Optimization of the Continuous Galvanizing Heat Treatment Process in Ultra-High Strength Dual Phase Steels Using a Multivariate Model

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Theoretical Aspects of Multivariate Model
- a)
- Selection of the input variables according to the objective of the investigation;
- b)
- Selection of experimental design and generation of the experimental matrix;
- c)
- Perform the experiments according to the experimental matrix designed;
- d)
- Statistical analysis of the experimental data to obtain the fit of the polynomial function; i.e., obtain the coefficients in Equation (1).
- e)
- Statistical evaluation of the fitted model using multivariate variance analysis (MANOVA) and analysis of determination coefficients (R2);
2.2. Experimental Methods
3. Results and Discussion
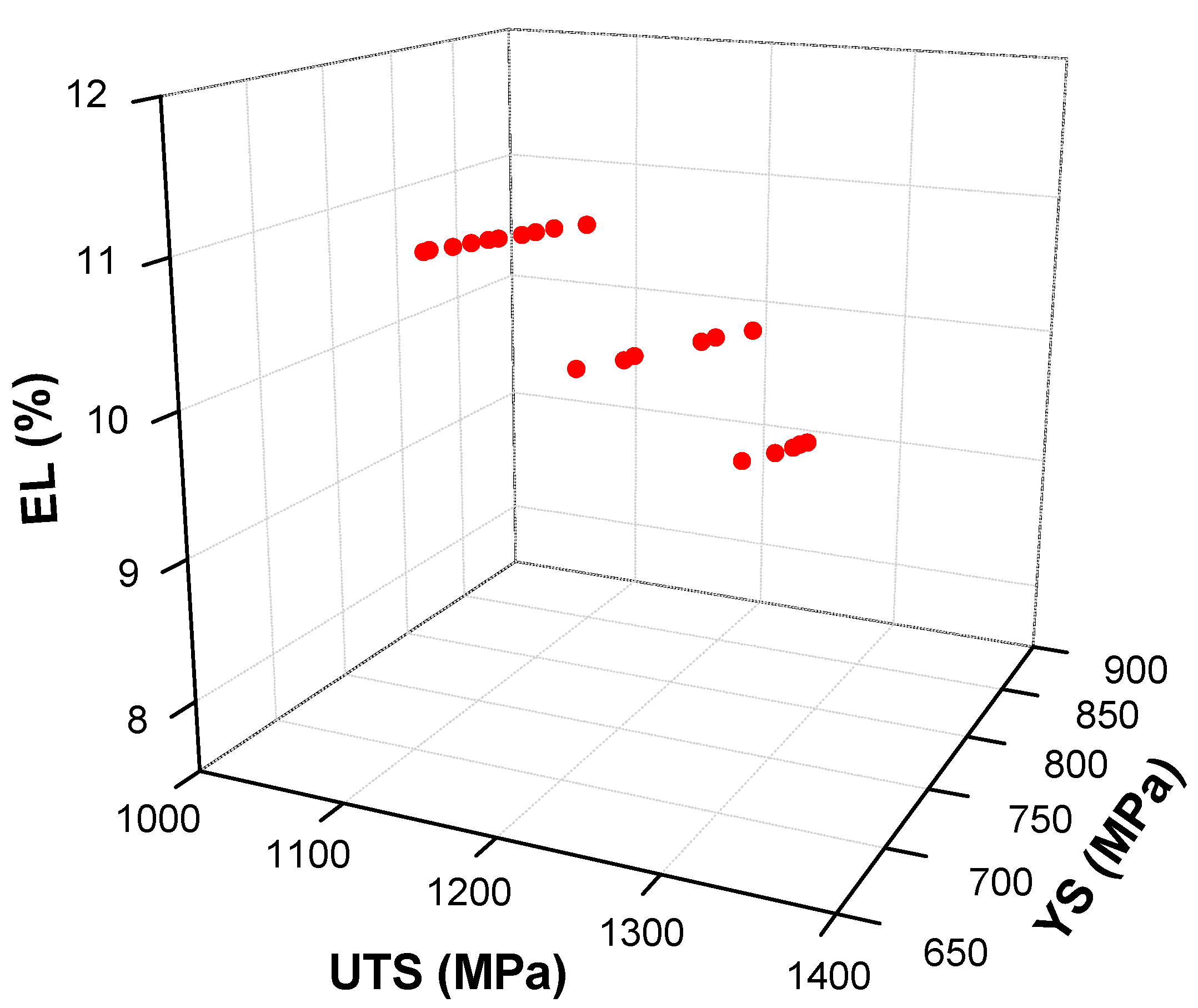
3.1. Effect of Thermal Cycle on Mechanical Properties
3.2. Development of Statistical Model
- a)
- The variance of the errors (residuals) must be homogeneous;
- b)
- Errors must be independent;
- c)
- Errors must have a normal distribution.
3.3. Optimization
3.4. Effects of Process Parameters
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fonstein, N. Advanced High Strength Sheet Steels; Springer International: Chicago, IN, USA, 2015. [Google Scholar] [CrossRef]
- Bellhouse, E.M.; McDermid, J.R. Effect of continuous galvanizing heat treatments on the microstructure and mechanical properties of high Al-low Si transformation induced plasticity steels. Metall. Mater. Trans. A 2010, 41, 1460–1473. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Raabe, D. Microstructure control during fabrication of ultrafine grained dual-phase steel: Characterization and effect of intercritical annealing parameters. ISIJ Int. 2012, 52, 874–883. [Google Scholar] [CrossRef]
- Park, I.J.; Kim, S.T.; Lee, I.S.; Park, Y.S.; Moon, M.B. A Study on Corrosion Behavior of DP-Type and TRIP-Type Cold Rolled Steel Sheet. Mater. Trans. 2009, 50, 1440–1447. [Google Scholar] [CrossRef] [Green Version]
- Sodjit, S.; Uthaisangsuk, V. Microstructure based prediction of strain hardening behavior of dual phase steels. Mater. Des. 2012, 41, 370–379. [Google Scholar] [CrossRef]
- Aslam, I.; Li, B.; Martens, R.L.; Goodwin, J.R.; Rhee, H.J.; Goodwin, F. Transmission electron microscopy characterization of the interfacial structure of a galvanized dual-phase steel. Mater. Charact. 2016, 120, 63–68. [Google Scholar] [CrossRef] [Green Version]
- Ebrahimian, A.; Banadkouki, S.G. Effect of alloying element partitioning on ferrite hardening in a low alloy ferrite-martensite dual phase steel. Mater. Sci. Eng. A 2016, 677, 281–289. [Google Scholar] [CrossRef]
- Tasan, C.C.; Diehl, M.; Yan, D.; Bechtold, M.; Roters, F.; Schemmann, L.; Zheng, C.; Peranio, N.; Ponge, D.; Koyama, M.; et al. An Overview of Dual-Phase Steels: Advances in Microstructure-Oriented Processing and Micromechanically Guided Design. Annu. Rev. Mater. Res. 2014, 45, 391–431. [Google Scholar] [CrossRef]
- Garcia, C.I.; Hua, M.; Cho, K.; Redkin, K.; DeArdo, A.J. Metallurgy and continuous galvanizing line processing of high-strength dual-phase steels microalloyed with Niobium and Vanadium. Metall. Ital. 2012, 104, 3–8. [Google Scholar]
- Niakan, H.; Najafizadeh, A. Effect of niobium and rolling parameters on the mechanical properties and microstructure of dual phase steels. Mater. Sci. Eng. A. 2010, 527, 5410–5414. [Google Scholar] [CrossRef]
- Wu, R.; Wang, L.; Jin, X. Thermal Stability of Austenite and Properties of Quenching & Partitioning (Q&P) Treated AHSS. Phys. Procedia 2013, 50, 8–12. [Google Scholar] [CrossRef] [Green Version]
- Ramazani, A.; Pinard, P.; Richter, S.; Schwedt, A.; Prahl, U. Characterisation of microstructure and modelling of flow behaviour of bainite-aided dual-phase steel. Comput. Mater. Sci. 2013, 80, 134–141. [Google Scholar] [CrossRef]
- Ramazani, A.; Mukherjee, K.; Quade, H.; Prahl, U.; Bleck, W. Correlation between 2D and 3D flow curve modelling of DP steels using a microstructure-based RVE approach. Mater. Sci. Eng. A 2013, 560, 129–139. [Google Scholar] [CrossRef]
- Ramazani, A.; Mukherjee, K.; Prahl, U.; Bleck, W. Modelling the effect of microstructural banding on the flow curve behaviour of dual-phase (DP) steels. Comput. Mater. Sci. 2012, 52, 46–54. [Google Scholar] [CrossRef]
- Ramazani, A.; Mukherjee, K.; Prahl, U.; Bleck, W. Transformation-Induced, Geometrically Necessary, Dislocation-Based Flow Curve Modeling of Dual-Phase Steels: Effect of Grain Size. Met. Mater. Trans. A 2012, 43, 3850–3869. [Google Scholar] [CrossRef]
- Schoof, E.; Schneider, D.; Streichhan, N.; Mittnacht, T.; Selzer, M.; Nestler, B. Multiphase-field modeling of martensitic phase transformation in a dual-phase microstructure. Int. J. Solids Struct. 2017, 134, 181–194. [Google Scholar] [CrossRef]
- Wei, X.; Asgari, S.; Wang, J.; Rolfe, B.; Zhu, H.; Hodgson, P. Micromechanical modelling of bending under tension forming behaviour of dual phase steel 600. Comput. Mater. Sci. 2015, 108, 72–79. [Google Scholar] [CrossRef]
- Pernach, M.; Bzowski, K.; Pietrzyk, M. Numerical modeling of phase transformation in dual phase (DP) steel after hot rolling and laminar cooling. Int. J. Multiscale Comput. Eng. 2014, 12, 397–410. [Google Scholar] [CrossRef]
- Bzowski, K.; Rauch, L.; Pietrzyk, M. Application of statistical representation of the microstructure to modeling of phase transformations in DP steels by solution of the diffusion equation. Procedia Manuf. 2018, 15, 1847–1855. [Google Scholar] [CrossRef]
- Kim, S.-J.; Cho, Y.-G.; Oh, C.-S.; Kim, D.E.; Moon, M.B.; Han, H.N. Development of a dual phase steel using orthogonal design method. Mater. Des. 2009, 30, 1251–1257. [Google Scholar] [CrossRef]
- Van, H.D.; Van, C.N.; Ngoc, T.T.; Manh, T.S. Influence of heat treatment on microstructure and mechanical properties of a CMnSi TRIP steel using design of experiment. Mater. Today Proc. 2018, 5, 24664–24674. [Google Scholar] [CrossRef]
- Ray, P.; Ganguly, R.; Panda, A. Optimization of mechanical properties of an HSLA-100 steel through control of heat treatment variables. Mater. Sci. Eng. A 2003, 346, 122–131. [Google Scholar] [CrossRef]
- Lombardi, A.; Ravindran, C.; Mackay, R. Optimization of the solution heat treatment process to improve mechanical properties of 319 Al alloy engine blocks using the billet casting method. Mater. Sci. Eng. A 2015, 633, 125–135. [Google Scholar] [CrossRef]
- Cavaliere, P.; Perrone, A.; Silvello, A. Multi-objective optimization of steel nitriding. Eng. Sci. Technol. Int. J. 2016, 19, 292–312. [Google Scholar] [CrossRef] [Green Version]
- Chaouch, D.; Guessasma, S.; Sadok, A. Finite Element simulation coupled to optimisation stochastic process to assess the effect of heat treatment on the mechanical properties of 42CrMo4 steel. Mater. Des. 2012, 34, 679–684. [Google Scholar] [CrossRef]
- Cartuyvels, R.; Booth, R.; Dupas, L.; De Meyer, K. Process technology optimization using an integrated process and device simulation sequencing system. Microelectron. Eng. 1992, 19, 507–510. [Google Scholar] [CrossRef]
- Singla, Y.K.; Arora, N.; Dwivedi, D. Dry sliding adhesive wear characteristics of Fe-based hardfacing alloys with different CeO2 additives—A statistical analysis. Tribol. Int. 2017, 105, 229–240. [Google Scholar] [CrossRef]
- Correia, D.S.; Gonçalves, C.V.; Da Cunha, S.S.; Ferraresi, V.A.; da Cunha, S.S., Jr. Comparison between genetic algorithms and response surface methodology in GMAW welding optimization. J. Mater. Process. Technol. 2005, 160, 70–76. [Google Scholar] [CrossRef]
- Benyounis, K.; Olabi, A. Optimization of different welding processes using statistical and numerical approaches—A reference guide. Adv. Eng. Softw. 2008, 39, 483–496. [Google Scholar] [CrossRef]
- Šumić, Z.; Vakula, A.; Tepić, A.; Čakarević, J.; Vitas, J.; Pavlić, B. Modeling and optimization of red currants vacuum drying process by response surface methodology (RSM). Food Chem. 2016, 203, 465–475. [Google Scholar] [CrossRef]
- Reisgen, U.; Schleser, M.; Mokrov, O.; Ahmed, E. Statistical modeling of laser welding of DP/TRIP steel sheets. Opt. Laser Technol. 2012, 44, 92–101. [Google Scholar] [CrossRef]
- Cruz, C.; Hiyane, G.; Mosquera-Artamonov, J.D.; L, J.M.S. Optimización del proceso de soldadura GTAW en placas de Ti6Al4V. Soldag. Insp. 2014, 19, 2–9. [Google Scholar] [CrossRef]
- Miguel, V.; Martínez-Conesa, E.J.; Segura, F.; Manjabacas, M.C.; Abellan, E. Optimización del proceso de soldadura GMAW de uniones a tope de la aleación AA 6063-T5 basada en la metodología de superficie de respuesta y en la geometría del cordón de soldadura. Rev. Met. 2012, 48, 333–350. [Google Scholar] [CrossRef]
- Nieto, P.J.G.; Suárez, V.M.G.; Antón, J.C.A.; Bayón, R.M.; Blanco, J.A.S.; María, A.; Fernández, A. A New Predictive Model of Centerline Segregation in Continuous Cast Steel Slabs by Using Multivariate Adaptive Regression Splines Approach. Materials 2015, 8, 3562–3583. [Google Scholar] [CrossRef] [Green Version]
- Chang, L.; Chen, T.R.; Pan, Y.T.; Yang, K.C. Practical method for producing galvanised Dual Phase steels with superior strength-ductility combination. Mater. Sci. Technol. 2009, 25, 1265–1270. [Google Scholar] [CrossRef]
- Colla, V.; DeSanctis, M.; DiMatteo, A.; Lovicu, G.; Valentini, R. Prediction of Continuous Cooling Transformation Diagrams for Dual-Phase Steels from the Intercritical Region. Met. Mater. Trans. A 2011, 42, 2781–2793. [Google Scholar] [CrossRef]
- Ding, W.; Hedström, P.; Li, Y. Heat treatment, microstructure and mechanical properties of a C–Mn–Al–P hot dip galvanizing TRIP steel. Mater. Sci. Eng. A 2016, 674, 151–157. [Google Scholar] [CrossRef]
- Rencher, A.C. Methods of Multivariate Analysis, 2nd ed.; John Wiley & Sons Inc.: Danvers, MA, USA, 2002. [Google Scholar] [CrossRef]
- Bezerra, M.A.; Santelli, R.E.; Oliveira, E.P.; Villar, L.S.; Escaleira, L.A. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 2008, 76, 965–977. [Google Scholar] [CrossRef]
- López, J. Optimización Multi-objetivo: Aplicaciones a problemas del mundo real, 1st ed.; Editorial de la Universidad Nacional de La Plata: Buenos Aires, Argentina, 2014. [Google Scholar] [CrossRef]
- Montgomery, D.C. Diseño y análisis de experimentos, 2nd ed.; Editorial Limusa, S.A. de C.V.: Distrito Federal, Mexico, 2004. [Google Scholar]
- Delgado, S.C.; Palacio, S.R.; Barajas, F.H. Comparación de Pruebas de Normalidad Multivariada. In Proceedings of the XXVI Simposio Internacional de Estadística, Sincelejo, Sucre, Colombia, 8–12 August 2016; pp. 1–4. [Google Scholar]
- Breusch, T.S.; Pagan, A.R. A Simple Test for Heteroscedasticity and Random Coefficient Variation. Econometrica 1979, 47, 1287–1294. [Google Scholar] [CrossRef]
- Fonstein, N.; Jun, H.; Huang, G.; Sadagopan, S.; Yan, B. Effect of Bainite on Mechanical Properties of Multiphase Ferrite-Bainite-Martensite Steels. Mater. Sci. Technol. 2011, 1, 634–641. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cr | Mo | Ni | B |
| wt. % | 0.154 | 0.260 | 1.906 | 0.013 | 0.0009 | 0.413 | 0.108 | 0.048 | 0.0010 |
| Element | Al | Cu | Nb | Ti | V | Ca | N | Fe + Impurities | |
| wt. % | 0.036 | 0.018 | 0.004 | 0.044 | 0.008 | 0.001 | 0.0036 | Balance | |
| Notation | Process Variable | Unit | Level | |
|---|---|---|---|---|
| Low −1 | High +1 | |||
| x1 | Cooling rate (CR1) | °C/s | 10 | 110 |
| x2 | Hold time (tG) | s | 3 | 20 |
| x3 | Cooling rate (CR2) | °C/s | 10 | 110 |
| Run | Process Variables | ||
|---|---|---|---|
| CR1 | tG | CR2 | |
| °C/s | s | °C/s | |
| 1 | 30 | 17 | 90 |
| 2 | 10 | 11 | 60 |
| 3 | 110 | 11 | 60 |
| 4 | 60 | 11 | 60 |
| 5 | 90 | 6 | 30 |
| 6 | 60 | 11 | 10 |
| 7 | 30 | 17 | 30 |
| 8 | 30 | 6 | 90 |
| 9 | 30 | 6 | 30 |
| 10 | 90 | 6 | 90 |
| 11 | 60 | 20 | 60 |
| 12 | 60 | 11 | 60 |
| 13 | 60 | 11 | 110 |
| 14 | 90 | 17 | 90 |
| 15 | 60 | 11 | 60 |
| 16 | 90 | 17 | 30 |
| 17 | 60 | 3 | 60 |
| Run | Response Variables | Run | Response Variables | ||||
|---|---|---|---|---|---|---|---|
| UTS | YS | EL | UTS | YS | EL | ||
| MPa | MPa | % | MPa | MPa | % | ||
| 1 | 1142 (3) | 729 (13) | 11.3 (3.3) | 10 | 1274 (13) | 959 (30) | 8.6 (0.6) |
| 2 | 1174 (34) | 754 (21) | 12.1 (3.1) | 11 | 1123 (4) | 730 (28) | 9.9 (1.2) |
| 3 | 1237 (1) | 829 (7) | 10.3 (0.5) | 12 | 1187 (9) | 828 (17) | 10.5 (1.8) |
| 4 | 1245 (4) | 853 (9) | 10.8 (0.6) | 13 | 1203 (20) | 781 (13) | 10.7 (0.3) |
| 5 | 1264 (6) | 890 (19) | 8.3 (0.7) | 14 | 1145 (13) | 779 (24) | 9.4 (1.6) |
| 6 | 1141 (18) | 745 (31) | 9.9 (1.6) | 15 | 1199 (8) | 844 (33) | 9.5 (1.1) |
| 7 | 1131 (32) | 725 (18) | 10.7 (0.9) | 16 | 1166 (12) | 777 (16) | 10.1 (0.8) |
| 8 | 1226 (3) | 841 (20) | 8.6 (1.3) | 17 | 1294 (31) | 1015 (11) | 8.0 (0.6) |
| 9 | 1196 (8) | 791 (11) | 9.8 (0.8) | - | - | - | - |
| Variable | UTS | YS |
|---|---|---|
| YS | 0.926 0.000 | - |
| EL | −0.570 0.017 | −0.717 0.001 |
| Contents of the cell: Pearson Correlation p-value | ||
| Studentized Breusch-Pagan Test | |
|---|---|
| Model | p-Value |
| (UTS ~ V1 + t2 + V2) | 0.71 |
| (YS ~ V1 + t2 + V2) | 0.2588 |
| (EL ~ V1 + t2 + V2) | 0.6142 |
| Terms | Valor–P |
|---|---|
| V1 | 0.0432031 |
| t2 | 0.0003479 |
| V2 | 0.5830329 |
| V1t2 | 0.7387451 |
| t2V2 | 0.8638424 |
| V1V2 | 0.6460354 |
| Test | CR1 (°C/s) | tG (s) | CR2 (°C/s) | Model Results | Experimental Results | ||||
|---|---|---|---|---|---|---|---|---|---|
| UTS (MPa) | YS (MPa) | EL (%) | UTS (MPa) | YS (MPa) | EL (%) | ||||
| TVF-1 | 10 | 15 | 26 | 1120 | 698 | 11.3 | 1140 | 749 | 10.5 |
| TVF-2 | 10 | 15 | 13 | 1116 | 692 | 11.2 | 1109 | 683 | 10.7 |
| TVF-3 | 13 | 13 | 25 | 1144 | 732 | 10.9 | 1116 | 734 | 11.3 |
| TVF-4 | 17 | 14 | 15 | 1126 | 708 | 11.0 | 1129 | 767 | 11.6 |
| TVF-5 | 15 | 15 | 24 | 1123 | 704 | 11.1 | 1162 | 757 | 10.6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Costa, P.; Altamirano, G.; Salinas, A.; González-González, D.S.; Goodwin, F. Optimization of the Continuous Galvanizing Heat Treatment Process in Ultra-High Strength Dual Phase Steels Using a Multivariate Model. Metals 2019, 9, 703. https://doi.org/10.3390/met9060703
Costa P, Altamirano G, Salinas A, González-González DS, Goodwin F. Optimization of the Continuous Galvanizing Heat Treatment Process in Ultra-High Strength Dual Phase Steels Using a Multivariate Model. Metals. 2019; 9(6):703. https://doi.org/10.3390/met9060703
Chicago/Turabian StyleCosta, Patricia, Gerardo Altamirano, Armando Salinas, David S. González-González, and Frank Goodwin. 2019. "Optimization of the Continuous Galvanizing Heat Treatment Process in Ultra-High Strength Dual Phase Steels Using a Multivariate Model" Metals 9, no. 6: 703. https://doi.org/10.3390/met9060703
APA StyleCosta, P., Altamirano, G., Salinas, A., González-González, D. S., & Goodwin, F. (2019). Optimization of the Continuous Galvanizing Heat Treatment Process in Ultra-High Strength Dual Phase Steels Using a Multivariate Model. Metals, 9(6), 703. https://doi.org/10.3390/met9060703