Effects of Trace Erbium Addition on Microstructure and Mechanical Properties of Ti6Al4V-xEr Alloys

Abstract
:1. Introduction
2. Materials and Methods
3. Results
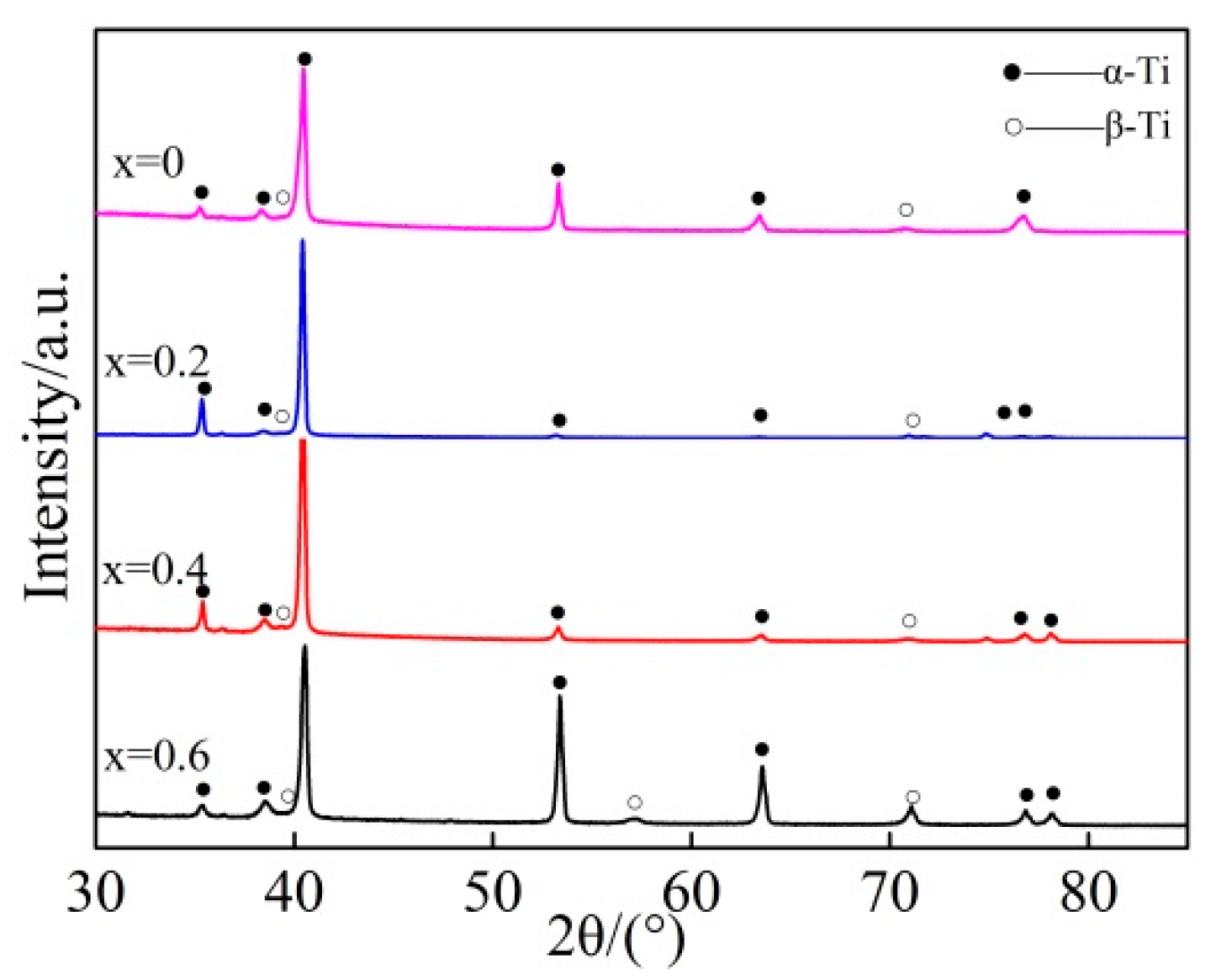
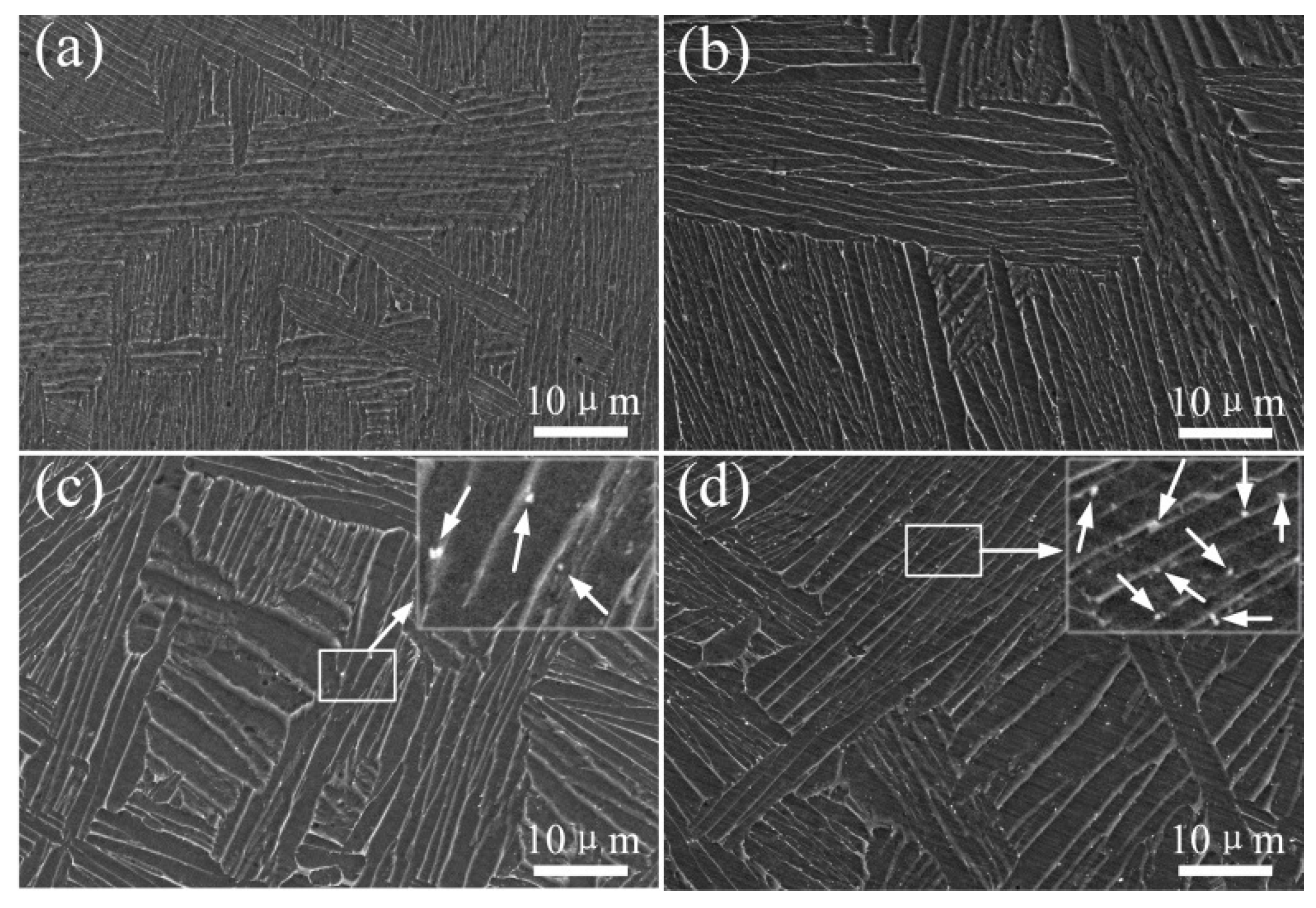
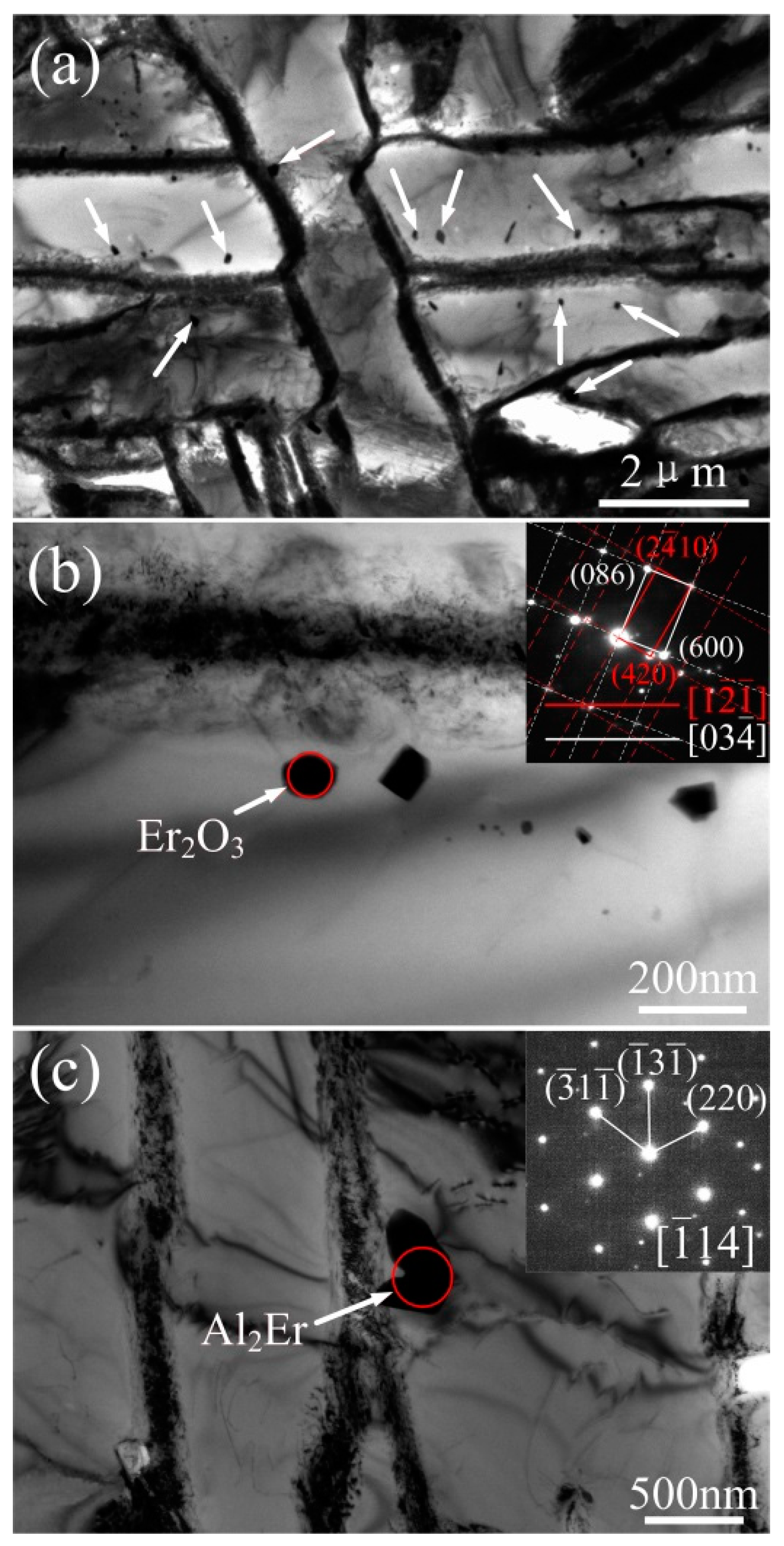
3.1. Microstructural Characteristics
3.2. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Dizlek, M.E.; Guden, M.; Turkan, U.; Tasdemirci, A. Processing and compression testing of Ti6Al4V foams for biomedical applications. J. Mater. Sci. 2009, 44, 1512–1519. [Google Scholar] [CrossRef] [Green Version]
- Gopal, J.; George, R.P.; Muraleedharan, P.; Kalavathi, S.; Banerjee, S.; Dayal, R.K.; Khatak, H.S. Photocatalytic inhibition of microbial fouling by anodized Ti6Al4V alloy. J. Mater. Sci. 2007, 42, 5152–5158. [Google Scholar] [CrossRef]
- Vaidya, W.V.; Horstmann, M.; Ventzke, V.; Petrovski, B.; Koçak, M.; Kocik, R.; Tempus, G. Improving interfacial properties of a laser beam welded dissimilar joint of aluminium AA6056 and titanium Ti6Al4V for aeronautical applications. J. Mater. Sci. 2010, 45, 6242–6254. [Google Scholar] [CrossRef] [Green Version]
- Stanford, N.; Carlson, U.; Barnett, M.R. Deformation twinning and the hall–petch relation in commercial purity Ti. Metall. Mater. Trans. A 2008, 39, 934–944. [Google Scholar] [CrossRef]
- Filip, R.; Kubiak, K.; Ziaja, W.; Sieniawski, J. The effect of microstructure on the mechanical properties of two-phase titanium alloys. J. Mater. Process. Technol. 2003, 133, 84–89. [Google Scholar] [CrossRef]
- Tamirisakandala, S.; Bhat, R.B.; Tiley, J.S.; Miracle, D.B. Processing, microstructure, and properties of β titanium alloys modified with boron. J. Mater. Eng. Perform. 2005, 14, 741–746. [Google Scholar] [CrossRef]
- Jia, L.; Liang, Z.; Xu, D.; Guo, J. Effects of centrifugal forces and casting modulus on structures and mechanical properties of Ti-6Al-4V alloy. Rare Metal Mater. Eng. 2016, 45, 581–587. [Google Scholar] [CrossRef]
- Khorev, A.I. Alloying and heat treatment of structural (α + β) titanium alloys of high and superhigh strength. Russ. Eng. Res. 2010, 30, 682–688. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Mcdonald, S.D.; Stjohn, D.H.; Dargusch, M.S. Segregation and grain refinement in cast titanium alloys. J. Mater. Res. 2009, 24, 1529–1535. [Google Scholar] [CrossRef]
- Bermingham, M.J.; McDonald, S.D.; Dargusch, M.S.; StJohn, D.H. The mechanism of grain refinement of titanium by silicon. Scr. Mater. 2008, 58, 1050–1053. [Google Scholar] [CrossRef]
- Tamirisakandala, S.; Bhat, R.B.; Tiley, J.S.; Miracle, D.B. Grain refinement of cast titanium alloys via trace boron addition. Scr. Mater. 2005, 53, 1421–1426. [Google Scholar] [CrossRef]
- Yu, J.; Zhao, Z.J.; Li, L.X. Corrosion fatigue resistances of surgical implant stainless steels and titanium alloy. Corros. Sci. 1993, 35, 587–597. [Google Scholar] [CrossRef]
- Early, P.W.; Burns, S.J. Improved toughness from prior beta grains in Ti6Al4V. Scr. Metall. 1977, 11, 0–869. [Google Scholar] [CrossRef]
- Tang, H.F.; Zhao, Y.Q.; Hong, Q.; Zeng, L.Y. Effects of rare earth elements on the structure and properties of high-temperature titanium alloy. Titanium Ind. Prog. 2010, 27, 16–21. [Google Scholar]
- Deng, J.; Yang, G.J. Role of rare earth elements in titanium and its alloys. Rare Metal Mater. Eng. 1993, 22, 1–11. [Google Scholar]
- Liu, Z.G.; Zhang, C.J.; Chai, L.H.; Chen, Y.Y.; Woo, K.D. Effect of Y on microstructure and mechanical properties of a Ti alloy. Mater. Sci. Forum 2010, 654–656, 460–463. [Google Scholar] [CrossRef]
- Xiao, W.L.; Wu, S.Q.; Ping, D.H.; Murakami, H.; Yamabe-Mitarai, Y. Effects of Sc addition on the microstructure and tensile properties of Ti–6.6Al–5.5Sn–1.8Zr alloy. Mater. Chem. Phys. 2012, 136, 1015–1021. [Google Scholar] [CrossRef]
- Ke, Y.; Duan, H.; Sun, Y. Effect of yttrium and erbium on the microstructure and mechanical properties of Ti–Al–Nb alloys. Mater. Sci. Eng. A 2010, 528, 220–225. [Google Scholar] [CrossRef]
- Whitsett, C.R.; Sastry, S.M.L.; Oneal, J.E.; Lederich, R.J. Influence of Rare-Earth Additions on Properties of Titanium Alloys Microstructures and Room-Temperature Tensile Properties of Ti-6Al-4V with Yttrium, Erbium and Mischmetal Additions. Tech. Rep. 1977, 1, 76–77. [Google Scholar]
- Burgers, W.G. On the process of transition of the cubic-body-centered modification into the hexagonal-close-packed modification of zirconium. Physica 1934, 1, 561–586. [Google Scholar] [CrossRef]
- Chen, Y.; Kong, F.; Han, J.; Chen, Z.; Tian, J. Influence of yttrium on microstructure, mechanical properties and deformability of Ti–43Al–9V alloy. Intermetallics 2005, 13, 263–266. [Google Scholar] [CrossRef]
- Allen, L.C. Electronegativity is the average one-electron energy of the valence-shell electrons in ground-state free atoms. J. Am. Chem. Soc. 1989, 111, 9003–9014. [Google Scholar] [CrossRef]
- Wang, X.; Ma, X.; Nie, Q.; Wang, M. Effects of y addition on microstructure and mechanical properties of TiC/Ti6Al4V composites. Intermetallics 2012, 31, 242–248. [Google Scholar] [CrossRef]
- Pan, Y.; Yang, W.; Tang, C.; Lan, Y.; Zhan, Y.Z. Phase diagram of the Al–Er–Mo ternary system at 873 K. Phase Transitions 2015, 88, 1111–1121. [Google Scholar] [CrossRef]
- Easton, M.; Stjohn, D. An analysis of the relationship between grain size, solute content, and the potency and number density of nucleant particles. Metall. Mater. Trans. A 2005, 36, 1911–1920. [Google Scholar] [CrossRef]
- Huang, K.; Marthinsen, K.; Zhao, Q.L.; Logé, R.E. The double-edge effect of second-phase particles on the recrystallization behaviour and associated mechanical properties of metallic materials. Prog. Mater. Sci. 2018, 92, 284–359. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Prior β Size/mm | α Lath Length/μm | α Lath Width/μm | L-W Ratio |
|---|---|---|---|---|
| Ti6Al4V | 2.72 ± 0.86 | 13.58 ± 3.65 | 0.89 ± 0.16 | 15.26 |
| Ti6Al4V-0.2Er | 1.38 ± 0.29 | 12.32 ± 3.51 | 1.63 ± 0.42 | 7.55 |
| Ti6Al4V-0.4Er | 1.09 ± 0.19 | 11.11 ± 3.23 | 2.07 ± 0.47 | 5.36 |
| Ti6Al4V-0.6Er | 0.88 ± 0.16 | 10.75 ± 2.86 | 2.51 ± 0.51 | 4.28 |
| Alloy | Rm/MPa | Rp0.2/MPa | A/% | Z/% | Hardness/MPa |
|---|---|---|---|---|---|
| Ti6Al4V | 792 ± 10 | 776 ± 9 | 7.3 ± 0.4 | 32.4 ± 1.6 | 2939 ± 69 |
| Ti6Al4V-0.2Er | 830 ± 12 | 787 ± 10 | 10.6 ± 0.5 | 45.1 ± 2.2 | 3081 ± 82 |
| Ti6Al4V-0.4Er | 804 ± 12 | 747 ± 11 | 9.9 ± 0.5 | 42.5 ± 2.1 | 3107 ± 78 |
| Ti6Al4V-0.6Er | 788 ± 11 | 730 ± 10 | 6.1 ± 0.3 | 18.0 ± 1.1 | 3132 ± 105 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Y.; Guo, Y.; Xu, G.; Chang, H.; Cui, Y. Effects of Trace Erbium Addition on Microstructure and Mechanical Properties of Ti6Al4V-xEr Alloys. Metals 2019, 9, 628. https://doi.org/10.3390/met9060628
Wu Y, Guo Y, Xu G, Chang H, Cui Y. Effects of Trace Erbium Addition on Microstructure and Mechanical Properties of Ti6Al4V-xEr Alloys. Metals. 2019; 9(6):628. https://doi.org/10.3390/met9060628
Chicago/Turabian StyleWu, Yakun, Yanhua Guo, Guanglong Xu, Hui Chang, and Yuwen Cui. 2019. "Effects of Trace Erbium Addition on Microstructure and Mechanical Properties of Ti6Al4V-xEr Alloys" Metals 9, no. 6: 628. https://doi.org/10.3390/met9060628
APA StyleWu, Y., Guo, Y., Xu, G., Chang, H., & Cui, Y. (2019). Effects of Trace Erbium Addition on Microstructure and Mechanical Properties of Ti6Al4V-xEr Alloys. Metals, 9(6), 628. https://doi.org/10.3390/met9060628