Investigation into the Dissimilar Friction Stir Welding of AA5052 and AA6061 Aluminum Alloys Using Pin-Eccentric Stir Tool

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
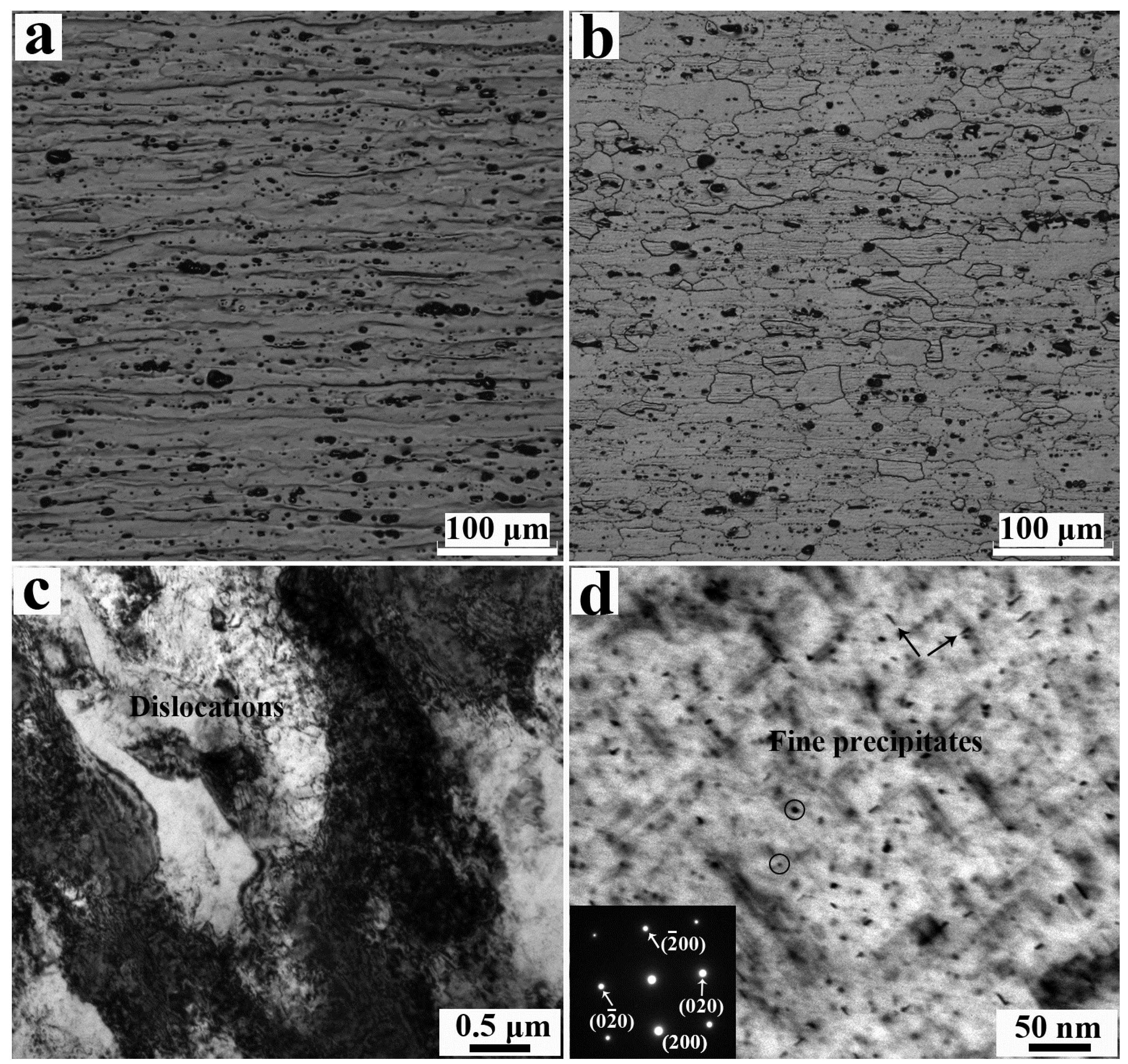
3.1. The Microstructure of the Base Metal
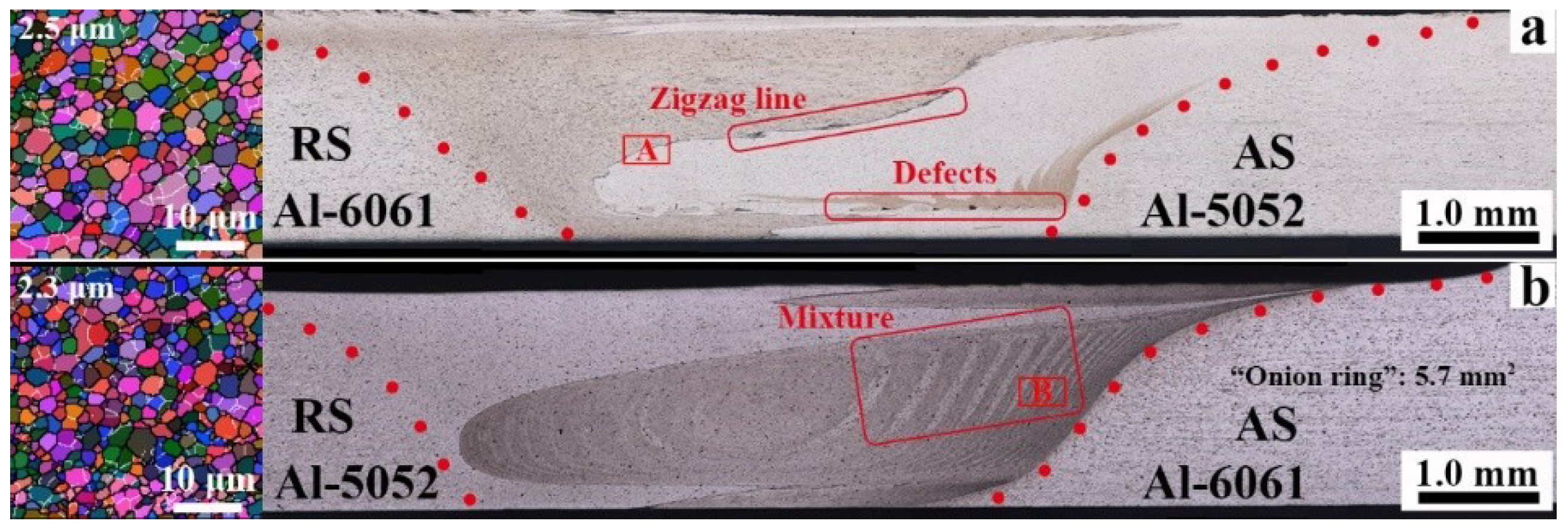
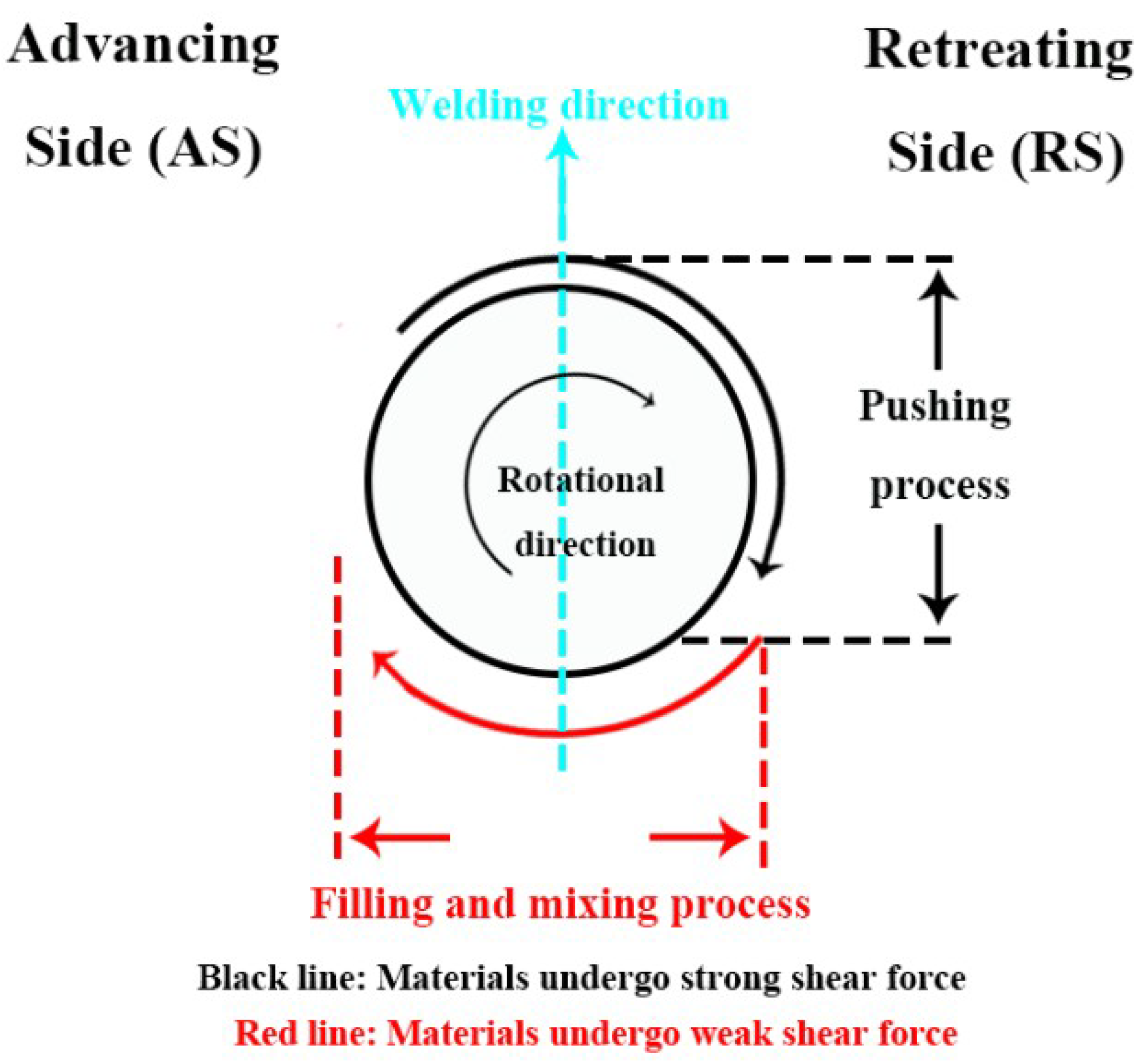
3.2. The Choice of Optimal Alloys Relative Placement during FSW
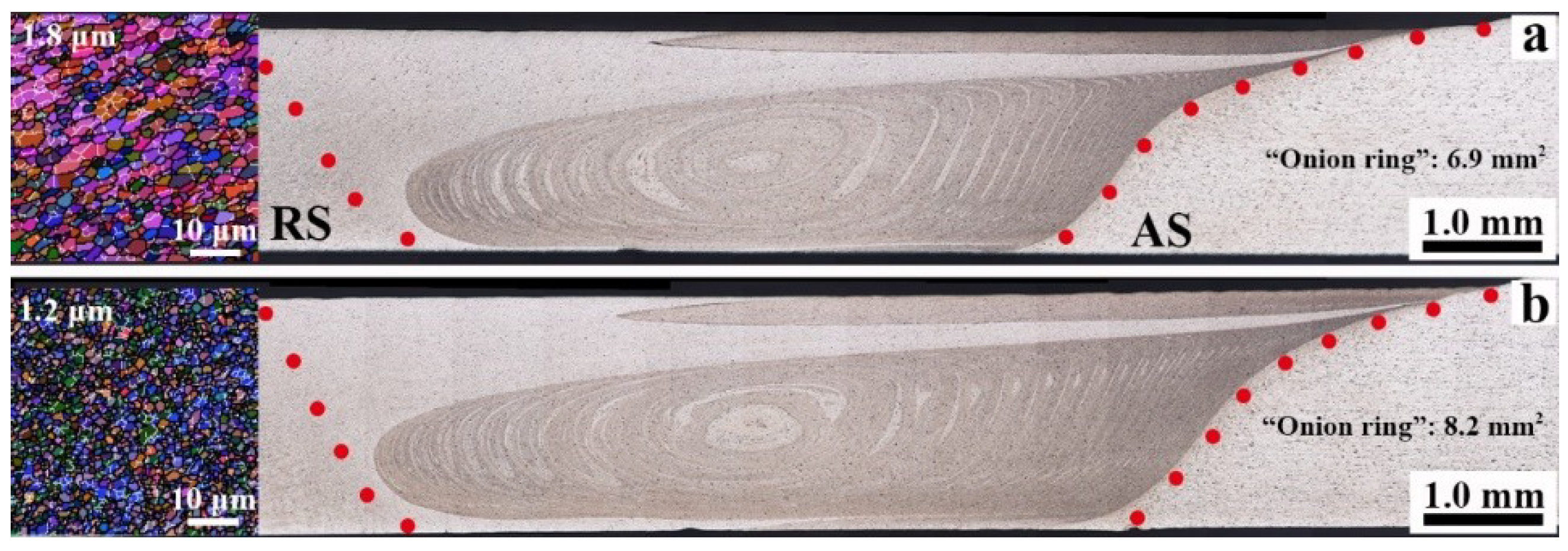
3.3. The Macro and Microstructure of Nugget Zone Produced by Pin-Eccentric FSW
3.4. The Mechanical Properties of Pin-Eccentric FSW Joints
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chen, Y.; Ding, H.; Cai, Z.H.; Zhao, J.W.; Li, J.Z. Microstructural and mechanical characterization of a dissimilar friction stir-welded AA5083-AA7B04 butt joint. J. Mater. Eng. Perform. 2017, 26, 530–539. [Google Scholar] [CrossRef]
- Wang, B.; Lei, B.B.; Zhu, J.X.; Feng, Q.; Wang, L.; Wu, D. EBSD study on microstructure and texture of friction stir welded AA5052-O and AA6061-T6 dissimilar joint. Mater. Des. 2015, 87, 593–599. [Google Scholar] [CrossRef]
- Yan, Y.; Zhang, D.T.; Qiu, C.; Zhang, W. Dissimilar friction stir welding between 5052 aluminum alloy and AZ31 magnesium alloy. Trans. Nonferrous Met. Soc. China 2010, 20, s619–s623. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Liu, P.L.; Li, W.Y.; Li, N.; Xu, Y.X.; Chen, D.L. Exfoliation corrosion of friction stir welded dissimilar 2024-to-7075 aluminum alloys. Mater. Charact. 2019, 147, 93–100. [Google Scholar]
- Hamed, J.A. Influences of pin profile on the mechanical and microstructural behaviors in dissimilar friction stir welded AA6082-AA7075 butt joint. Mater. Des. 2015, 67, 413–421. [Google Scholar]
- Palanivel, R.; Mathews, P.K.; Murugan, N.; Dianharan, I. Effect of tool rotational speed and pin profile on the microstructure and tensile strength of dissimilar friction stir welded AA5083-H111 and AA6351-T6 aluminum alloy. Mater. Des. 2012, 40, 7–16. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Ataya, S.; Seleman, M.M.E.; Ammar, H.R.; Ahmed, E. Friction stir welding of similar and dissimilar AA7075 and AA5083. J. Mater. Process. Technol. 2017, 242, 77–91. [Google Scholar] [CrossRef]
- Rodriguez, R.I.; Jordon, J.B.; Allison, P.G.; Rushing, T.; Garcia, L. Microstructure and mechanical properties of dissimilar friction stir welding of 6061-to-7075 aluminum alloys. Mater. Des. 2015, 83, 60–65. [Google Scholar] [CrossRef]
- Saju, T.P.; Narayanan, R.G. Effect of tool plunge depth on joint formation and mechanical performance of friction stir forming joints made between AA5052-H32 and AA6061-T6 sheet metals. Trans. Nonferrous Met. Soc. China 2018, 28, 603–628. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V. Influences of tool pin profile and welding speed on the formation of friction stir processing zone in AA2219 aluminum alloy. J. Mater. Process. Technol. 2008, 200, 163–175. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubrananian, V. Influences of tool pin profile and tool shoulder diameter on the formation of friction stir processing zone in AA6061 aluminum alloy. Mater. Des. 2008, 29, 362–373. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, H.; Wang, X.Y.; Ding, H.; Zhao, J.W.; Zhang, F.H.; Ren, Z.H. Influence of tool pin eccentricity on microstructural evolution and mechanical properties of friction stir processed Al-5052 alloy. Mater. Sci. Eng. A 2019, 739, 272–276. [Google Scholar] [CrossRef]
- Mao, Y.Q.; Ke, L.M.; Liu, F.C.; Liu, Q.; Huang, C.P.; Xing, L. Effect of tool pin eccentricity on microstructure and mechanical properties in friction stir welded 7075 aluminum alloy thick plate. Mater. Des. 2014, 62, 324–343. [Google Scholar] [CrossRef]
- Silva, A.A.M.D.; Arruti, E.; Janeiro, G.; Aldanondo, E.; Alvarez, P.; Echeverria, A. Materials flow and mechanical behavior of dissimilar AA2024-T3 and AA7075-T6 aluminum alloys friction stir welds. Mater. Des. 2011, 32, 2021–2027. [Google Scholar] [CrossRef]
- Aval, H.J.; Serajzadeh, S.; Kokabi, A.H. Evolution of microstructures and mechanical properties in similar and dissimilar friction stir welding of AA5086 and AA6061. Mater. Sci. Eng. A 2011, 528, 8071–8083. [Google Scholar] [CrossRef]
- Howeyze, M.; Arabi, H.; Eivana, A.R.; Jafarian, H.R. Strengthening of AA5052 aluminum alloy by equal channel angular pressing followed by softening at room temperature. Mater. Sci. Eng. A 2018, 720, 160–168. [Google Scholar] [CrossRef]
- Malopheyev, S.; Vysotskiy, I.; Kulitskiy, V.; Mironov, S.; Kaibyshev, R. Optimization of processing-microstructure-properties relationship in friction-stir welded 6061-T6 aluminum alloy. Mater. Sci. Eng. A 2016, 662, 136–143. [Google Scholar] [CrossRef]
- Chen, Y.; Jiang, Y.F.; Zhang, F.H.; Ding, H.; Zhao, J.W.; Ren, Z.H. Water cooling effects on the microstructural evolution and mechanical properties of friction-stir-processed Al-6061 alloy. Trans. Indian Inst. Met. 2018, 71, 3077–3087. [Google Scholar] [CrossRef]
- Dilio, J.J.S.; Koilraj, M.; Sundareswaran, V.; Ram, G.D.J.; Rao, S.R.K. Microstructural characterization of dissimilar friction stir welds between AA2219 and AA5083. Trans. Indian Inst. Met. 2010, 63, 757–764. [Google Scholar]
- Cavaliere, P.; Santis, A.D.; Panella, F.; Souillace, A. Effect of welding parameters on mechanical and microstructural properties of dissimilar AA6082-AA2024 joints produced by friction stir welding. Mater. Des. 2009, 30, 609–616. [Google Scholar] [CrossRef]
- Chen, Y.; Ding, H.; Li, J.Z.; Cai, Z.H.; Zhao, J.W.; Yang, W.J. Influence of multi-pass friction stir processing on the microstructure and mechanical properties of Al-5083 alloy. Mater. Sci. Eng. A 2016, 650, 281–289. [Google Scholar] [CrossRef]
- Li, W.Y.; Li, J.F.; Zhang, Z.H.; Gao, D.L.; Chao, Y.J. Metal flow during friction stir welding of 7075-T651 aluminum alloy. Exp. Mech. 2013, 53, 1573–1582. [Google Scholar] [CrossRef]
- Malopheyev, S.; Mironov, S.; Kuliskiy, V.; Kaibyshev, R. Friction-stir welding of ultra-fine grained sheets of Al-Mg-Sc-Zr alloy. Mater. Sci. Eng. A 2015, 627, 123–139. [Google Scholar] [CrossRef]
- Sharghi, E.; Farzadi, A. Simulation of strain rate, materials flow, and nugget shape during dissimilar friction stir welding of AA6061 aluminum alloy and Al-Mg2Si composite. J. Alloys Compd. 2018, 748, 953–960. [Google Scholar] [CrossRef]
- Liu, X.C.; Wu, C.S. Material flow in ultrasonic vibration enhanced friction stir welding. J. Mater. Process. Technol. 2015, 225, 32–44. [Google Scholar] [CrossRef]
- Chen, Y.; Ding, H.; Li, J.Z.; Zhao, J.W.; Fu, M.J.; Li, X.H. Effect of welding heat input and post-welded heat treatment on hardness of stir zone for friction stir-welded 2024-T3 aluminum alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 2524–2532. [Google Scholar] [CrossRef]
- Essa, A.R.S.; Ahmed, M.M.Z.; Mohamed, A.K.Y.A.; Ei-Nikhaily, A.E. Analytical model of heat generation for eccentric cylindrical pin in friction stir welding. J. Mater. Res. Technol. 2016, 5, 234–240. [Google Scholar] [CrossRef]
- Woodcraft, A.L. Predicting the thermal conductivity of aluminum alloys in the cryogenic to room temperature. Cryogenics 2005, 45, 421–431. [Google Scholar] [CrossRef]
- Chen, H.Y.; Fu, L.; Liang, P. Microstructure, texture and mechanical properties of friction stir welded butt joints of 2A97 Al-Li alloy ultra-thin sheets. J. Alloys Compd. 2017, 692, 155–169. [Google Scholar] [CrossRef]
- Su, J.Q.; Nelson, T.W.; Sterling, J. Microstructure evolution during FSW/FSP of high strength aluminum alloys. Mater. Sci. Eng. A 2005, 405, 277–286. [Google Scholar] [CrossRef]
- Chen, Y.; Ding, H.; Cai, Z.H.; Zhao, J.W.; Li, J.Z. Effect of initial base metal temper on microstructure and mechanical properties of friction stir processed Al-7B04 alloy. Mater. Sci. Eng. A 2016, 650, 396–403. [Google Scholar] [CrossRef]
- Chen, Y.; Jiang, Y.F.; Ding, H.; Zhao, J.W.; Li, J.Z. Effects of friction-stir processing with water cooling on the properties of an Al-Zn-Mg-Cu alloy. Mater. Sci. Technol. 2018, 34, 153–160. [Google Scholar] [CrossRef]
- Malopheyev, S.; Kulitskiy, V.; Mironov, S.; Zhemchuzhnikova, D.; Kaibyshev, R. Friction-stir welding of an Al-Mg-Sc-Zr alloy in as-fabricated and work-hardened condtions. Mater. Sci. Eng. A 2014, 600, 159–170. [Google Scholar] [CrossRef]
- Chen, Y.; Ding, H.; Malopheyev, S.; Kaibyshev, R.; Cai, Z.H.; Yang, W.J. Influence of multi-pass friction stir processing on microstructure and mechanical properties of 7B04-O Al alloy. Trans. Nonferrous Met. Soc. China 2017, 27, 789–796. [Google Scholar] [CrossRef]
- Hao, H.L.; Ni, D.R.; Huang, N.; Wang, D.; Xiao, B.L.; Nie, Z.R.; Ma, Z.Y. Effect of welding parameters on microstructure and mechanical properties of friction stir welded Al-Mg-Er alloy. Mater. Sci. Eng. A 2013, 559, 889–896. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mg | Si | Fe | Cr | Mn | Cu | Al |
|---|---|---|---|---|---|---|---|
| AA5052 | 2.38 | 0.11 | 0.30 | 0.71 | 0.07 | 0.02 | Bal |
| AA6061 | 1.11 | 0.65 | 0.69 | 0.28 | 0.08 | 0.19 | Bal |
| Joints | Alloy in the Advancing Side | Alloy in the Retreating Side | Pin Eccentricity (mm) | Rotational/Welding Speed (rpm/(mm/min)) |
|---|---|---|---|---|
| P0 | AA6061 | AA5052 | 0 | 400/120 |
| P0(R) | AA5052 | AA6061 | 0 | 400/120 |
| P0.4 | AA6061 | AA5052 | 0.4 | 400/120 |
| P0.8 | AA6061 | AA5052 | 0.8 | 400/120 |
| Alloy | Hardness (HV) | Yield Strength, YS (MPa) | Ultimate Tensile Strength, UTS (MPa) | Total Elongation, TE (%) |
|---|---|---|---|---|
| AA6061 | 105 ± 3 | 221 ± 2 | 263 ± 1 | 14.1 ± 0.8 |
| AA5052 | 79 ± 3 | 186 ± 2 | 227 ± 2 | 15.2 ± 0.5 |
| Joints | Yield Strength, YS (MPa) | Ultimate Tensile Strength, UTS (MPa) | Total Elongation, TE (%) | Failure Location |
|---|---|---|---|---|
| P0 | 118 ± 1 | 180 ± 2 | 8.9 ± 1.5 | NZ |
| P0.4 | 124 ± 2 | 188 ± 1 | 11.7 ± 0.7 | NZ |
| P0.8 | 128 ± 1 | 196 ± 2 | 12.1 ± 0.3 | NZ |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Wang, H.; Li, H.; Wang, X.; Ding, H.; Zhao, J.; Zhang, F. Investigation into the Dissimilar Friction Stir Welding of AA5052 and AA6061 Aluminum Alloys Using Pin-Eccentric Stir Tool. Metals 2019, 9, 718. https://doi.org/10.3390/met9070718
Chen Y, Wang H, Li H, Wang X, Ding H, Zhao J, Zhang F. Investigation into the Dissimilar Friction Stir Welding of AA5052 and AA6061 Aluminum Alloys Using Pin-Eccentric Stir Tool. Metals. 2019; 9(7):718. https://doi.org/10.3390/met9070718
Chicago/Turabian StyleChen, Yu, He Wang, Huaying Li, Xiaoyu Wang, Hua Ding, Jingwei Zhao, and Fenghe Zhang. 2019. "Investigation into the Dissimilar Friction Stir Welding of AA5052 and AA6061 Aluminum Alloys Using Pin-Eccentric Stir Tool" Metals 9, no. 7: 718. https://doi.org/10.3390/met9070718
APA StyleChen, Y., Wang, H., Li, H., Wang, X., Ding, H., Zhao, J., & Zhang, F. (2019). Investigation into the Dissimilar Friction Stir Welding of AA5052 and AA6061 Aluminum Alloys Using Pin-Eccentric Stir Tool. Metals, 9(7), 718. https://doi.org/10.3390/met9070718