Influence of Tool Material, Tool Geometry, Process Parameters, Stacking Sequence, and Heat Sink on Producing Sound Al/Cu Lap Joints through Friction Stir Welding





Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Selection of Tool Geometry to Fabricate Dissimilar Al/Cu Lap Joints
3.2. Selection of Tool Material to Fabricate Dissimilar Al/Cu Lap Joints
3.3. Effect of Plate Positioning in Dissimilar Al/Cu Lap Joints
3.4. Role of Heat Sink in 2219 Al-Cu Lap Joints
4. Conclusions
- The HSCo-steel tool with tapered-pin does not adequately mix the materials to realize a sound joint. The successful joining is observed when the square-pin tool is employed.
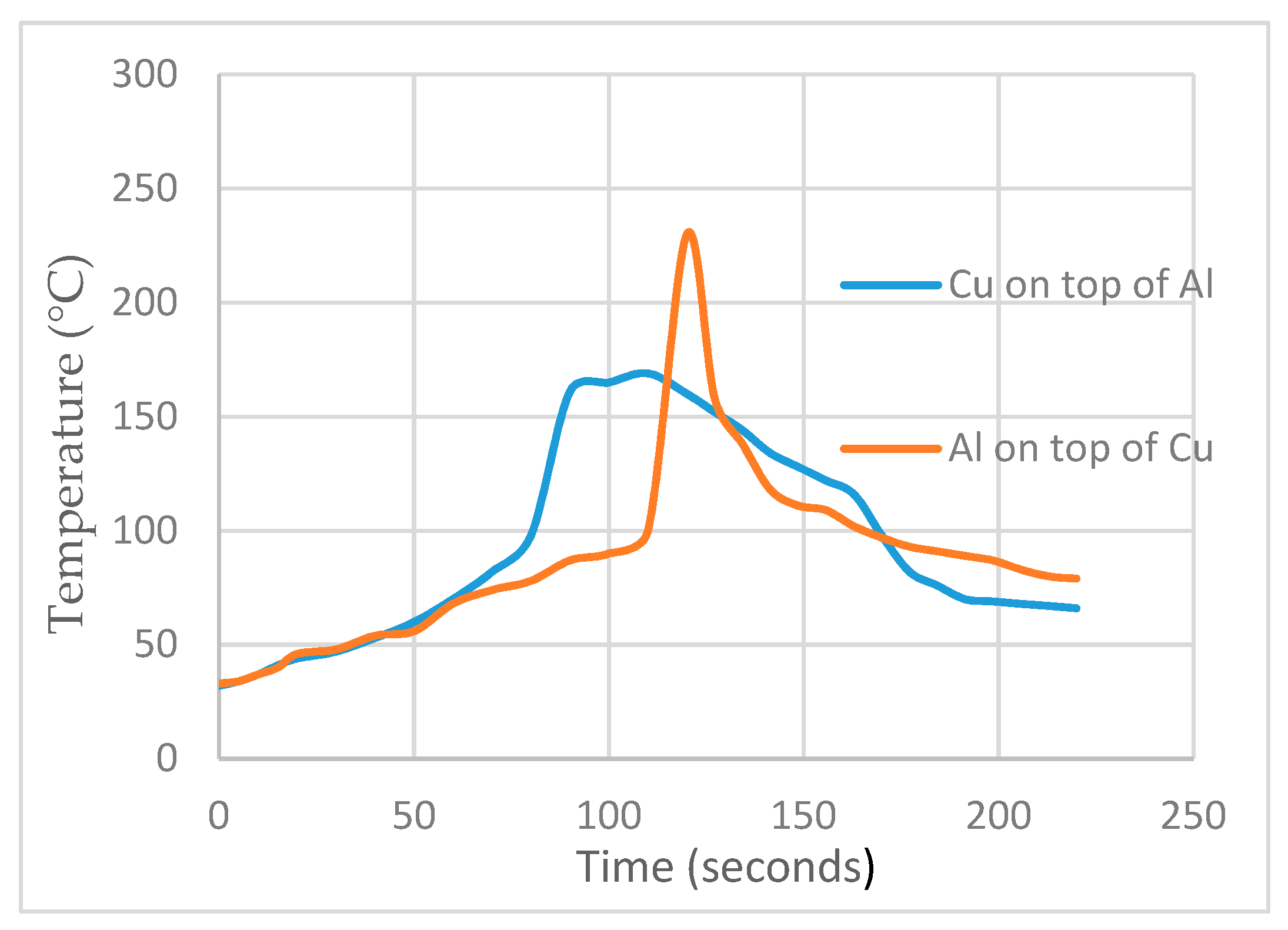
- The WC tool forms superior joints (in terms of defects and strength) than the HSCo-tool, attributing to a reason that greater peak temperature is achieved with the former tool (say 250 °C vs. 150 °C in case of 2219 Al-Cu joints). The former tool offers joint strength of 25 MPa in comparison to 13 MPa offered by the HSCo-tool. Moreover, the WC tool exhibits greater life than the HSCo-Steel tool.
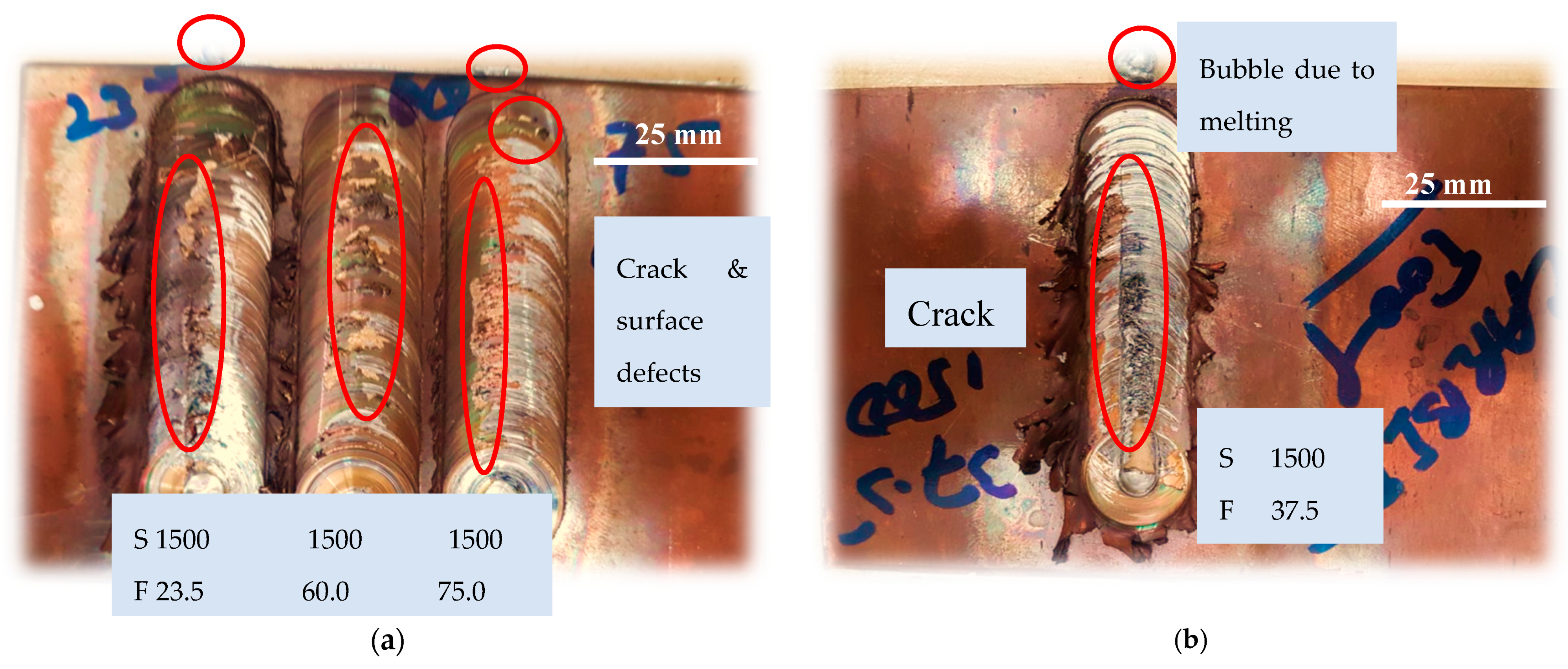
- Stacking sequence is one of the key factors to have a successful Al/Cu lap joint. The joining is realized only when the Al-Cu configuration is arranged. With an inverse arrangement (Cu-Al), Al plate melts down. However, use of heat sink proves beneficial to radiate the heat and thus for the successful joining in the Cu-Al stacking configuration. Additionally, sound joint in this configuration is achieved with a particular set of conditions, i.e., heat sink: 3 mm thick Cu plate, feed rate: 30 mm/min, speed: 1500 rpm, tilt angle: 2°, tool: WC with square-pin.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| S | Rotational speed |
| rpm | Revolution per minute |
| F | Welding speed |
| mm/min | Millimeters per minute |
| Cu | Copper, Cu 1 thickness is 1.65 mm & Cu 2 thickness is 3 mm |
| Al-Cu | Aluminum plate placed on the copper plate |
| Cu-Al | Copper plate placed on the Al plate |
| Al/Cu | Either aluminum on top of copper or vice versa |
| HSCo | High-speed cobalt |
| WC | Tungsten carbide |
| TD | Dwell time |
| T (°C) | Temperature in centigrade |
References
- Perrett, J.; Martin, J.; Threadgill, P.; Ahmed, M. Recent developments in friction stir welding of thick section aluminium alloys. In Proceedings of the 6th World Congress on Aluminium Two Thousand, Florence, Italy, 13–17 March 2007; pp. 13–17. [Google Scholar]
- Ji, F.; Xue, S.; Dai, W. Reliability studies of Cu/Al joints brazed with Zn–Al–Ce filler metals. Mater. Des. 2012, 42, 156–163. [Google Scholar]
- Kah, P.; Vimalraj, C.; Martikainen, J.; Suoranta, R. Factors influencing Al-Cu weld properties by intermetallic compound formation. Int. J. Mech. Mater. Eng. 2015, 10, 10. [Google Scholar] [CrossRef]
- Galvão, I.; Oliveira, J.; Loureiro, A.; Rodrigues, D. Formation and distribution of brittle structures in friction stir welding of aluminium and copper: Influence of shoulder geometry. Intermetallics 2012, 22, 122–128. [Google Scholar] [CrossRef]
- Shigematsu, I.; Kwon, Y.-J.; Suzuki, K.; Imai, T.; Saito, N. Joining of 5083 and 6061 aluminum alloys by friction stir welding. J. Mater. Sci. Lett. 2003, 22, 353–356. [Google Scholar] [CrossRef]
- Cao, X.; Jahazi, M. Effect of tool rotational speed and probe length on lap joint quality of a friction stir welded magnesium alloy. Mater. Des. 2011, 32, 1–11. [Google Scholar] [CrossRef]
- Xu, N.; Ueji, R.; Fujii, H. Dynamic and static change of grain size and texture of copper during friction stir welding. J. Mater. Process. Technol. 2016, 232, 90–99. [Google Scholar] [CrossRef] [Green Version]
- Galvao, I.; Oliveira, J.; Loureiro, A.; Rodrigues, D. Formation and distribution of brittle structures in friction stir welding of aluminium and copper: Influence of process parameters. Sci. Technol. Weld. Join. 2011, 16, 681–689. [Google Scholar] [CrossRef]
- Luo, H.; Wu, T.; Wang, P.; Zhao, F.; Wang, H.; Li, Y. Numerical Simulation of Material Flow and Analysis of Welding Characteristics in Friction Stir Welding Process. Metals 2019, 9, 621. [Google Scholar] [CrossRef]
- Dialami, N.; Cervera, M.; Chiumenti, M. Numerical modelling of microstructure evolution in friction stir welding (FSW). Metals 2018, 8, 183. [Google Scholar] [CrossRef]
- El Chlouk, Z.G.; Achdjian, H.H.; Ayoub, G.; Kridli, G.T.; Hamade, R.F. The Effect of Tool Geometry on Material Mixing during Friction Stir Welding (FSW) of Magnesium AZ31B Welds. In Proceedings of the TMS Middle East-Mediterranean Materials Congress on Energy and Infrastructure Systems (MEMA 2015), Doha, Qatar, 11–14 January 2015; pp. 235–242. [Google Scholar]
- Patel, V.; Li, W.; Wang, G.; Wang, F.; Vairis, A.; Niu, P. Friction Stir Welding of Dissimilar Aluminum Alloy Combinations: State-of-the-Art. Metals 2019, 9, 270. [Google Scholar] [CrossRef]
- Sharma, N.; Siddiquee, A.N.; Khan, Z.A.; Mohammed, M.T. Material stirring during FSW of Al–Cu: Effect of pin profile. Mater. Manuf. Processes 2018, 33, 786–794. [Google Scholar] [CrossRef]
- Akbari, M.; Abdi Behnagh, R.; Dadvand, A. Effect of materials position on friction stir lap welding of Al to Cu. Sci. Technol. Weld. Join. 2012, 17, 581–588. [Google Scholar] [CrossRef]
- Bisadi, H.; Tavakoli, A.; Sangsaraki, M.T.; Sangsaraki, K.T. The influences of rotational and welding speeds on microstructures and mechanical properties of friction stir welded Al5083 and commercially pure copper sheets lap joints. Mater. Des. 2013, 43, 80–88. [Google Scholar] [CrossRef]
- Celik, S.; Cakir, R. Effect of friction stir welding parameters on the mechanical and microstructure properties of the Al-Cu butt joint. Metals 2016, 6, 133. [Google Scholar] [CrossRef]
- Karimi, N.; Nourouzi, S.; Shakeri, M.; Habibnia, M.; Dehghani, A. Effect of tool material and offset on friction stir welding of Al alloy to carbon steel. Adv. Mater. Res. 2012, 445, 747–752. [Google Scholar] [CrossRef]
- Çevik, B.; Özçatalbaş, Y.; Gülenç, B. Effect of tool material on microstructure and mechanical properties in friction stir welding. Mater. Test. 2016, 58, 36–42. [Google Scholar] [CrossRef]
- Bozkurt, Y.; Boumerzoug, Z. Tool material effect on the friction stir butt welding of AA2124-T4 Alloy Matrix MMC. J. Mater. Res. Technol. 2018, 7, 29–38. [Google Scholar] [CrossRef]
- Wiedenhoft, A.G.; Amorim, H.J.; Rosendo, T.S.; Strohaecker, T.R. Friction Stir Welding of Dissimilar Al-Cu Lap Joints with Copper on Top. Key Eng. Mater. 2017, 724, 71–76. [Google Scholar] [CrossRef]
- Wiedenhoft, A.G.; de Amorim, H.J.; Rosendo, T.d.S.; Tier, M.A.D.; Reguly, A. Effect of Heat Input on the Mechanical Behaviour of Al-Cu FSW Lap Joints. Mater. Res. 2018, 21. [Google Scholar] [CrossRef]
- Marstatt, R.; Krutzlinger, M.; Luderschmid, J.; Constanzi, G.; Mueller, J.; Haider, F.; Zaeh, M. Intermetallic layers in temperature controlled Friction Stir Welding of dissimilar Al-Cu-joints. IOP Conf. Ser. Mater. Sci. Eng. 2018, 373, 012017. [Google Scholar] [CrossRef]
- Mubiayi, M.P.; Akinlabi, E.T. Friction stir welding of dissimilar materials between aluminium alloys and copper, An overview. In Proceedings of the World Congress on Engineering, London, UK, 3–5 July 2013; pp. 3–5. [Google Scholar]
- Patel, J.B.; Bhatt, K.; Shah, M. Replacement of Tool-pin Profile and Simulation of Peak Temperature & Flow Stress during FSW of AA6061 Alloy. IJISET 2014, 1, 273–276. [Google Scholar]
- Sahu, P.K.; Kumari, K.; Pal, S.; Pal, S.K. Hybrid fuzzy-grey-Taguchi based multi weld quality optimization of Al/Cu dissimilar friction stir welded joints. Adv. Manuf. 2016, 4, 237–247. [Google Scholar] [CrossRef]
- Buffa, G.; De Lisi, M.; Sciortino, E.; Fratini, L. Dissimilar titanium/aluminum friction stir welding lap joints by experiments and numerical simulation. Adv. Manuf. 2016, 4, 287–295. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Oxford, UK, 2012. [Google Scholar]
- Nelson, T.; Steel, R.; Arbegast, W. In situ thermal studies and post-weld mechanical properties of friction stir welds in age hardenable aluminium alloys. Sci. Technol. Weld. Join. 2003, 8, 283–288. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Length (mm), L | Width (mm), W | Thickness (mm), T |
|---|---|---|---|
| 1060 Al | 100 | 70 | 4 |
| 2219 Al | 100 | 70 | 2.15 |
| Commercial Cu 1 | 100 | 70 | 1.65 |
| Commercial Cu 2 | 100 | 70 | 3 |
| Tool | Shoulder Diameter (mm) | Pin Height (mm) | Pin Cross Section Dimension (mm) |
|---|---|---|---|
| HSCo Tapered Tool | 16 | 3.2 | Small diameter = 3 Large diameter = 5 |
| HSCo Squared Tool | 16 | 3.2 | Squared shaped each side = 4 |
| Carbide Squared Tool | 16 | 3.2 | Squared shaped each side = 4 |
| Material | Yield Strength (MPa),YS | Ultimate Tensile Strength (MPa), UTS | %Elongation (mm/mm), e | Vicker’s Micro-Hardness at 1 gm |
|---|---|---|---|---|
| 1060 Al | 181.72 | 248.66 | 17.69 | 81.12 |
| 2219 Al | 60.42 | 117.97 | 19.75 | 52.02 |
| Commercial Cu 1 | 219.21 | 248.85 | 36.56 | 107.71 |
| Commercial Cu 2 | 291.18 | 303.86 | 19.48 | 112.21 |
| Test no. | S, rpm | F, mm/min | Remark |
|---|---|---|---|
| 1 | 1500 | 23.5 | Crack as shown in Figure 7a |
| 2 | 30.0 | Crack as shown in Figure 7a | |
| 3 | 37.5 | Crack as shown in Figure 7a | |
| 4 | 47.5 | Crack as shown in Figure 7a |
| Test No. | S, rpm | F, mm/min | Remark |
|---|---|---|---|
| 1 | 1500 | 23.5 | Successful as shown in Figure 7b |
| 2 | 30.0 | Successful as shown in Figure 7b | |
| 3 | 37.5 | Successful as shown in Figure 7b | |
| 4 | 47.5 | Successful as shown in Figure 7b | |
| 5 | 60.0 | Successful as shown in Figure 7b |
| Test No. | S, rpm | F, mm/min | Tool | Remarks |
|---|---|---|---|---|
| 1 | 1500 | 23.5 | WC | Successfully fabricated (Figure 8a) |
| 2 | 30.0 | Successfully fabricated (Figure 8a) | ||
| 3 | 37.5 | Successfully fabricated (Figure 8b) | ||
| 4 | 47.5 | Crack and hole occurred (Figure 8c) | ||
| 5 | 60.0 | Crack occurred (Figure 8d) | ||
| 1 | 1500 | 23.5 | HSCo | Crack occurred (Figure 8e) |
| 2 | 30.0 | Successfully fabricated (Figure 8e) | ||
| 3 | 37.5 | Successfully fabricated | ||
| 4 | 47.5 | Crack occurred |
| S. # | Lap Joints | F mm/min | Joint Strength (MPa) by WC Tool | Joint Strength (MPa) by HSCo Tool |
|---|---|---|---|---|
| 1 | 2219 Al-Cu | 30.0 | 25.3 | 13.1 |
| 2 | Cu-1060 Al | 37.5 | 17.8 | 0.58 |
| Test No. | S, rpm | F, mm/min | Remarks |
|---|---|---|---|
| 1 | 1500 | 23.5 | Successfully fabricated (Figure 8a) |
| 2 | 30.0 | Successfully fabricated (Figure 8a) | |
| 3 | 37.5 | Successfully fabricated (Figure 8b,c) | |
| 4 | 47.5 | Crack occurred (Figure 8c,d) | |
| 5 | 60.0 | Cracks occurred (Figure 8d) |
| Test No. | S, rpm | F, mm/min | Remarks |
|---|---|---|---|
| 1 | 1500 | 23.0 | Cracks and bubbles occurred (Figure 11a) |
| 2 | 1500 | 37.5 | Cracks hole and bubbles occurred (Figure 11b) |
| 3 | 1500 | 60.0 | Cracks occurred (Figure 11a) |
| 4 | 1500 | 75.0 | Cracks and bubbles occurred (Figure 11a) |
| 5 | 950 | 30.0 | Cracks occurred (Figure 11c) |
| 6 | 750 | 30.0 | Cracks occurred (Figure 11c) |
| 7 | 600 | 30.0 | Cracks occurred (Figure 11d) |
| S, 1500 rpm | Heat sink | F | Remarks |
|---|---|---|---|
| Test No. | Cu 1 | ||
| 1 | 23.5 | Cracks occurred (Figure 12a) | |
| 2 | 60.0 | Surface defect and crack occurred (Figure 12a) | |
| 3 | 75.0 | Small pore occurred (Figure 12b) | |
| 4 | Cu 2 | 30.0 | Successfully fabricated (Figure 12c) |
| 5 | 37.5 | Crack occurred (Figure 12c) | |
| 6 | 47.5 | Pore occurred (Figure 12c) |
| S. # | Lap Joints | F, mm/min | Joint Strength (MPa) by WC Tool |
|---|---|---|---|
| 1 | 2219 Al-Cu | 30.0 | 25.3 |
| 2 | Cu-2219 Al | 30.0 | 5.9 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, H.; Latif, A.; Hussain, G.; Heidarshenas, B.; Altaf, K. Influence of Tool Material, Tool Geometry, Process Parameters, Stacking Sequence, and Heat Sink on Producing Sound Al/Cu Lap Joints through Friction Stir Welding. Metals 2019, 9, 875. https://doi.org/10.3390/met9080875
Wei H, Latif A, Hussain G, Heidarshenas B, Altaf K. Influence of Tool Material, Tool Geometry, Process Parameters, Stacking Sequence, and Heat Sink on Producing Sound Al/Cu Lap Joints through Friction Stir Welding. Metals. 2019; 9(8):875. https://doi.org/10.3390/met9080875
Chicago/Turabian StyleWei, Hongyu, Abdul Latif, Ghulam Hussain, Behzad Heidarshenas, and Khurram Altaf. 2019. "Influence of Tool Material, Tool Geometry, Process Parameters, Stacking Sequence, and Heat Sink on Producing Sound Al/Cu Lap Joints through Friction Stir Welding" Metals 9, no. 8: 875. https://doi.org/10.3390/met9080875
APA StyleWei, H., Latif, A., Hussain, G., Heidarshenas, B., & Altaf, K. (2019). Influence of Tool Material, Tool Geometry, Process Parameters, Stacking Sequence, and Heat Sink on Producing Sound Al/Cu Lap Joints through Friction Stir Welding. Metals, 9(8), 875. https://doi.org/10.3390/met9080875