Author Contributions
Author Contribution: Investigation, B.Y., G.X.; Methodology, B.Y., H.L.; Writing—original draft preparation, B.Y.; Writing—review and editing, Y.Z., H.Z.; Validation, G.X.; Project administration and funding acquisition, H.L.
Funding
This paper was supported by National Natural Science Foundation of China and Shanghai Baosteel (No. U1460108) and National Natural Science Foundation of China (No. 51574074).
Acknowledgments
The work is supported by National Natural Science Foundation of China and Shanghai Baosteel (No. U1460108) and National Natural Science Foundation of China (No. 51574074).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Mazumdar, D.; Guthrie, R.I.L. Physical and mathematical modelling of continuous casting tundish systems. ISIJ Int. 1999, 39, 524–547. [Google Scholar] [CrossRef]
- Chattopadhyay, K.; Isac, M.; Guthrie, R.I.L. Effect of flow modifiers on liquid metal cleanliness in four-strand delta shaped bille caster tundish. Ironmak. Steelmak. 2012, 39, 454–462. [Google Scholar] [CrossRef]
- Chattopadhyay, K.; Isac, M.; Guthrie, R.I.L. Physical and mathematical modelling of steelmaking tundish operations: a review of the last decade (1999–2009). ISIJ Int. 2010, 50, 331–348. [Google Scholar] [CrossRef]
- Chang, S.; Cao, X.; Zou, Z.; Isac, M.; Guthrie, R.I.L. Microbubble swarms in a full-scale water model tundish. Metall. Mater. Trans. B 2016, 47, 2732–2743. [Google Scholar] [CrossRef]
- Koizsch, R.; Odenthal, H.J.; Pfeifer, H. Concentration measurements in a water model tundish using the combined DPIV/PLIF technique. Steel Res. Int. 2007, 78, 473–481. [Google Scholar] [CrossRef]
- Liu, J.; Yan, H.; Liu, L.; Wang, X. Water model of controlling vortex in tundish. J. Iron Steel Res. Int. 2006, 18, 18–22. [Google Scholar]
- Sheng, D.; Kim, C.S.; Yoon, J.K.; Hsiao, T.C. Water model study on convection pattern of molten steel flow in continuous casting tundish. ISIJ Int. 1998, 38, 843–851. [Google Scholar] [CrossRef]
- Zhang, S.; Zhu, M. Water model study of removal mechanism of inclusion in continuous casting tundish. Acta Metall. Sin. 2007, 43, 1004–1008. Available online: http://www.ams.org.cn/CN/Y2007/V43/I9/1004 (accessed on 5 August 2019). (In Chinese).
- Godiwalla, K.M.; Sinha, S.K.; Sivaramakrishnan, C.S. Water model simulation of tundish flow under varying conditions. Steel Res. 1994, 65, 267–272. [Google Scholar] [CrossRef]
- Alizadeh, M.; Edros, H.; Shafyei, A. Fluid flow and mixing in non-isothermal water model of continuous casting tundish. J. Iron Steel Res. Int. 2008, 15, 7–13. [Google Scholar] [CrossRef]
- Miki, Y.; Thomas, B.G. Modeling of inclusion removal in a tundish. Metall. Mater. Trans. B 1999, 30, 639–654. [Google Scholar] [CrossRef]
- Zhang, L.; Taniguchi, S.; Cai, K. Fluid flow and inclusion removal in continuous casting tundish. Metall. Mater. Trans. B 2000, 31, 253–266. [Google Scholar] [CrossRef]
- Ling, H.; Zhang, L. Numerical simulation of the growth and removal of inclusions in the molten steel of a two-strand tundish. JOM 2013, 65, 1155–1163. [Google Scholar] [CrossRef]
- Zhang, J.; Lee, H.G. Numerical modeling of nucleation and growth of inclusions in molten steel based on mean processing parameters. ISIJ Int. 2004, 44, 1629–1638. [Google Scholar] [CrossRef]
- Zhao, L.; Liu, K.J. Study on inclusion behavior in tundish during continuous casting by mathematical model. Iron Steel Res. Int. 2002, 14, 19–24. [Google Scholar] [CrossRef]
- Xu, K.; Thomas, B.G. Particle-size-grouping model of precipitation kinetics in microalloyed steels. Metall. Mater. Trans. A 2012, 43, 1079–1096. [Google Scholar] [CrossRef]
- Ho, Y.H.; Hwang, W.S. Numerical simulation of inclusion removal in a billet continuous casting mold based on the partial-cell technique. ISIJ Int. 2003, 43, 1715–1723. [Google Scholar] [CrossRef]
- Raghavendra, K.; Sarkar, S.; Ajmani, S.K.; Denys, M.B.; Singh, M.K. Mathematical modelling of single and multi-strand tundish for inclusion analysis. Appl. Math. Model 2013, 37, 6284–6300. [Google Scholar] [CrossRef]
- Liu, Z.; Li, L.; Li, B. Large eddy simulation of transient flow, solidification, and particle transport processes in continuous-casting mold. JOM 2014, 66, 1184–1196. [Google Scholar] [CrossRef]
- Javurek, M.; Gittler, P.; Rossler, R.; Kaufmann, B.; Presslinger, H. Simulation of nonmetallic inclusions in a continuous casting strand. Steel Res. Int. 2005, 76, 64–70. [Google Scholar] [CrossRef]
- Cwudzinski, A. Numerical simulations and industrial experiments of liquid steel alloying process in one strand slab tundish. Ironmak. Steelmak. 2015, 42, 132–138. [Google Scholar] [CrossRef]
- Cwudzinski, A. Mathematical modeling and industrial experiment of liquid steel flow in the three outlets continuous casting bloom tundish. Arch. Metall. Mater. 2013, 58, 1077–1083. [Google Scholar] [CrossRef]
- Cwudzinski, A. Numerical, physical, and industrial experiments of liquid steel mixture in one strand slab tundish with flow control devices. Steel Res Int. 2014, 85, 623–631. [Google Scholar] [CrossRef]
- Sahai, Y.; Emi, T. Melt flow characterization in continuous casting tundishes. ISIJ Int. 1996, 36, 667–672. [Google Scholar] [CrossRef]
- Lei, H.; Jiang, J.; Yang, B.; Zhao, Y.; Zhang, H.; Wang, W.; Dong, G. Mathematical model for collision-coalescence among inclusions in the bloom continuous caster with M-EMS. Metall. Mater. Trans. B 2018, 49, 666–676. [Google Scholar] [CrossRef]
- Yang, B.; Lei, H.; Bi, Q.; Xiao, Y.; Zhao, Y. Numerical simulation of collision-coalescence and removal of inclusions in a tundish. JOM 2018, 70, 2950–2957. [Google Scholar] [CrossRef]
- Lei, H.; Wang, L.; Wu, Z.; Fan, J. Collision and coalescence of alumina particles in the vertical bending continuous caster. ISIJ Int. 2002, 42, 717–725. [Google Scholar] [CrossRef]
- Zhang, Y.H.; Wu, W.F.; Huang, J. Numerical simulation research on flow behavior of T-type five strands asymmetric tundish with additional flow control devices. Foundry Technol. 2010, 31, 922–925. [Google Scholar]
- Wang, Q.; Li, B.; Tsukihashi, F. Modeling of a thermo-electromagneto-hydrodynamic problem in continuous casting tundish with channel type induction heating. ISIJ Int. 2014, 54, 311–320. [Google Scholar] [CrossRef]
- Cong, L.; Zhang, J.M.; Lei, S.W.; Li, M.K. Numerical simulation on tundish induction heating. Res. Iron Steel 2014, 42, 20–25. [Google Scholar]
- Lei, H. New insight into combined model and revised model for RTD curves in a multi-strand tundish. Metall. Mater. Trans. B 2015, 46, 2408–2413. [Google Scholar] [CrossRef]
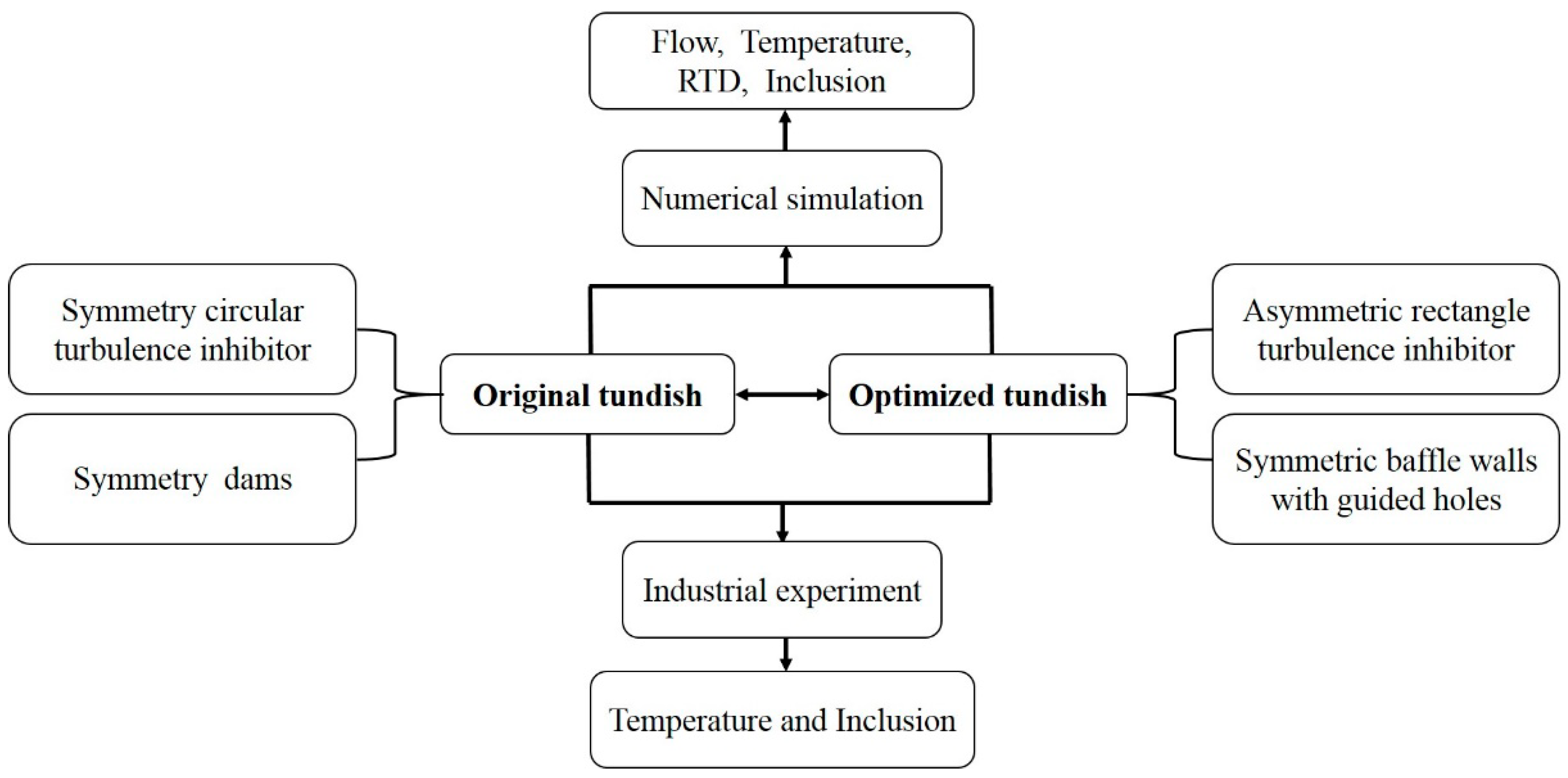
Figure 1.
Optimize the physical field for an asymmetric tundish.
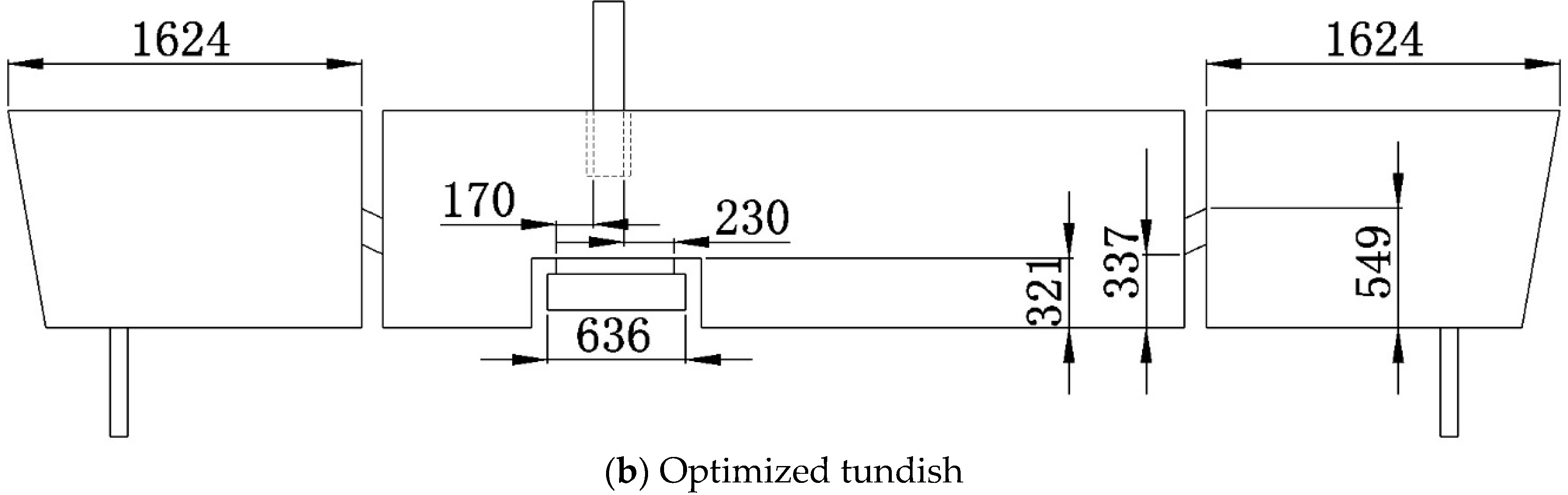
Figure 2.
Tundish structure (all dimensions are in mm).
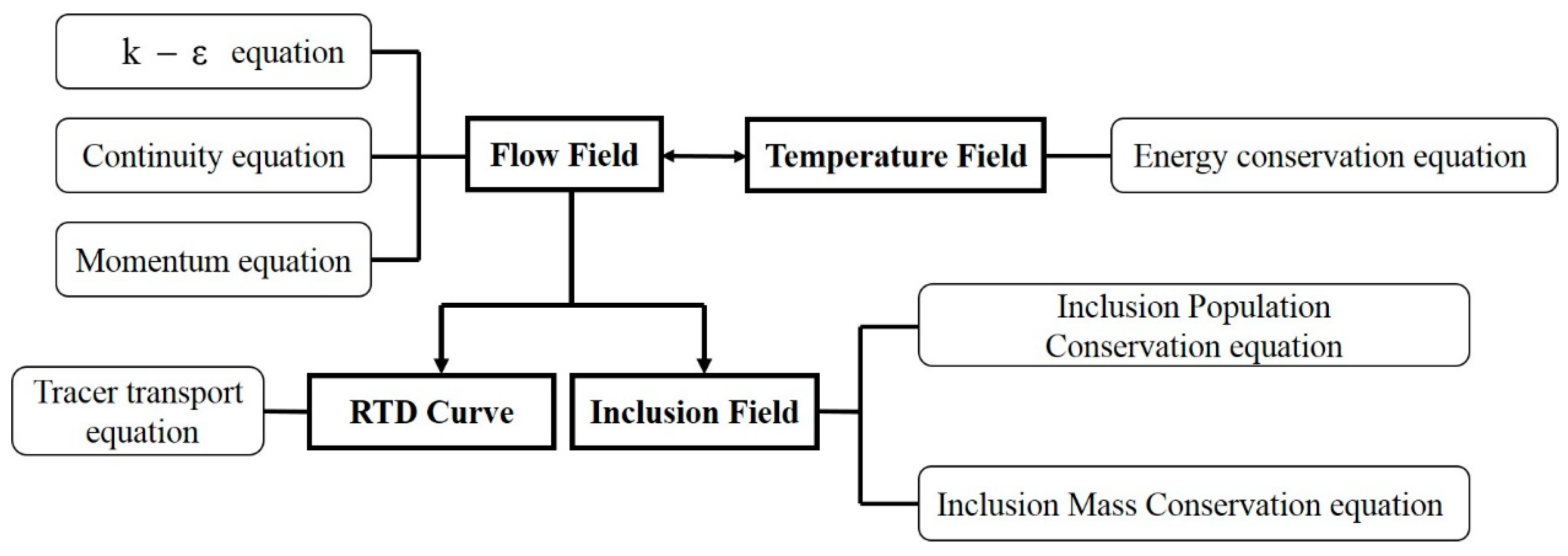
Figure 3.
The numerical solution process.
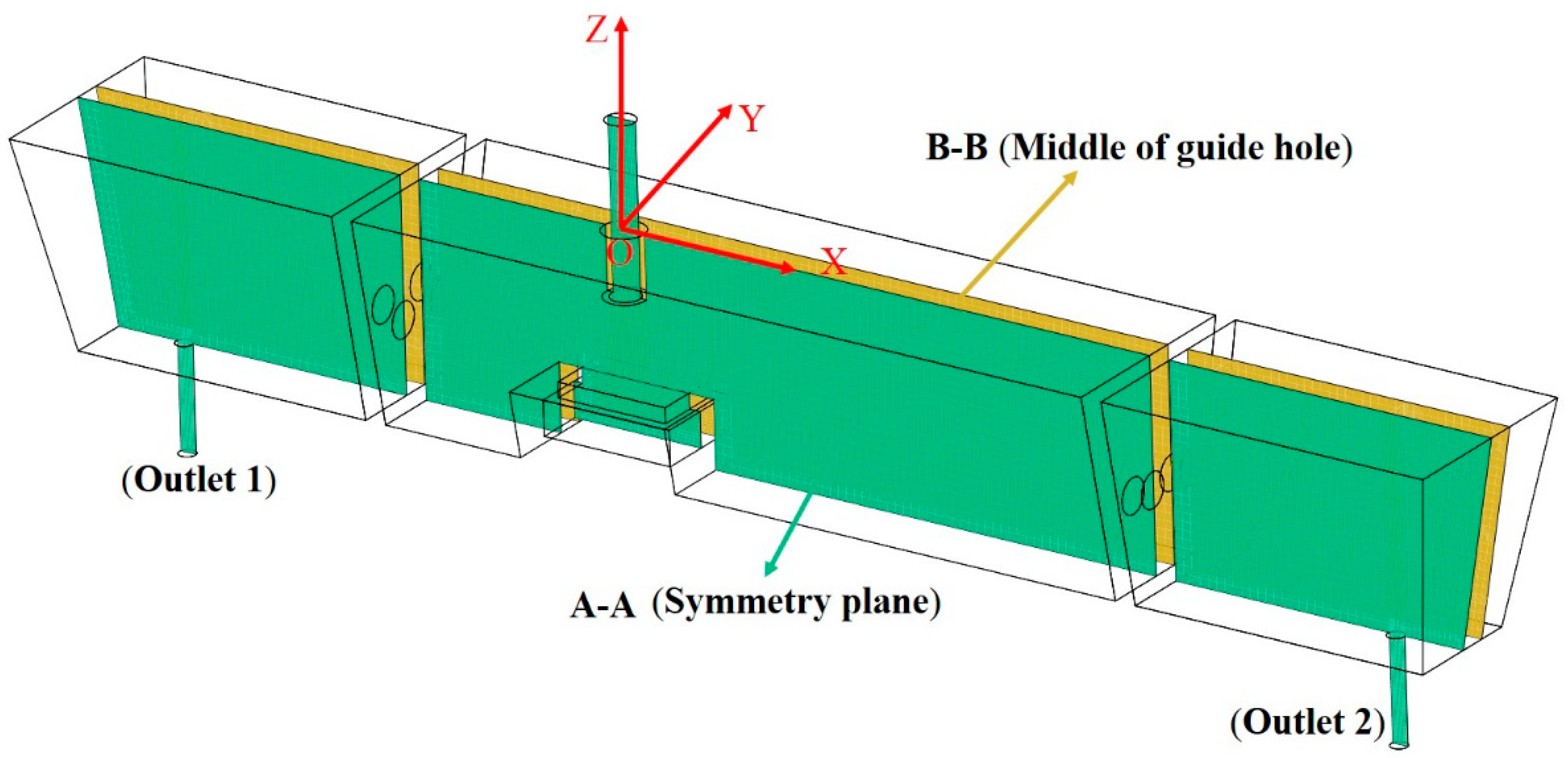
Figure 4.
Characteristic sections in the tundish.
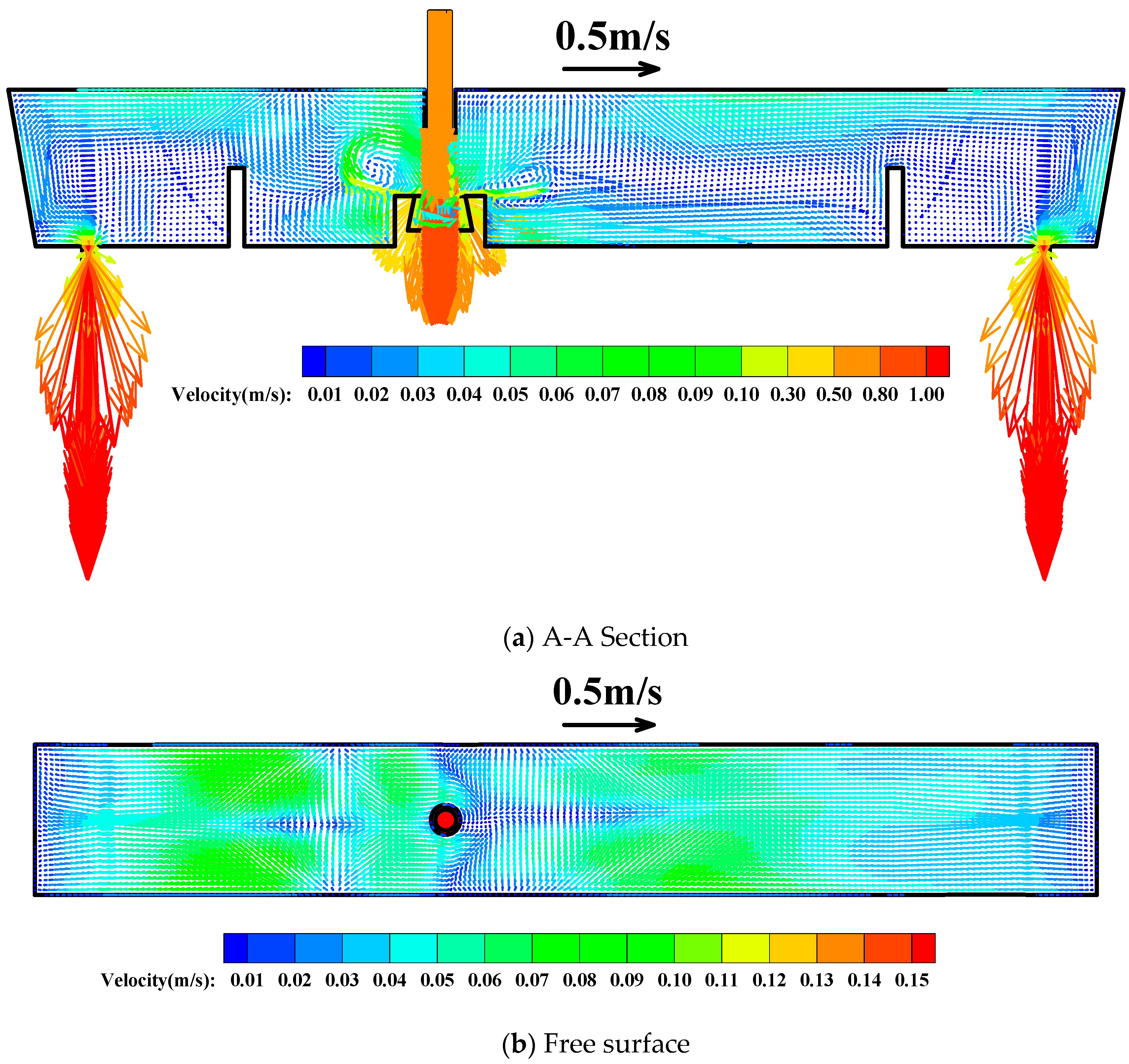
Figure 5.
Fluid flow in the original tundish.
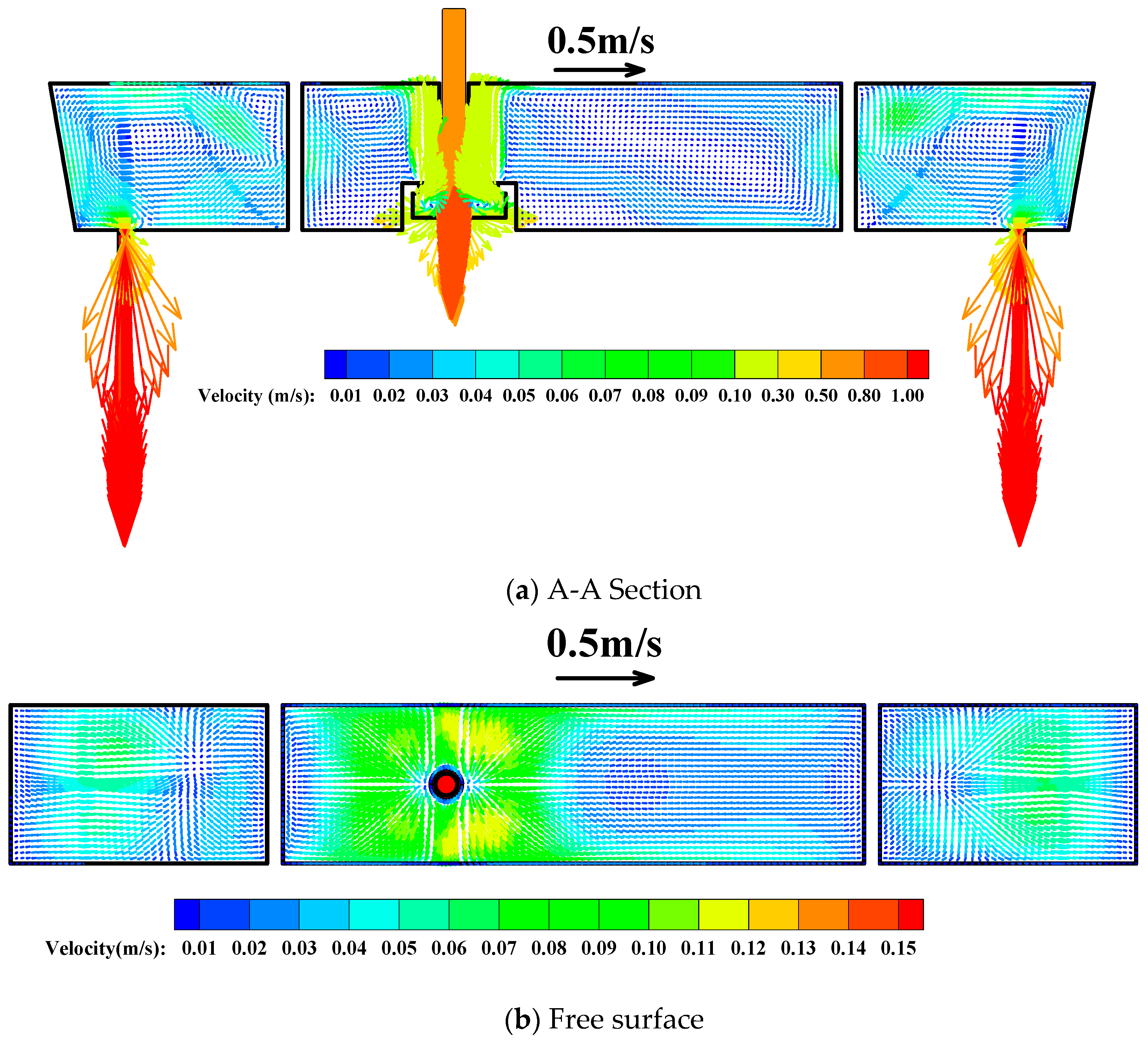
Figure 6.
Fluid flow in the optimized tundish.
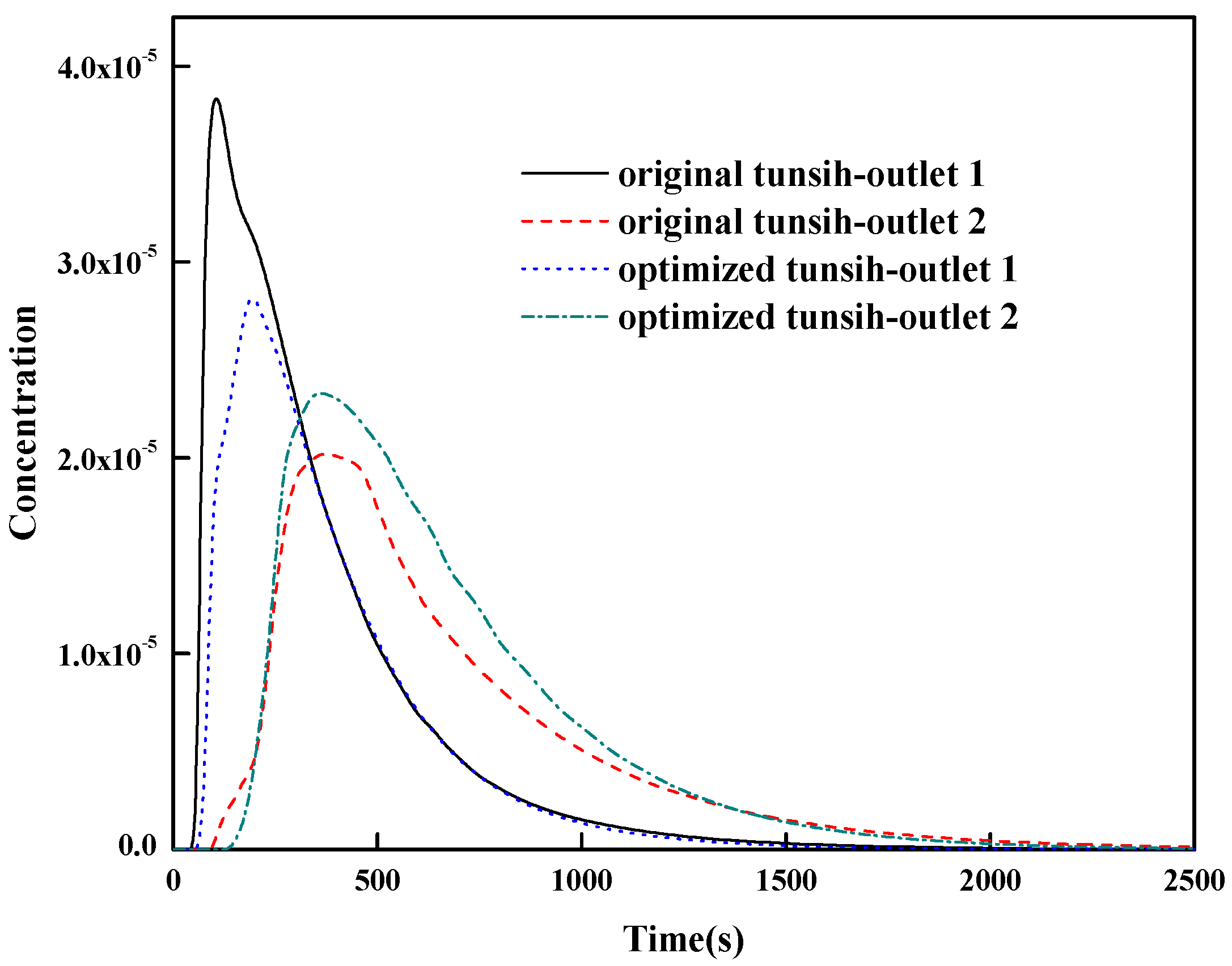
Figure 7.
RTD (residence time distribution) curves in the tundish.
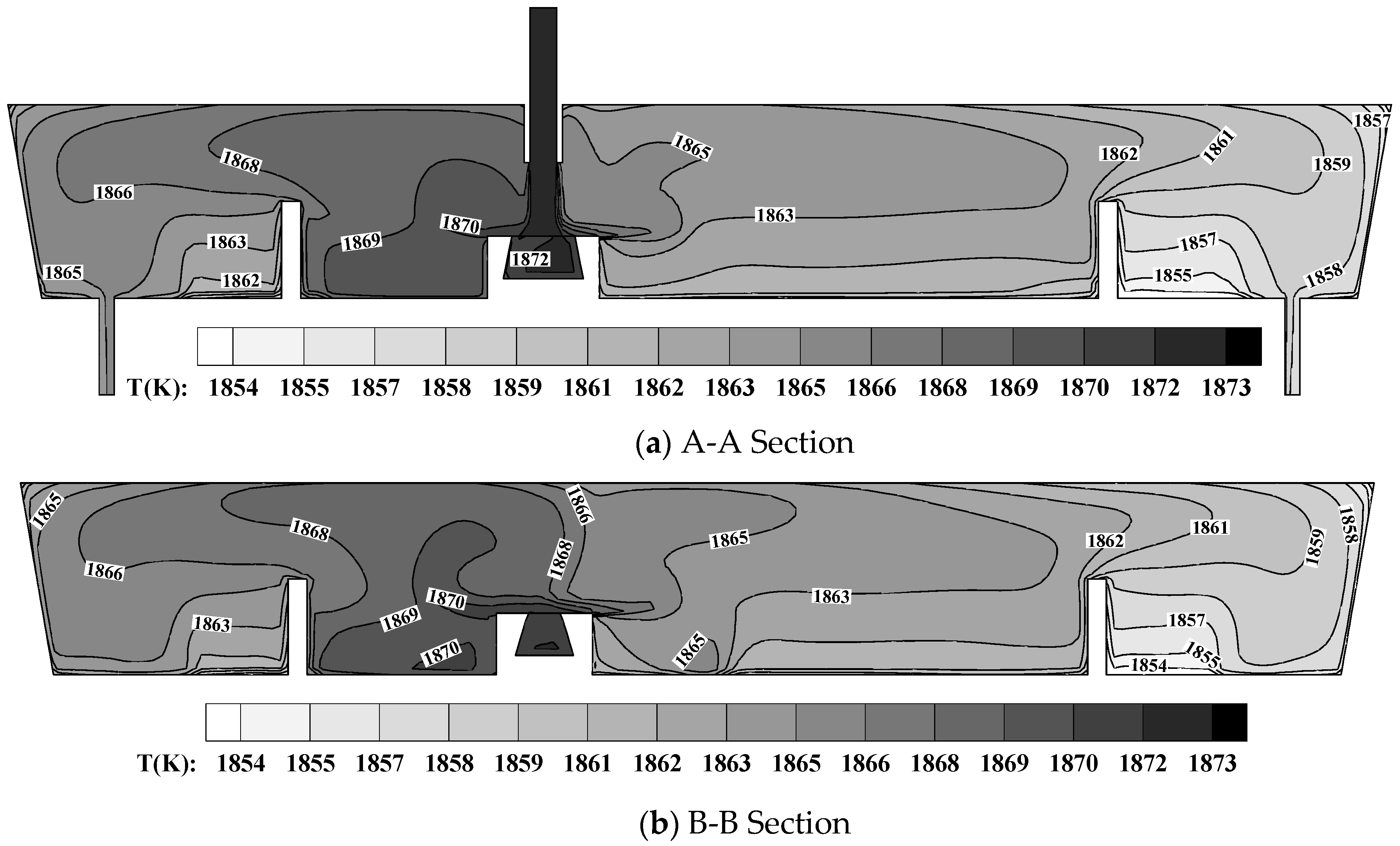
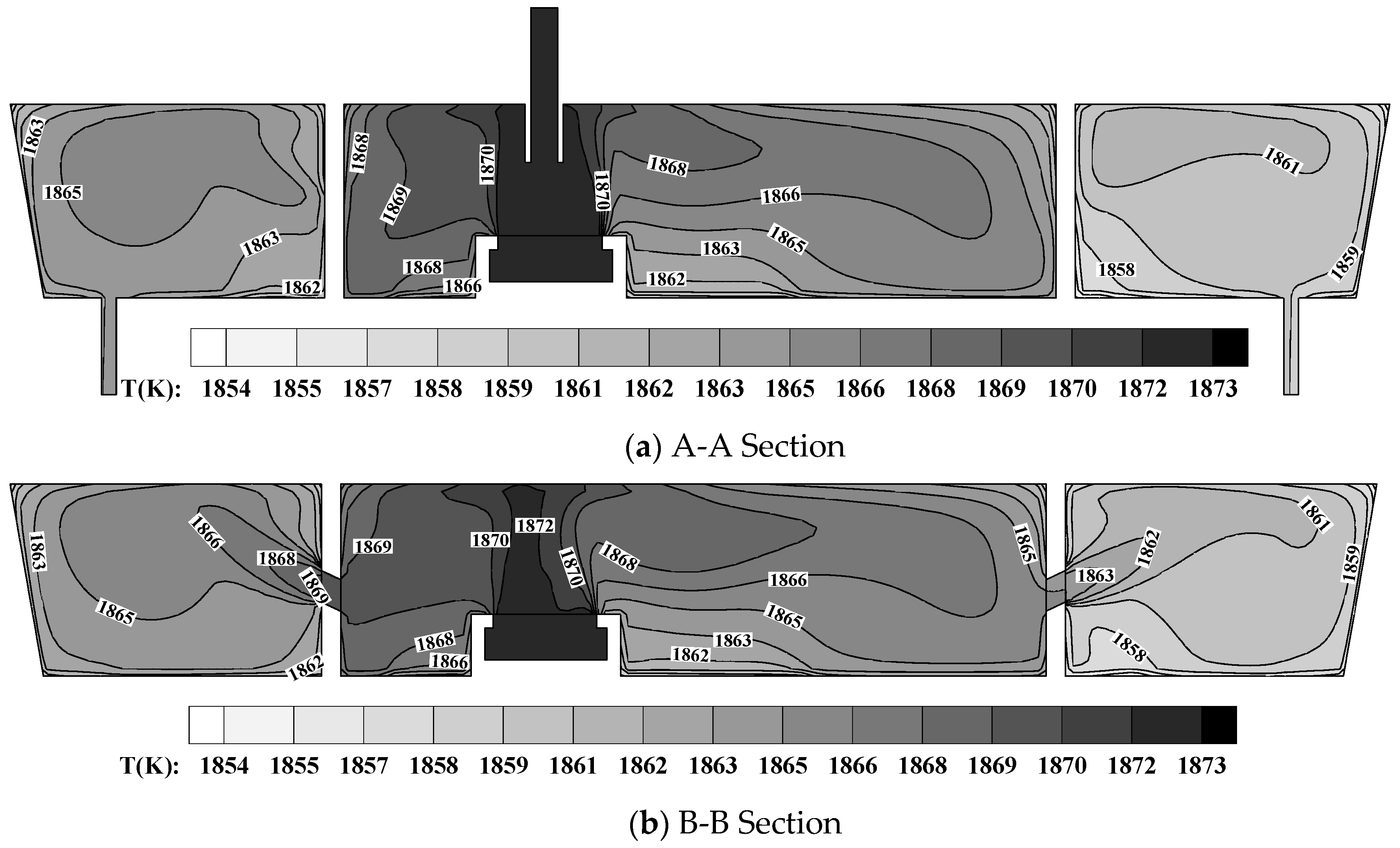
Figure 8.
Temperature field in the original tundish.
Figure 9.
Temperature field in the optimized tundish.
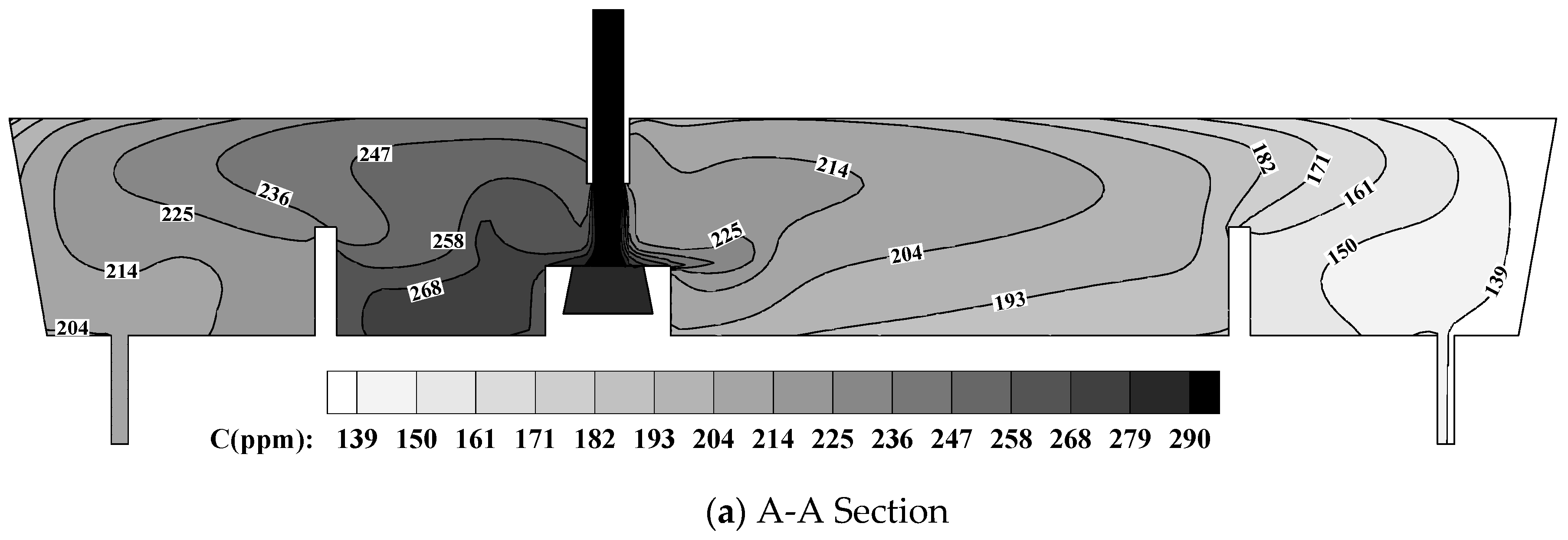
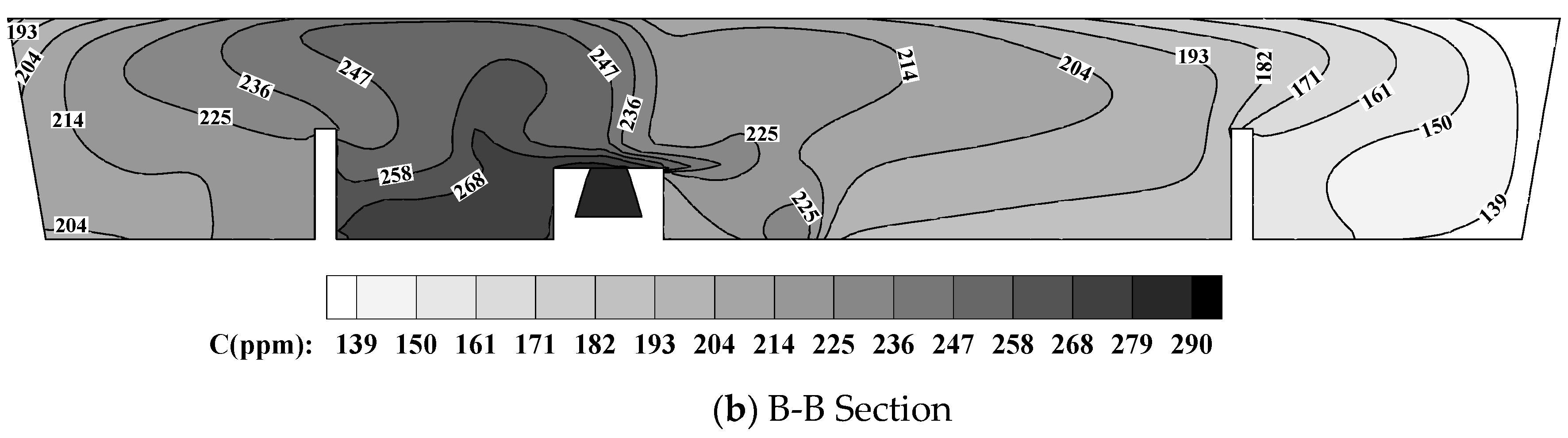
Figure 10.
Inclusion volume concentration distribution in the original tundish.
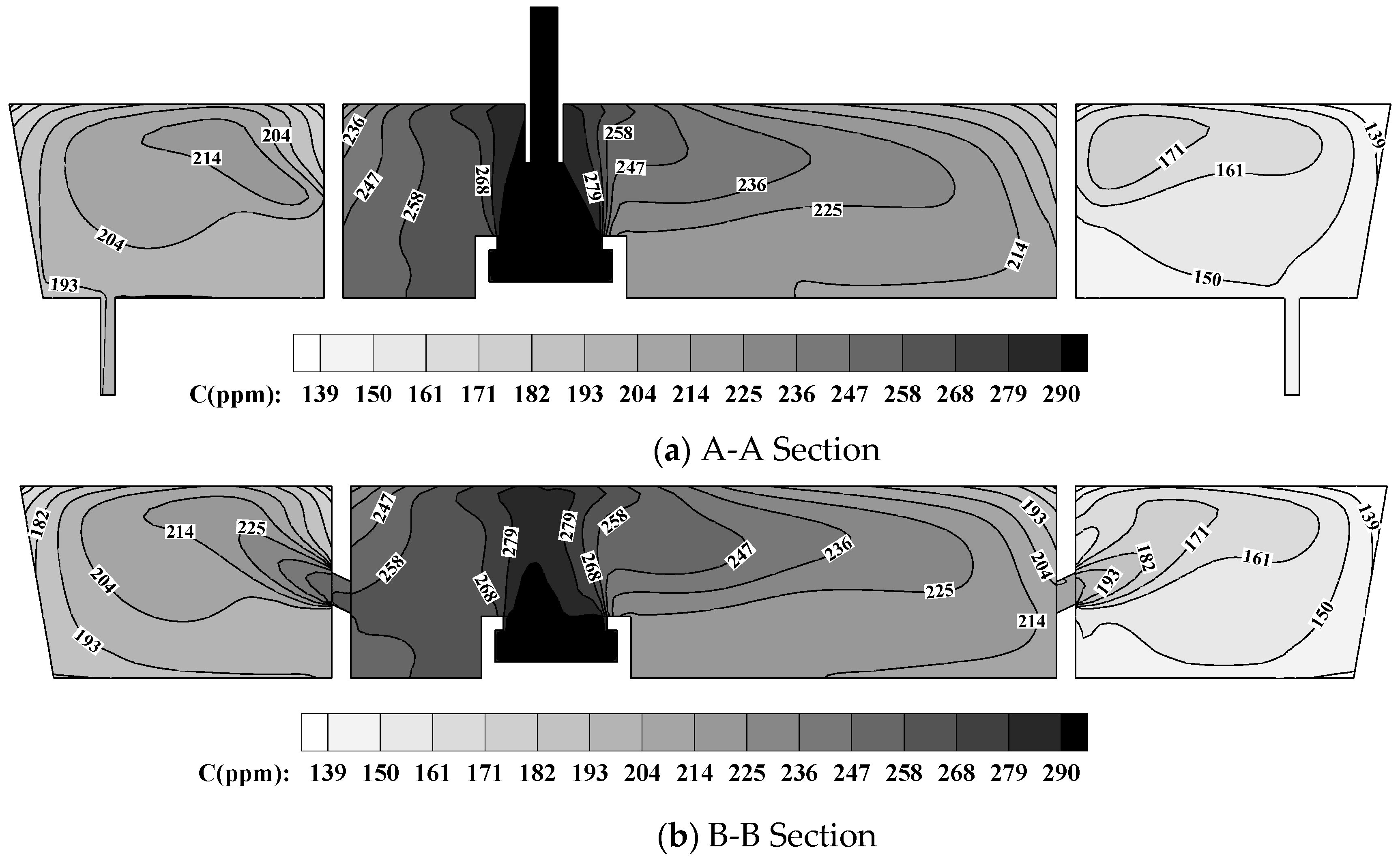
Figure 11.
Inclusion volume concentration distribution in the optimized tundish.
Figure 12.
Characteristic inclusion radius in the original tundish.
Figure 13.
Characteristic inclusion radius in the optimized tundish.
Figure 14.
Characteristic inclusion number density in the original tundish.
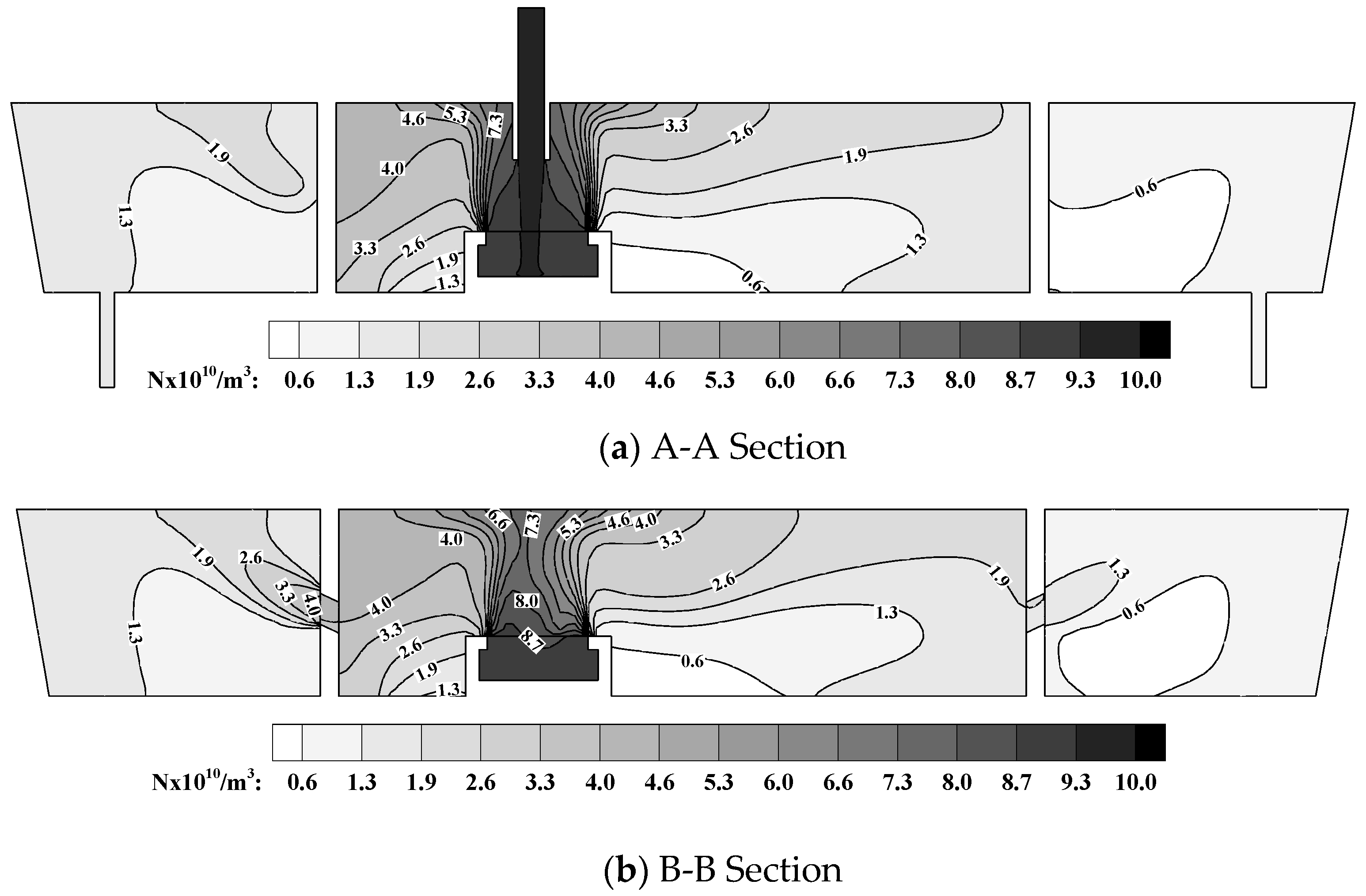
Figure 15.
Characteristic inclusion number density in the optimized tundish.
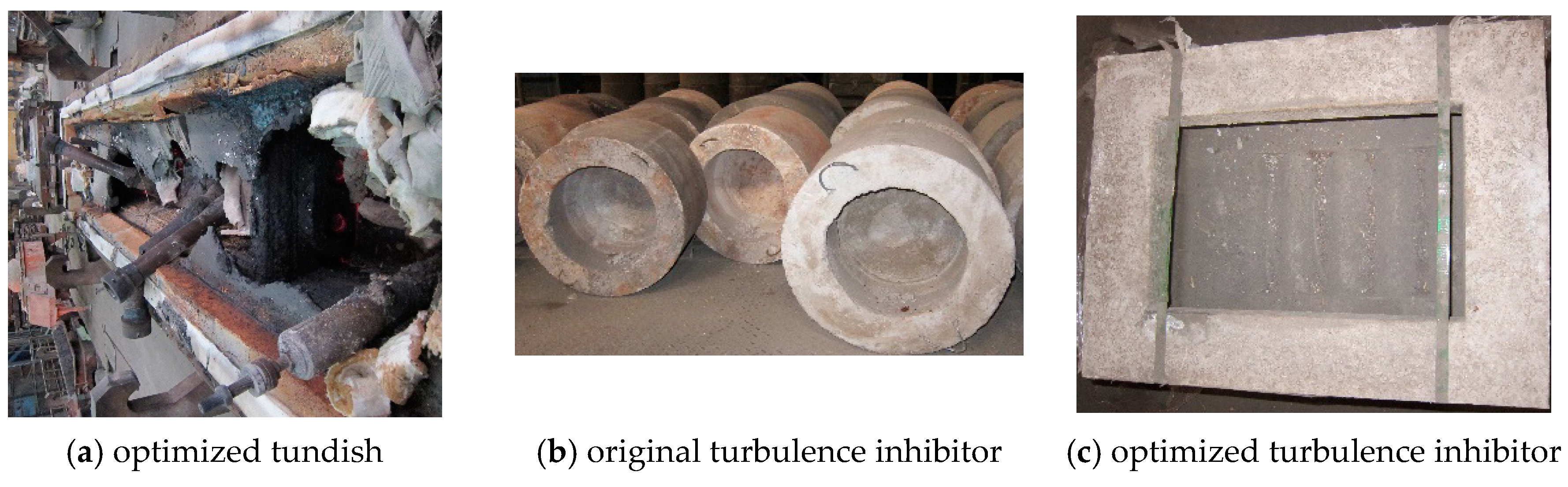
Figure 16.
Industrial tundish.
Table 1.
Parameters in the model tundish.
| Parameters | Model Tundish |
|---|
| Number of strand | 2 |
| Length of upper longitudinal side (mm) | 7128 |
| Length of lower longitudinal side (mm) | 6780 |
| Length of lower width side (mm) | 1007 |
| Length of upper width side (mm) | 590 |
| Tundish depth (mm) | 1000 |
| Volume flow of inlet (m3/s) | 0.012 |
| Diameter of inlet (mm) | 140 |
| Diameter of outlet (mm) | 80 |
| Diameter of guided holes (mm) | 165 |
| Distance between guided holes (mm) | 285 |
Table 2.
Boundary conditions of inclusion [
25,
26].
| Parameter | C | N |
|---|
| Inlet | C0 | N0 |
| Outlet | | |
| Tundish wall and free surface | | |
Table 3.
Initial and boundary condition for tracer transport.
| Time | Inlet | Wall | Outlet | Free surface |
|---|
| t = 0 | | | | |
| t > 0 | | | | |
Table 4.
Physical parameters and boundary conditions [
28,
29,
30].
| Parameter | Value |
|---|
| Free surface heat loss (W/m2) | 75,000 |
| Bottom heat loss (W/m2) | 8000 |
| Wide wall heat loss (W/m2) | 4000 |
| Narrow wall heat loss (W/m2) | 4000 |
| Channel wall heat loss (W/m2) | 8000 |
| Thermal conductivity of liquid steel (W/(m·K)) | 41 |
| Heat capacity of liquid steel (J/(kg·K)) | 750 |
| Inlet velocity (m/s) | 0.773 |
| Inlet temperature (K) | 1873 |
| Density of liquid steel (kg/m3) | (8523 − 0.8358T) |
| Coefficient of thermal expansion of liquid steel (1/K) | 0.0001 |
| Viscosity of the molten steel (kg/(m·s)) | 0.0061 |
Table 5.
Fluid flow characteristics in the original and optimized tundish.
| Tundish | Time (s) | Δtmin | Δtmax | Δtav | Volume Fraction (%) |
|---|
| tmin | tmax | tav | tmin2 − tmin1 | tmax2 − tmax1 | tav2 − tav1 | Vd | Vm | Vp |
|---|
| Original outlet 1 | 54.0 | 105.0 | 315.6 | 58 | 267 | 203.8 | 29.2 | 53.0 | 17.8 |
| Original outlet 2 | 112.0 | 372.0 | 519.4 | −16.5 | 62.2 | 54.3 |
| Optimized outlet 1 | 69.0 | 194.0 | 352.4 | 98 | 167 | 183.5 | 20.9 | 49.6 | 29.5 |
| Optimized outlet 2 | 167.0 | 361.0 | 535.9 | −20.2 | 61.0 | 59.2 |
Table 6.
The measured temperature of molten steel at different outlets in the original tundish.
| Temperature Measurement | TOutlet1 (°C) | TOutlet2 (°C) | TAverage−Outlet1 (°C) | TAverage−Outlet2 (°C) | ΔT = TAv−1 − TAv−2 (°C) |
|---|
| The first casting | 1583 | 1570 | 1568.7 | 1560 | 8.7 |
| 1590 | 1576 |
| 1562 | 1558 |
| 1560 | 1557 |
| 1561 | 1550 |
| 1562 | 1551 |
| 1563 | 1558 |
Table 7.
The measured temperature of molten steel at different outlets in the optimized tundish.
| Temperature Measurement | TOutlet1 (°C) | TOutlet2 (°C) | TAverage−Outlet1 (°C) | TAverage−Outlet2 (°C) | ΔT = TAv−1 − TAv−2 (°C) |
|---|
| The first casting | 1560 | 1552 | 1560 | 1553 | 7 |
| 1562 | 1552 |
| 1557 | 1555 |
| The second casting | 1549 | 1545 | 1548.5 | 1543.5 | 5 |
| 1547 | 1546 |
| 1549 | 1540 |
| 1549 | 1543 |
Table 8.
Inclusion weight in steel by sample-electrolysing method.
| The Sample | Original Sample Weight (kg) | Residual Sample Weight (kg) | Electrolytic Sample Weight (kg) | Inclusion (mg) 80–140 μm | Inclusion (mg) 140–300 μm |
|---|
| Outlet 1 in original tundish | 1.34 | 0.31 | 1.03 | 0.6 | 0.7 |
| Outlet 2 in original tundish | 1.47 | 0.44 | 1.03 | 0.4 | 0.7 |
| Outlet 1 in optimized tundish | 1.33 | 0.31 | 1.02 | - | 0.2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}