Author Contributions
Conceptualization, T.P.; methodology, T.P.; software, T.P.; validation, T.P.; formal analysis, T.P.; investigation, T.P.; resources, F.A.-F. and F.P.; data curation, T.P.; writing—original draft preparation, T.P. and F.P.; writing—review and editing, T.P. and F.P.; visualization, T.P.; supervision, F.P.; project administration, F.P.; funding acquisition, F.P.
Acknowledgments
The authors wish to thank the U.S. Department of Energy for the support of this project through the DOE award DE-FG02-13ER41974 and DOE DE-EE000597, with United States Automotive Materials Partnership LLC (USAMP). This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.
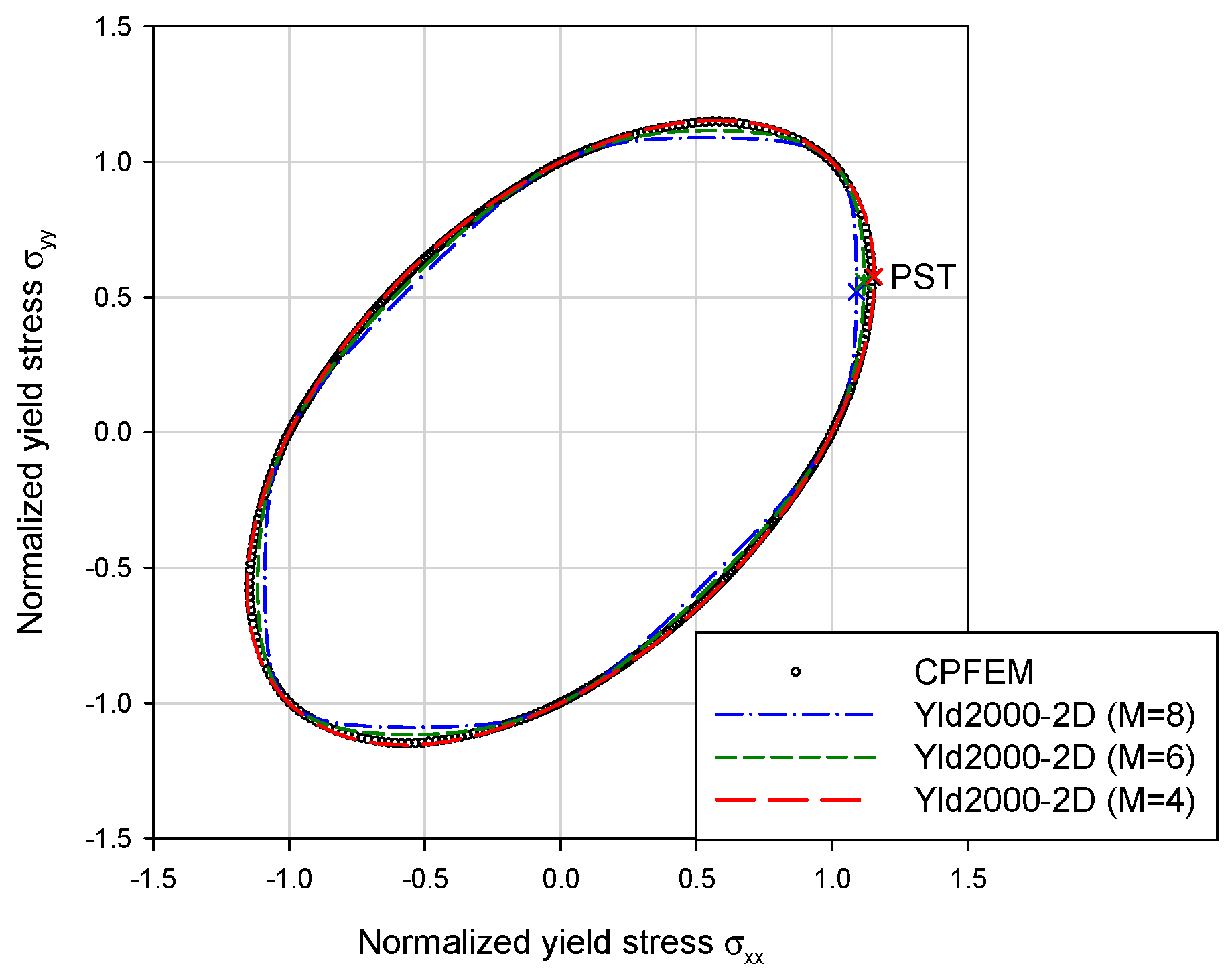
Figure 1.
Comparison of the calculated yield surfaces based on crystal plasticity simulations and isotropic version of the Yld2000-2D function.
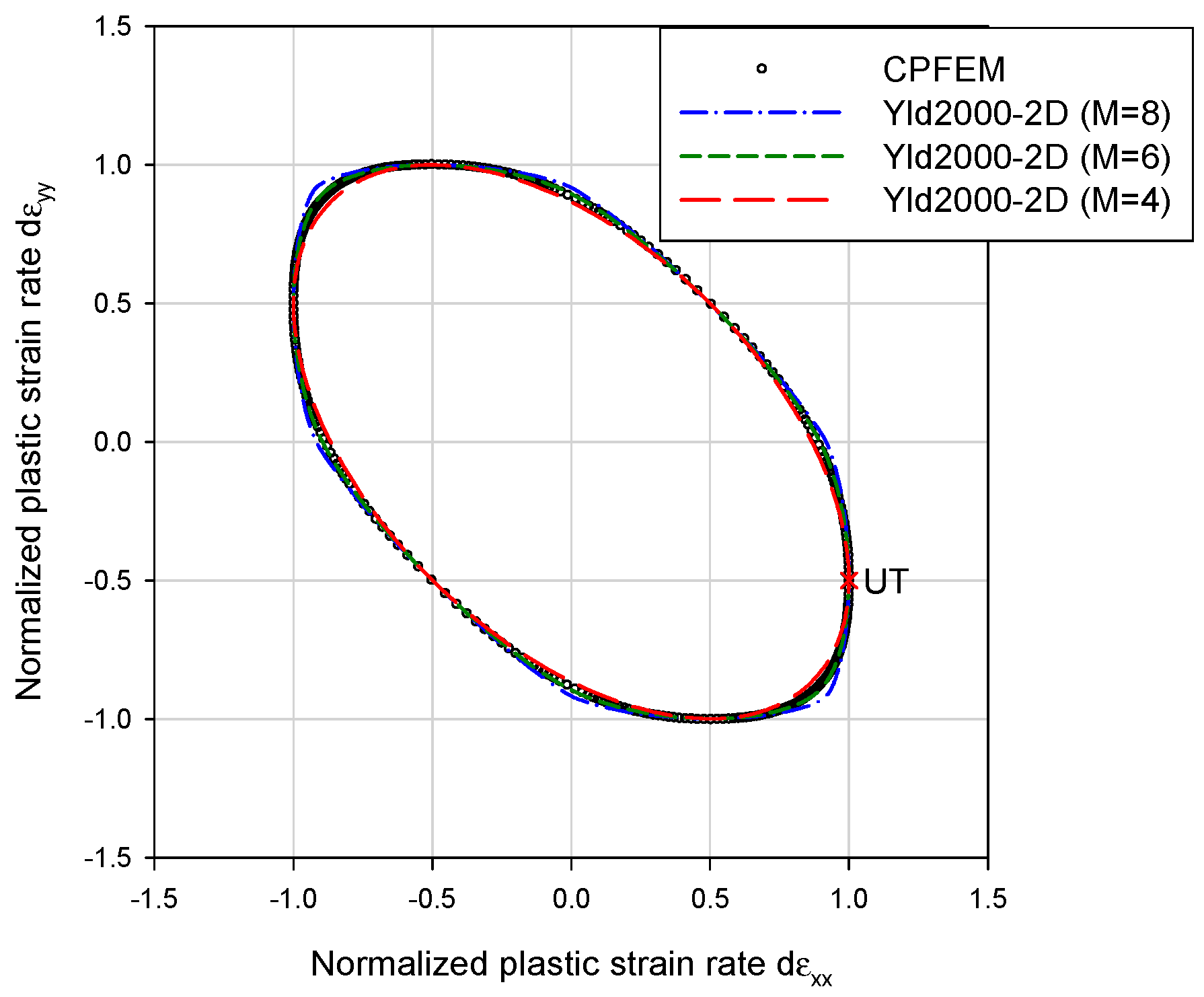
Figure 2.
Comparison of the calculated strain-rate potentials based on crystal plasticity simulations and isotropic version of the Yld2000-2D function.
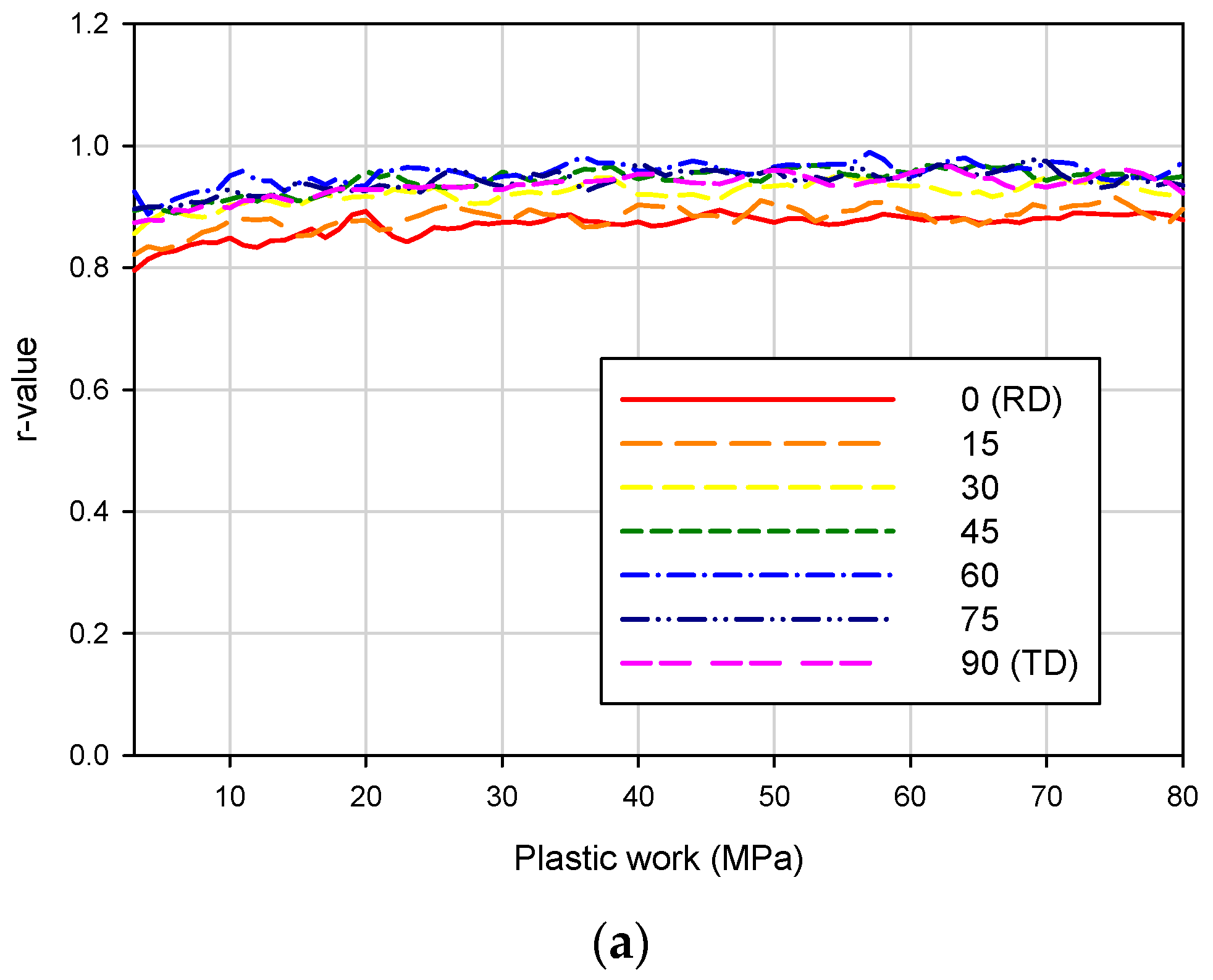
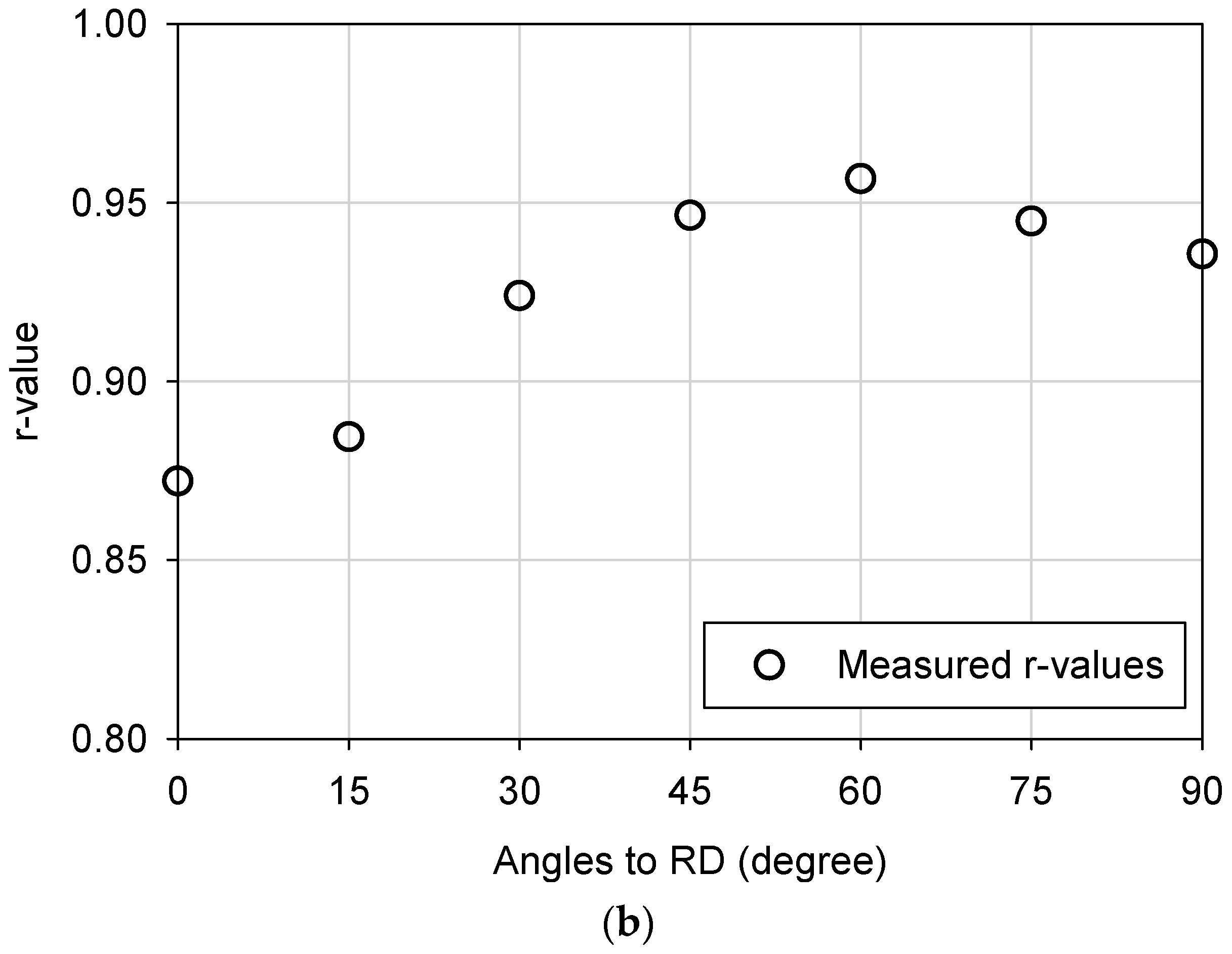
Figure 3.
Measured r-values for the QP980 steel averaged from 5 experiments for each tensile direction: (a) evolutions with respect to plastic work; (b) averaged r-value distributions.
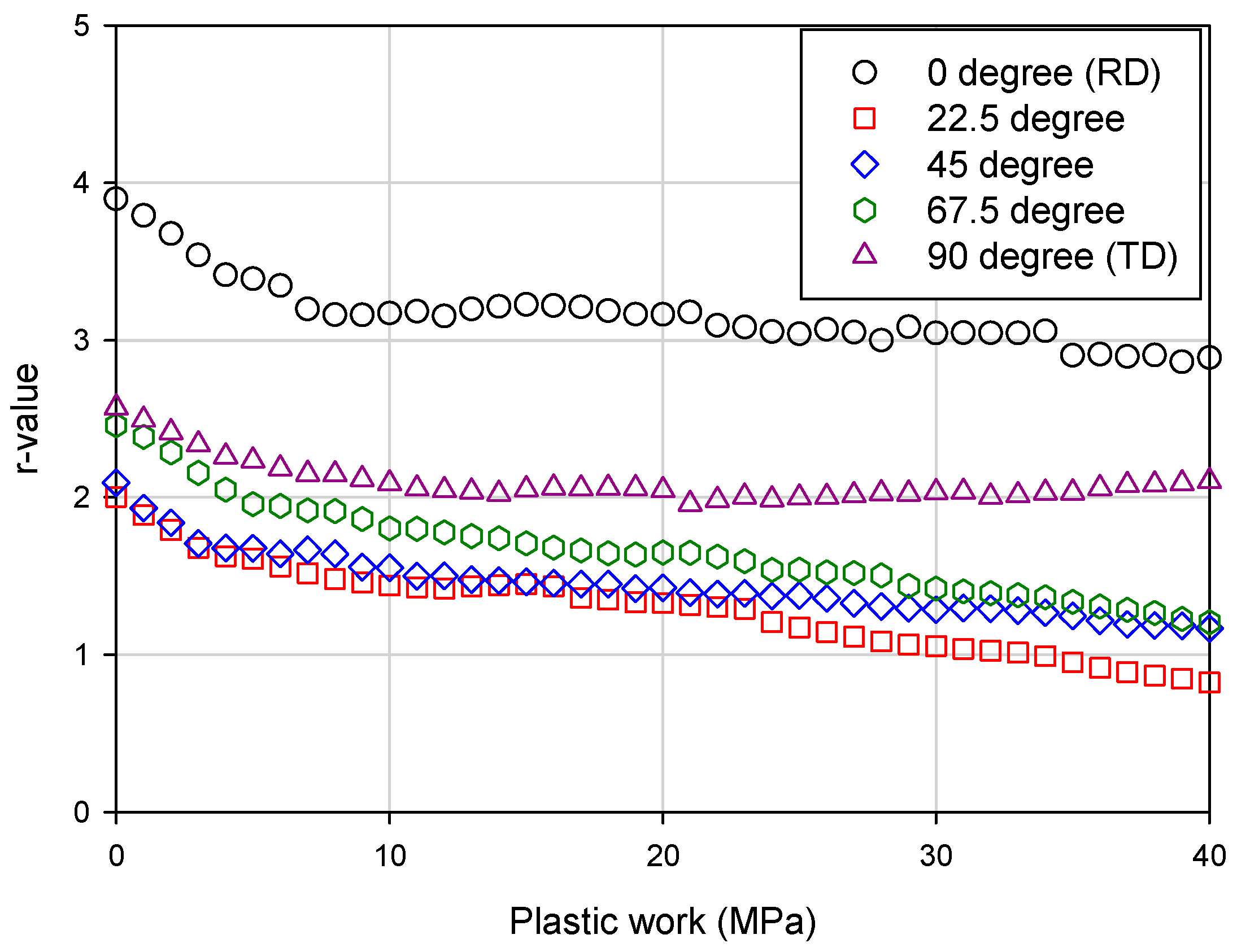
Figure 4.
Evolution of the r-values for the niobium sheet averaged from 3 experiments for each tensile direction.
Figure 5.
Measured (a) yield stress and (b) normalized yield stress evolutions for the Q&P 980 steel with respect to the plastic work.
Figure 6.
Measured (a) yield stress and (b) normalized yield stress evolutions for the niobium sheet with respect to the plastic work.
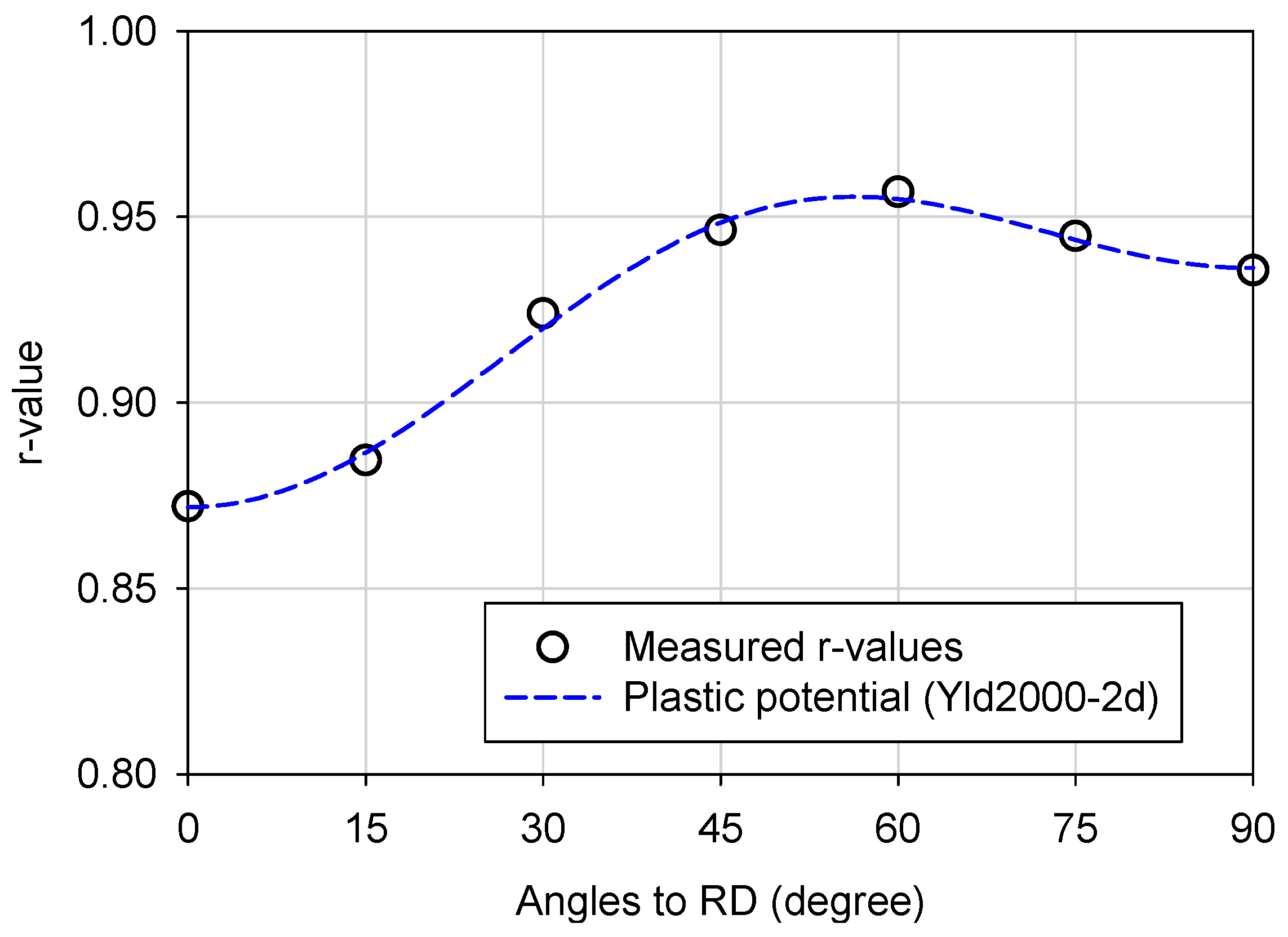
Figure 7.
Comparison of the averaged r-values for the Q&P 980 steel and the calculated distribution based on the plastic potential function.
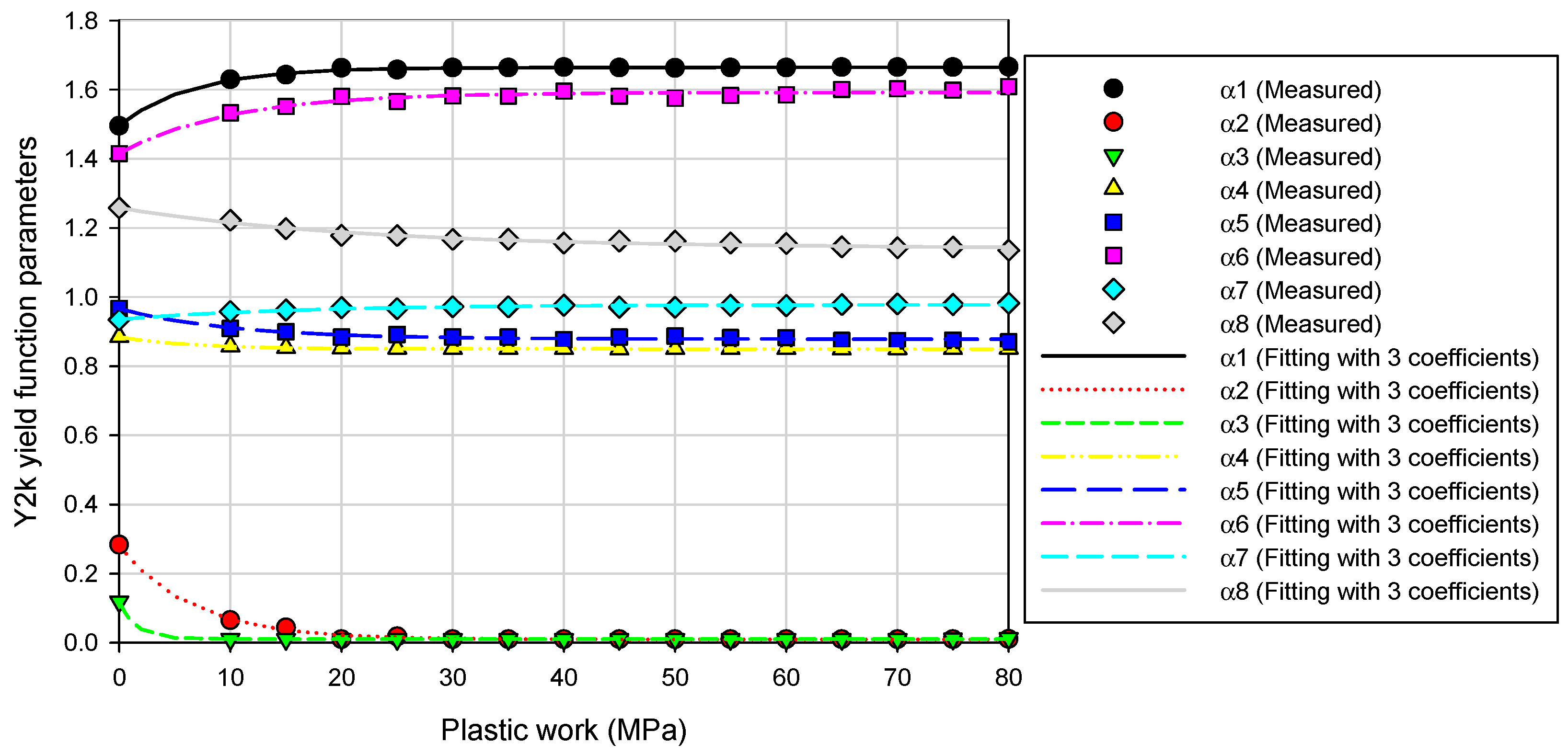
Figure 8.
Evolutions of the parameters of the yield function (Yld2000-2d function) for the Q&P 980 steel with respect to the plastic work.
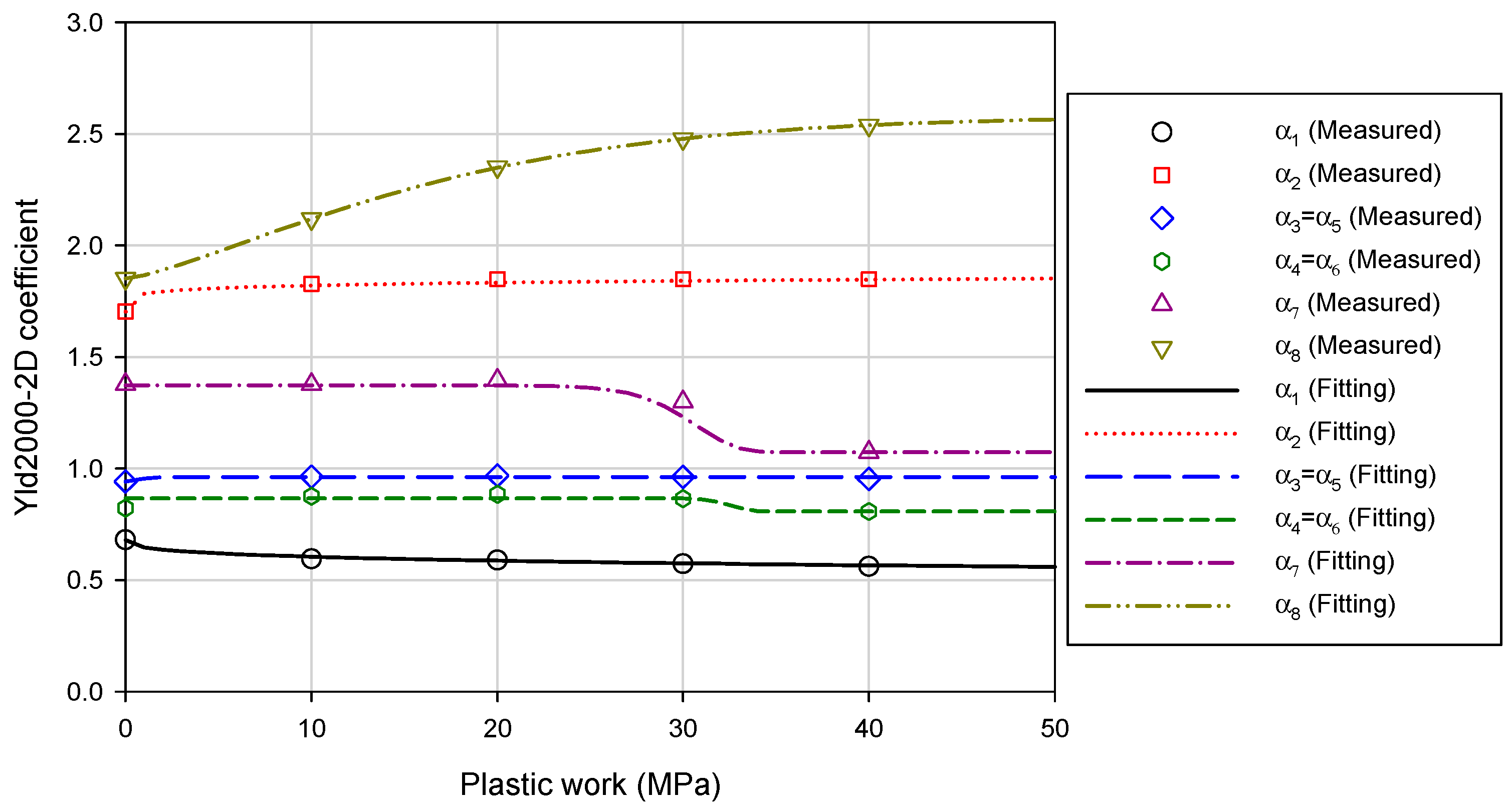
Figure 9.
Evolutions of the parameters of the plastic potential function (Yld2000-2d function) for the niobium sheet with respect to the plastic work.
Figure 10.
Evolutions of the parameters of yield function (Yld2000-2d function) for the niobium sheet with respect to the plastic work.
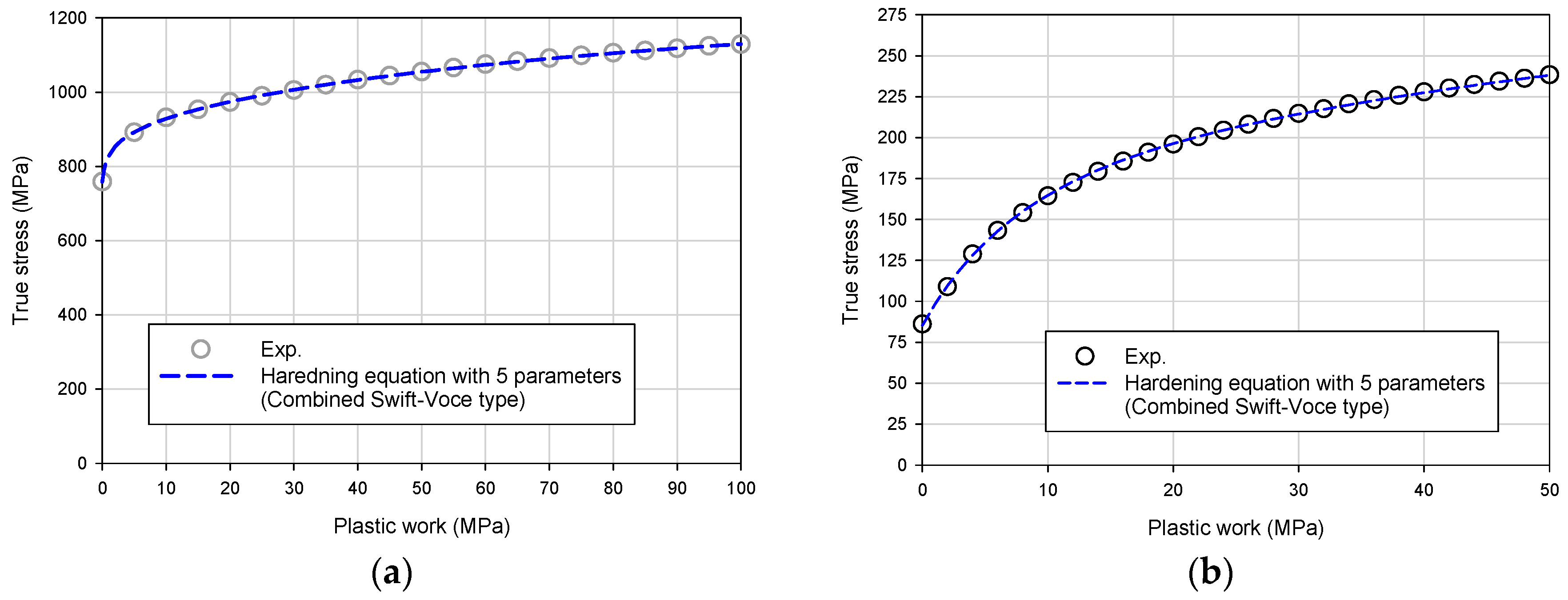
Figure 11.
Comparison of the measured and calculated hardening behavior of (a) the QP980 steel and (b) niobium sheet with respect to the plastic work.
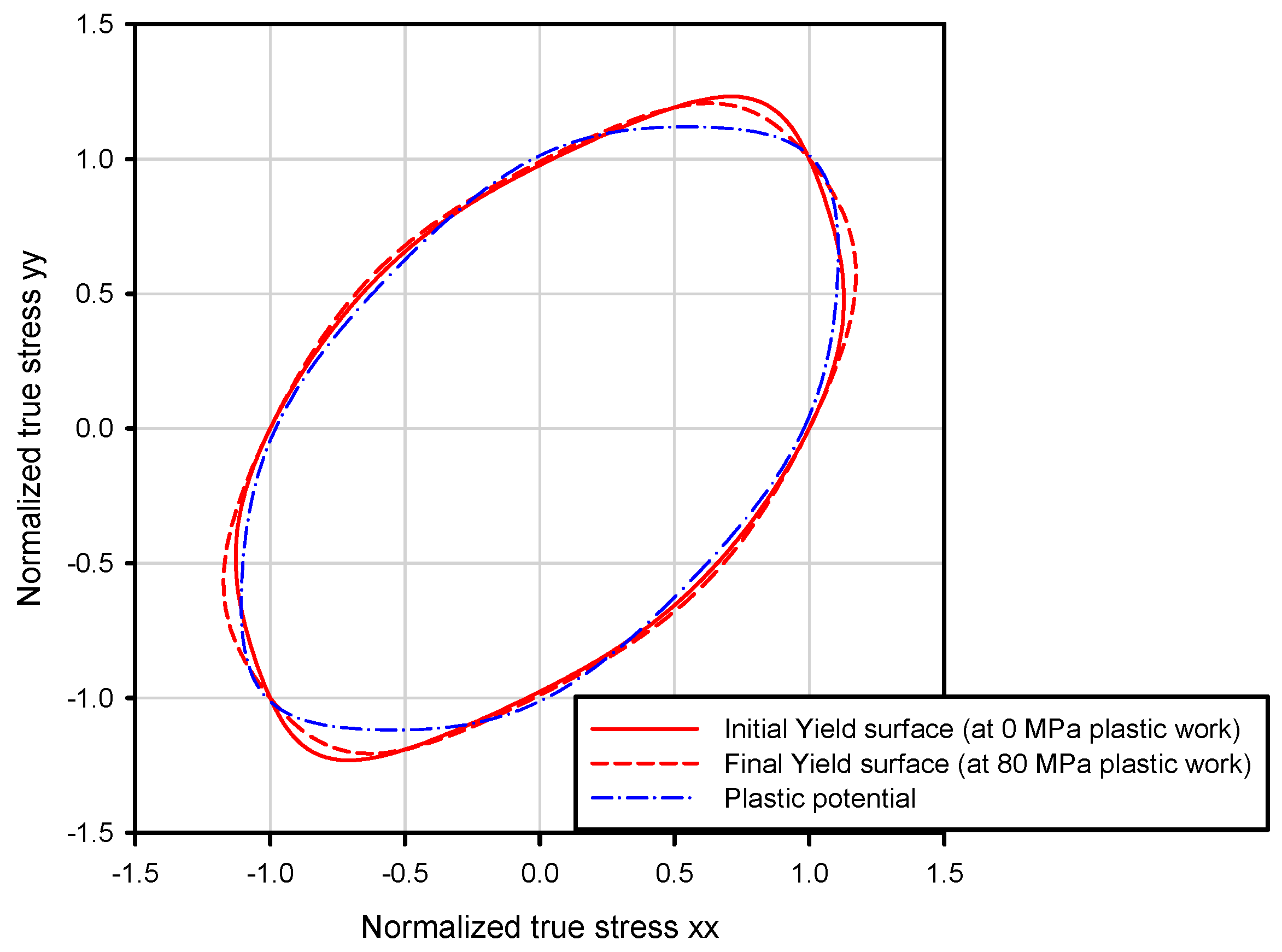
Figure 12.
Comparison of the normalized contours of the yield functions (at 0 MPa and 80 MPa of the plastic work) and plastic potential function for the Q&P 980 steel.
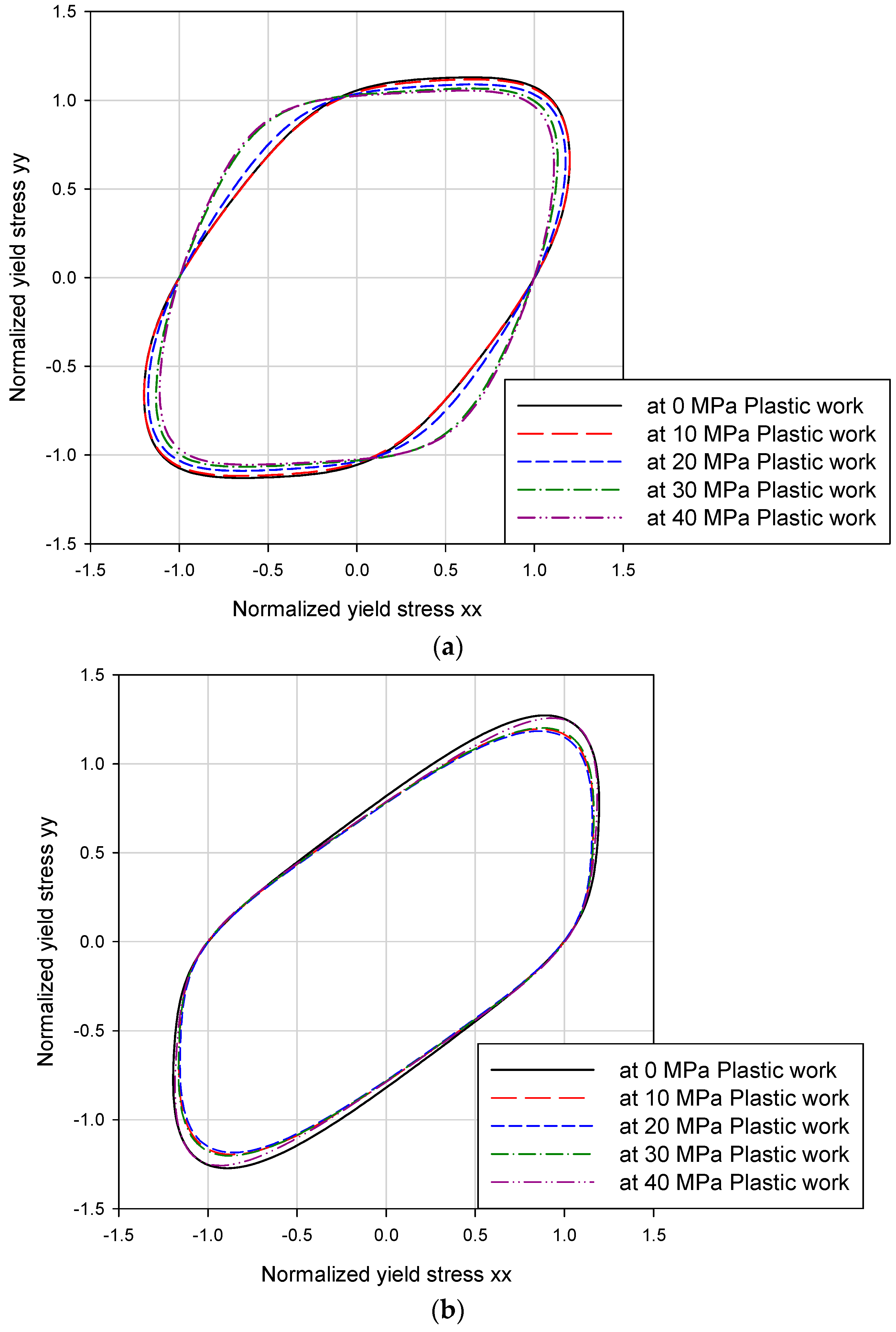
Figure 13.
Comparison of the normalized contours of (a) the yield functions and (b) plastic potential function for the niobium sheet.
Figure 14.
The tensor product of the gradients of the yield function and the plastic potential for the elastic stiffness tensor for the niobium sheet (a) at 0 MPa plastic work and (b) at 40 MPa plastic work.
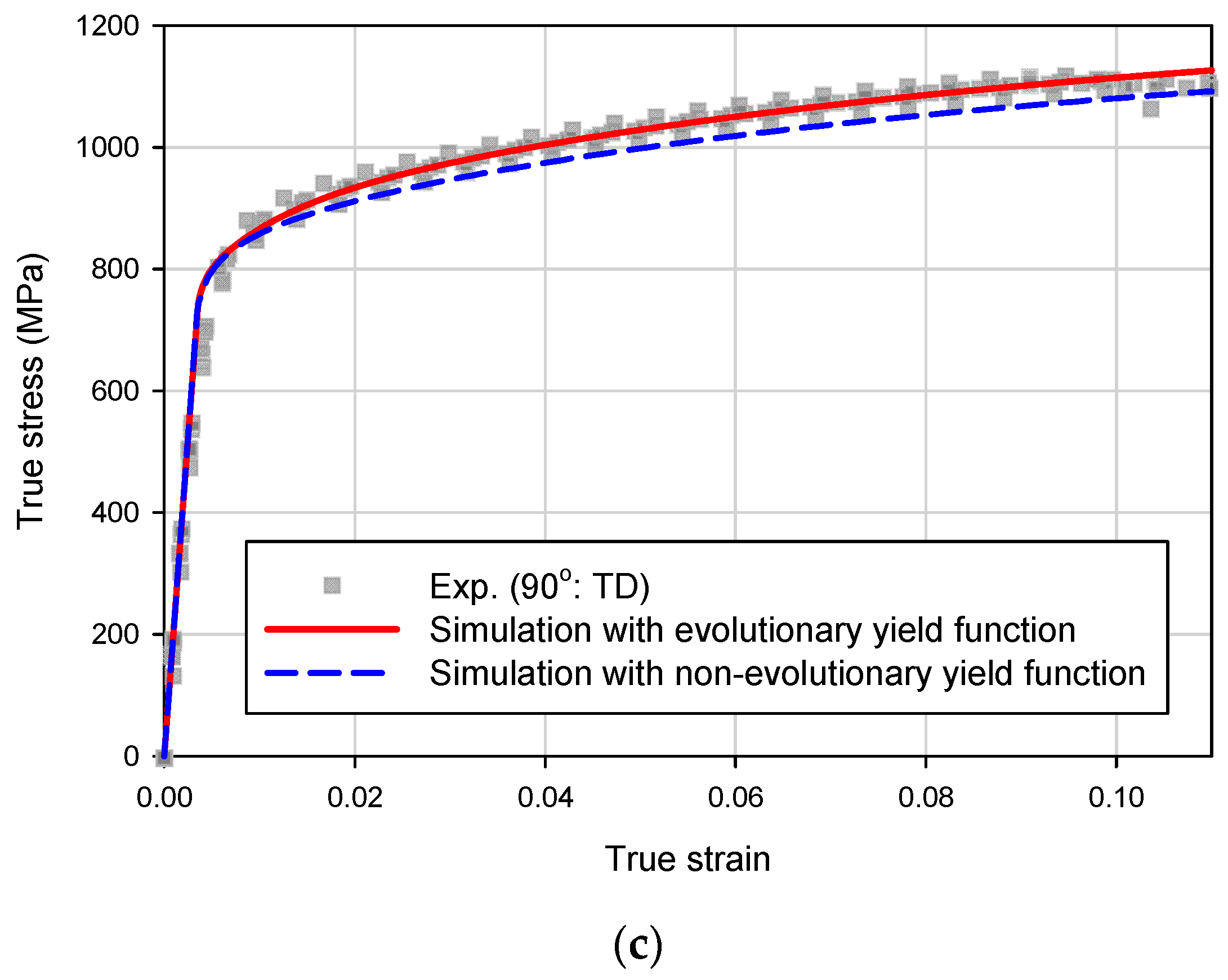
Figure 15.
Comparison of the measured and simulated true stress–strain curves for (a) 0, (b) 45 and (c) 90 degrees off tensile directions for the Q&P 980 steel.
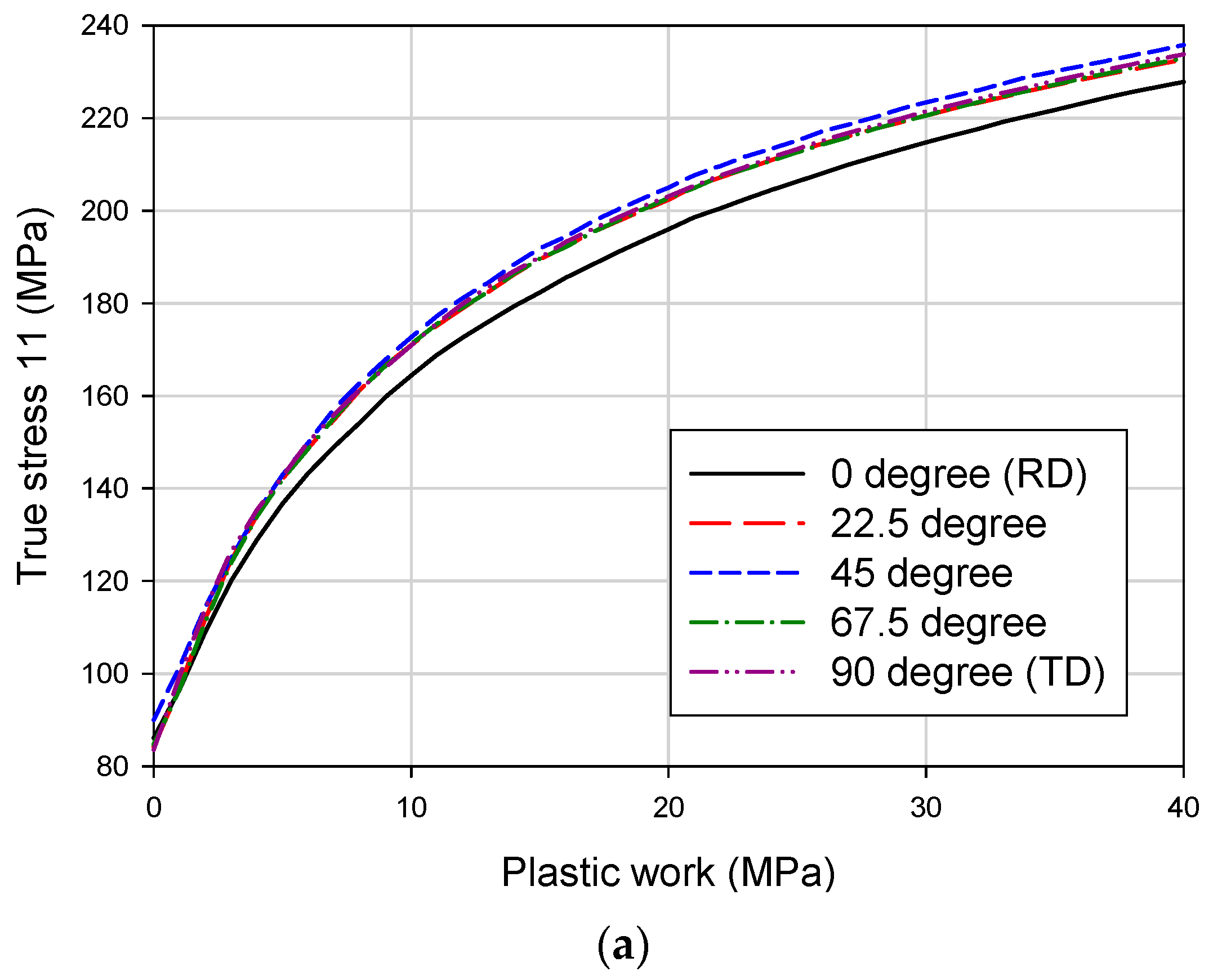
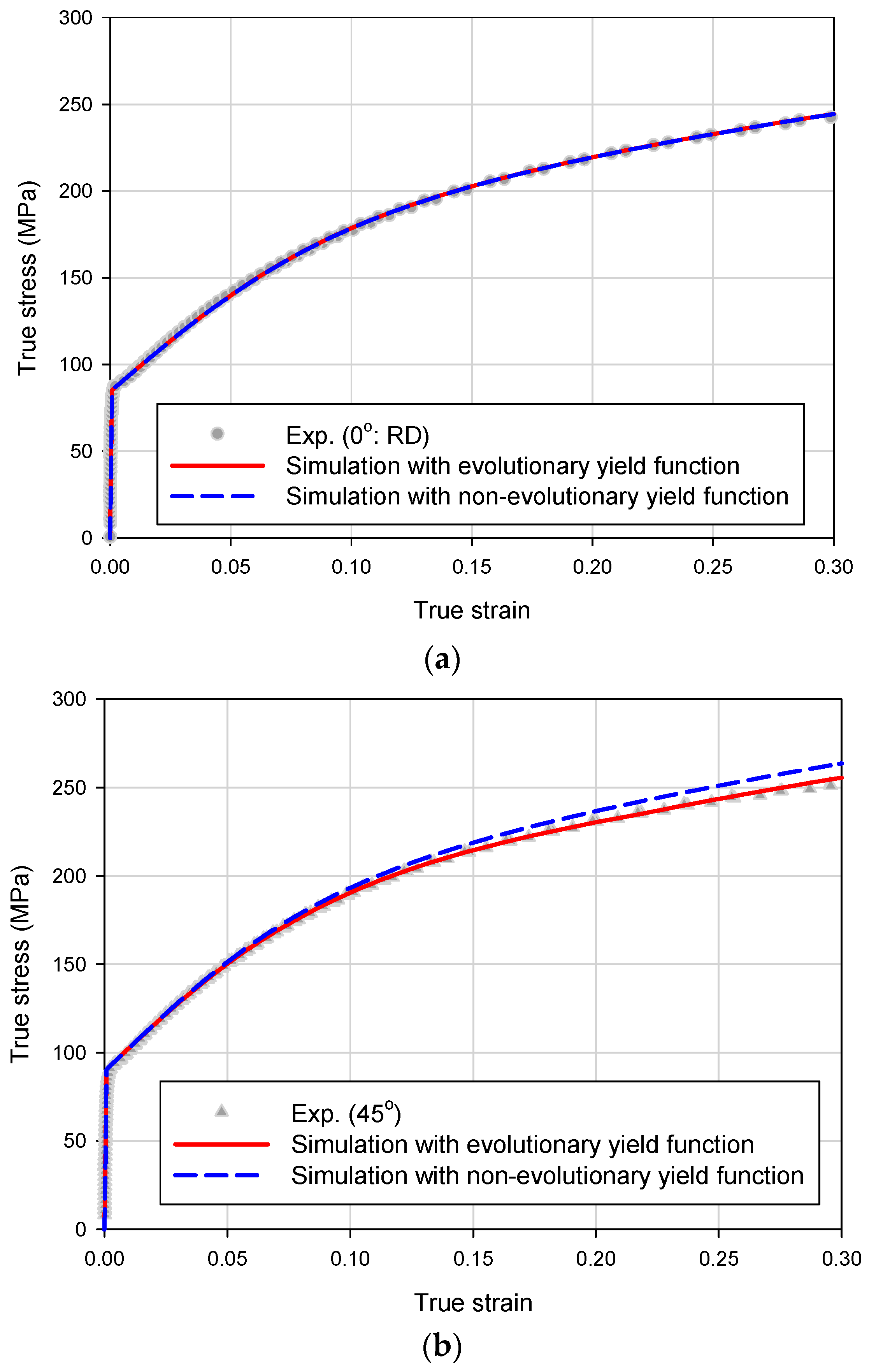
Figure 16.
Comparison of the measured and simulated true stress–strain curves for (a) 0, (b) 45 and (c) 90 degrees off tensile directions for the niobium sheet.
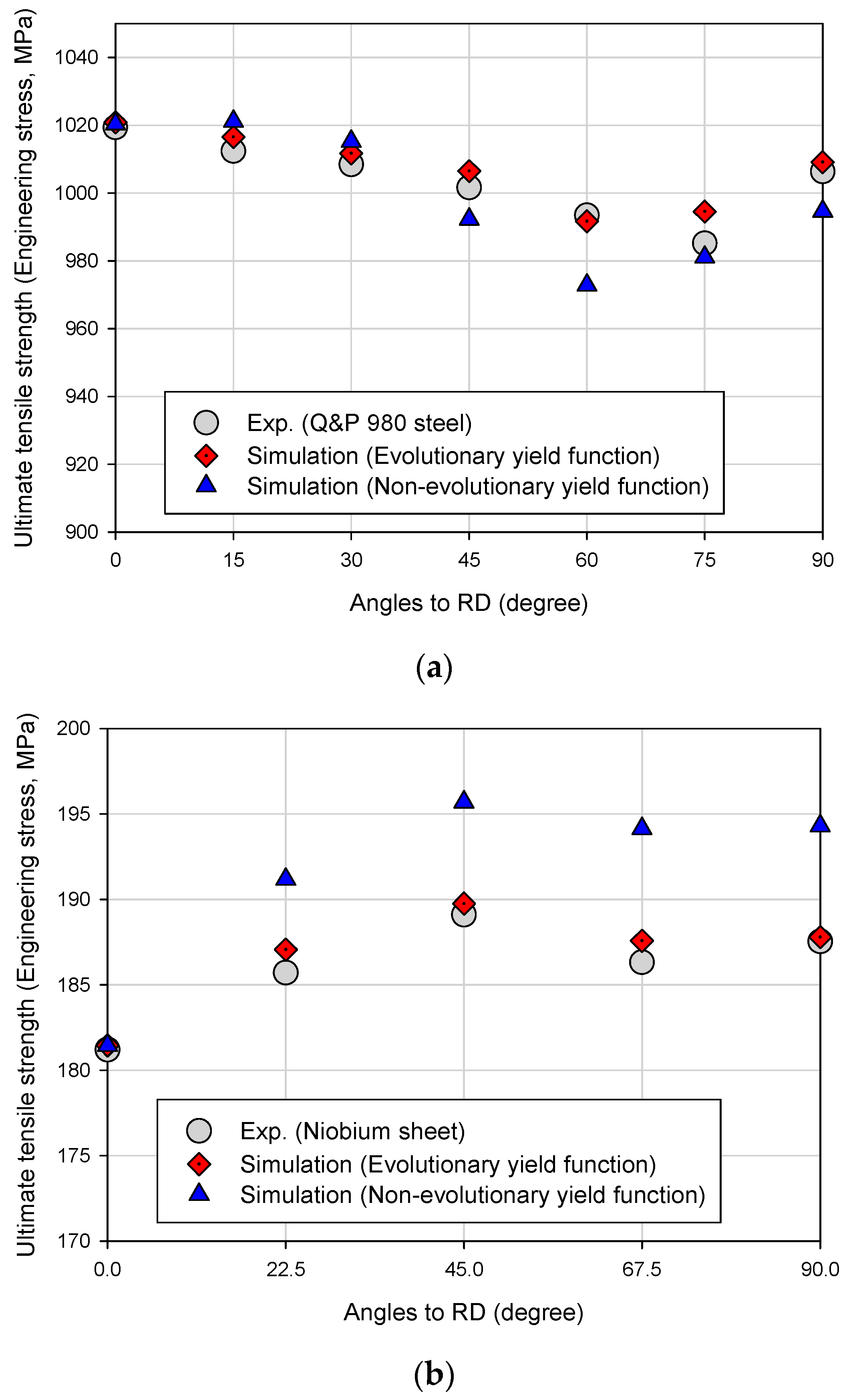
Figure 17.
Comparison of the measured and simulated ultimate tensile strength (UTS) distributions for (a) the Q&P 980 steel and (b) niobium sheet.
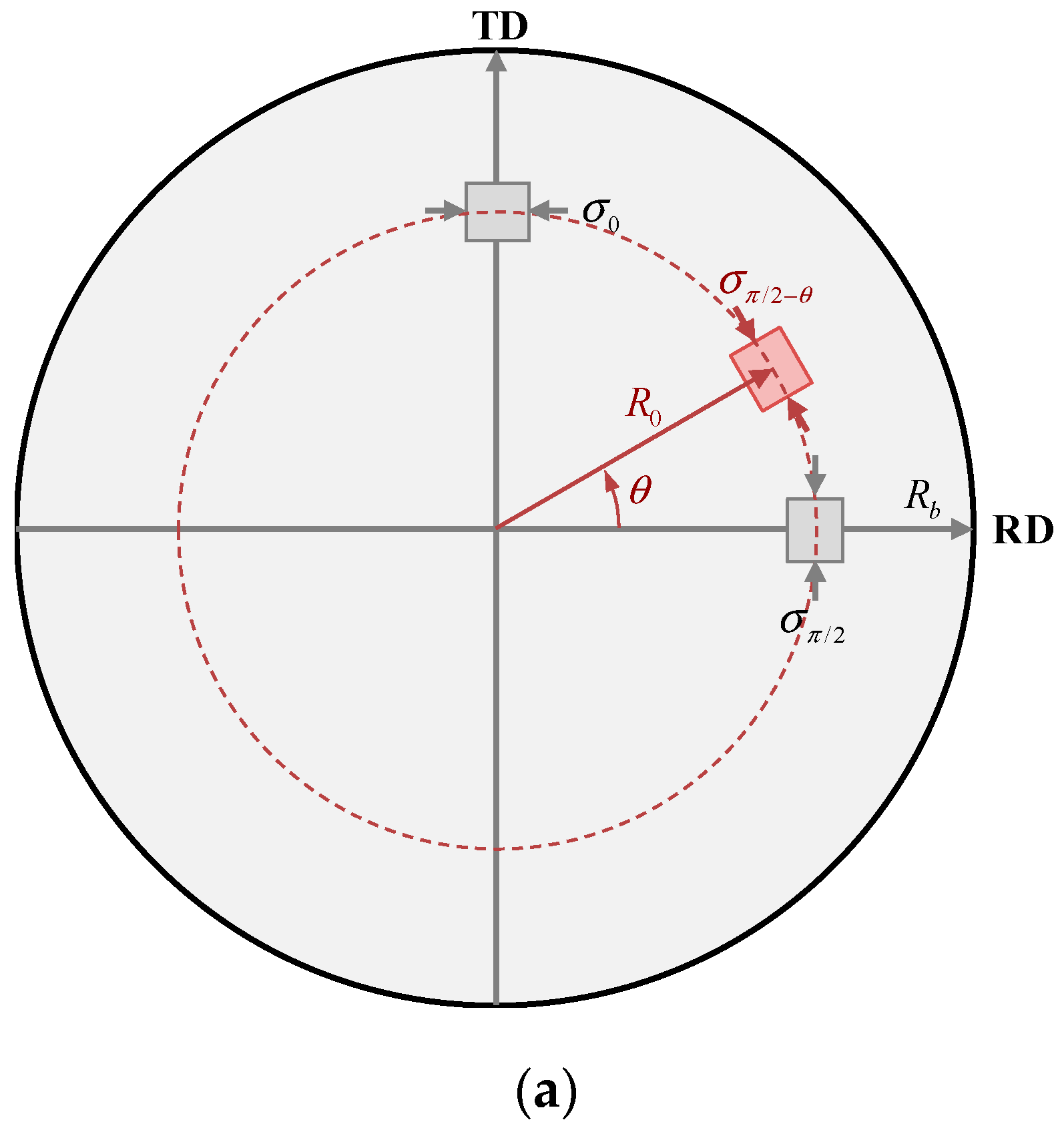
Figure 18.
A schematic view of the initial circular blank and drawn cup: (a) top view of the initial blank and material element in the flange area; (b) cross-section view of the initial blank and the final cup.
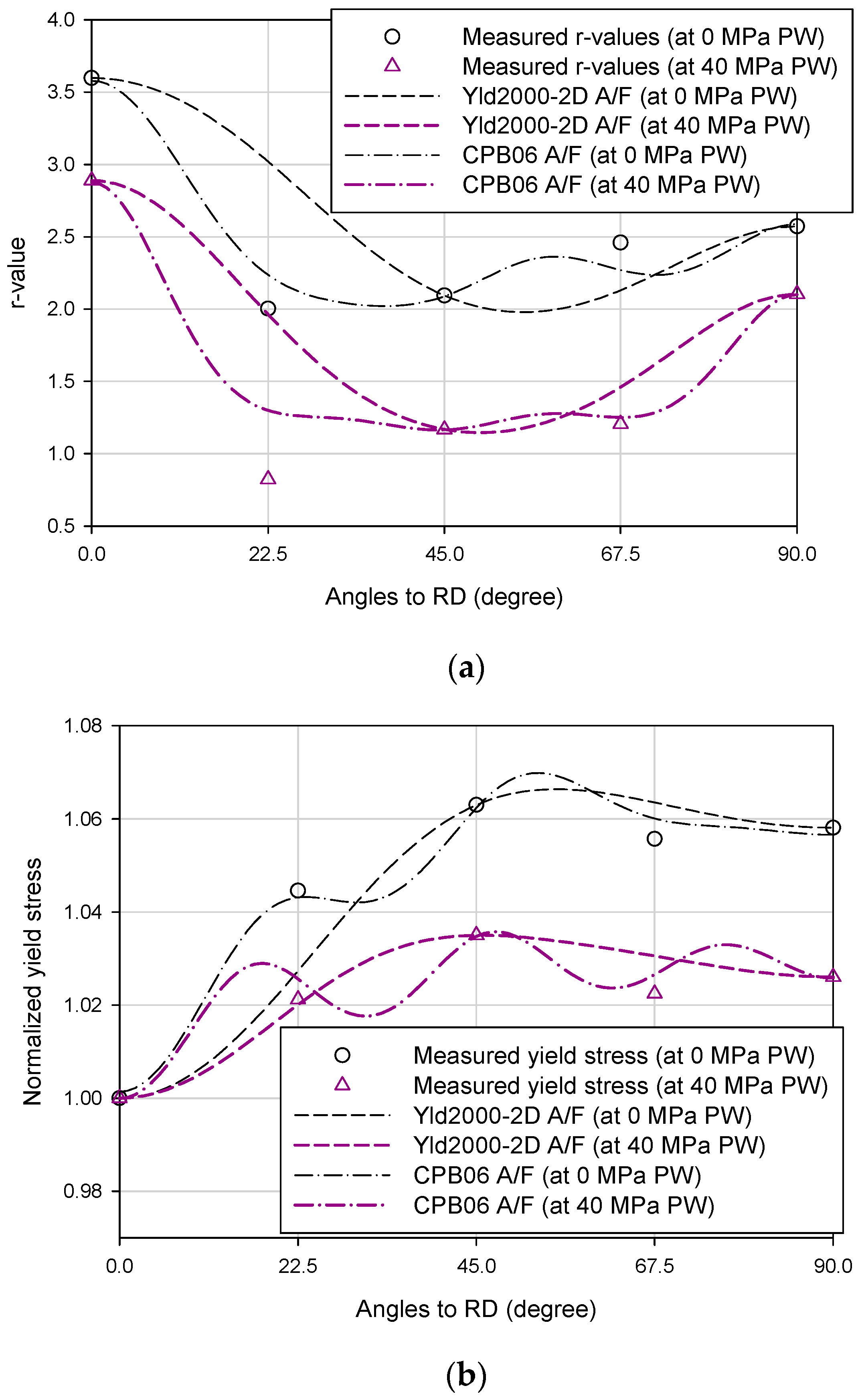
Figure 19.
Comparison of the measured and calculated (a) r-values and (b) normalized yield stresses based on associated flow rule (Yld2000-2D and CPB06ex3 yield functions) for the niobium sheet.
Figure 20.
Comparison of the predicted cup height profiles: (a) based on the non-associated flow rule with Yld2000-2D functions; (b) based on the associated flow rule with Yld2000-2D and CPB06ex3 functions at 0 MPa of the accumulated plastic work; (c) based on the associated flow rule with Yld2000-2D and CPB06ex3 functions at 40 MPa of the accumulated plastic work.
Table 1.
Measured elastic and plastic properties of the Q&P980 steel.
| Degree | E (GPa) | YS (MPa) | UE (true) | UE (eng) | UTS (MPa) | TE (eng) |
|---|
| 0 | 212.72 | 814.29 ± 14.58 | 0.1015 ± 0.0050 | 10.68% | 1019.3 ± 13.85 | 15.49% |
| 15 | 212.12 | 809.03 ± 9.94 | 0.0984 ± 0.0036 | 10.34% | 1012.4 ± 13.92 | 14.67% |
| 30 | 201.53 | 809.38 ± 19.74 | 0.0989 ± 0.0089 | 10.39% | 1008.5 ± 9.40 | 14.85% |
| 45 | 211.57 | 783.78 ± 22.71 | 0.1004 ± 0.0043 | 10.56% | 1001.6 ± 14.41 | 14.49% |
| 60 | 210.20 | 776.23 ± 13.88 | 0.0925 ± 0.0059 | 9.69% | 993.48 ± 12.07 | 13.69% |
| 75 | 211.89 | 753.75 ± 15.83 | 0.0972 ± 0.0029 | 10.20% | 985.20 ± 2.92 | 14.41% |
| 90 | 214.40 | 783.82 ± 18.94 | 0.0904 ± 0.0042 | 9.46% | 1006.4 ± 15.69 | 13.14% |
Table 2.
Measured elastic and plastic properties of the niobium sheet.
| Degree | E (GPa) | YS (MPa) | UE (true) | UE (eng) | UTS (MPa) | TE (eng) |
|---|
| 0 | 109.178 | 86.12 ± 0.46 | 0.2871 ± 0.0233 | 32.07% | 181.20 ± 1.01 | 50.55% |
| 22.5 | 104.075 | 89.96 ± 0.43 | 0.2536 ± 0.0149 | 28.88% | 185.71 ± 0.61 | 48.54% |
| 45 | 106.635 | 91.55 ± 0.20 | 0.2551 ± 0.0225 | 29.05% | 189.11 ± 1.20 | 49.91% |
| 67.5 | 108.396 | 90.92 ± 0.49 | 0.2577 ± 0.0133 | 29.40% | 186.32 ± 0.30 | 50.08% |
| 90 | 109.475 | 91.12 ± 0.34 | 0.2485 ± 0.0127 | 28.21% | 187.54 ± 0.46 | 50.06% |
Table 3.
Calibrated parameters for the plastic potential of the Q&P 980 steel (m = 6) based on the averaged r-values.
| α1 | α2 | α3 | α4 | α5 | α6 | α7 | α8 |
|---|
| 1.0206 | 0.9604 | 1.0120 | 0.9991 | 1.0104 | 0.9284 | 1.0088 | 1.0689 |
Table 4.
Calibrated parameters for the yield function of the Q&P 980 steel (m = 6).
| Plastic Work | α1 | α2 | α3 | α4 | α5 | α6 | α7 | α8 |
|---|
| 0 MPa | 1.4953 | 0.2830 | 0.1191 | 0.8849 | 0.9671 | 1.4143 | 0.9344 | 1.2582 |
| 10 MPa | 1.6297 | 0.0653 | 0.0105 | 0.8574 | 0.9093 | 1.5329 | 0.9581 | 1.2221 |
| 15 MPa | 1.6430 | 0.0434 | 0.0100 | 0.8530 | 0.8997 | 1.5515 | 0.9629 | 1.1979 |
| 20 MPa | 1.6632 | 0.0103 | 0.0100 | 0.8520 | 0.8848 | 1.5801 | 0.9696 | 1.1785 |
| 25 MPa | 1.6578 | 0.0177 | 0.0101 | 0.8512 | 0.8922 | 1.5657 | 0.9667 | 1.1777 |
| 30 MPa | 1.6632 | 0.0101 | 0.0100 | 0.8504 | 0.8841 | 1.5814 | 0.9721 | 1.1668 |
| 35 MPa | 1.6634 | 0.0101 | 0.0101 | 0.8503 | 0.8842 | 1.5813 | 0.9719 | 1.1671 |
| 40 MPa | 1.6648 | 0.0100 | 0.0100 | 0.8503 | 0.8770 | 1.5956 | 0.9771 | 1.1566 |
| 45 MPa | 1.6633 | 0.0101 | 0.0101 | 0.8496 | 0.8843 | 1.5812 | 0.9711 | 1.1620 |
| 50 MPa | 1.6626 | 0.0101 | 0.0101 | 0.8502 | 0.8874 | 1.5749 | 0.9707 | 1.1623 |
| 55 MPa | 1.6634 | 0.0100 | 0.0101 | 0.8506 | 0.8833 | 1.5830 | 0.9757 | 1.1561 |
| 60 MPa | 1.6636 | 0.0100 | 0.0101 | 0.8502 | 0.8826 | 1.5845 | 0.9755 | 1.1549 |
| 65 MPa | 1.6650 | 0.0100 | 0.0101 | 0.8495 | 0.8748 | 1.6001 | 0.9783 | 1.1452 |
| 70 MPa | 1.6652 | 0.0100 | 0.0101 | 0.8498 | 0.8738 | 1.6021 | 0.9802 | 1.1426 |
| 75 MPa | 1.6650 | 0.0101 | 0.0113 | 0.8503 | 0.8758 | 1.5980 | 0.9787 | 1.1447 |
| 80 MPa | 1.6658 | 0.0103 | 0.0125 | 0.8509 | 0.8702 | 1.6091 | 0.9831 | 1.1354 |
Table 5.
Evolution coefficients for the parameters of the yield function of the Q&P 980 steel.
| Coefficients | α1 | α2 | α3 | α4 | α5 | α6 | α7 | α8 |
|---|
| 1.4953 | 0.2831 | 0.1191 | 0.8849 | 0.9664 | 1.4156 | 0.9357 | 1.2585 |
| 0.1690 | −0.2736 | −0.1088 | −0.0348 | −0.0877 | 0.1764 | 0.0422 | −0.1168 |
| 0.1548 | 0.1569 | 0.6777 | 0.1582 | 0.0991 | 0.1019 | 0.0654 | 0.0464 |
| 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 |
Table 6.
Calibrated parameters for the plastic potential function of the niobium sheet for every 10 MPa increments of the plastic work (m = 6).
| Plastic Work | α1 | α2 | α3 | α4 | α5 | α6 | α7 | α8 |
|---|
| 0 MPa | 0.6807 | 1.7038 | 0.9417 | 0.8227 | 0.9417 | 0.8227 | 1.3780 | 1.8533 |
| 10 MPa | 0.5951 | 1.8291 | 0.9640 | 0.8757 | 0.9640 | 0.8757 | 1.3779 | 2.1203 |
| 20 MPa | 0.5890 | 1.8500 | 0.9695 | 0.8843 | 0.9695 | 0.8843 | 1.3977 | 2.3527 |
| 30 MPa | 0.5728 | 1.8500 | 0.9627 | 0.8652 | 0.9627 | 0.8652 | 1.2995 | 2.4792 |
| 40 MPa | 0.5607 | 1.8500 | 0.9531 | 0.8073 | 0.9531 | 0.8073 | 1.0729 | 2.5402 |
Table 7.
Calibrated parameters for the yield function of the niobium sheet for every 10 MPa increments of the plastic work (m = 6).
| Plastic Work | α1 | α2 | α3 | α4 | α5 | α6 | α7 | α8 |
|---|
| 0 MPa | 1.3006 | 0.6013 | 0.9172 | 0.9921 | 0.9172 | 0.9921 | 0.8118 | 1.0749 |
| 10 MPa | 1.3123 | 0.5903 | 0.9157 | 1.0030 | 0.9157 | 1.0030 | 0.8047 | 1.1019 |
| 20 MPa | 1.3986 | 0.4090 | 0.9277 | 1.0297 | 0.9277 | 1.0297 | 0.8134 | 1.0825 |
| 30 MPa | 1.5755 | 0.0302 | 0.9481 | 1.0517 | 0.9481 | 1.0517 | 0.7514 | 1.0980 |
| 40 MPa | 1.5521 | 0.0307 | 0.9730 | 1.0626 | 0.9730 | 1.0626 | 0.7511 | 1.0953 |
Table 8.
Evolution coefficients for the parameters of the plastic potential of the niobium sheet.
| Plastic Work | α1 | α2 | α3 | α4 | α5 | α6 | α7 | α8 |
|---|
| 0.6804 | 1.7038 | 0.9417 | 0.8669 | 0.9417 | 0.8669 | 1.3741 | 1.8533 |
| −0.2266 | 0.2566 | 0.0203 | −0.0596 | 0.0203 | −0.0596 | −0.3012 | 0.7275 |
| 0.0100 | 0.0100 | 0.9982 | 0.0305 | 0.9982 | 0.0305 | 0.0324 | 0.0555 |
| 0.3916 | 0.2100 | 1.8879 | 40.3301 | 1.8879 | 40.3301 | 15.3666 | 1.3290 |
Table 9.
Evolution coefficients for the parameters of the yield function of the niobium sheet.
| Plastic Work | α1 | α2 | α3 | α4 | α5 | α6 | α7 | α8 |
|---|
| 1.3044 | 0.5965 | 0.9146 | 0.9899 | 0.9146 | 0.9899 | 0.8094 | 1.0725 |
| 0.2594 | −0.5671 | 0.0905 | 0.0773 | 0.0905 | 0.0773 | −0.0583 | 0.0219 |
| 0.0446 | 0.0434 | 0.0253 | 0.0424 | 0.0253 | 0.0424 | 0.0339 | 0.9989 |
| 6.9800 | 6.4951 | 2.7805 | 1.9661 | 2.7805 | 1.9661 | 14.4294 | 2.9090 |
Table 10.
Calibrated combined Swift–Voce type isotropic hardening coefficients for the Q&P 980 steel and niobium sheet.
| Material | (MPa) | ω0 (MPa) | nω | (MPa) | cω |
|---|
| Q&P 980 | 820.91 | 0.1690 | 0.0441 | 182.77 | 0.0114/MPa |
| Niobium | 57.6062 | 3.8927 | 0.2885 | 56.1982 | 0.1365/MPa |
Table 11.
Calibrated anisotropy coefficients for the Yld2000-2D function of the niobium sheet under the associated flow rule (m = 6).
| Plastic Work | | | | | | | | |
|---|
| 0 MPa | 1.2256 | 0.8647 | 0.8873 | 0.8925 | 0.8764 | 1.2586 | 0.9963 | 0.7654 |
| 40 MPa | 1.1606 | 0.9500 | 1.0490 | 0.9484 | 0.9391 | 1.2765 | 0.9883 | 0.8631 |
Table 12.
Calibrated anisotropy coefficients for the CPB06ex3 function of the niobium sheet under the associated flow rule (m = 6).
| Plastic Work | Transformation Tensor | a(p) | b(p) | c(p) | d(p) |
|---|
| 0 MPa | | 0.0329 | −0.0311 | 0.5825 | 0.823 |
| −0.1657 | 0.1856 | 1.5469 | 0.8169 |
| 1.2197 | −1.6697 | 0.4713 | 0.9273 |
| 40 MPa | | −0.0884 | 0.0937 | 1.5509 | 0.5428 |
| 0.9958 | 0.8517 | −0.2335 | 0.479 |
| 1.4769 | −1.6672 | 0.1893 | 1.0092 |




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}