Numerical Simulation of Material Flow and Analysis of Welding Characteristics in Friction Stir Welding Process

 ,
, 
Abstract
:1. Introduction
2. Modeling and Acquisition Methods
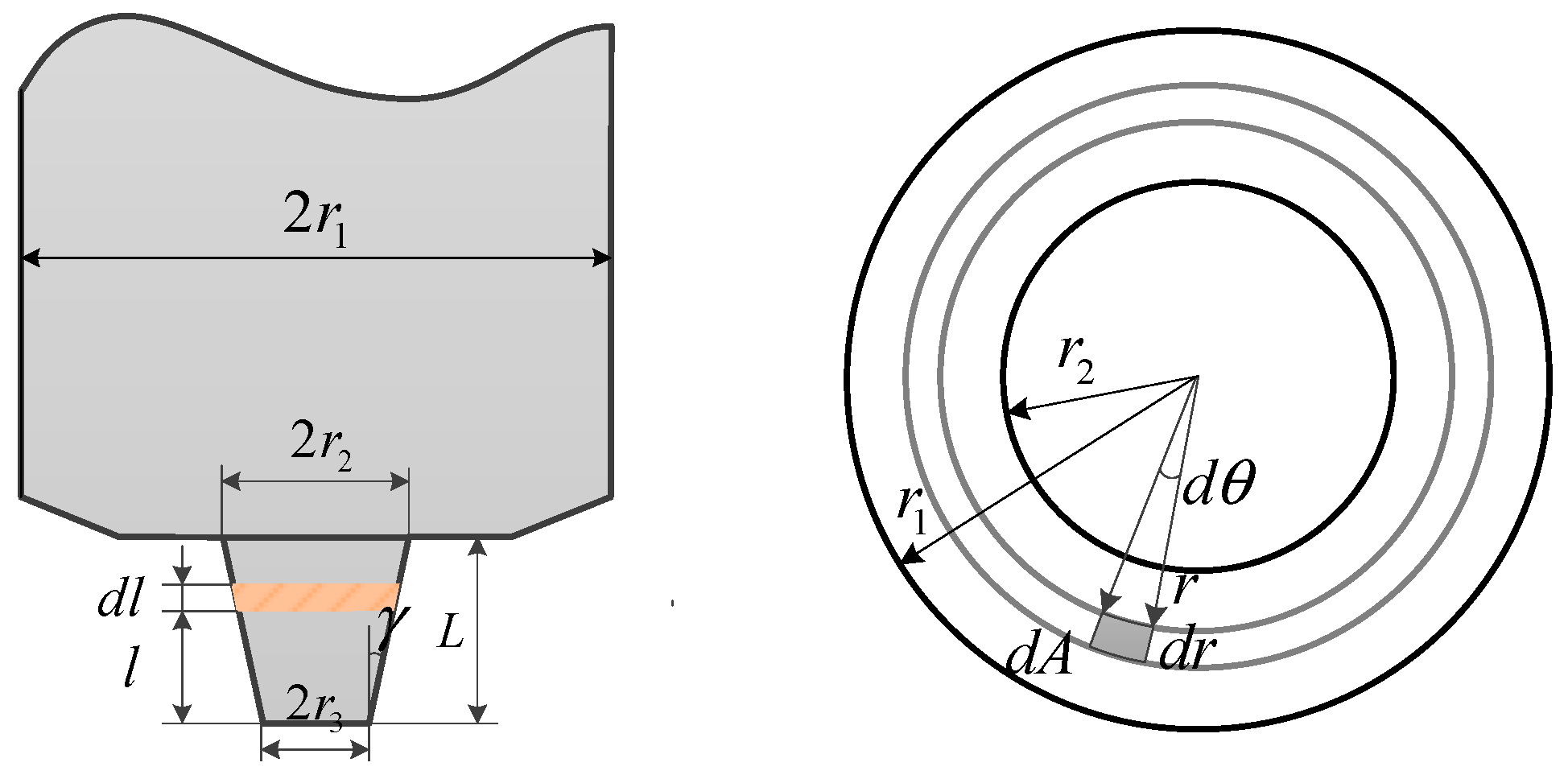
2.1. Friction Stir Welding Heat Input Model
2.2. Finite Element Model
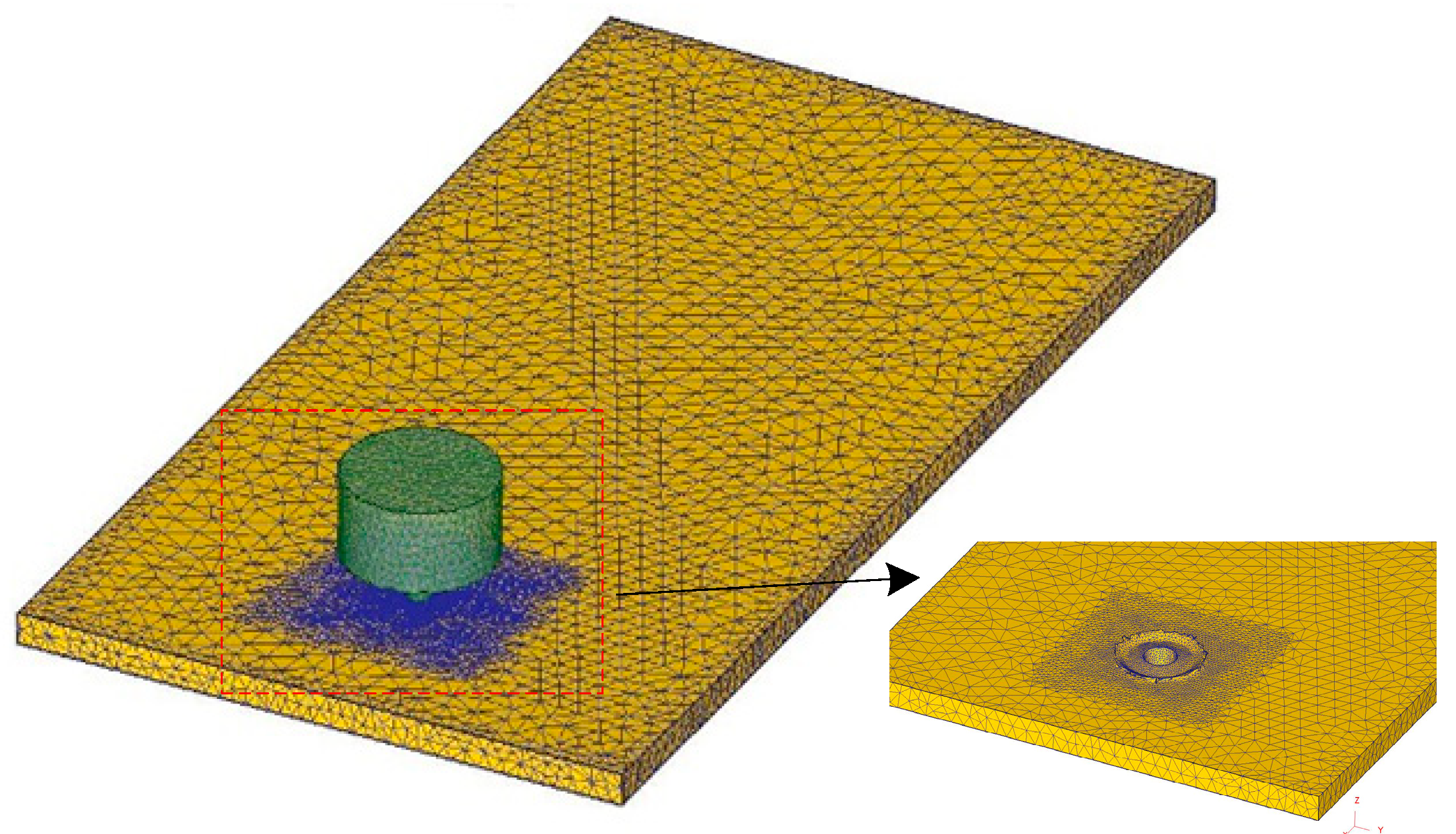
2.2.1. Geometric Model and Boundary Conditions
2.2.2. Finite Element Formula
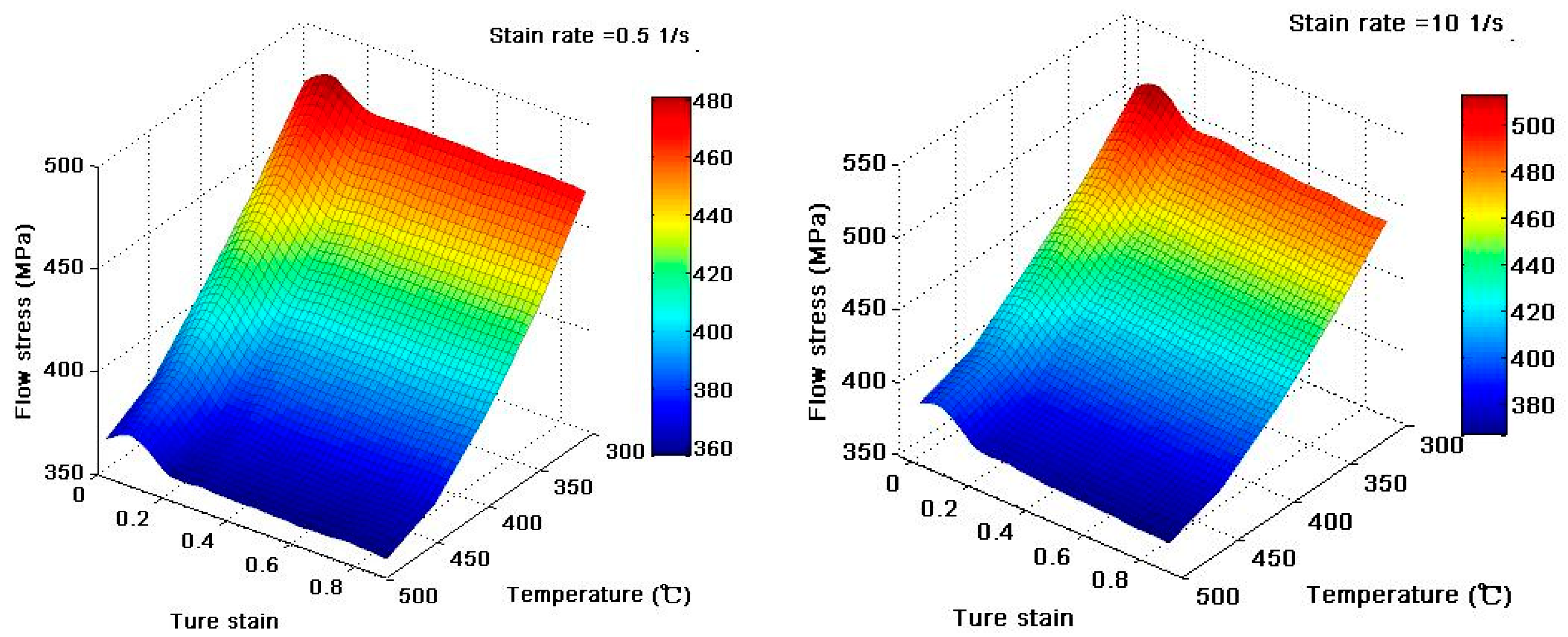
2.2.3. Material Model
2.2.4. Dislocation Motion Model
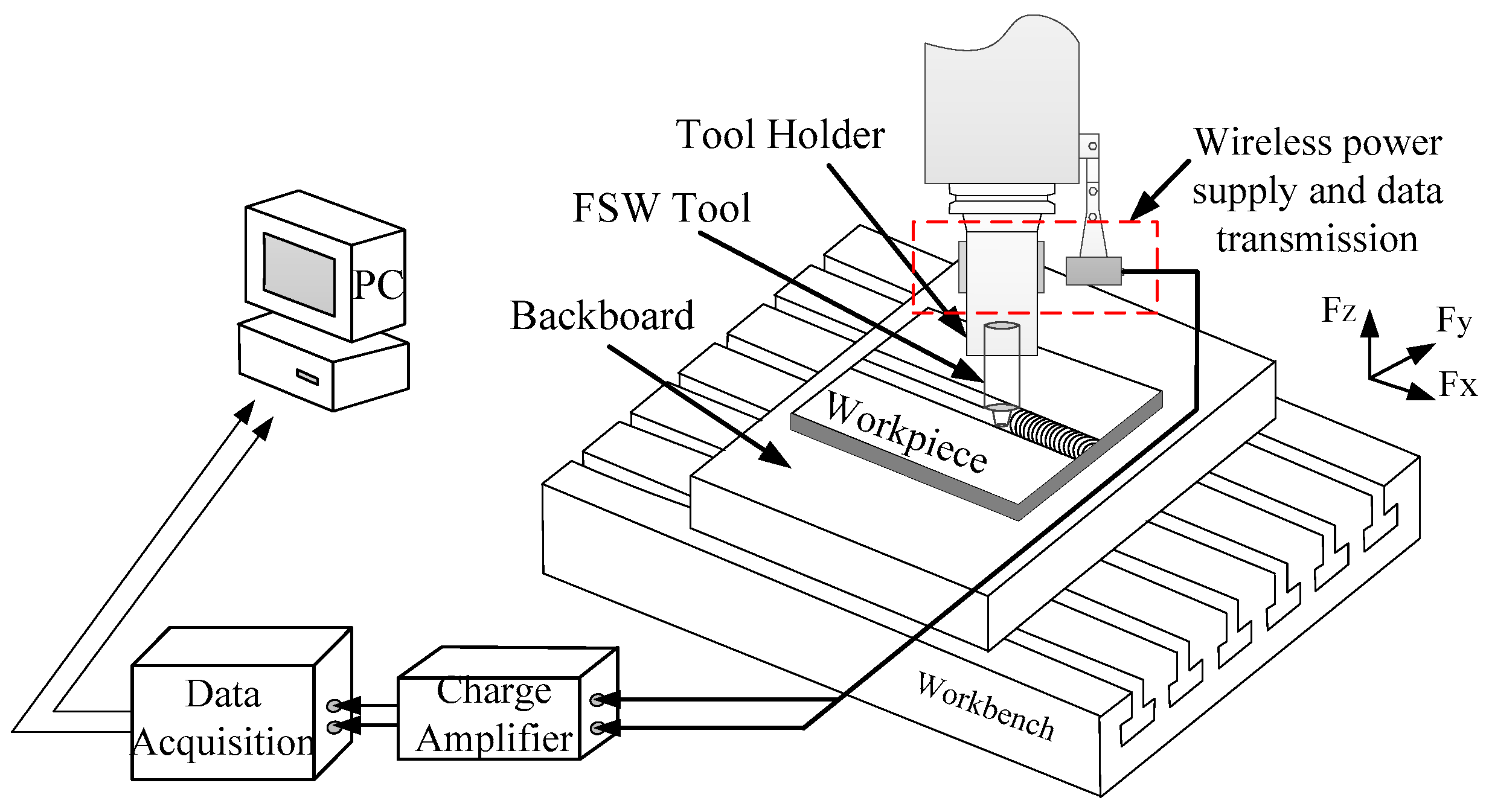
2.3. Test Acquisition Method
3. Results and Discuss
3.1. Verification of Finite Element Model
3.2. FSW Temperature Field Distribution
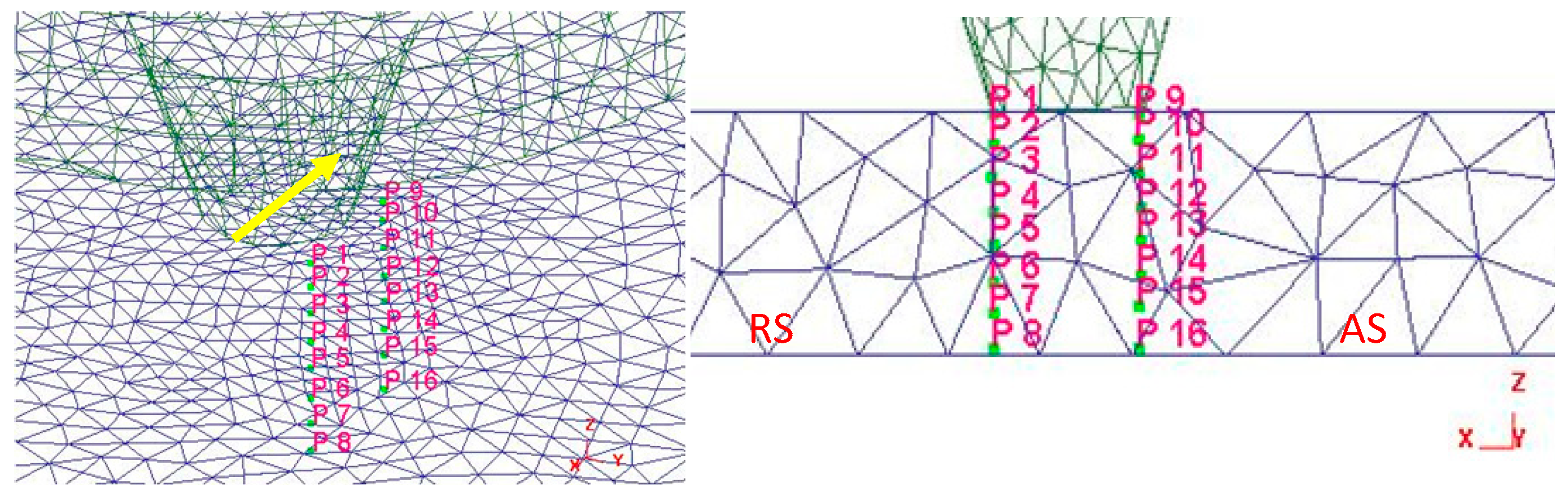
3.3. Material Flow
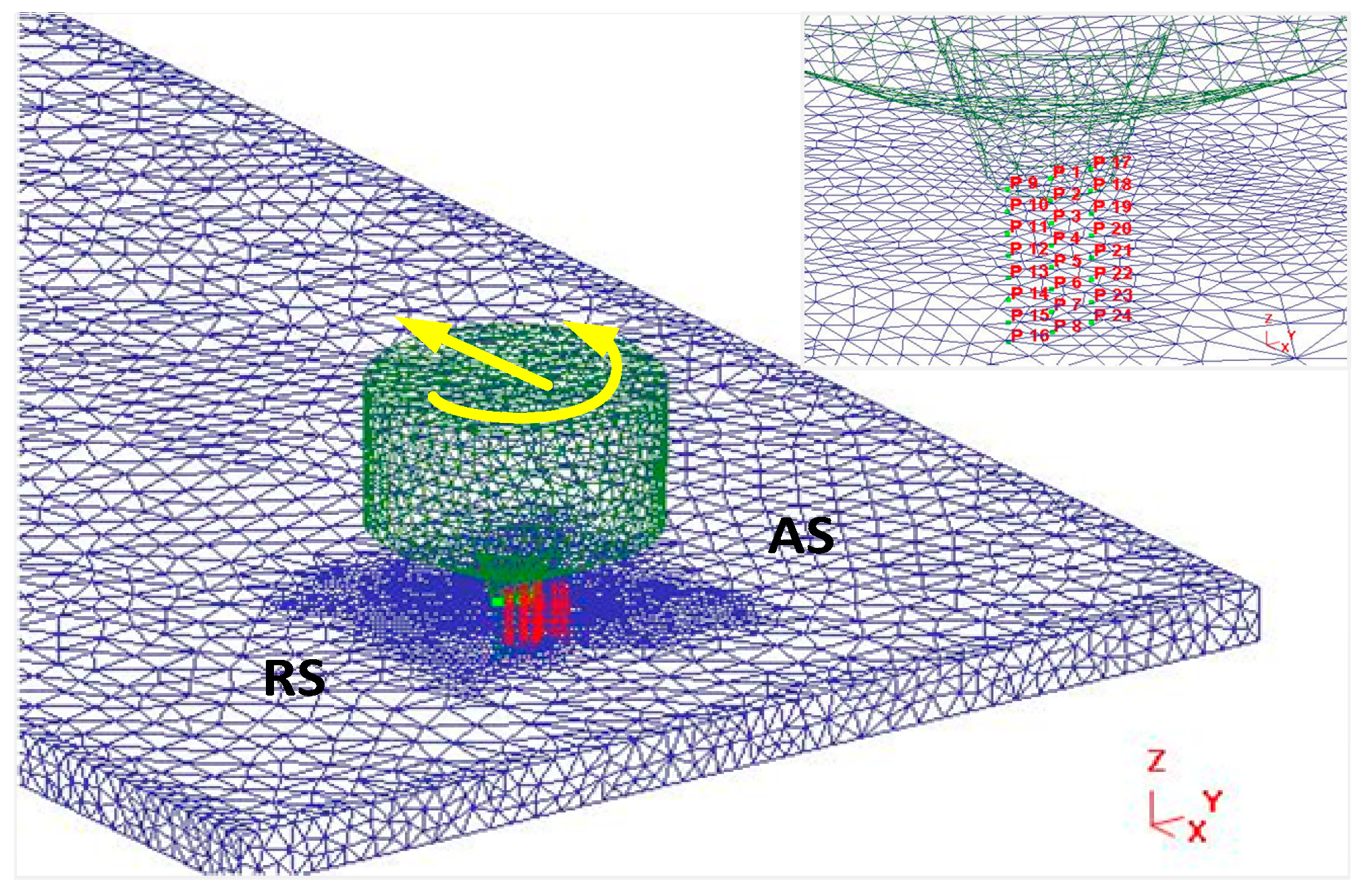
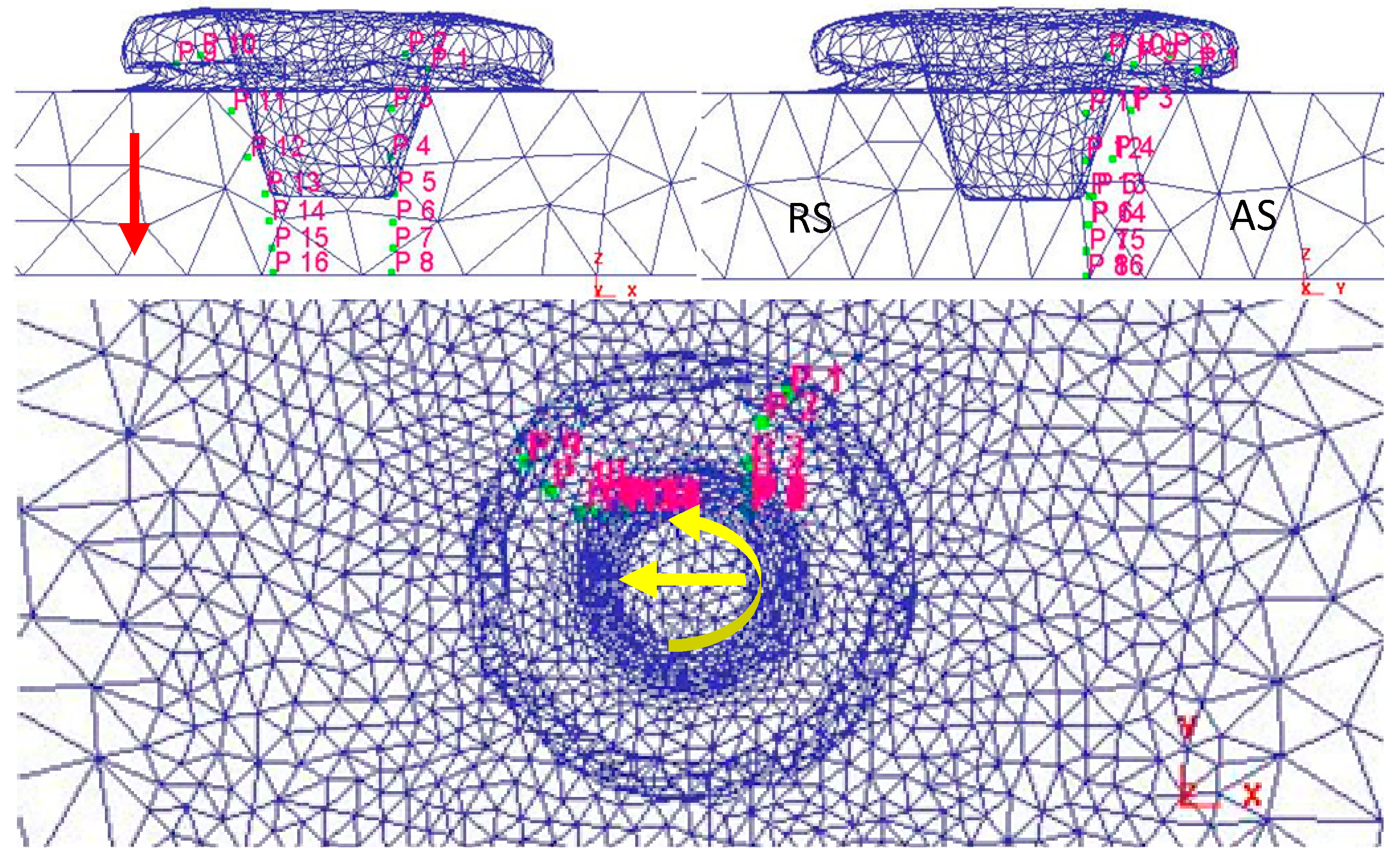
3.3.1. Material Flow inside the Tool Pin
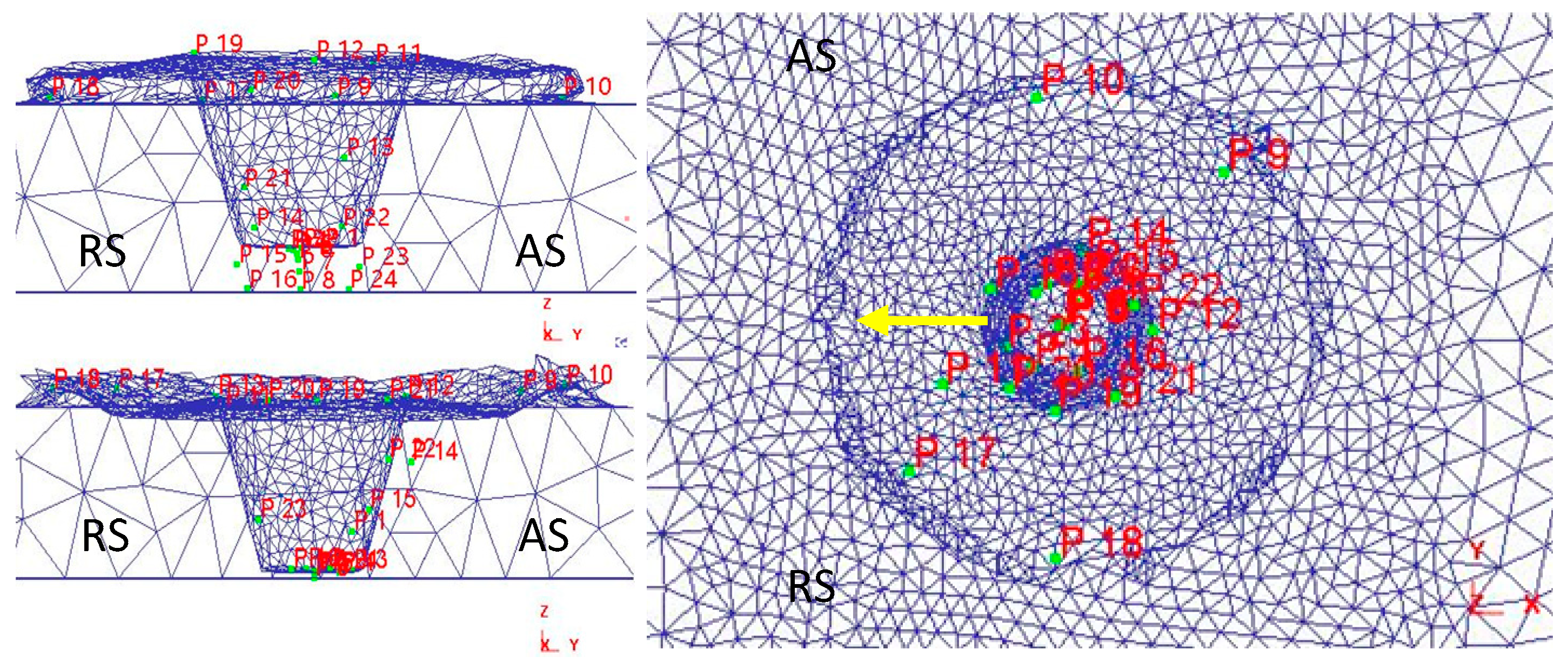
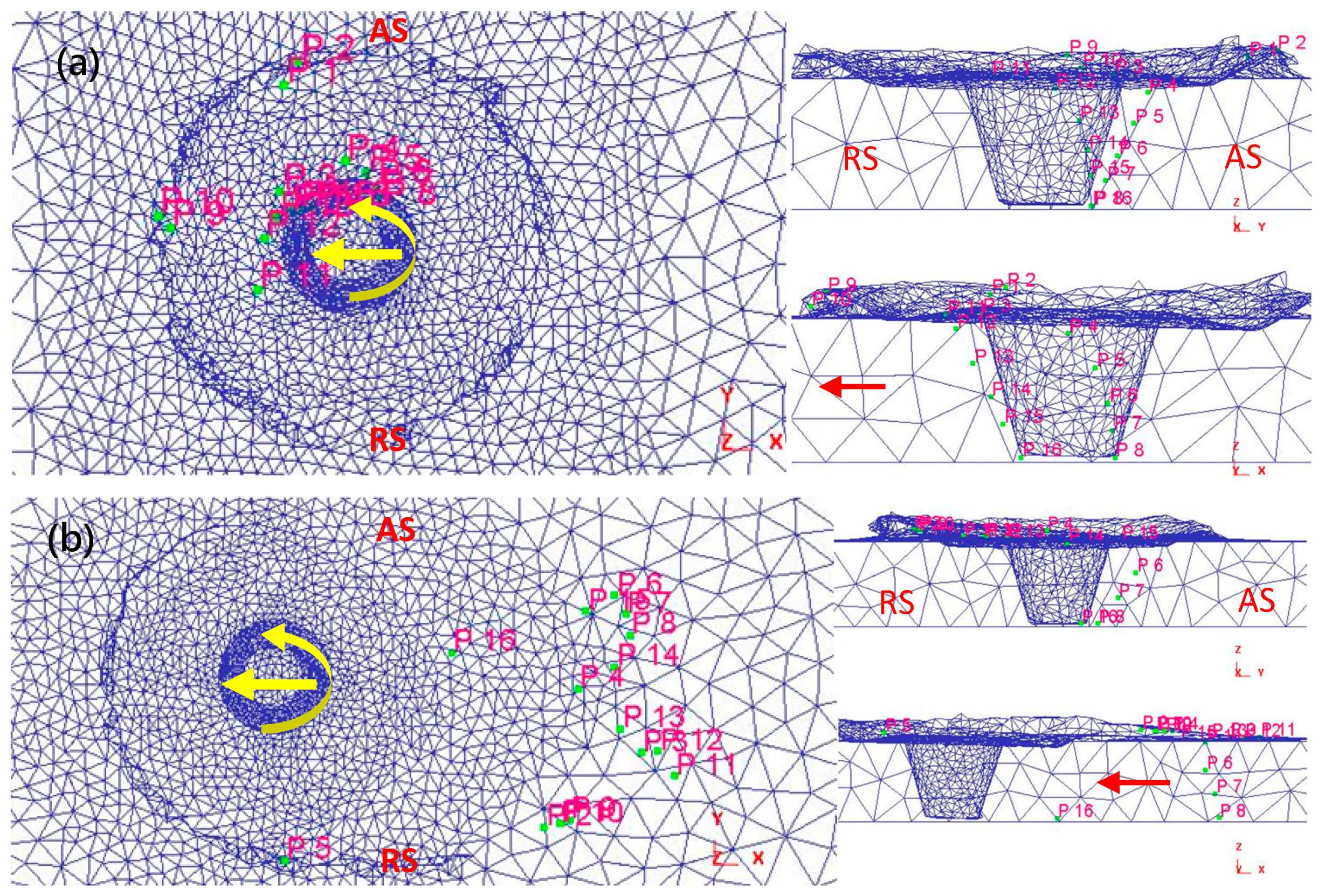
3.3.2. Material Flow on the Advancing Side
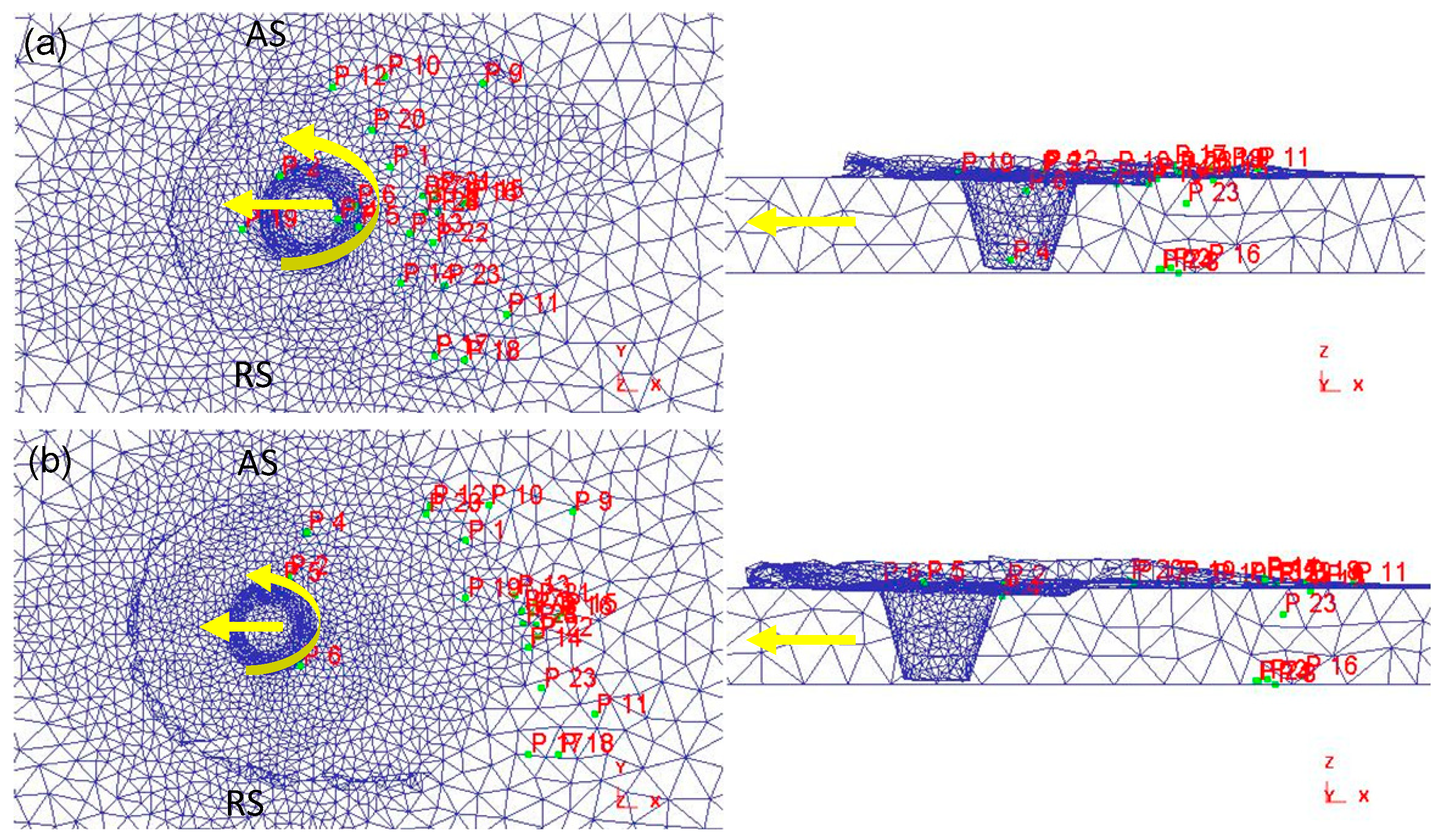
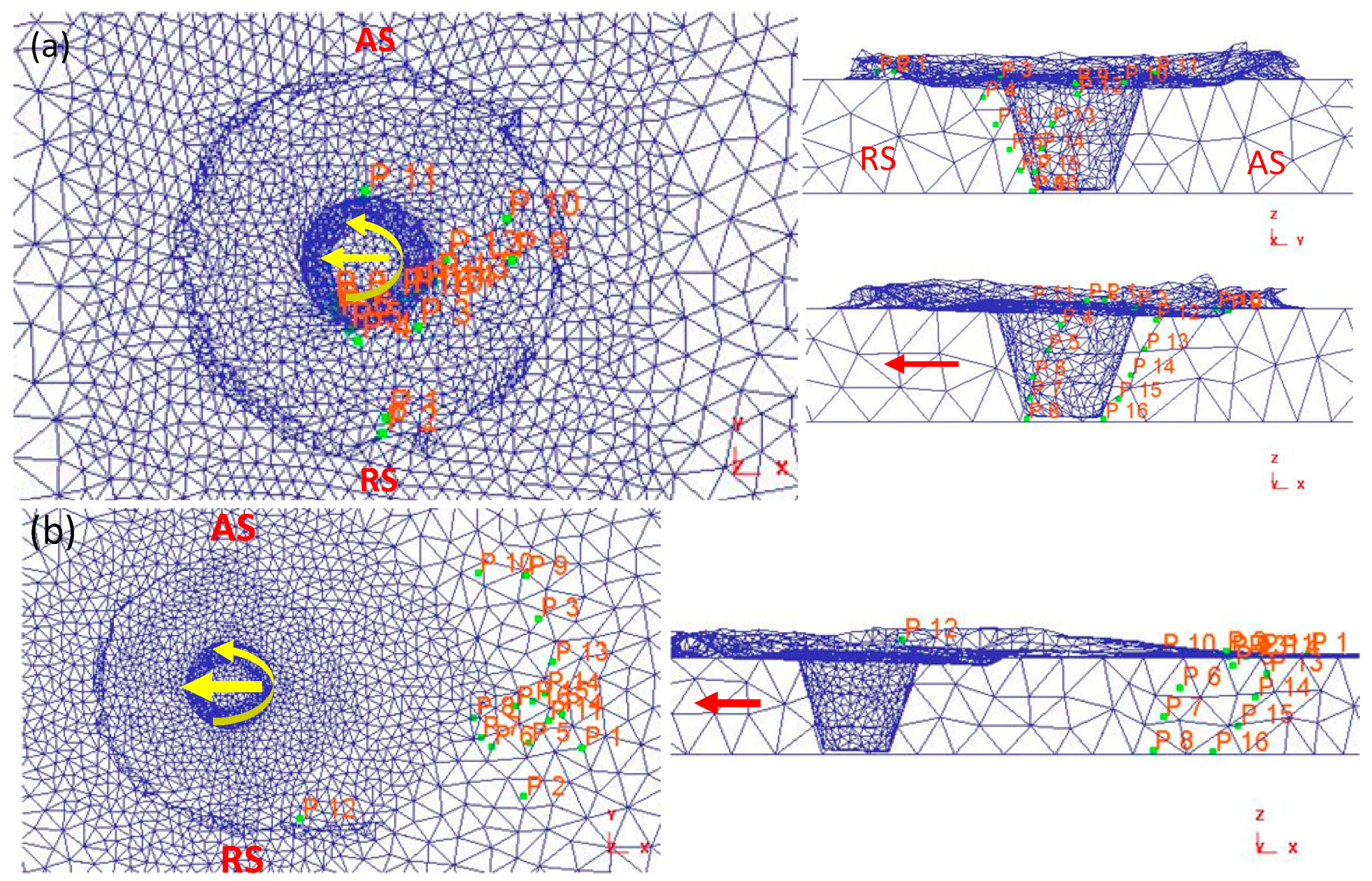
3.3.3. Material Flow on the Retreating Side
3.4. Prediction of Welding Defects
3.5. Effect of Material Flow on Microstructure
4. Conclusions
- (1)
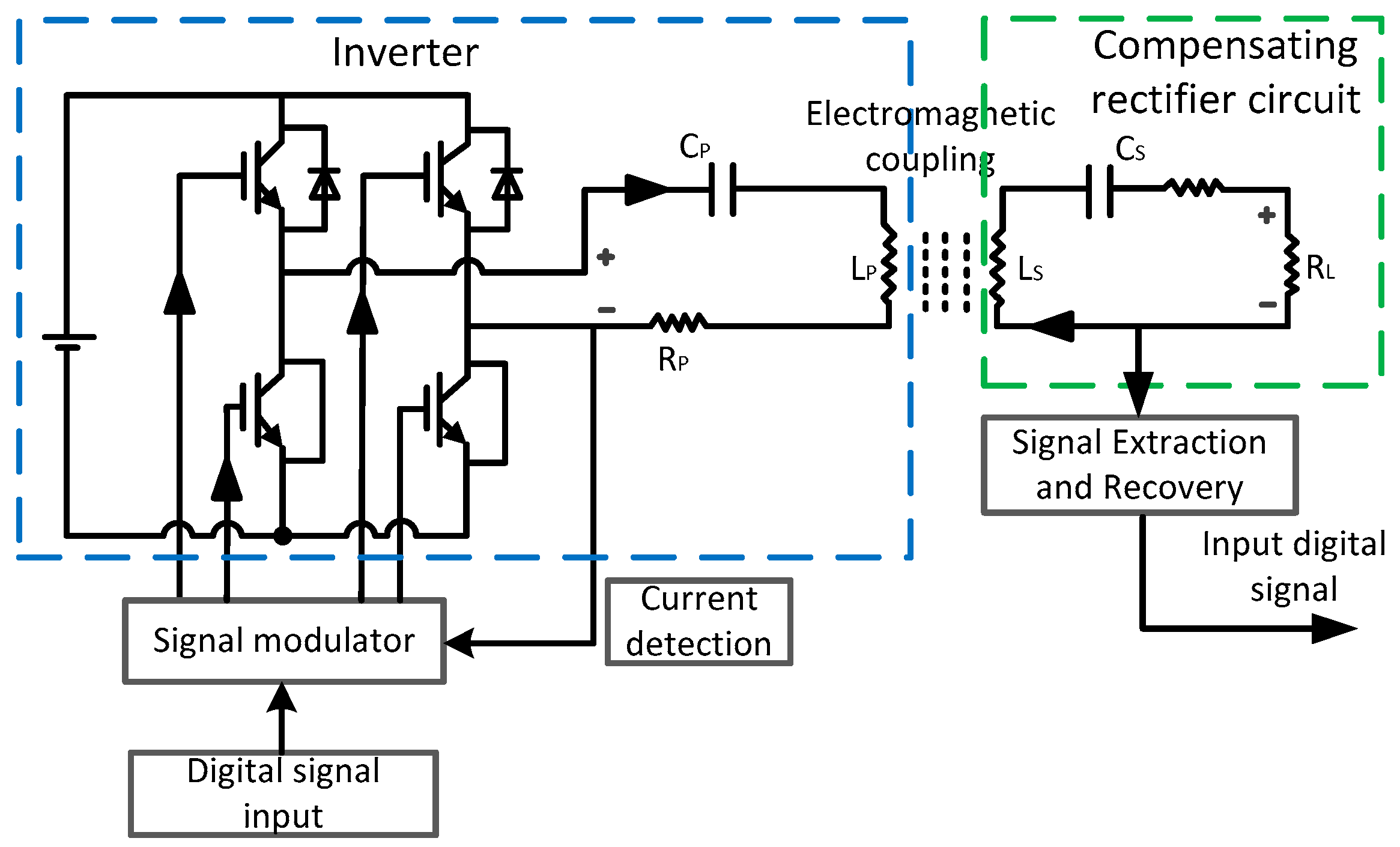
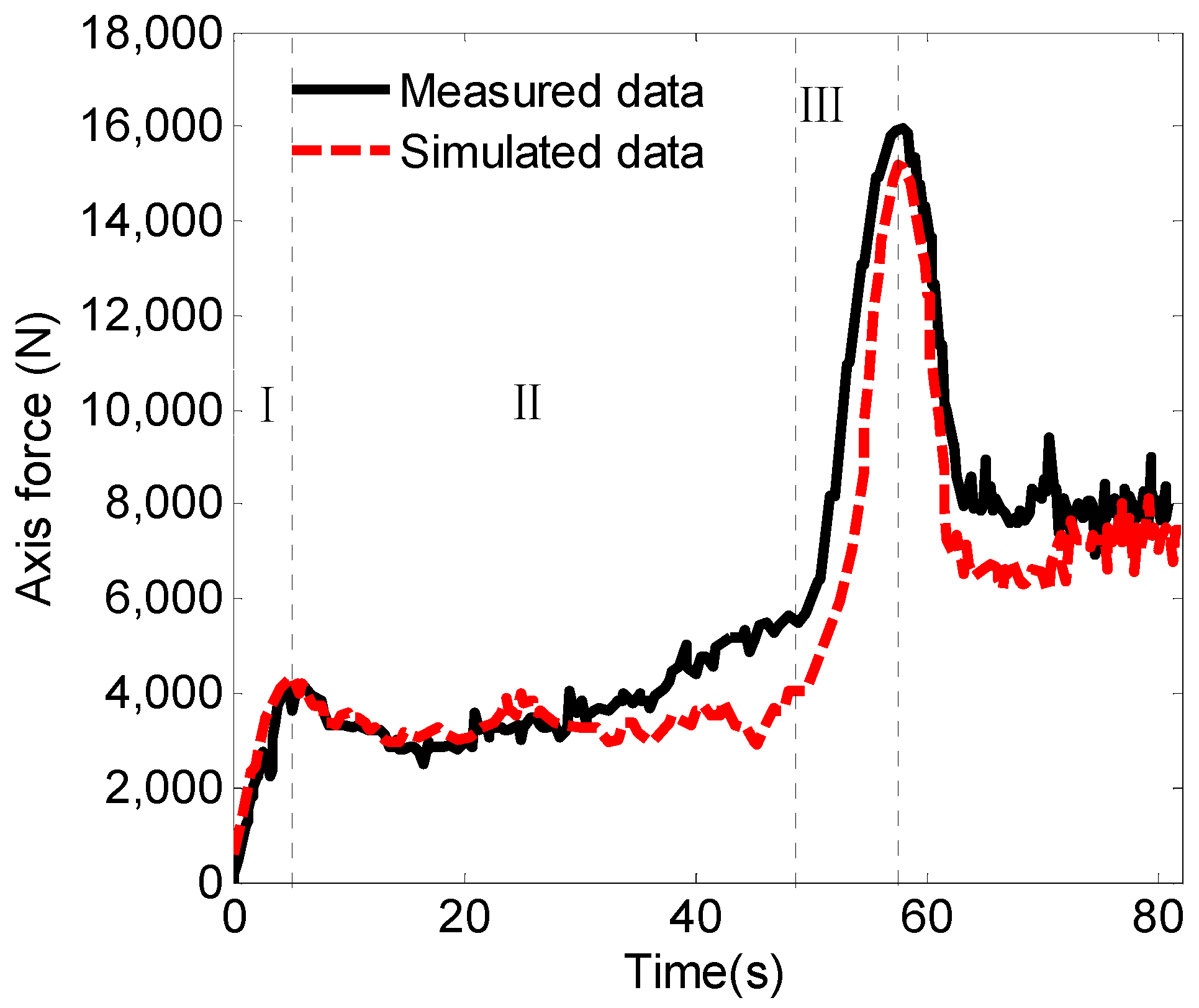
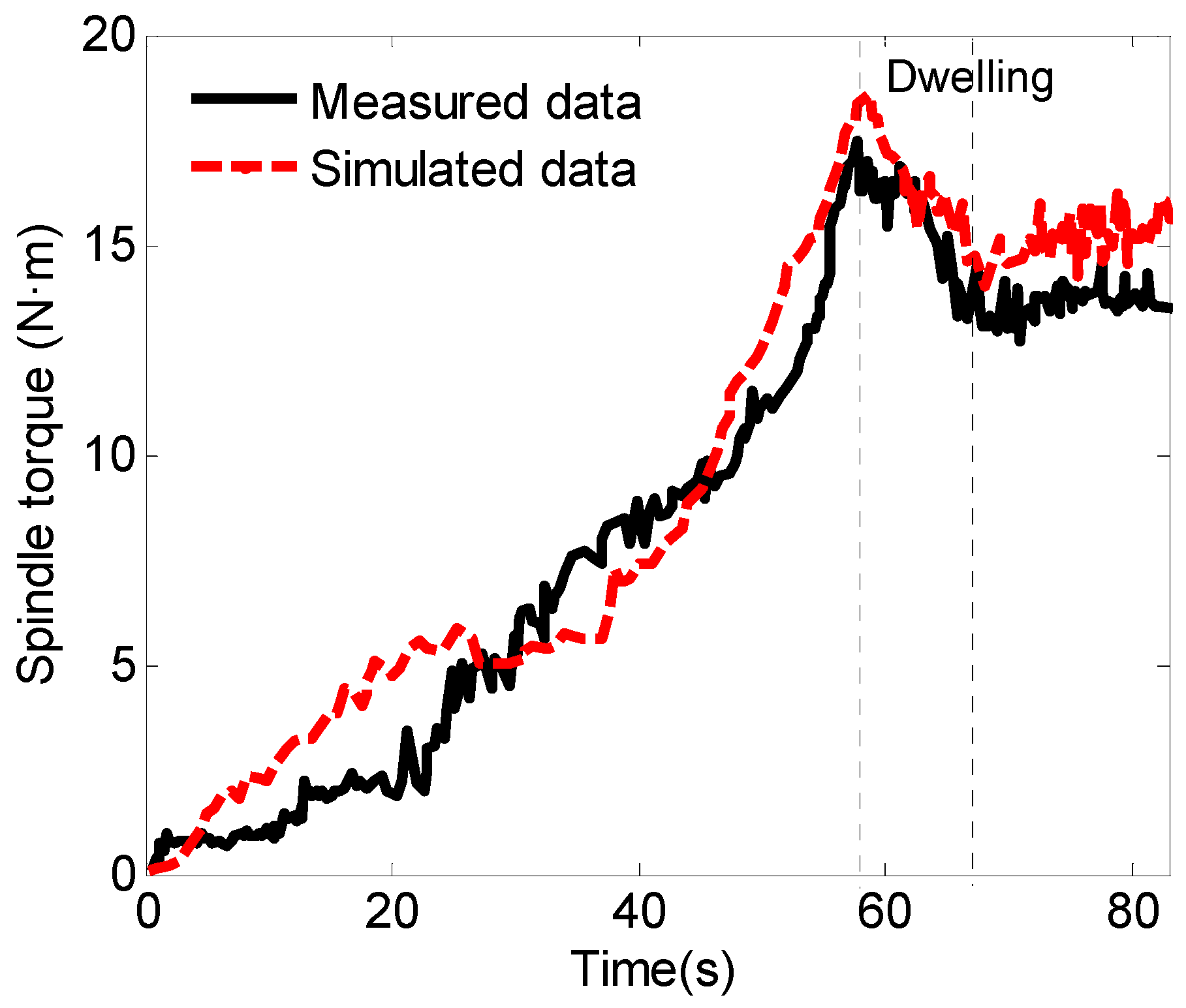
- The thermogenic physical model of the FSW process is established, and the finite element model is constructed to simulate the FSW process. The axial force and torque of the friction stir welding process were collected by electromagnetic coupling technology, and the data of the test and simulation were compared. The curve trend verified the correctness of the finite element model.
- (2)
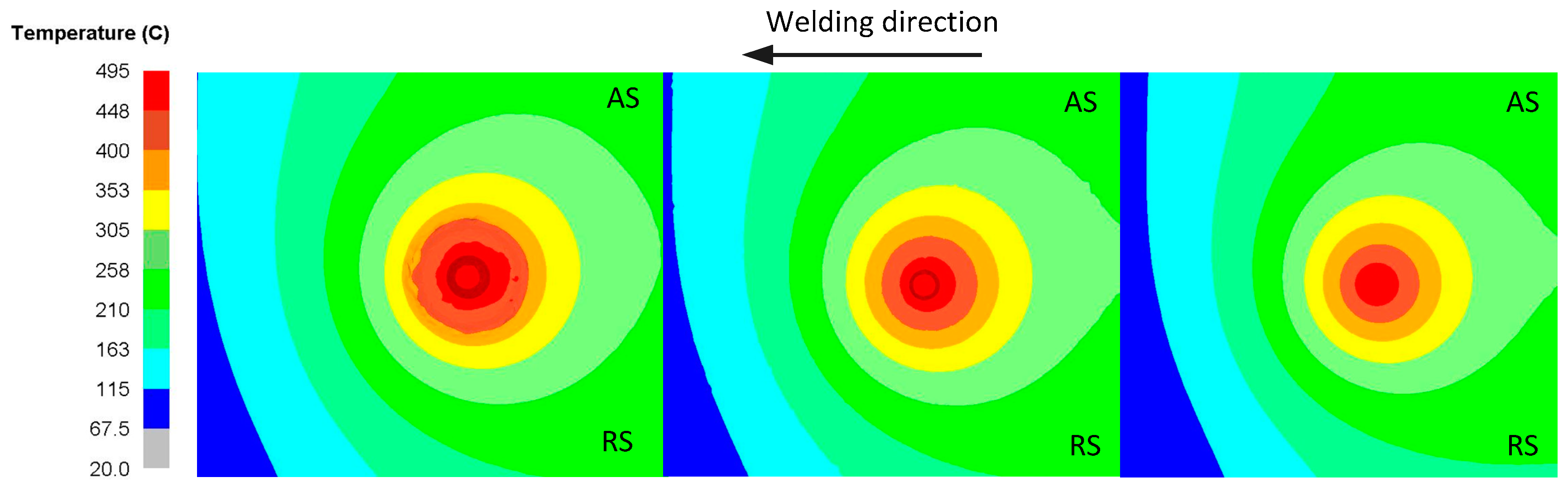
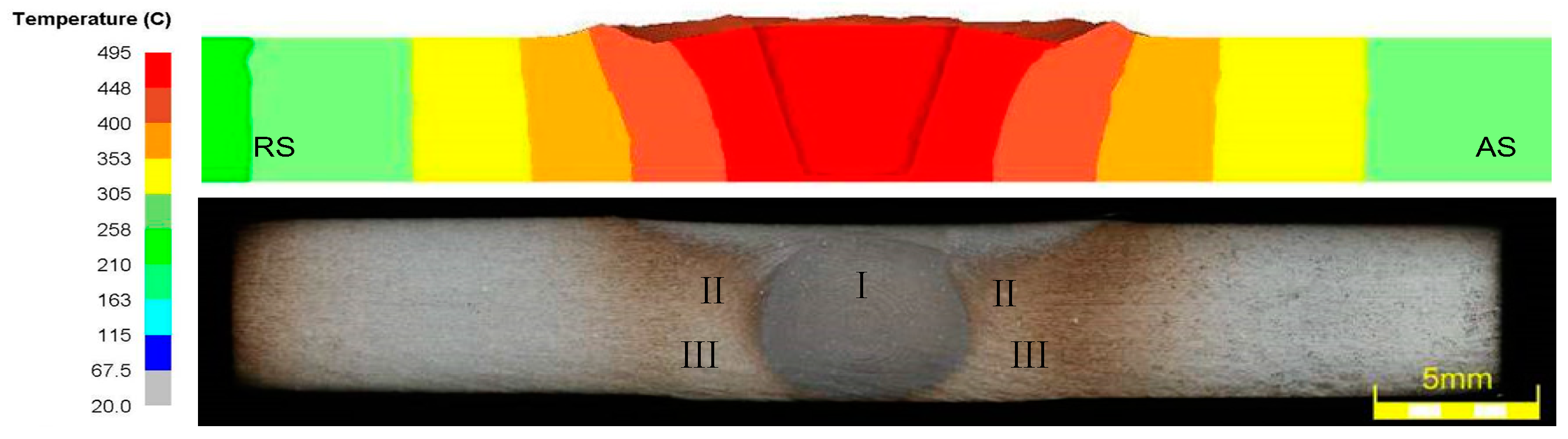
- Through a simulation analysis, it was found that the temperature on the advancing side is about 20 °C higher than that on the retreating side near the welding seam, and that the FSP temperature field has an important influence on the material flow field. By analyzing the temperature of the workpiece at different thickness layers, it was found that the temperature difference between the two sides of the middle and lower layers was relatively reduced.
- (3)
- The material flow law in different areas of the weld was studied, and it was found that a small part of the inner material of the tool pin was extruded to the bottom of the workpiece. There is a large difference in the flow conditions of the upper and lower parts of the weld. The material on the upper surface tends to move downward under the influence of the shoulder extrusion, while the material on the lower part moves spirally upward under the influence of the tool pin. The material flow amount of the advancing side is higher than that of the retreating side.
- (4)
- The material on the advancing side finally stays behind the weld, and most of the particles are distributed on the retreating side. The degree of the material flow gradually decreases along the thickness direction. Most of the material on the retreating side is finally distributed behind the welding seam, and some of it flows to the advancing side.
- (5)
- Through a simulation analysis, it was found that the abnormal material flow in the welding process is prone to welding defects under the conditions of a low rotating speed and high welding speed.
- (6)
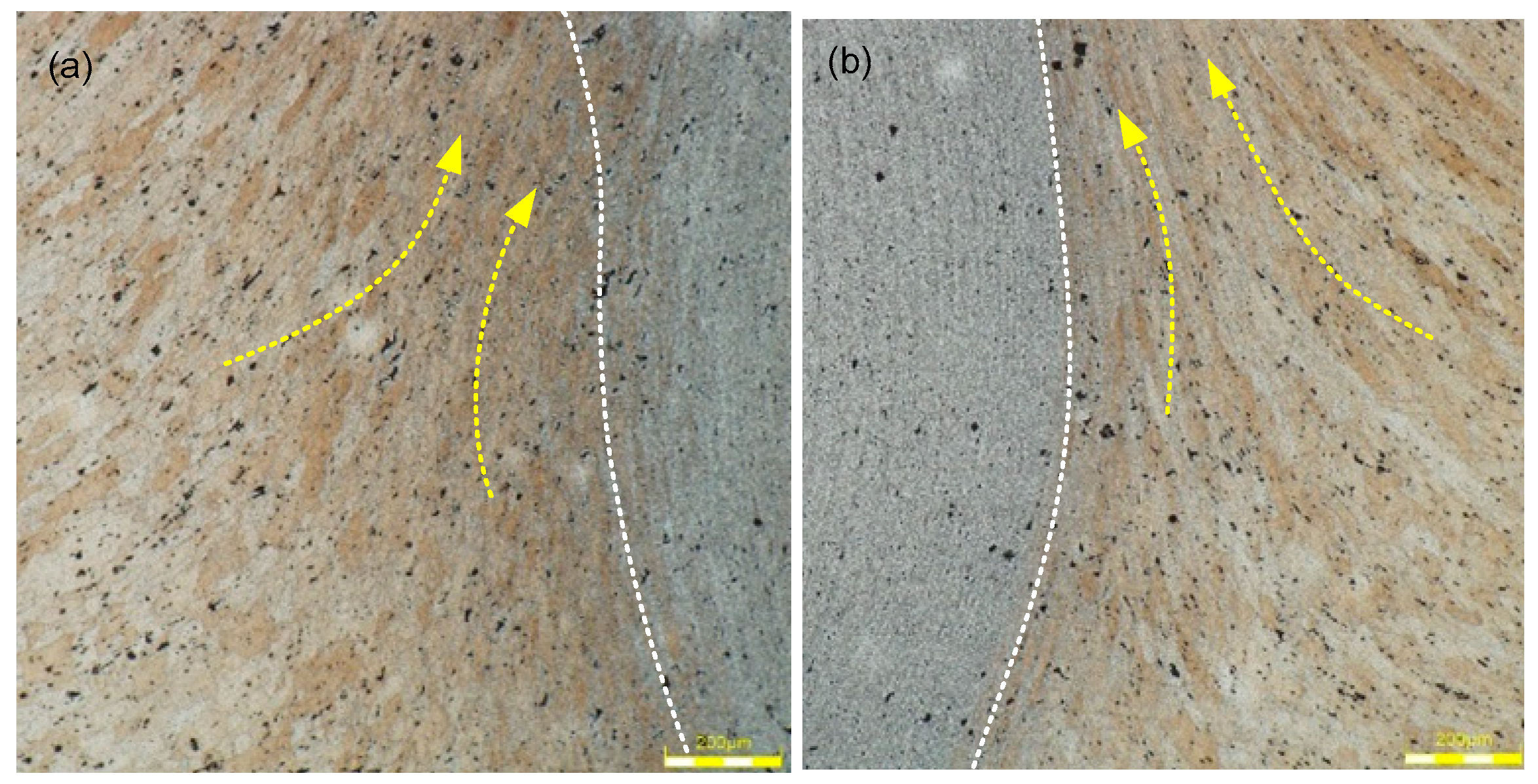
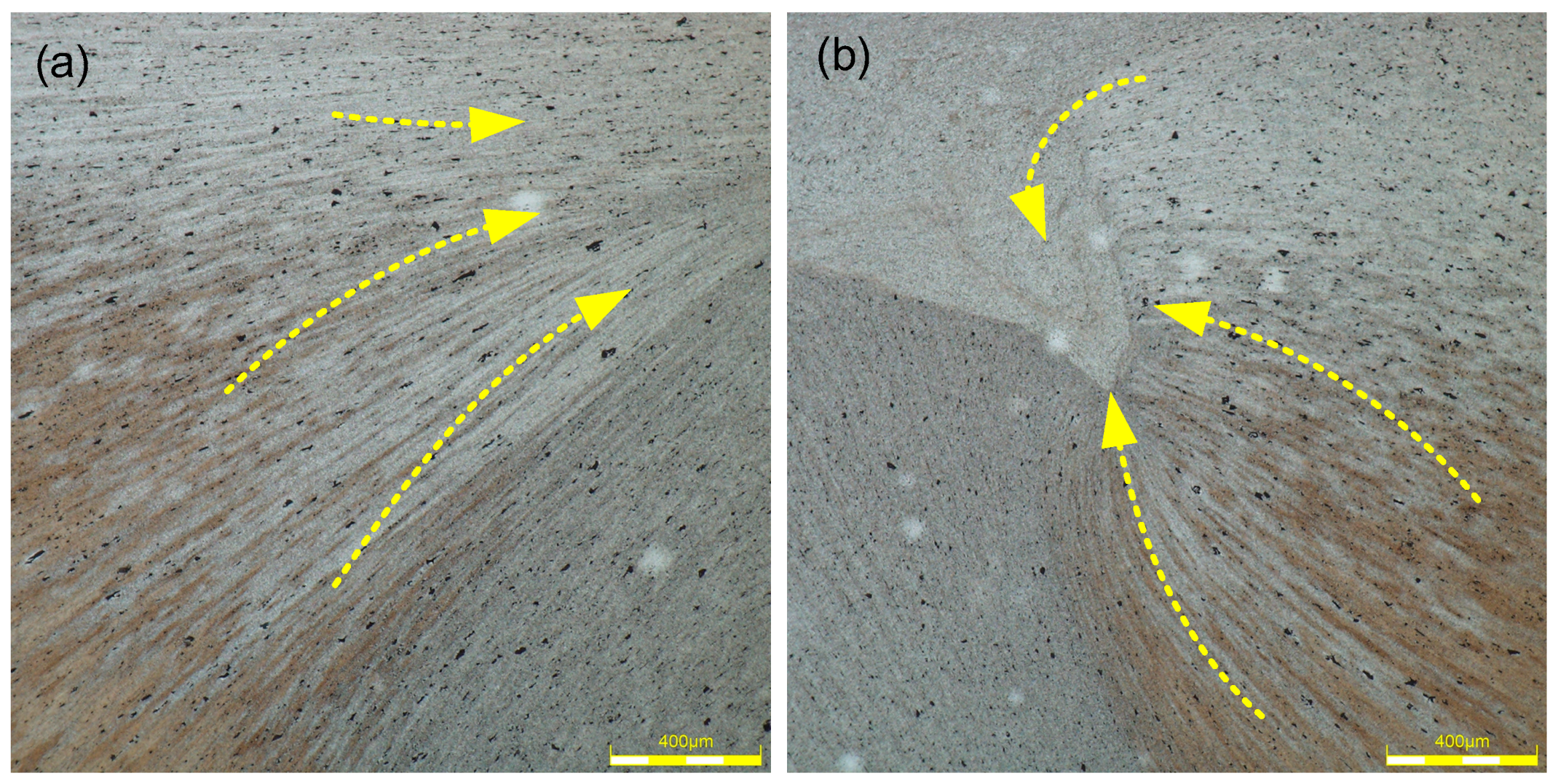
- Through the comparative analysis of the cross-section of the joint, it was also found that there is a significant difference in the flow of the material between the advancing side and the retreating material, and that the material flow in the different regions makes the tissue forming boundary distinct. The tensile state of the joint microstructure can observe the flow tendency of the material. The advancing side forms a multi-directional material flow intersection area under the tool shoulder, which easily forms welding defects when the material flow is abnormal.
Author Contributions
Funding
Conflicts of Interest
References
- Wang, T.; Zou, Y.; Matsuda, K. Micro-structure and micro-textural studies of friction stir welded AA6061-T6 subjected to different rotation speeds. Mater. Des. 2016, 90, 13–21. [Google Scholar] [CrossRef]
- Morita, T.; Yamanaka, M. Microstructural evolution and mechanical properties of friction-stir-welded Al-Mg-Si joint. Mater. Sci. Eng. A 2014, 595, 196–204. [Google Scholar] [CrossRef]
- Guo, J.F.; Chen, H.C.; Sun, C.N.; Bi, G.; Sun, Z.; Wei, J. Friction stir welding of dissimilar materials between AA6061 and AA7075 Al alloys effects of process parameters. Mater. Des. 2014, 56, 185–192. [Google Scholar]
- Zhang, H.; Wang, M.; Zhang, X.; Yang, G. Microstructural characteristics and mechanical properties of bobbin tool friction stir welded 2A14-T6 aluminum alloy. Mater. Des. 2015, 65, 559–566. [Google Scholar] [CrossRef]
- Carlone, P.; Palazzo, G.S. Influence of process parameters on microstructure and mechanical properties in AA2024-T3 friction stir welding. Metall. Microstruct. Anal. 2013, 2, 213–222. [Google Scholar] [CrossRef]
- Su, H.; Wu, C.S.; Bachmann, M.; Rethmeier, M. Numerical modeling for the effect of pin profiles on thermal and material flow characteristics in friction stir welding. Mater. Des. 2015, 77, 114–125. [Google Scholar] [CrossRef]
- Tutunchilar, S.; Haghpanahi, M.; Besharati Givi, M.K.; Asadi, P.; Bahemmat, P. Simulation of material flow in friction stir processing of a cast Al-Si alloy. Mater. Des. 2012, 40, 415–426. [Google Scholar] [CrossRef]
- Chen, Z.W.; Pasang, T.; Qi, Y. Shear flow and formation of nugget zone during friction stir welding of aluminium alloy 5083-O. Mater. Sci. Eng. A 2008, 474, 312–316. [Google Scholar] [CrossRef]
- Zhu, Y.; Chen, G.; Chen, Q.; Zhang, G.; Shi, Q. Simulation of material plastic flow driven by non-uniform friction force during friction stir welding and related defect prediction. Mater. Des. 2016, 108, 400–410. [Google Scholar]
- Assidi, M.; Fourment, L.; Guerdoux, S.; Nelson, T. Friction model for friction stir welding process simulation: Calibrations from welding experiments. Int. J. Mach. Tools. Manuf. 2010, 50, 143–155. [Google Scholar] [CrossRef]
- Zhang, Z.; Wu, Q. Numerical studies of tool diameter on strain rates, temperature rises and grain sizes in friction stir welding. J. Mech. Sci. Technol. 2015, 29, 4121–4128. [Google Scholar] [CrossRef]
- Chowdhury, S.M.; Chen, D.L.; Bhole, S.D.; Cao, X. Tensile properties of a friction stir welded magnesium alloy: Effect of pin tool thread orientation and weld pitch. Mater. Sci. Eng. A 2010, 527, 6064–6075. [Google Scholar] [CrossRef]
- Yang, C.L.; Wu, C.S.; Lv, X.Q. Numerical analysis of mass transfer and material mixing in friction stir welding of aluminum/magnesium alloys. J. Manuf. Process. 2018, 32, 380–394. [Google Scholar] [CrossRef]
- Tongne, A.; Desrayaud, C.; Jahazi, M.; Feulvarch, E. On material flow in Friction Stir Welded Al alloys. J. Mater. Process. Tech. 2017, 239, 284–296. [Google Scholar] [CrossRef]
- Mironov, S.; Masaki, K.; Sato, Y.S.; Kokawa, H. Relation between material flow and abnormal grain growth in friction-stir welds. Scripta Mater. 2012, 67, 983–986. [Google Scholar] [CrossRef]
- Franke, D.J.; Zinn, M.R.; Pfefferkorn, F.E. Intermittent Flow of Material and Force-Based Defect Detection During Friction Stir Welding of Aluminum Alloys. Frict. Stir Weld. Process. X 2019, 149–160. [Google Scholar]
- Gratecap, F.; Girard, M.; Marya, S.; Racineux, G. Exploring material flow in friction stir welding: Tool eccentricity and formation of banded structures. Int. J. Mater. Form. 2012, 5, 99–107. [Google Scholar] [CrossRef]
- Huang, Y.; Wang, Y.; Wan, L.; Liu, H.; Shen, J.; dos Santos, J.F.; Zhou, L.; Feng, J. Material-flow behavior during friction-stir welding of 6082-T6 aluminum alloy. Int. J. Adv. Manuf. Tech. 2016, 87, 1115–1123. [Google Scholar] [CrossRef] [Green Version]
- Dialami, N.; Chiumenti, M.; Cervera, M.; Agelet de Saracibar, C.; Ponthot, J.P.; Bussetta, P. Numerical Simulation and Visualization of Material Flow in Friction Stir Welding via Particle Tracing. Numer. Simul. Coupl. Probl. Eng. 2014, 33, 157–169. [Google Scholar]
- Li, W.-Y.; Li, J.-F.; Zhang, Z.-H.; Gao, D.-L.; Chao, Y.-J. Metal flow during friction stir welding of 7075-T651 Aluminum alloy. Exp. Mech. 2013, 53, 1573–1582. [Google Scholar] [CrossRef]
- Shanavas, S.; Dhas, J.E.R. Quality Prediction of Friction Stir Weld Joints on AA 5052 H32 Aluminium Alloy Using Fuzzy Logic Technique. Mater. Today Proc. 2018, 5, 12124–12132. [Google Scholar] [CrossRef]
- De Filippis, L.A.C.; Serio, L.M.; Facchini, F.; Mummolo, G.; Ludovico, A.D. Prediction of the Vickers Microhardness and Ultimate Tensile Strength of AA5754 H111 Friction Stir Welding Butt Joints Using Artificial Neural Network. Materials 2016, 9, 915. [Google Scholar] [CrossRef] [PubMed]
- Cisko, A.B.; Jordon, J.B.; Avery, D.Z.; Liu, T.; Brewer, L.N.; Allison, P.G.; Carino, R.L.; Hammi, Y.; Rushing, T.W.; Garcia, L. Experiments and Modeling of Fatigue Behavior of Friction Stir Welded Aluminum Lithium Alloy. Metals 2019, 9, 293. [Google Scholar] [CrossRef]
- Zhang, Z.; Xiao, B.L.; Wang, D.; Ma, Z.Y. Effect of Alclad Layer on Material Flow and Defect Formation in Friction-Stir-Welded 2024 Aluminum Alloy. Metall. Mater. Trans. A 2011, 42, 1717–1726. [Google Scholar] [CrossRef]
- Zhu, Z.; Wang, M.; Zhang, H.; Zhang, X.; Yu, T.; Wu, Z. A finite element model to simulate defect formation during friction stir welding. Metals 2017, 7, 256. [Google Scholar] [CrossRef]
- Edwards, P.D.; Ramulu, M. Material flow during friction stir welding of Ti-6Al-4V. J. Mater. Process. Technol. 2015, 218, 107–115. [Google Scholar] [CrossRef]
- Mao, Y.; Ke, L.; Liu, F.; Chen, Y.; Xing, L. Effect of tool pin-tip profiles on material flow and mechanical properties of friction stir welding thick AA7075-T6 alloy joints. Int. J. Adv. Manuf. Technol. 2017, 88, 949–960. [Google Scholar] [CrossRef]
- Ji, S.D.; Shi, Q.Y.; Zhang, L.G.; Zou, A.L.; Gao, S.S.; Zan, L.V. Numerical simulation of material flow behaviour of friction stir welding influenced by rotational tool geometry. Comp. Mater. Sci. 2012, 63, 218–226. [Google Scholar] [CrossRef]
- Luo, H.; Wu, T.; Fu, J.; Wang, W.; Chen, N.; Wang, H. Welding Characteristics Analysis and Application on Spacecraft of Friction Stir Welded 2A14-T6 Aluminum Alloy. Materials 2019, 12, 480. [Google Scholar] [CrossRef] [PubMed]
- Sun, Z.; Wu, C.S. A numerical model of pin thread effect on material flow and heat generation in shear layer during friction stir welding. J. Manuf. Process. 2018, 36, 10–21. [Google Scholar] [CrossRef]
- Buffa, G.; Hua, J.; Shivpuri, R.; Fratini, L. A continuum based FEM model for friction stir welding-model development. Mater. Sci. Eng. A 2006, 419, 389–396. [Google Scholar] [CrossRef]
- Jain, R.; Pal, S.K.; Singh, S.B. A study on the variation of forces and temperature in a friction stir welding process: A finite element approach. J. Manuf. Process. 2016, 23, 278–286. [Google Scholar] [CrossRef]
- Leal, R.M.; Leitao, C.; Loureiro, A.; Rodrigues, D.M.; Vilaca, P. Material flow in heterogeneous friction stir welding of thin aluminium sheets: Effect of shoulder geometry. Mater. Sci. Eng. A 2008, 498, 384–391. [Google Scholar] [CrossRef] [Green Version]
- Jain, R.; Pal, S.K.; Singh, S.B. Finite element simulation of pin shape influence on material flow, forces in friction stir welding. Int. J. Adv. Manuf. Technol. 2018, 94, 1781–1797. [Google Scholar] [CrossRef]
- Zhou, Z.X.; Li, Y.L.; Suo, T. Microstructure and Dynamic Mechanical Properties of 2A14 Aluminium Alloy Sheet. Mech. Sci. Technol. Aerosp. Eng. 2009, 28, 1464–1467. [Google Scholar]
- GB/T 3880-1997. Aluminium and Aluminium Alloy Rolled Sheet; Standardization Administration of the People’s Republic of China: Beijing, China, 1998. [Google Scholar]
- AlRoubaiy, A.O.; Nabat, S.M.; Batako, A.D.L. Experimental and theoretical analysis of friction stir welding of Al-Cu joints. Int. J. Adv. Manuf. Technol. 2014, 71, 1631–1642. [Google Scholar] [CrossRef]
- Masaki, K.; Saito, H.; Nezaki, K.; Kitamoto, S.; Sato, Y.S.; Kokawa, H. Material Flow and Microstructure Evolution in Corner Friction Stir Welding of 5083 Al Alloy Using AdStir Technique. Frict. Stir Weld. Process. X 2019, 181–188. [Google Scholar] [CrossRef]
- Zhang, H.J.; Liu, H.J. Characteristics and Formation Mechanisms of Welding Defects in Underwater Friction Stir Welded Aluminum Alloy. Metallogr. Microstruct. Anal. 2012, 1, 269–281. [Google Scholar] [CrossRef] [Green Version]
- Kumar, K.; Kailas, S.V. The role of friction stir welding tool on material flow and weld formation. Mater. Sci. Eng. A 2008, 485, 367–374. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variables | Physical Meanings | Variables | Physical Meanings |
|---|---|---|---|
| (N) | Axial force | (MPa) | Yield stress of the material |
| (rad) | Rotational angular speed | (m) | Length of the tool pin |
| (m) | Radius of the outer circumference | (MPa) | Deviatoric stress component |
| (m) | Maximum radius of tool pin | () | Strain rate component |
| (m) | Radius of the end of the tool pin | (/) | Large penalty factors |
| (/) | Coefficient of friction | (N) | Arbitrary variables |
| (°) | Taper angle of the tool pin | (MPa) | Flow stress |
| (Pa) | Ultimate shear strength of the material | (/) | The rate sensitivity |
| T (°C) | The temperature | ( cm−2) | Dislocation density |
| Properties | AA 2014-T6 | Tool Steel W6 |
|---|---|---|
| Heat capacity () | 2.46 | 3.18 |
| Young’s modulus () | 69,300 | 230,000 |
| Heat expansion coefficient () | 21 | 11.9 |
| Thermal conductivity () | 176 | 30.8 |
| Poisson’s ratio (/) | 0.33 | 0.3 |
| Cu | Si | Mn | Mg | Fe | Zn | Ti | Ni | Al |
|---|---|---|---|---|---|---|---|---|
| 3.9~4.8 | 0.6~1.2 | 0.4~1.0 | 0.4~0.8 | ≤0.7 | ≤0.3 | ≤0.15 | ≤0.1 | Margin |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, H.; Wu, T.; Wang, P.; Zhao, F.; Wang, H.; Li, Y. Numerical Simulation of Material Flow and Analysis of Welding Characteristics in Friction Stir Welding Process. Metals 2019, 9, 621. https://doi.org/10.3390/met9060621
Luo H, Wu T, Wang P, Zhao F, Wang H, Li Y. Numerical Simulation of Material Flow and Analysis of Welding Characteristics in Friction Stir Welding Process. Metals. 2019; 9(6):621. https://doi.org/10.3390/met9060621
Chicago/Turabian StyleLuo, Haitao, Tingke Wu, Peng Wang, Fengqun Zhao, Haonan Wang, and Yuxin Li. 2019. "Numerical Simulation of Material Flow and Analysis of Welding Characteristics in Friction Stir Welding Process" Metals 9, no. 6: 621. https://doi.org/10.3390/met9060621
APA StyleLuo, H., Wu, T., Wang, P., Zhao, F., Wang, H., & Li, Y. (2019). Numerical Simulation of Material Flow and Analysis of Welding Characteristics in Friction Stir Welding Process. Metals, 9(6), 621. https://doi.org/10.3390/met9060621