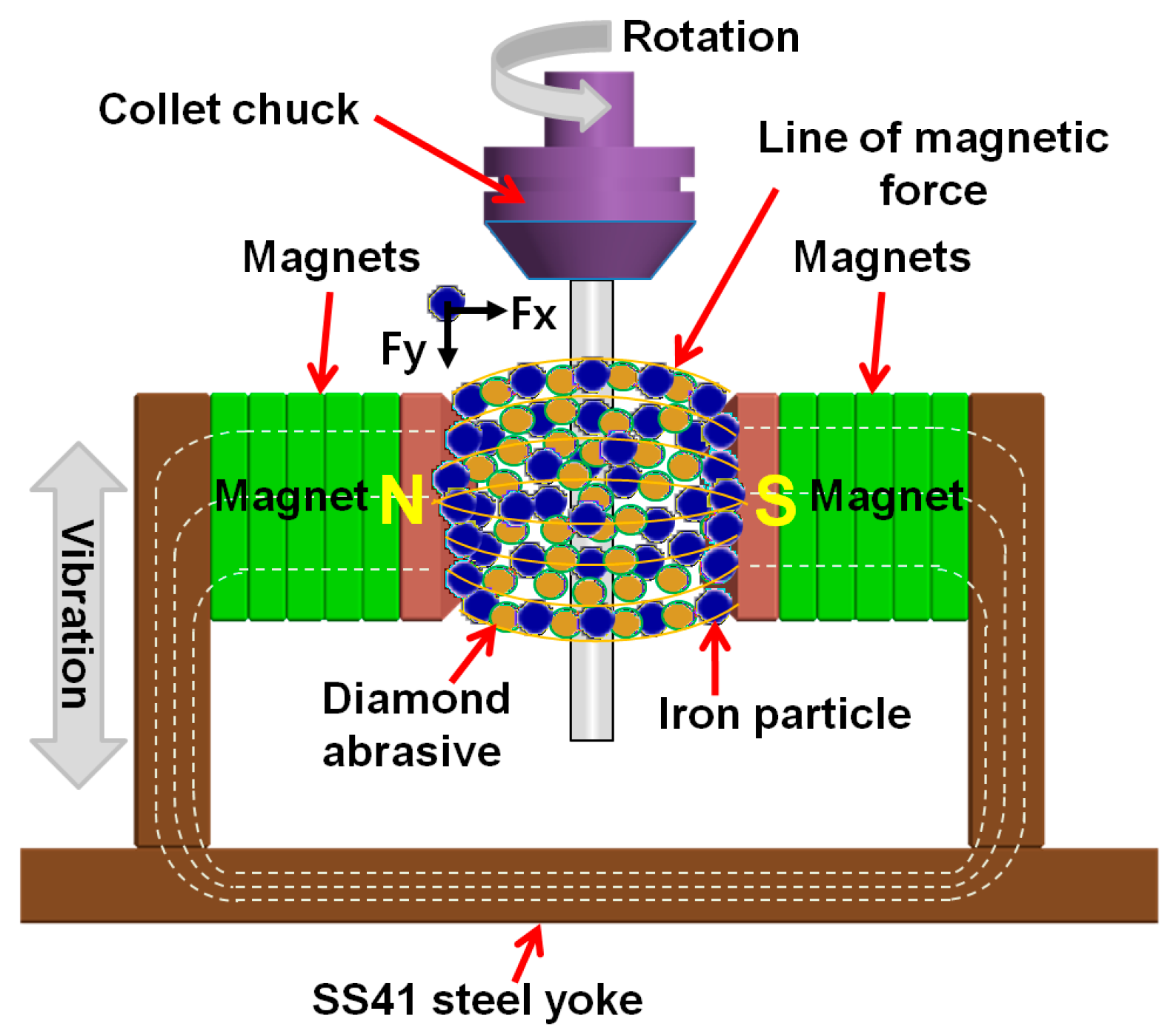
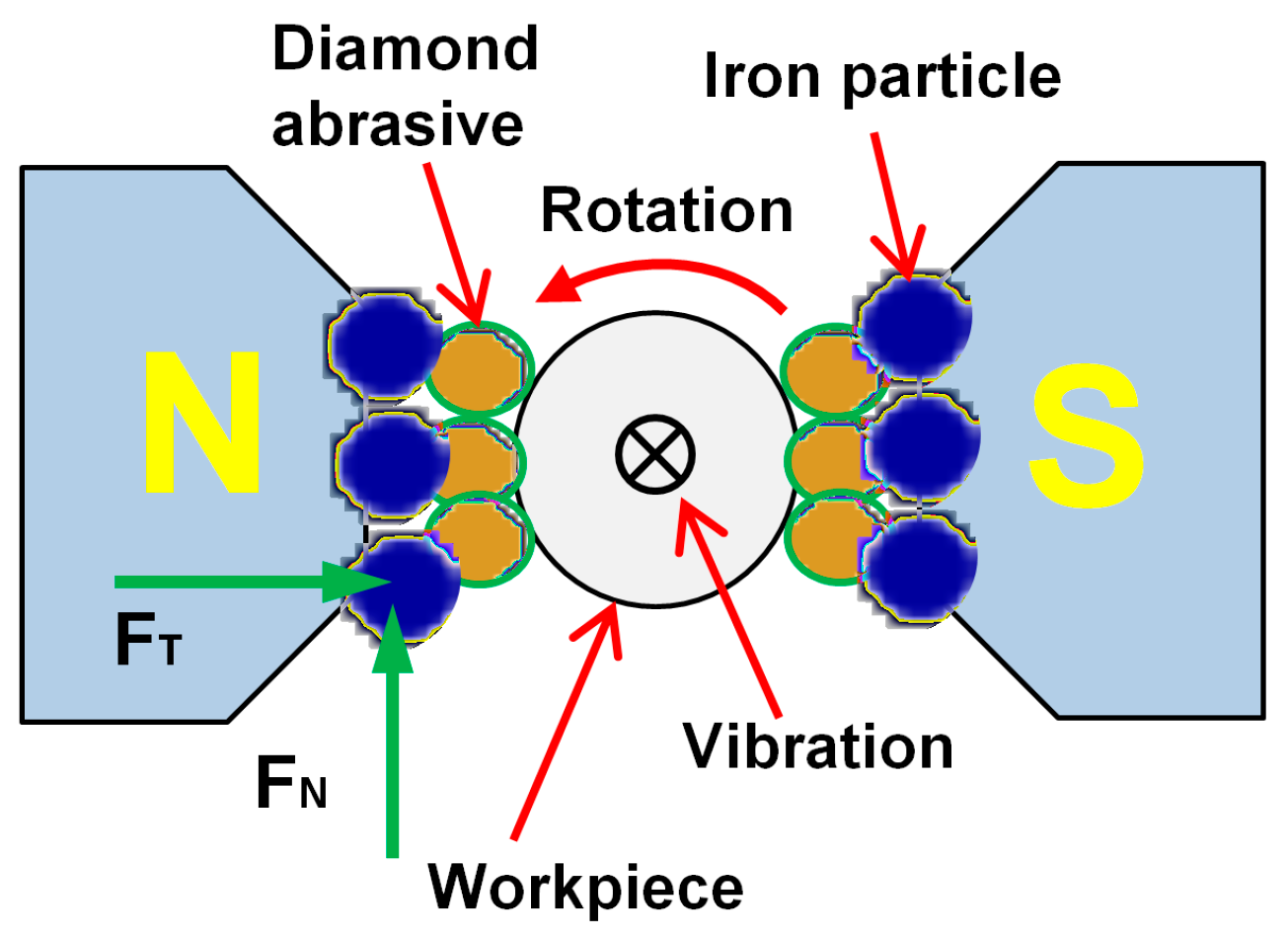
2.1. UHSMAM Process for AISI 304 Bars
2.2. Surface Integrity for Machining Surface by Subsequent Recrystallizations Technique
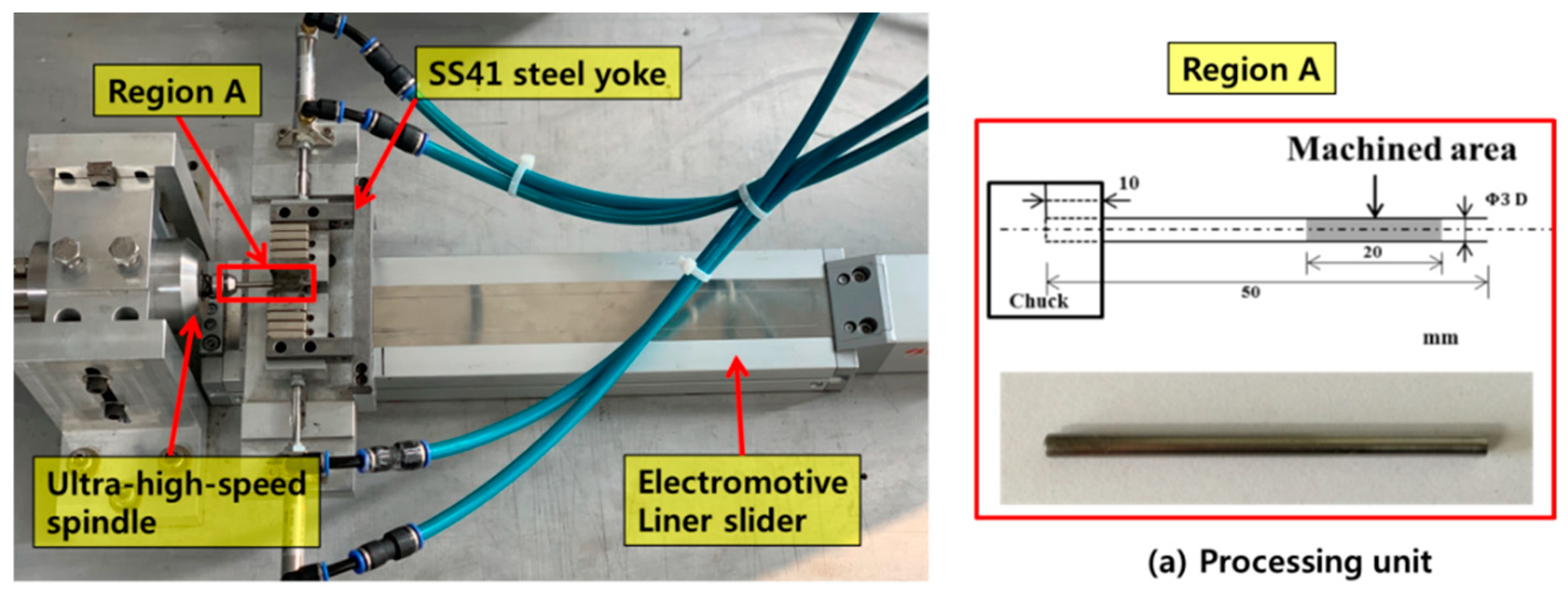
3. Experimentation Details of UHSMAM Process
4. Experimental Results
5. Conclusions
- The study revealed that, an ultra-high-speed magnetic abrasive machining UHSMAM process was successfully performed for achieving high surface accuracy and dimensional accuracy of difficult-to-machine materials such as AISI 304 bars;
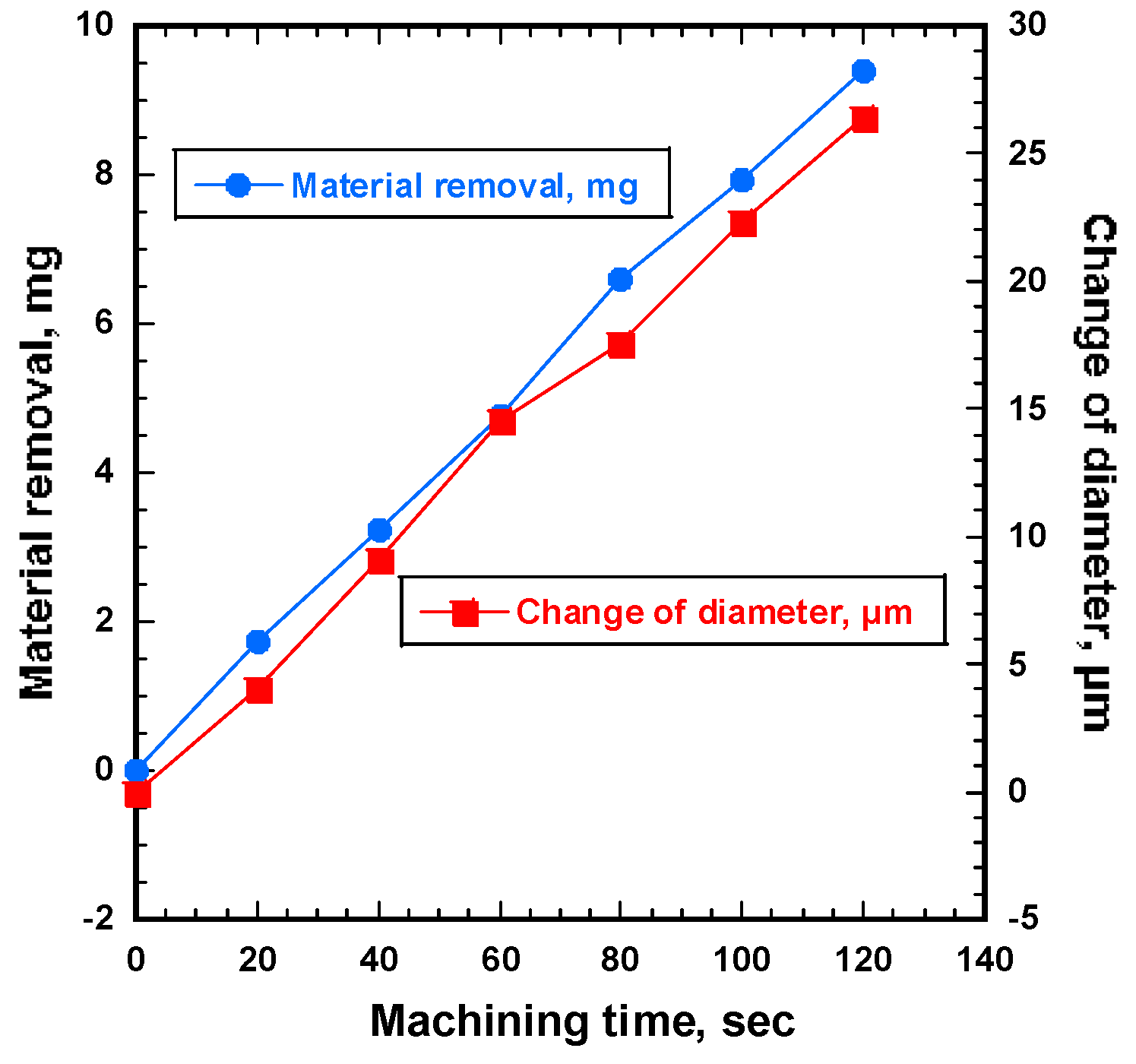
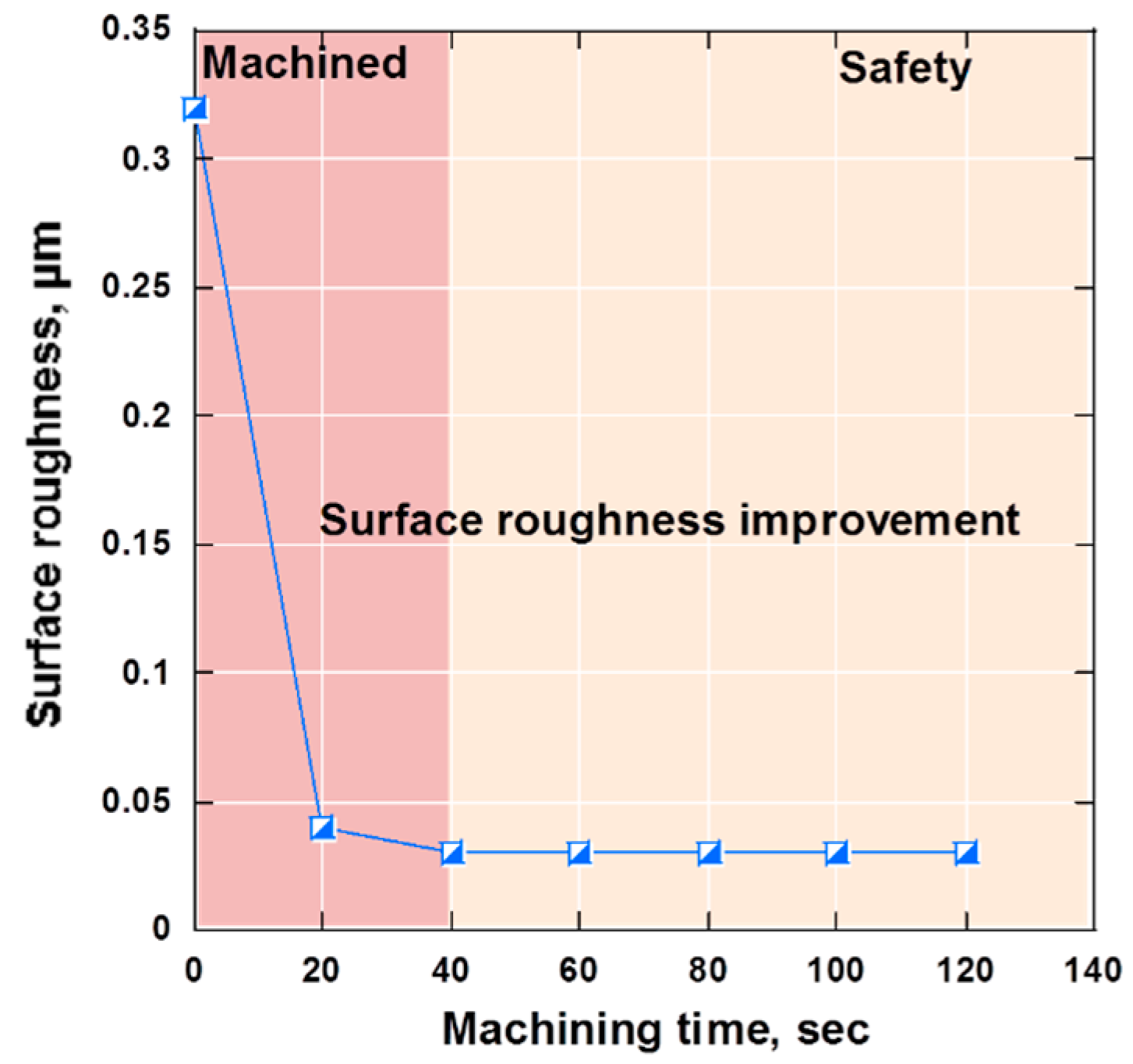
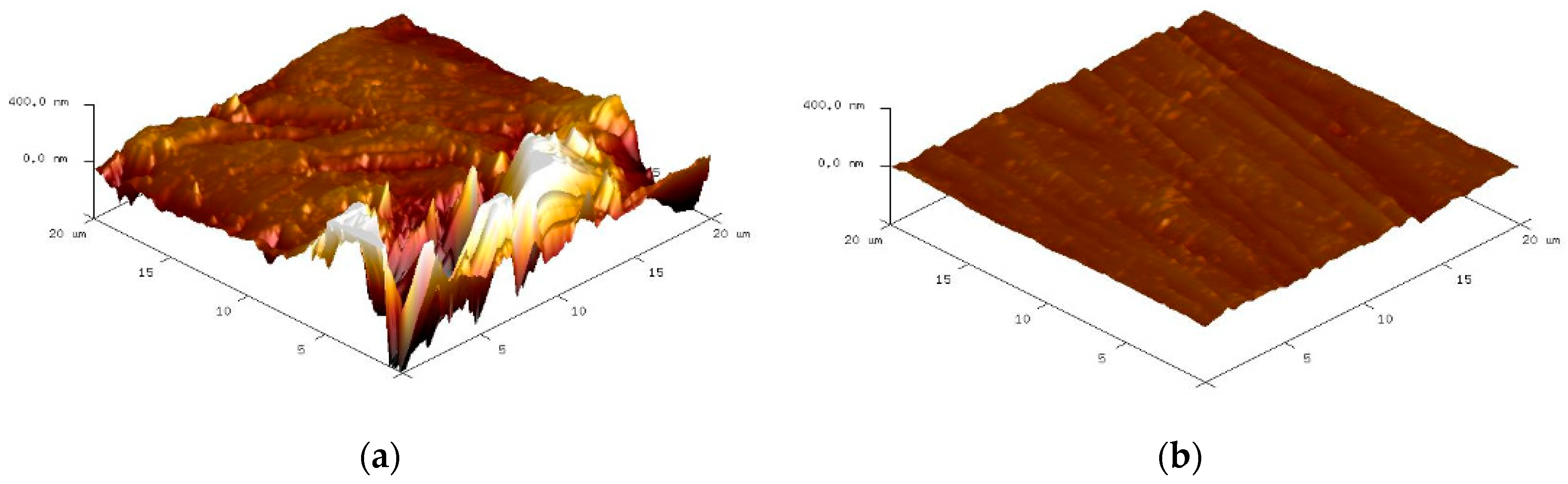
- The best improvements in the precision dimensional accuracy and precision surface accuracy were achieved at 80,000 rpm. In terms of the machining micro-diameter, an UHSMAM process can remove 5-µm from the diameter of workpiece with every 20 s. In terms of the material removal, the slope showed the constant removal pattern based on the usage of the same grain size of diamond abrasive particle (0.5 µm). In terms of the surface roughness, it requires 40 s to improve the surface roughness from 0.32 µm to 0.03 µm;
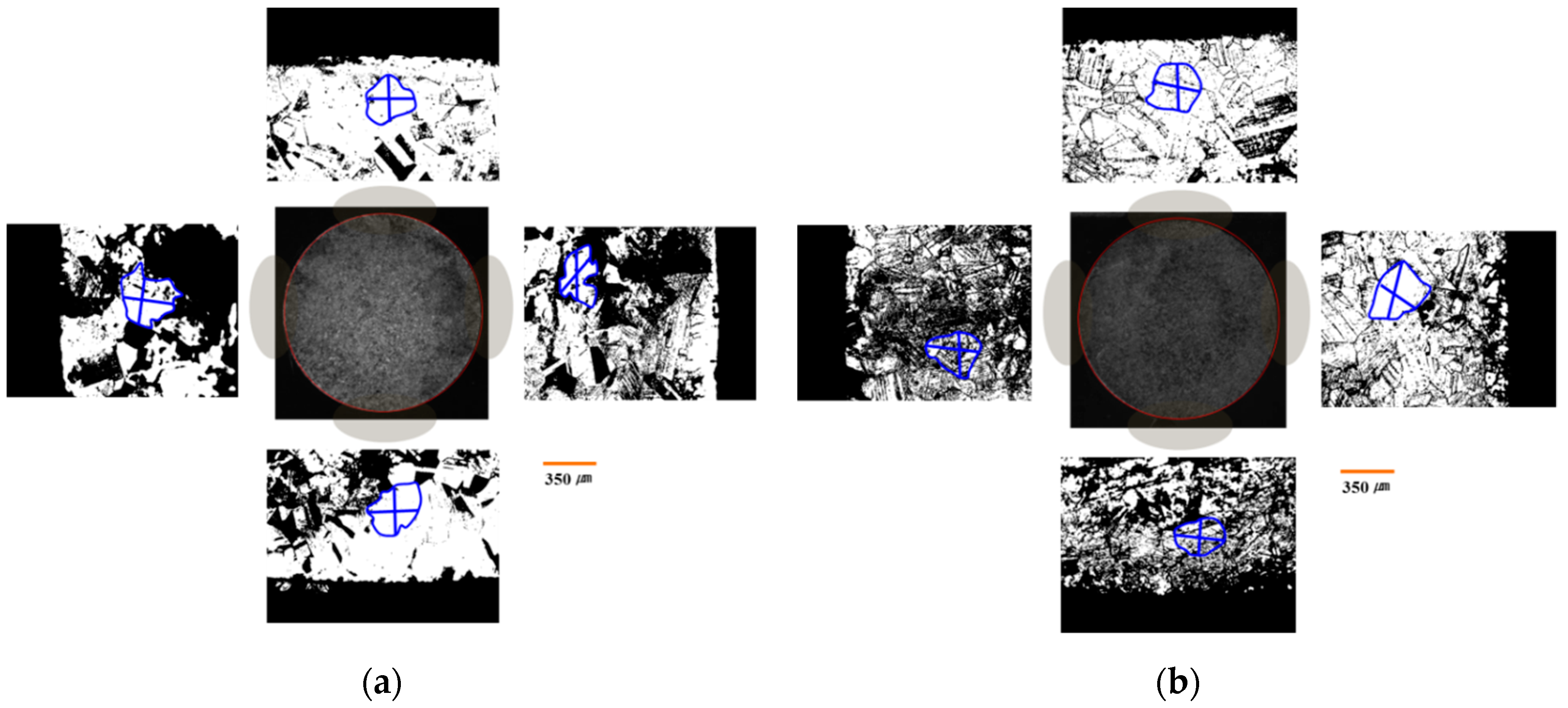
- The subsequent recrystallization technique was applied for measuring the plastic strain on the surface AISI 304 bars after the machining process. Based on the results, it can be confirmed that an UHSMAM process did not cause the impact of plastic deformation.
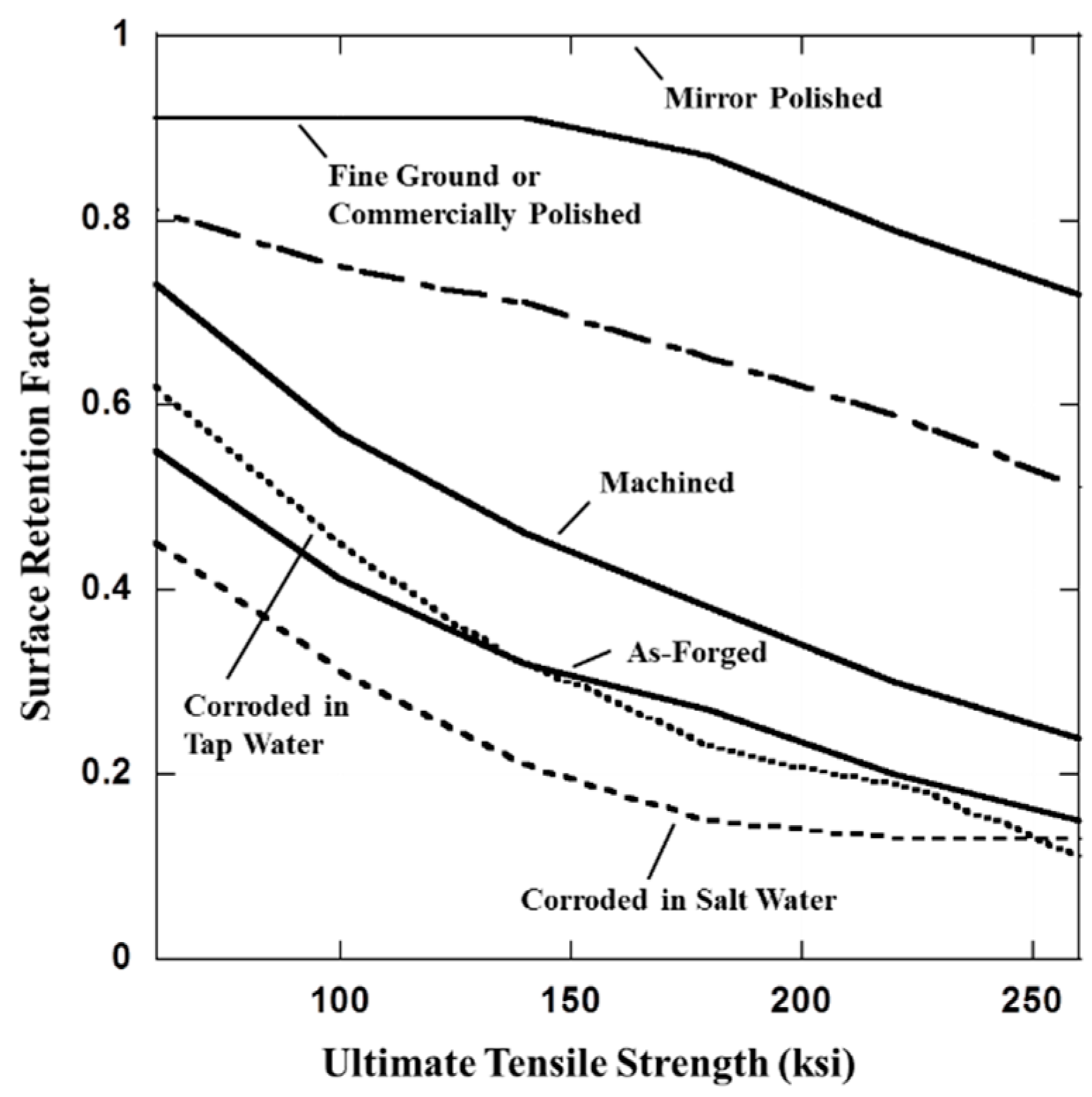
- Based on the results, it can be confirmed that an UHSMAM process is a processing method that can greatly enhance the fatigue limit of the materials and material life.
Author Contributions
Funding
Conflicts of Interest
References
- Akkurt, A. Surface properties of the cut face obtained by different cutting methods from AISI 304 stainless steel materials. IJEMS 2009, 16, 373–384. [Google Scholar]
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Nieslony, P.; Wojciechowski, S.; Legutko, S. Parametric and nonparametric description of the surface topography in the dry and MQCL cutting conditions. Measurement 2018, 121, 225–239. [Google Scholar] [CrossRef]
- Mellal, M.A.; Williams, E.J. Parameter optimization of advanced machining processes using cuckoo optimization algorithm and hoopoe heuristic. J. Intell. Manuf. 2016, 27, 927–942. [Google Scholar] [CrossRef]
- Kuhar, M.; Funduk, N. Effects of polishing techniques on the surface roughness of acrylic denture base resins. J. Prosthet. Dent. 2005, 93, 76–85. [Google Scholar] [CrossRef] [PubMed]
- Mahajan, D.; Tajane, R. A review on ball burnishing process. Int. J. Sci. Res. Publ. 2013, 3, 1–8. [Google Scholar]
- Heng, L.; Yin, C.; Han, S.H.; Song, J.H.; Mun, S.D. Development of a New Ultra-High-Precision Magnetic Abrasive Finishing for Wire Material Using a Rotating Magnetic Field. Materials 2019, 12, 312. [Google Scholar] [CrossRef] [PubMed]
- Heng, L.; Kim, Y.J.; Mun, S.D. Review of superfinishing by the magnetic abrasive finishing process. High Speed Mach. 2017, 3, 42–55. [Google Scholar] [CrossRef]
- Park, N.J.; Heng, L.D.; Wang, R.; Kim, M.S.; Mun, S.D. Ultra-High-Precision Machining of Microscale-Diameter Zirconia Ceramic Bars by Means of Magnetic Abrasive Finishing. Appl. Mech. Mater. 2016, 851, 98–105. [Google Scholar] [CrossRef]
- Singh, D.K.; Jain, V.K.; Raghuram, V. Experimental investigations into forces acting during a magnetic abrasive finishing process. Int. J. Adv. Manuf. Technol. 2006, 30, 652–662. [Google Scholar] [CrossRef]
- Bolar, G.; Das, A.; Joshi, S.N. Measurement and analysis of cutting force and product surface quality during end-milling of thin-wall components. Measurement 2018, 121, 190–204. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Wiackiewicz, M.; Krolczyk, G.M. Study on metrological relations between instant tool displacements and surface roughness during precise ball end milling. Measurement 2018, 129, 686–694. [Google Scholar] [CrossRef]
- Sun, X.; Zou, Y. Study on Electrolytic Magnetic Abrasive Finishing for Finishing Stainless Steel SUS304 Plane with a Special Compound Machining Tool. J. Manuf. Mater. Process. 2018, 2, 41. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Michalski, M.; Nieslony, P.; Wojciechowski, S. Performance. Structural and microhardness changes after turning of the AISI 1045 steel for minimum quantity cooling lubrication. J. Mater. Eng. Perform. 2017, 26, 431–438. [Google Scholar] [CrossRef]
- Iino, Y.; Kim, T.Y.; Mun, S.D. Machined surface plastic strain in orthogonal cutting by subsequent recrystallizations technique. Wear 1996, 199, 211–216. [Google Scholar] [CrossRef]
- Yin, C.; Heng, L.; Kim, J.S.; Kim, M.S.; Mun, S.D. Development of a new ecological magnetic abrasive tool for finishing bio-wire material. J. Mech. Sci. Technol. 2019, 12, 714. [Google Scholar] [CrossRef] [PubMed]
- McKelvey, S.A.; Fatemi, A. Surface finish effect on fatigue behavior of forged steel. Int. J. Fatigue 2012, 36, 130–145. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Workpiece | AISI 304 bar (Ø3 × 50 mm2) |
| Workpiece revolution | 80,000 rpm |
| Workpiece pole tip clearance | 1 mm |
| Lubricant | Light oil, 0.1 mL |
| Magnetic tool | Iron particles: 200 μm, 70 mg Diamond paste: 0.5 μm, 10 mg |
| Magnetic flux density | 550 mT |
| Vibration of magnetic pole | 10 Hz |
| Amplitude | 2 mm |
| Machining time | 0–120 s |
| Young modulus | 201 GPa |
| Poisson ratio | 0.3 |
| Yield strength | At 30 °C, 205 GPa |
| Ultimate tensile strength | 515 MPa |
| Allowable stress | At 30 °C, 183 MPa |
| Thermal expansion coefficient | 1.33 × 10−5 |
| Thermal conductivity | 14.8 W/mk |
| Specific heat | 480 J/kg·K |
| Mass density | 7900 Kg/m3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, C.; Wang, R.; Kim, J.S.; Lee, S.W.; Mun, S.D. Ultra-High-Speed Magnetic Abrasive Surface Micro-Machining of AISI 304 Cylindrical Bar. Metals 2019, 9, 489. https://doi.org/10.3390/met9050489
Yin C, Wang R, Kim JS, Lee SW, Mun SD. Ultra-High-Speed Magnetic Abrasive Surface Micro-Machining of AISI 304 Cylindrical Bar. Metals. 2019; 9(5):489. https://doi.org/10.3390/met9050489
Chicago/Turabian StyleYin, Cheng, Rui Wang, Jeong Su Kim, Sang Wan Lee, and Sang Don Mun. 2019. "Ultra-High-Speed Magnetic Abrasive Surface Micro-Machining of AISI 304 Cylindrical Bar" Metals 9, no. 5: 489. https://doi.org/10.3390/met9050489
APA StyleYin, C., Wang, R., Kim, J. S., Lee, S. W., & Mun, S. D. (2019). Ultra-High-Speed Magnetic Abrasive Surface Micro-Machining of AISI 304 Cylindrical Bar. Metals, 9(5), 489. https://doi.org/10.3390/met9050489