On the Structural and Chemical Homogeneity of Spark Plasma Sintered Tungsten

 , , ,
, , ,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
- -
- sintering environment (graphite or tungsten foil)
- -
- sintering temperature (1700 or 2000 °C)
- -
- sintering time (2 or 15 or 60 min)
- -
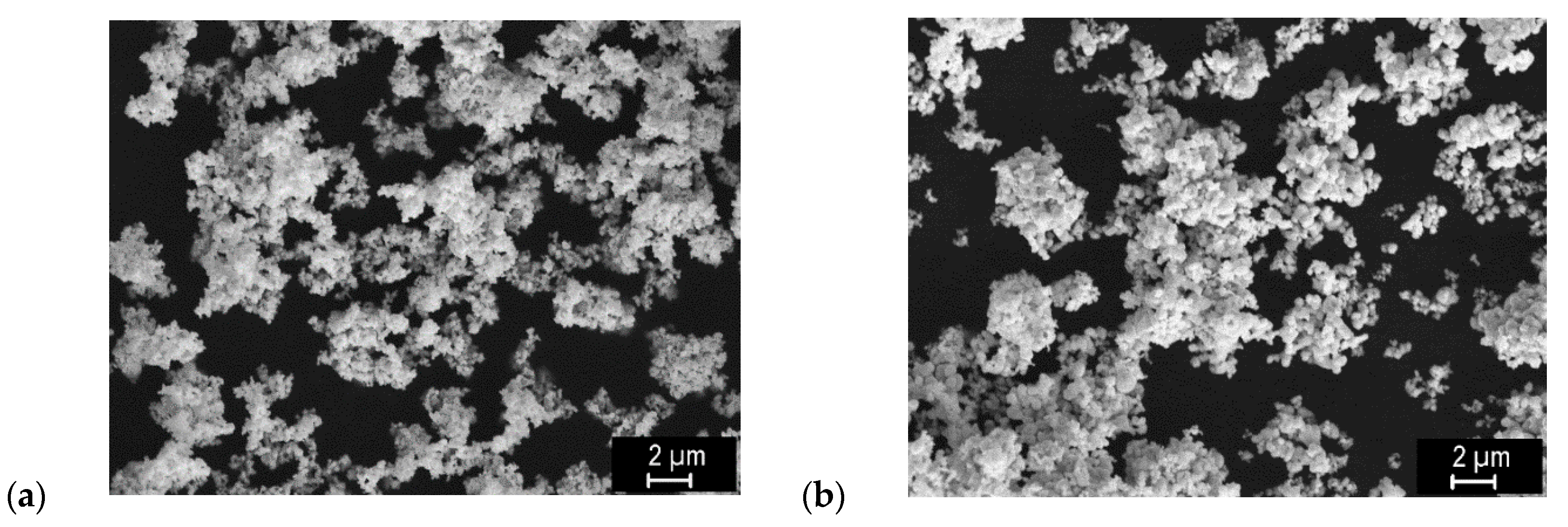
- powder size (nominally 0.5 and 0.7 microns)
- -
- powder state (uncleaned or cleaned)
3. Results
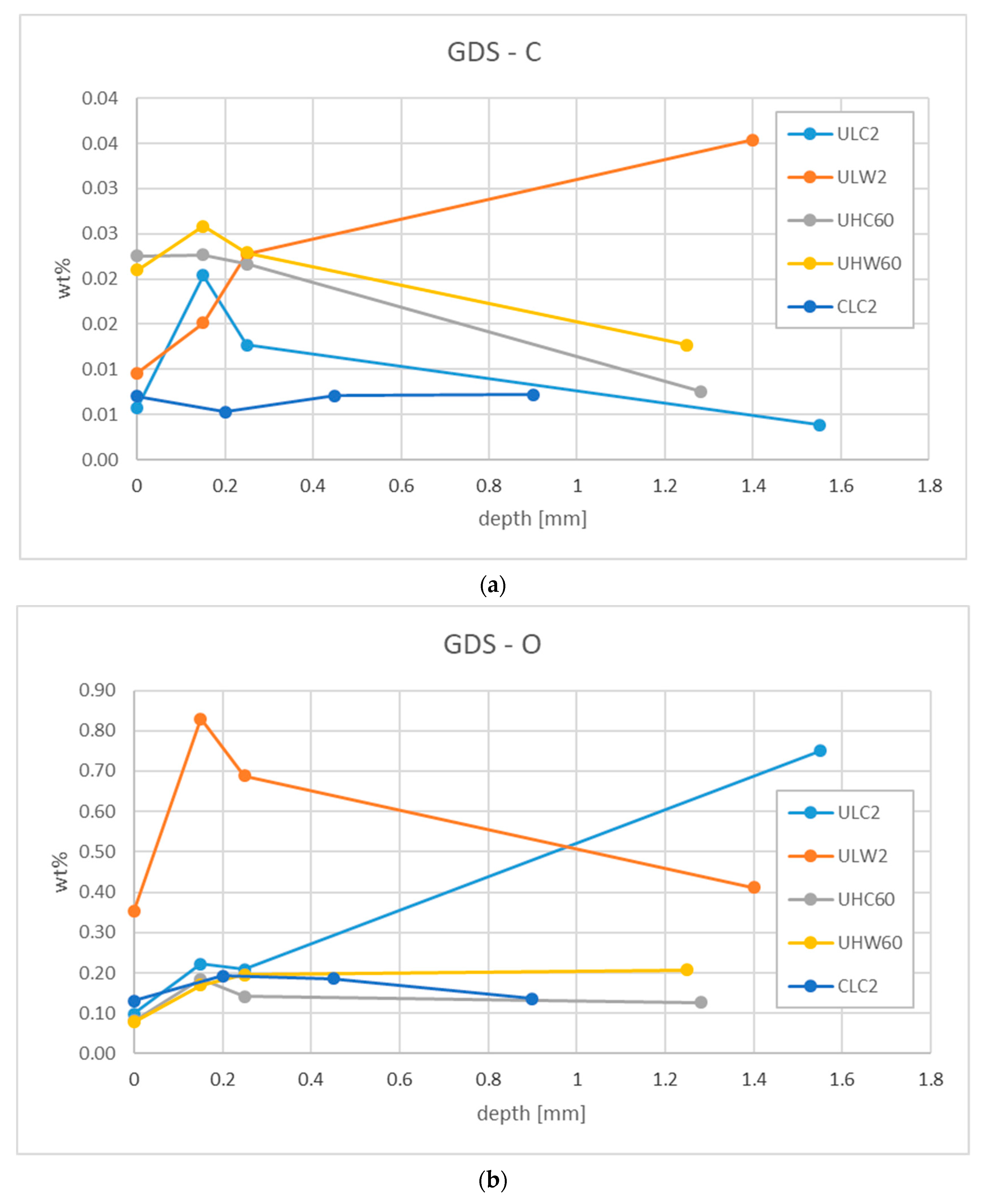
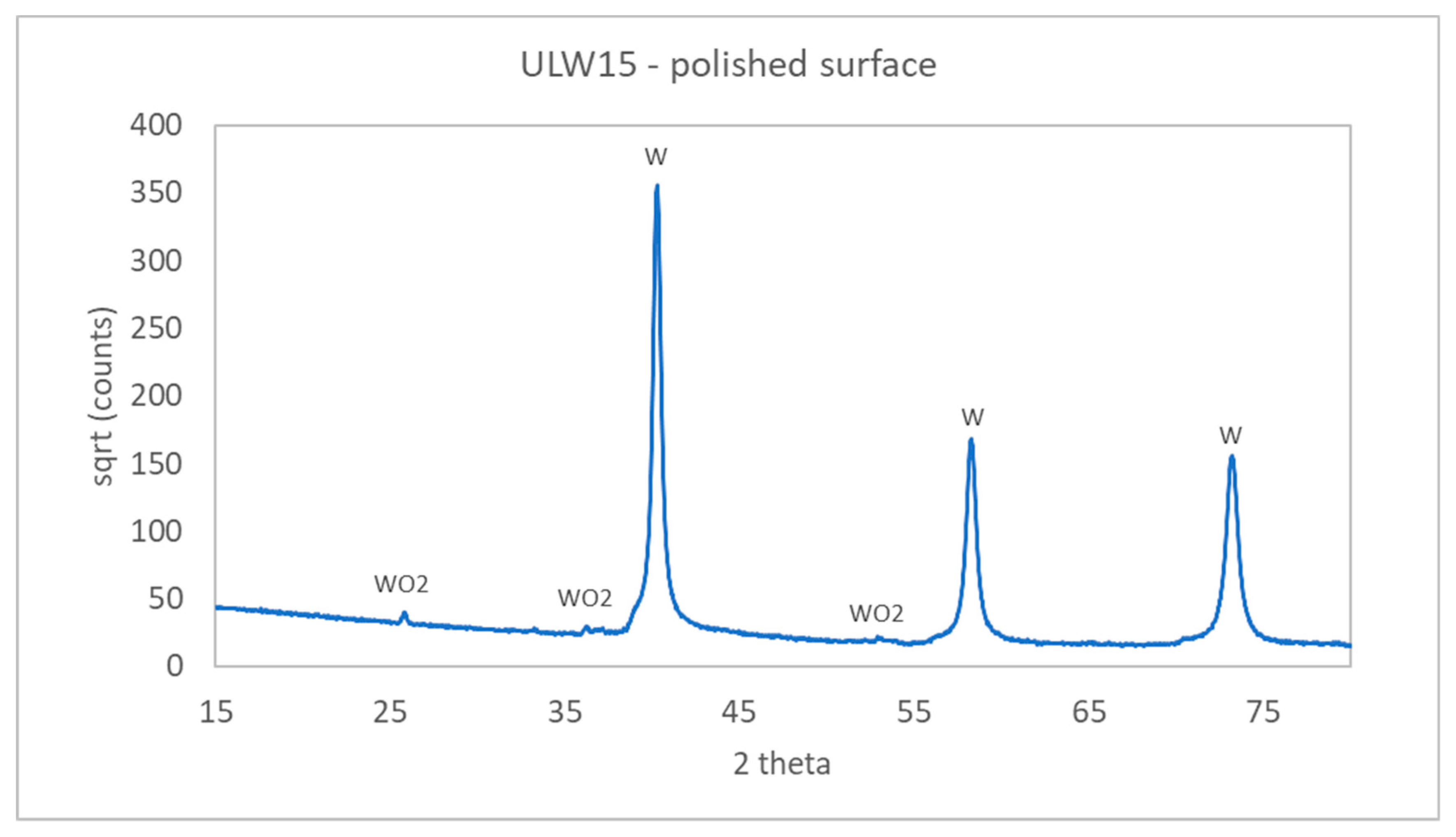
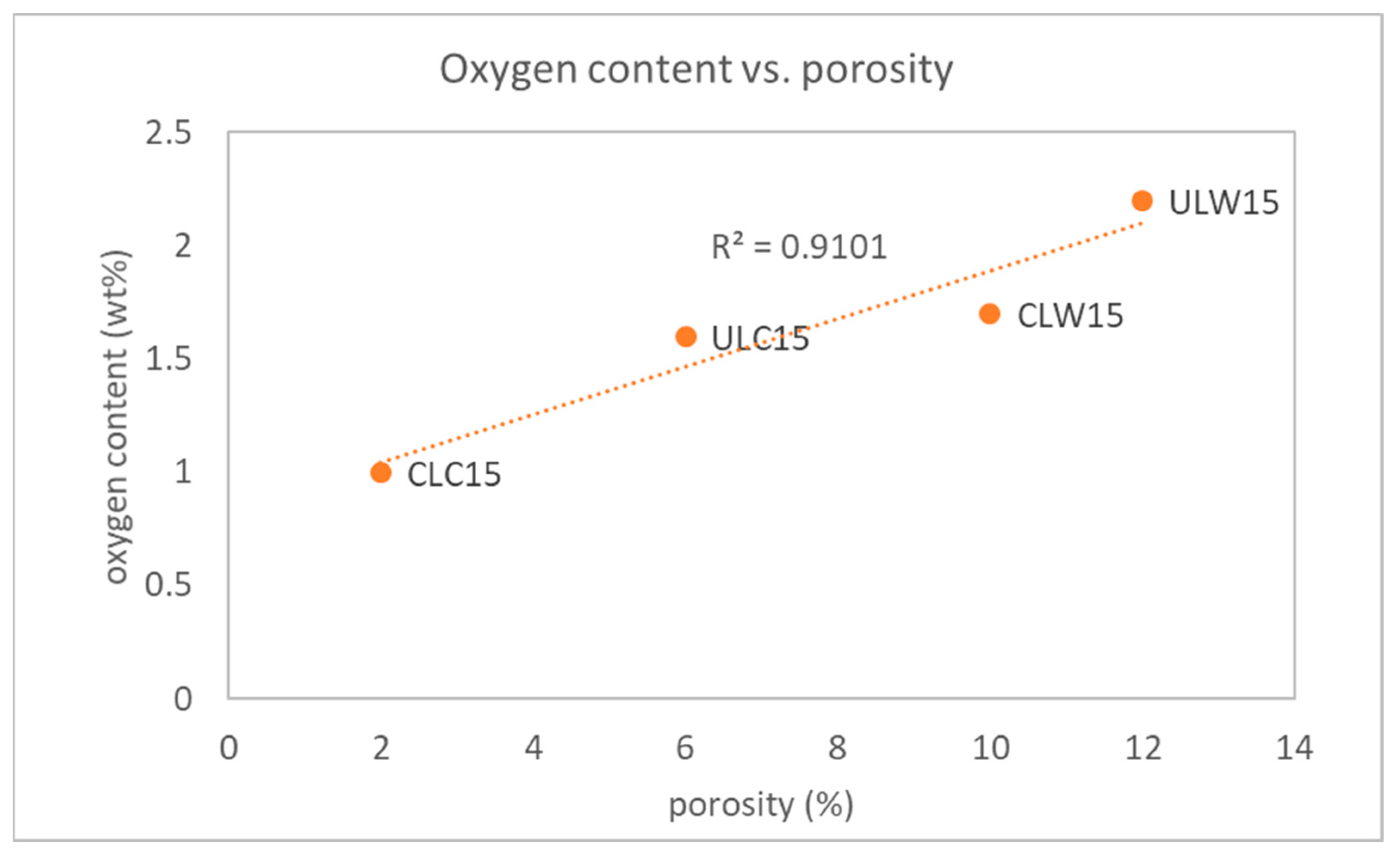
3.1. Chemical (In)homogeneity
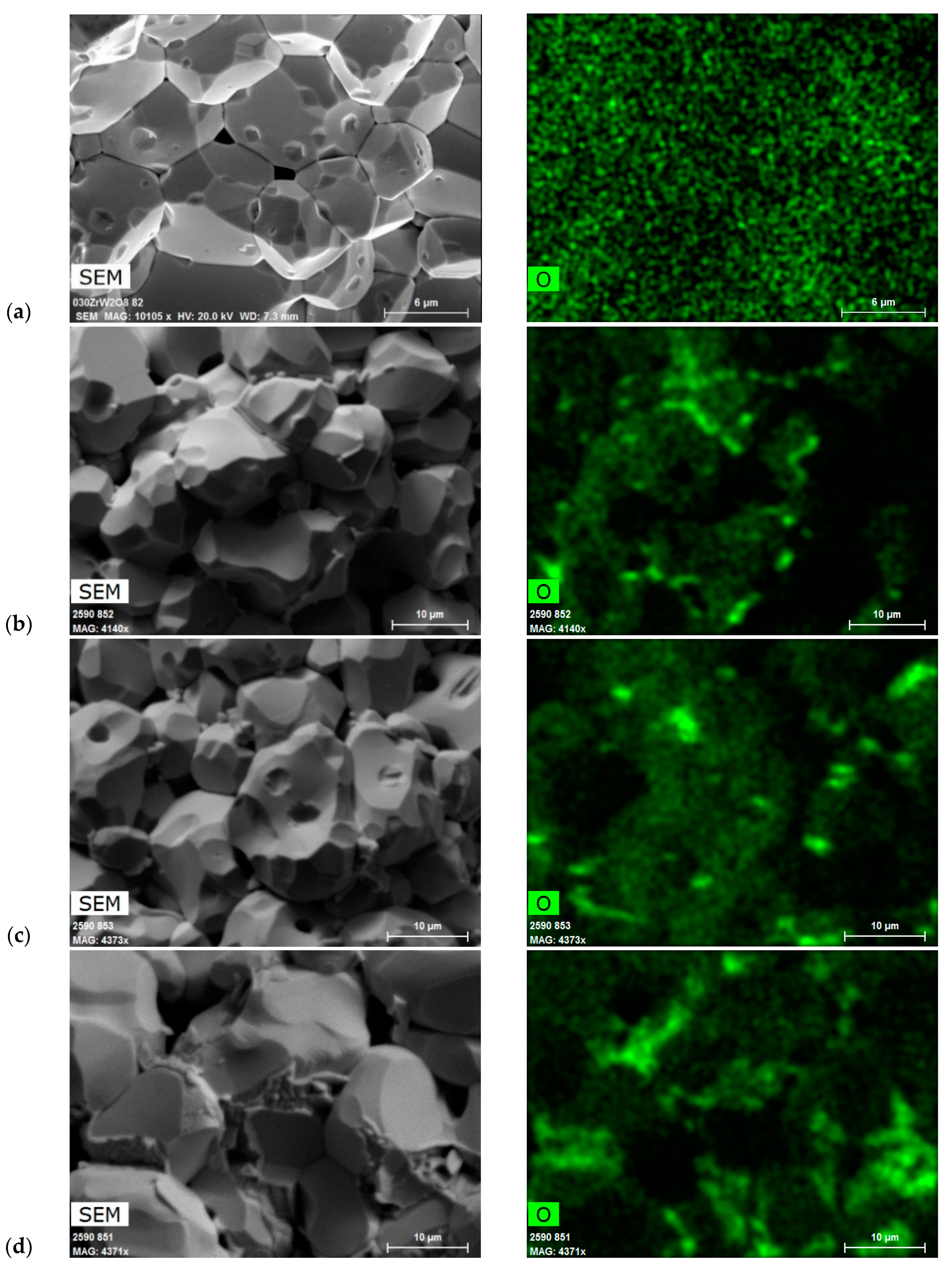
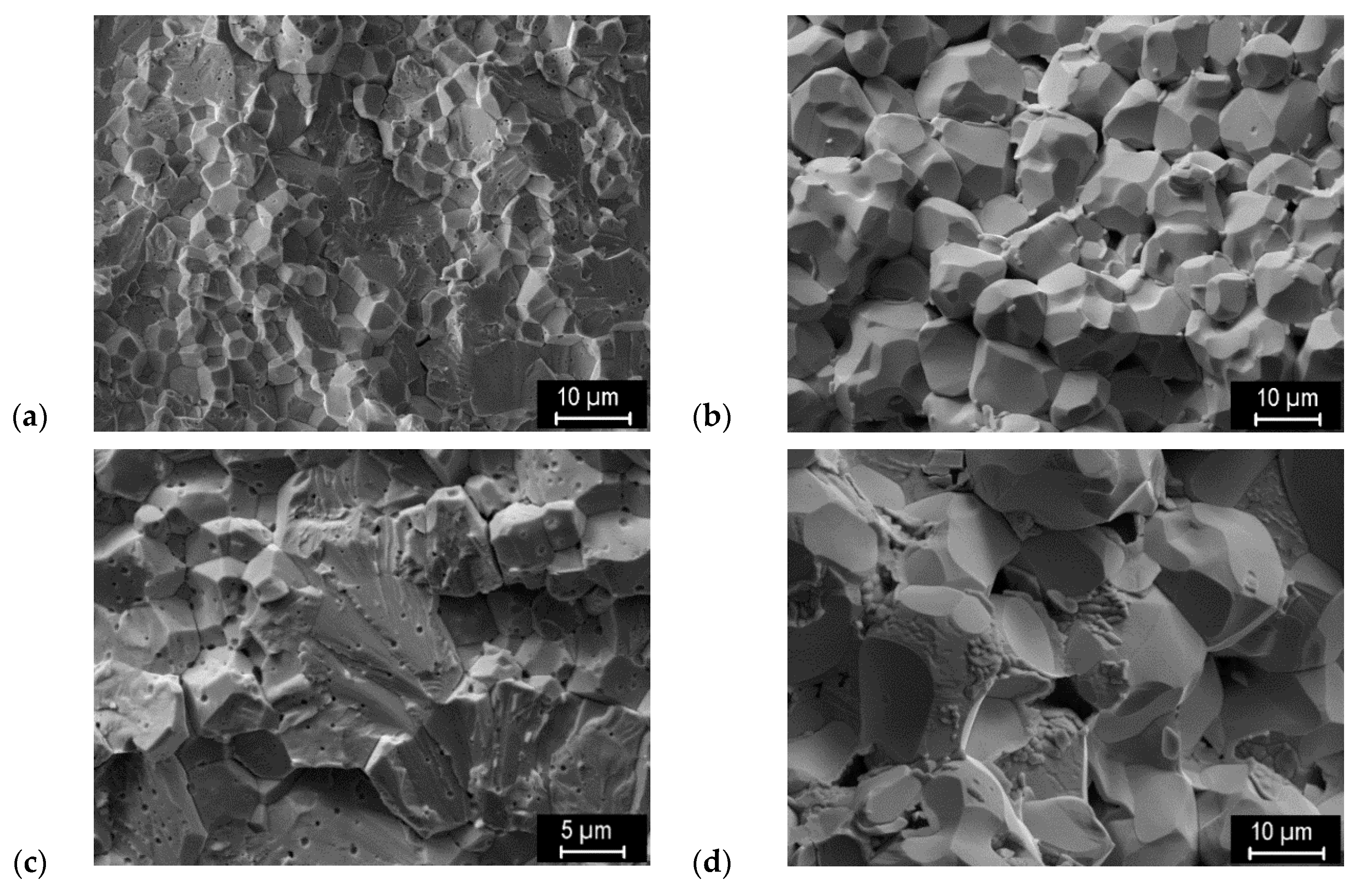
3.2. Microstructural Features
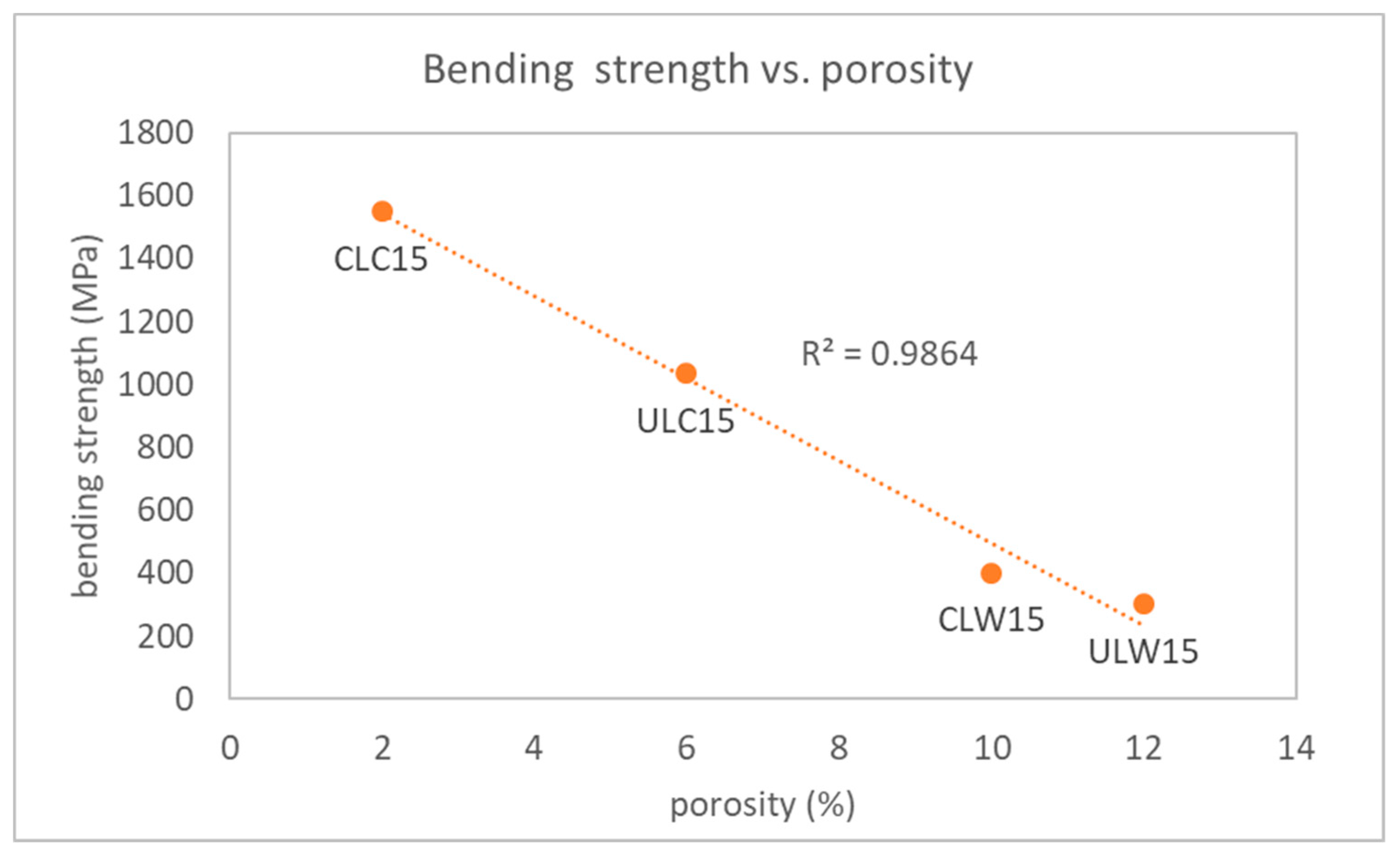
3.3. Mechanical Properties
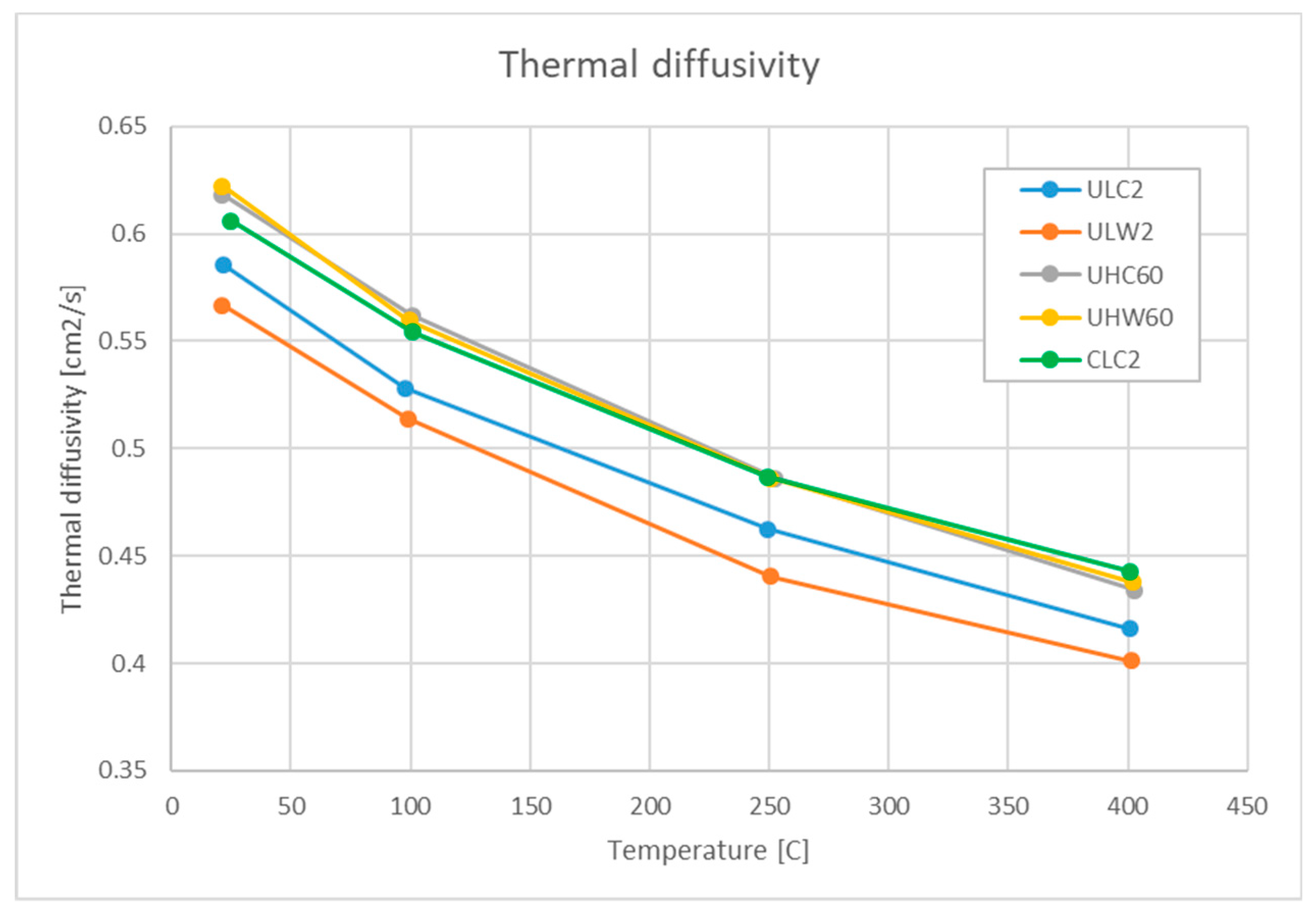
3.4. Thermal Properties
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Pintsuk, G. Tungsten as a Plasma-Facing Material. In Comprehensive Nuclear Materials; Konings, R.J.M., Ed.; Elsevier: Amsterdam, The Netherlands, 2012; pp. 551–581. [Google Scholar]
- Rieth, M.; Dudarev, S.L.; Gonzalez De Vicente, S.M.; Aktaa, J.; Ahlgren, T.; Antusch, S.; Armstrong, D.E.J.; Balden, M.; Baluc, N.; Barthe, M.F.; et al. Recent Progress in Research on Tungsten Materials for Nuclear Fusion Applications in Europe. J. Nucl. Mater. 2013, 432, 482–500. [Google Scholar] [CrossRef]
- Wu, Y. Manufacturing of tungsten and tungsten composites for fusion application via different routes. Tungsten 2019, 1, 80–90. [Google Scholar] [CrossRef] [Green Version]
- El-Atwani, O.; Hinks, J.A.; Greaves, G.; Gonderman, S.; Qiu, T.; Efe, M.; Allain, J.P. In-Situ TEM Observation of the Response of Ultrafine- and Nanocrystalline-Grained Tungsten to Extreme Irradiation Environments. Sci. Rep. 2014, 4, 4716. [Google Scholar] [CrossRef] [PubMed]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-Assisted Sintering Technology/Spark Plasma Sintering: Mechanisms, Materials, and Technology Developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef]
- Shen, Z.J.; Johnsson, M.; Zhao, Z.; Nygren, M. Spark Plasma Sintering of Alumina. J. Am. Ceram. Soc. 2002, 85, 1921–1927. [Google Scholar] [CrossRef]
- Minier, L.; Le Gallet, S.; Grin, Y.; Bernard, F. A Comparative Study of Nickel and Alumina Sintering Using Spark Plasma Sintering (SPS). Mater. Chem. Phys. 2012, 134, 243–253. [Google Scholar] [CrossRef]
- Chanthapan, S.; Kulkarni, A.; Singh, J.; Haines, C.; Kapoor, D. Sintering of Tungsten Powder with and Without Tungsten Carbide Additive by Field Assisted Sintering Technology. Int. J. Refract. Met. Hard Mater. 2012, 31, 114–120. [Google Scholar] [CrossRef]
- Ren, C.; Fang, Z.Z.; Zhang, H.; Koopman, M. The Study on Low Temperature Sintering of Nano-Tungsten Powders. Int. J. Refract. Met. Hard Mater. 2016, 61, 273–278. [Google Scholar] [CrossRef]
- Lee, G.; McKittrick, J.; Ivanov, E.; Olevsky, E.A. Densification Mechanism and Mechanical Properties of Tungsten Powder Consolidated by Spark Plasma Sintering. Int. J. Refract. Met. Hard Mater. 2016, 61, 22–29. [Google Scholar] [CrossRef]
- Školařová, D. Characterization of Microstructure and Mechanical Properties of Alumina Prepared by SPS Technology (in Czech). Bachelor’s Thesis, Czech Technical University, Prague, Czechia, 2014. [Google Scholar]
- Huang, L.; Jiang, L.; Topping, T.D.; Dai, C.; Wang, X.; Carpenter, R.; Haines, C.; Schoenung, J.M. In Situ Oxide Dispersion Strengthened Tungsten Alloys with High Compressive Strength and High Strain-to-Failure. Acta Mater. 2017, 122, 19–31. [Google Scholar] [CrossRef]
- Sestan, A.; Jenus, P.; Novak Krmpotic, S.; Zavasnik, J.; Ceh, M. The Role of Tungsten Phases Formation During Tungsten Metal Powder Consolidation by Fast: Implications for High-Temperature Applications. Mater. Charact. 2018, 138, 308–314. [Google Scholar] [CrossRef]
- Ma, J.; Zhang, J.; Liu, W.E.I.; Shen, Z. Suppressing Pore-Boundary Separation During Spark Plasma Sintering of Tungsten. J. Nucl. Mater. 2013, 438, 199–203. [Google Scholar] [CrossRef]
- Choi, J.; Sung, H.M.; Roh, K.B.; Hong, S.H.; Kim, G.H.; Han, H.N. Fabrication of Sintered Tungsten by Spark Plasma Sintering and Investigation of Thermal Stability. Int. J. Refract. Met. Hard Mater. 2017, 69, 164–169. [Google Scholar] [CrossRef]
- Vanmeensel, K.; Laptev, A.; Hennicke, J.; Vleugels, J.; Van Der Biest, O. Modelling of the Temperature Distribution During Field Assisted Sintering. Acta Mater. 2005, 53, 4379–4388. [Google Scholar] [CrossRef]
- Munoz, S.; Anselmi-Tamburini, U. Temperature and Stress Fields Evolution During Spark Plasma Sintering Processes. J. Mater. Sci. 2010, 45, 6528–6539. [Google Scholar] [CrossRef]
- Solodkyi, I.; Xie, S.S.; Zhao, T.; Borodianska, H.; Sakka, Y.; Vasylkiv, O. Synthesis of B6O Powder and Spark Plasma Sintering of B6O and B6O-B4C Ceramics. J. Ceram. Soc. Jpn. 2013, 121, 950–955. [Google Scholar] [CrossRef]
- Wang, P.; Yang, M.J.; Zhang, S.; Tu, R.; Goto, T.; Zhang, L.M. Suppression of Carbon Contamination in SPSed CaF2 Transparent Ceramics by Mo Foil. J. Eur. Ceram. Soc. 2017, 37, 4103–4107. [Google Scholar] [CrossRef]
- Biswas, P.; Chakravarty, D.; Suresh, M.B.; Johnson, R.; Mohan, M.K. Fabrication of Graphite Contamination Free Polycrystalline Transparent MgAl2O4 Spinel by Spark Plasma Sintering Using Platinum Foil. Ceram. Int. 2016, 42, 17920–17923. [Google Scholar] [CrossRef]
- Shongwe, M.B.; Diouf, S.; Durowoju, M.O.; Olubambi, P.A.; Ramakokovhu, M.M.; Obadele, B.A. A Comparative Study of Spark Plasma Sintering and Hybrid Spark Plasma Sintering of 93W-4.9Ni-2.1Fe Heavy Alloy. Int. J. Refract. Met. Hard Mater. 2016, 55, 16–23. [Google Scholar] [CrossRef]
- Dudina, D.V.; Bokhonov, B.B. Elimination of Oxide Films During Spark Plasma Sintering of Metallic Powders: A Case Study Using Partially Oxidized Nickel. Adv. Powder Technol. 2017, 28, 641–647. [Google Scholar] [CrossRef]
- Morita, K.; Kim, B.N.; Yoshida, H.; Hiraga, K.; Sakka, Y. Assessment of Carbon Contamination in MgAl2O4 Spinel During Spark-Plasma-Sintering (SPS) Processing. J. Ceram. Soc. Jpn. 2015, 123, 983–988. [Google Scholar] [CrossRef]
- Vilémová, M.; Lukáč, F.; Veverka, J.; Illková, K.; Matějíček, J. Controlling the Carbide Formation and Chromium Depletion in W-Cr Alloy During Field Assisted Sintering. Int. J. Refract. Met. Hard Mater. 2019, 79, 217–223. [Google Scholar] [CrossRef]
- Gludovatz, B.; Wurster, S.; Weingartner, T.; Hoffmann, A.; Pippan, R. Influence of Impurities on the Fracture Behaviour of Tungsten. Philos. Mag. 2011, 91, 3006–3020. [Google Scholar] [CrossRef]
- Lawrenz, D.; Mitchell, J. Thermal Evolution Methods for Carbon, Sulfur, Oxygen, Nitrogen and Hydrogen in Iron and Steel Analysis. In Encyclopedia of Analytical Chemistry; Wiley: Hoboken, NJ, USA, 2001; pp. 8991–9008. [Google Scholar]
- Payling, R.; Nelis, T. Glow Discharge Optical Emission Spectroscopy: A Practical Guide; Royal Society of Chemistry: London, UK, 2003. [Google Scholar]
- Bergman, O. Influence of Oxygen Partial Pressure in Sintering Atmosphere on Properties of Cr-Mo Prealloyed Powder Metallurgy Steel. Powder Metall. 2007, 50, 243–249. [Google Scholar] [CrossRef]
- Gross, E.; Dahan, D.B.; Kaplan, W.D. The Role of Carbon and Sio2 in Solid-State Sintering of Sic. J. Eur. Ceram. Soc. 2015, 35, 2001–2005. [Google Scholar] [CrossRef]
- Venables, D.S.; Brown, M.E. Reduction of Tungsten Oxides with Carbon. 1. Thermal Analyses. Thermochim. Acta 1996, 283, 251–264. [Google Scholar] [CrossRef]
- Venables, D.S.; Brown, M.E. Reduction of Tungsten Oxides with Carbon. 2. Tube Furnace Experiments. Thermochim. Acta 1996, 283, 265–276. [Google Scholar] [CrossRef]
- Venables, D.S.; Brown, M.E. Reduction of Tungsten Oxides with Carbon Monoxide. Thermochim. Acta 1997, 291, 131–140. [Google Scholar] [CrossRef]
- Davis, J.R. ASM Specialty Handbook: Heat-Resistant Materials; ASM International: Materials Park, OH, USA, 1997; p. 368. [Google Scholar]
- Lee, G.; Maniere, C.; McKittrick, J.; Gattuso, A.; Back, C.; Olevsky, E.A. Oxidation Effects on Spark Plasma Sintering of Molybdenum Nanopowders. J. Am. Ceram. Soc. 2019, 102, 801–812. [Google Scholar] [CrossRef]
- Gutin, S.S.; Panov, A.A.; Khlopin, M.I. Effect of oxide films in the sintering of aluminum powders. Sov. Powder Metall. Met. Ceram. 1972, 11, 280–282. [Google Scholar]
- MatWeb: Tungsten. Available online: http://www.matweb.com/search/datasheet_print.aspx?matguid=41e0851d2f3c417ba69ea0188fa570e3 (accessed on 23 July 2019).
- Rosas Saad, J.A. Tungsten Recrystallization Behavior Under Steady and Transient Hydrogen Plasma Loading. Master’s Thesis, Delft University of Technology, Delft, The Netherlands, 2018. [Google Scholar]
- Sung, H.-M. Development of Tungsten Sintering Technology for Fusion Applications. Master’s Thesis, Seoul National University, Seoul, Korea, 2017. [Google Scholar]
- Gelbstein, Y.; Haim, Y.; Kalabukhov, S.; Kasiyan, V.; Hartmann, S.; Rothe, S.; Frage, N. Correlation between Thermal and Electrical Properties of Spark Plasma Sintered (SPS) Porous Copper. In Sintering Techniques of Materials; Lakshmanan, A., Ed.; InTechOpen: London, UK, 2015. [Google Scholar] [Green Version]
- Matějíček, J.; Mušálek, R.; Dlabáček, Z.; Klevarová, V.; Kocmanová, L.; Cinert, J. Processing and Properties of Tungsten-Steel Composites and FGMs Prepared by Spark Plasma Sintering. Fusion Eng. Des. in preparation.
- Kanpara, S.; Khirwadkar, S.; Belsare, S.; Bhope, K.; Swamy, R.; Patil, Y.; Mokariya, P.; Patel, N.; Patel, T.; Galodiya, K. Fabrication of Tungsten & Tungsten Alloy and Its High Heat Load Testing for Fusion Applications. Mater. Today Proc. 2016, 3, 3055–3063. [Google Scholar]
- Wikipedia: Tungsten(IV) Oxide. Available online: https://en.wikipedia.org/wiki/Tungsten(IV)_oxide (accessed on 23 July 2019).
- Autissier, E.; Richou, M.; Minier, L.; Naimi, F.; Pintsuk, G.; Bernard, F. Spark plasma sintering of pure and doped tungsten as plasma facing material. Phys. Scr. 2014, 2014, T159. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Label | Powder Size (µm) | Powder State | Temperature (°C) | Pressure (MPa) | Time (min) | Foil | Pellet Thickness (mm) |
|---|---|---|---|---|---|---|---|
| ULC2 | 0.7 | 1700 | 80 | 2 | C | 3 | |
| ULW2 | 0.7 | 1700 | 80 | 2 | W | 3 | |
| UHC60 | 0.7 | 2000 | 70 | 60 | C | 3 | |
| UHW60 | 0.7 | 2000 | 70 | 60 | W | 3 | |
| CLC2 | 0.7 | cleaned | 1700 | 80 | 2 | C | 2 |
| CLW15 | 0.5 | cleaned | 1700 | 70 | 15 | W | 3 |
| ULW15 | 0.5 | 1700 | 70 | 15 | W | 3 | |
| CLC15 | 0.5 | cleaned | 1700 | 70 | 15 | C | 3 |
| ULC15 | 0.5 | 1700 | 70 | 15 | C | 3 |
| EDS | XRD | |||
|---|---|---|---|---|
| Sample | C | O | W | WO2 |
| CLC15 | 8.5 | 1.0 | 90.5 | 0 |
| CLW15 | 10.4 | 1.7 | 87.8 | 1.96 |
| ULC15 | 9.2 | 1.6 | 89.3 | 1.97 |
| ULW15 | 9.6 | 2.2 | 88.2 | 6.16 |
| Sample | Flexural Strength (MPa) | Sample | Flexural Strength (MPa) |
|---|---|---|---|
| CLC15 | 1550 ± 93 | CLW15 | 402 ± 14 |
| ULC15 | 1036 ± 70 | ULW15 | 303 ± 40 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matějíček, J.; Vilémová, M.; Veverka, J.; Kubásek, J.; Lukáč, F.; Novák, P.; Preisler, D.; Stráský, J.; Weiss, Z. On the Structural and Chemical Homogeneity of Spark Plasma Sintered Tungsten. Metals 2019, 9, 879. https://doi.org/10.3390/met9080879
Matějíček J, Vilémová M, Veverka J, Kubásek J, Lukáč F, Novák P, Preisler D, Stráský J, Weiss Z. On the Structural and Chemical Homogeneity of Spark Plasma Sintered Tungsten. Metals. 2019; 9(8):879. https://doi.org/10.3390/met9080879
Chicago/Turabian StyleMatějíček, Jiří, Monika Vilémová, Jakub Veverka, Jiří Kubásek, František Lukáč, Pavel Novák, Dalibor Preisler, Josef Stráský, and Zdeněk Weiss. 2019. "On the Structural and Chemical Homogeneity of Spark Plasma Sintered Tungsten" Metals 9, no. 8: 879. https://doi.org/10.3390/met9080879
APA StyleMatějíček, J., Vilémová, M., Veverka, J., Kubásek, J., Lukáč, F., Novák, P., Preisler, D., Stráský, J., & Weiss, Z. (2019). On the Structural and Chemical Homogeneity of Spark Plasma Sintered Tungsten. Metals, 9(8), 879. https://doi.org/10.3390/met9080879