Influence of Heat Treatment on the Workability of Modified 9Cr-2W Steel with Higher B Content


Abstract
:1. Introduction
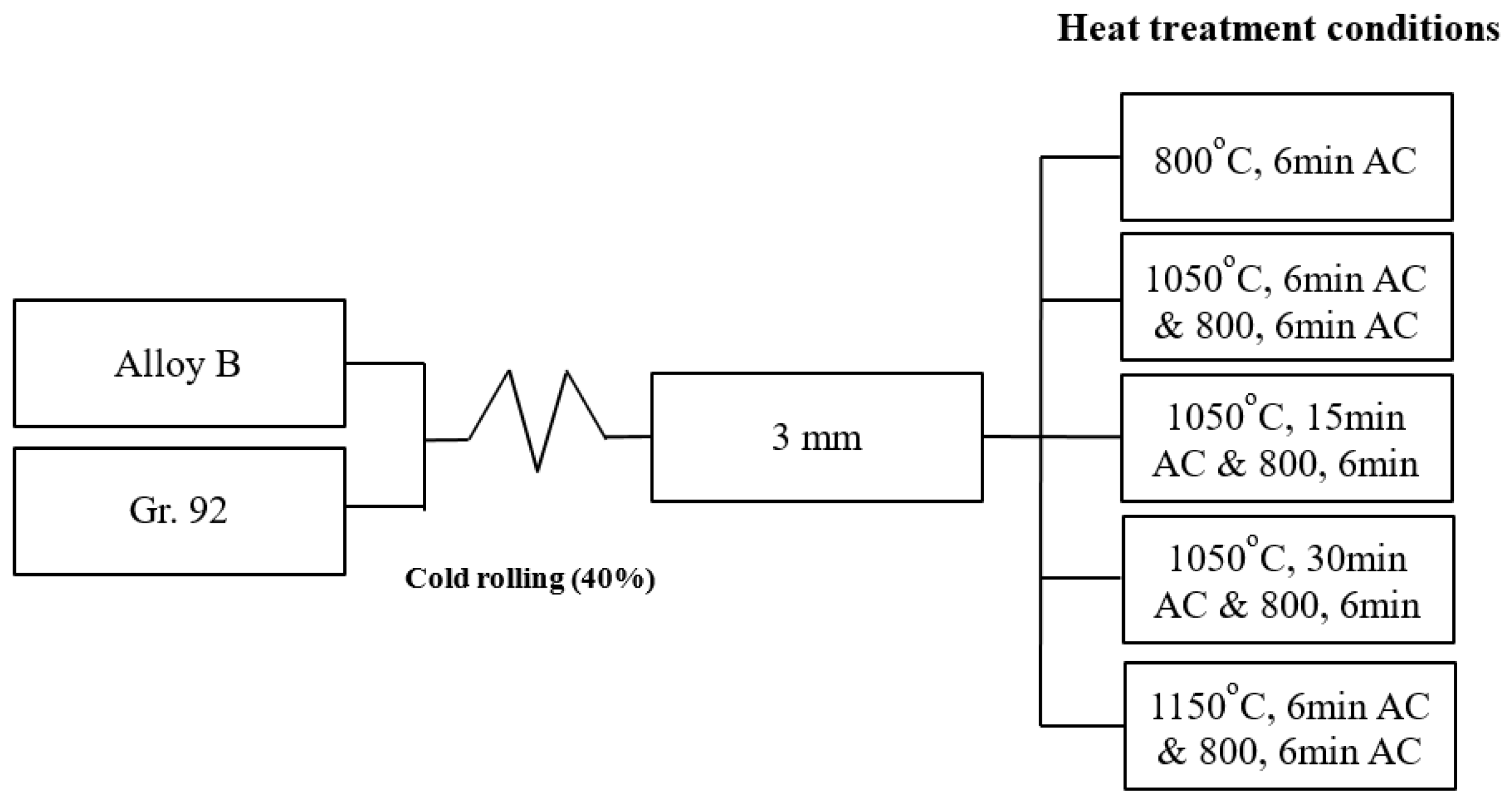
2. Materials and Methods
2.1. Materials
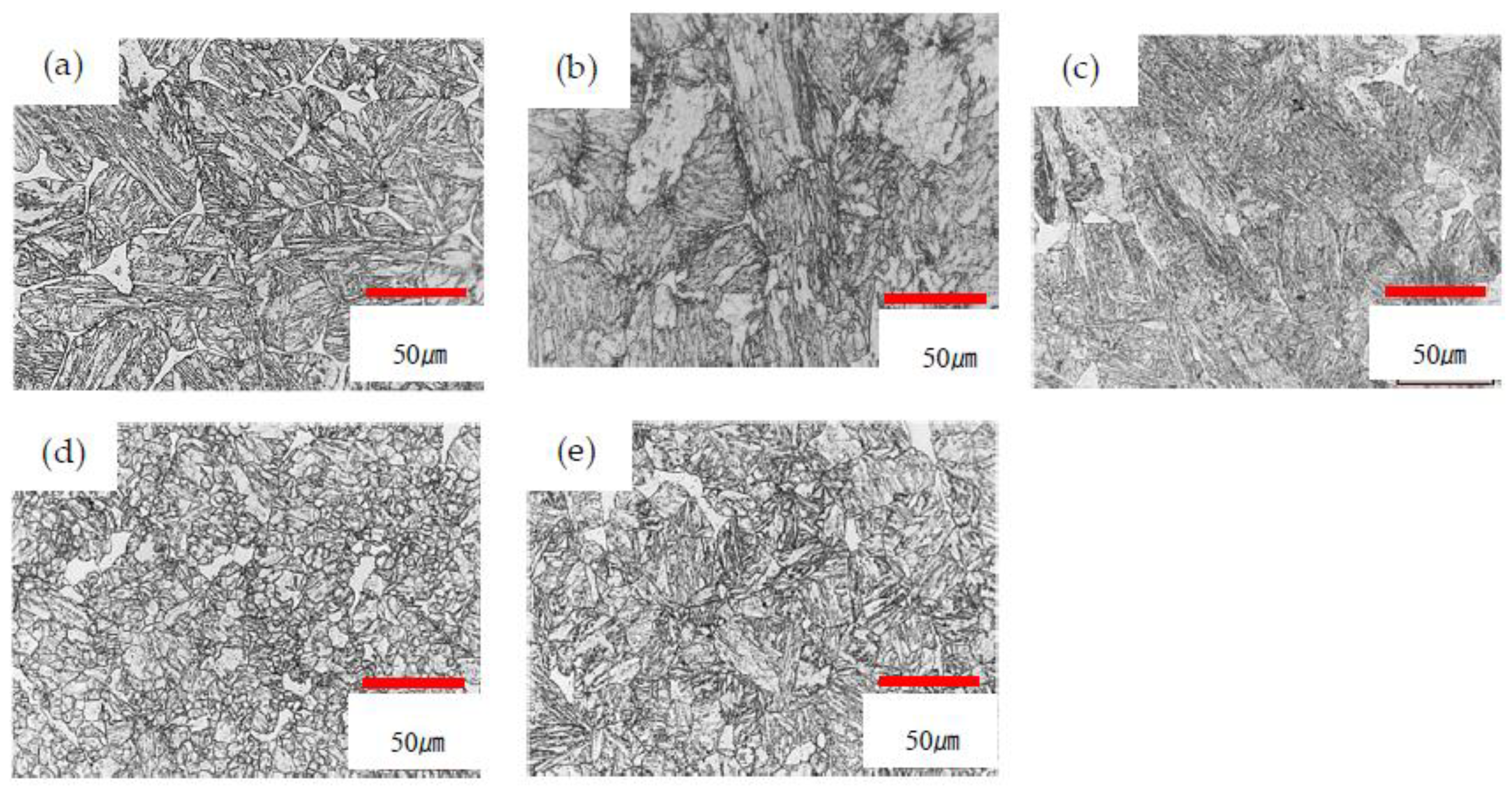
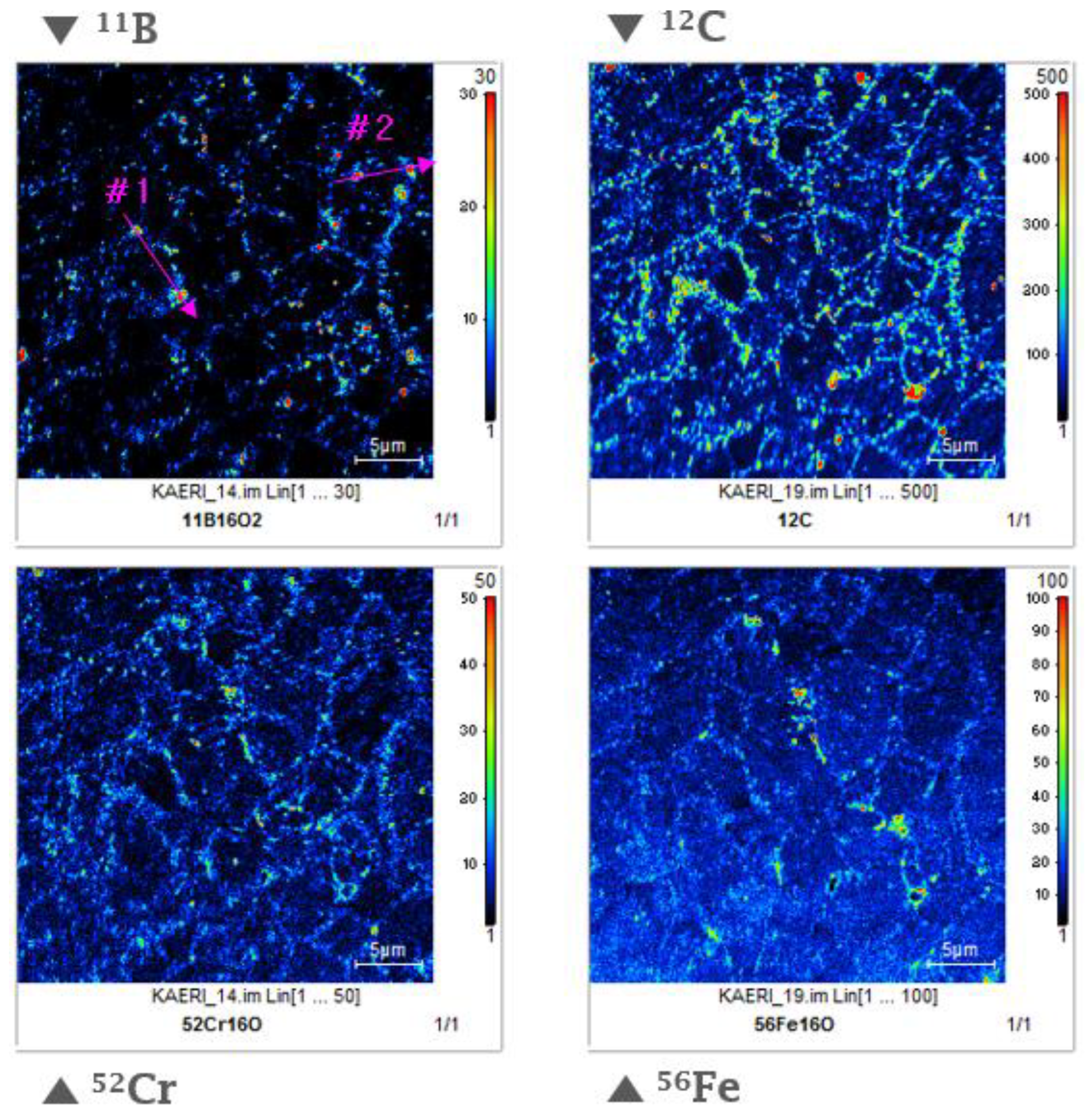
2.2. Observation of Microstructure
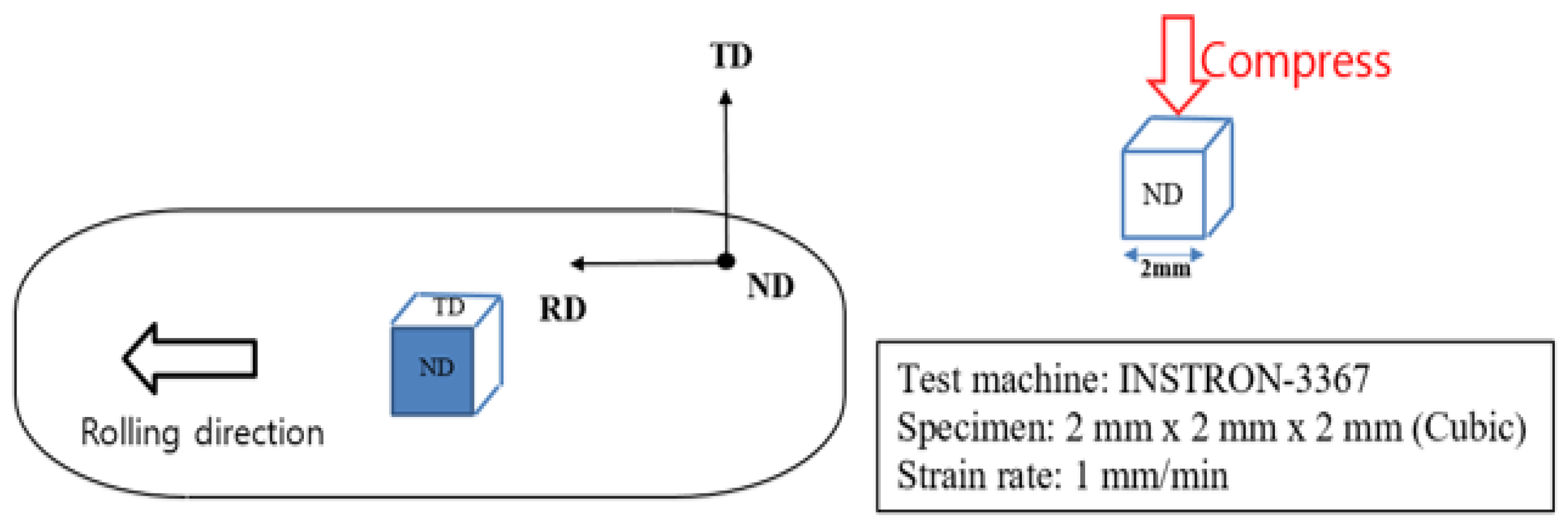
2.3. Compression Test
3. Results
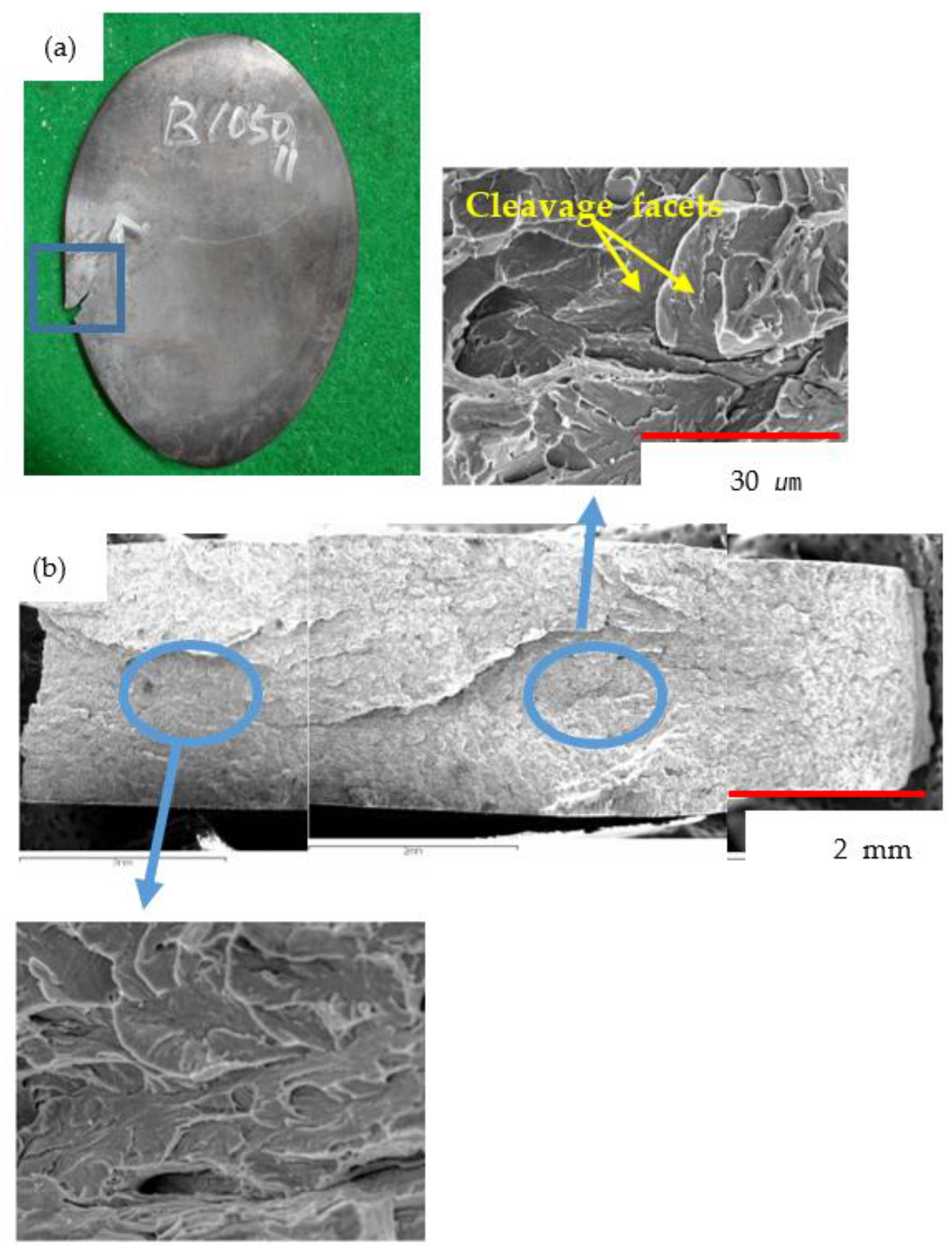
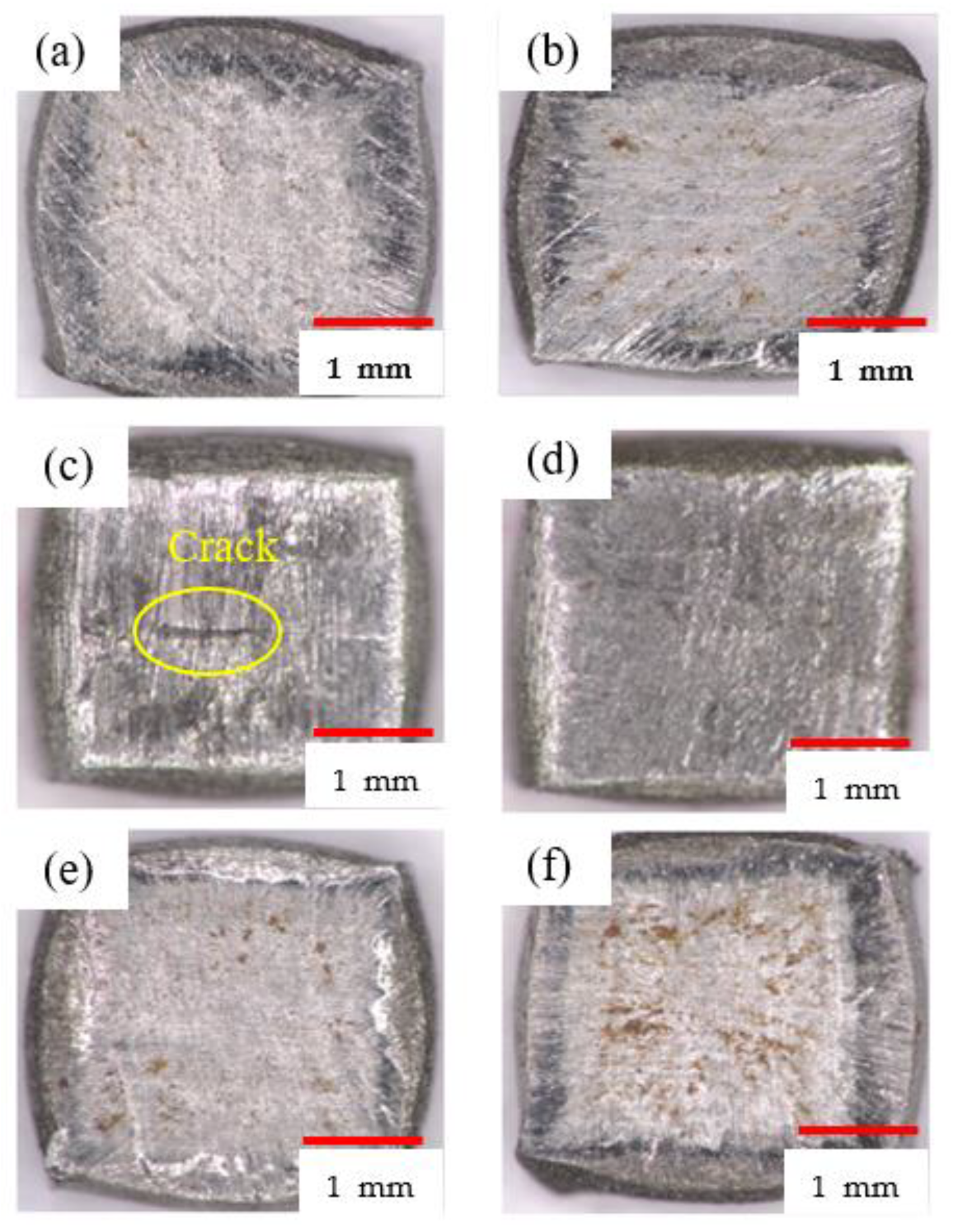
3.1. Observation of the Fracture Surfaces of the Alloy B and Gr.92 Steels under Different Heat Treatment Conditions
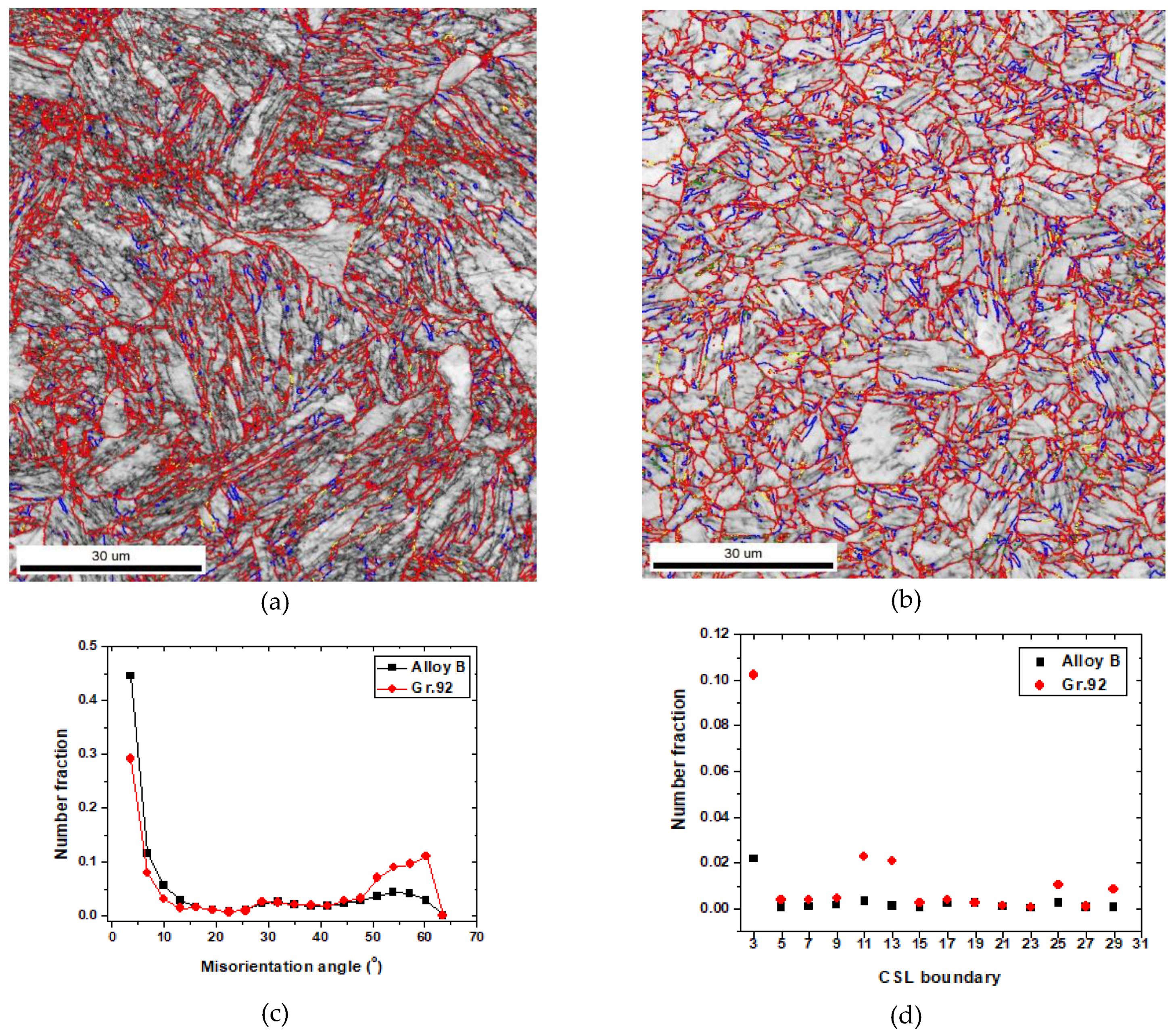
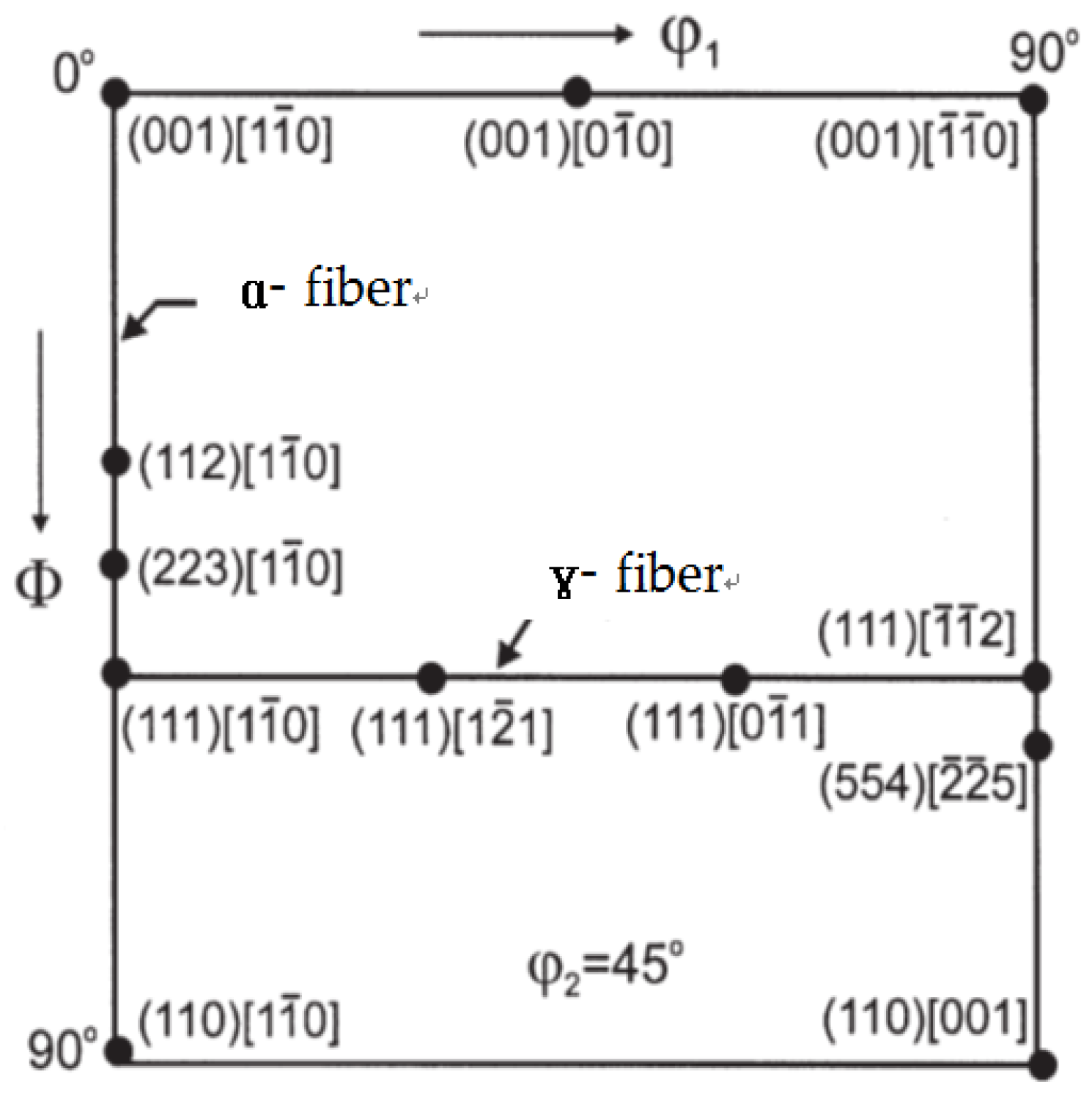
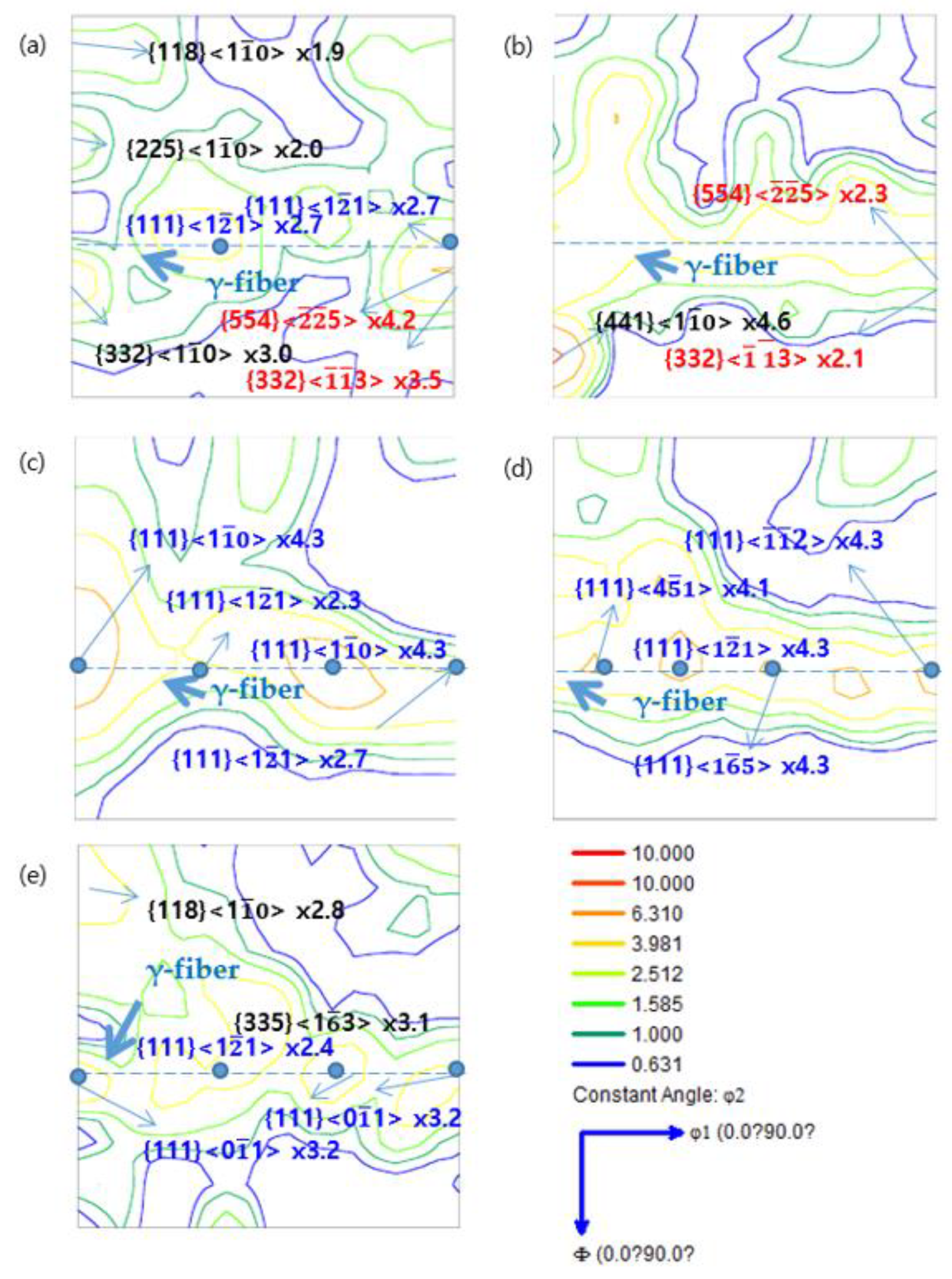
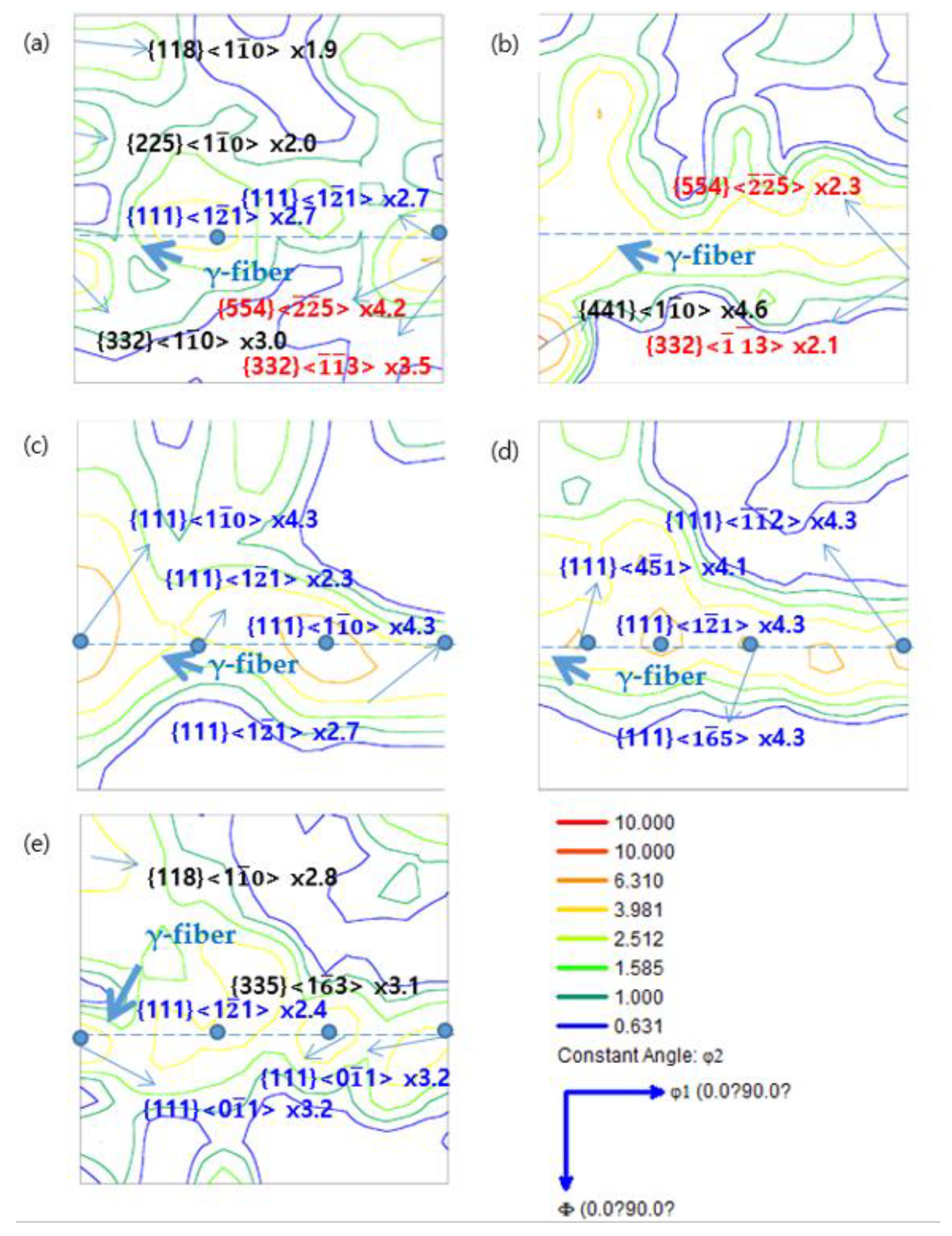
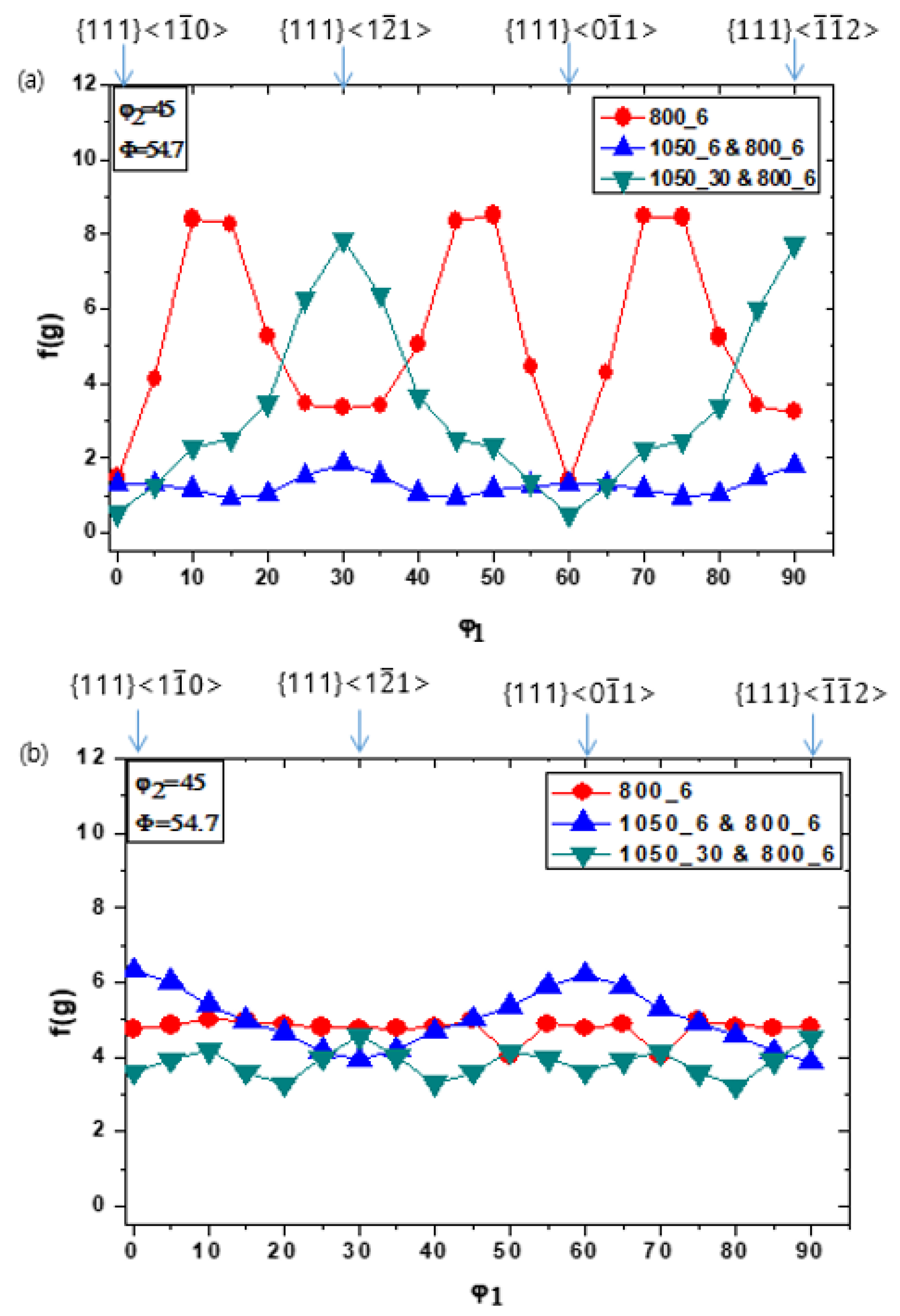
3.2. Texture
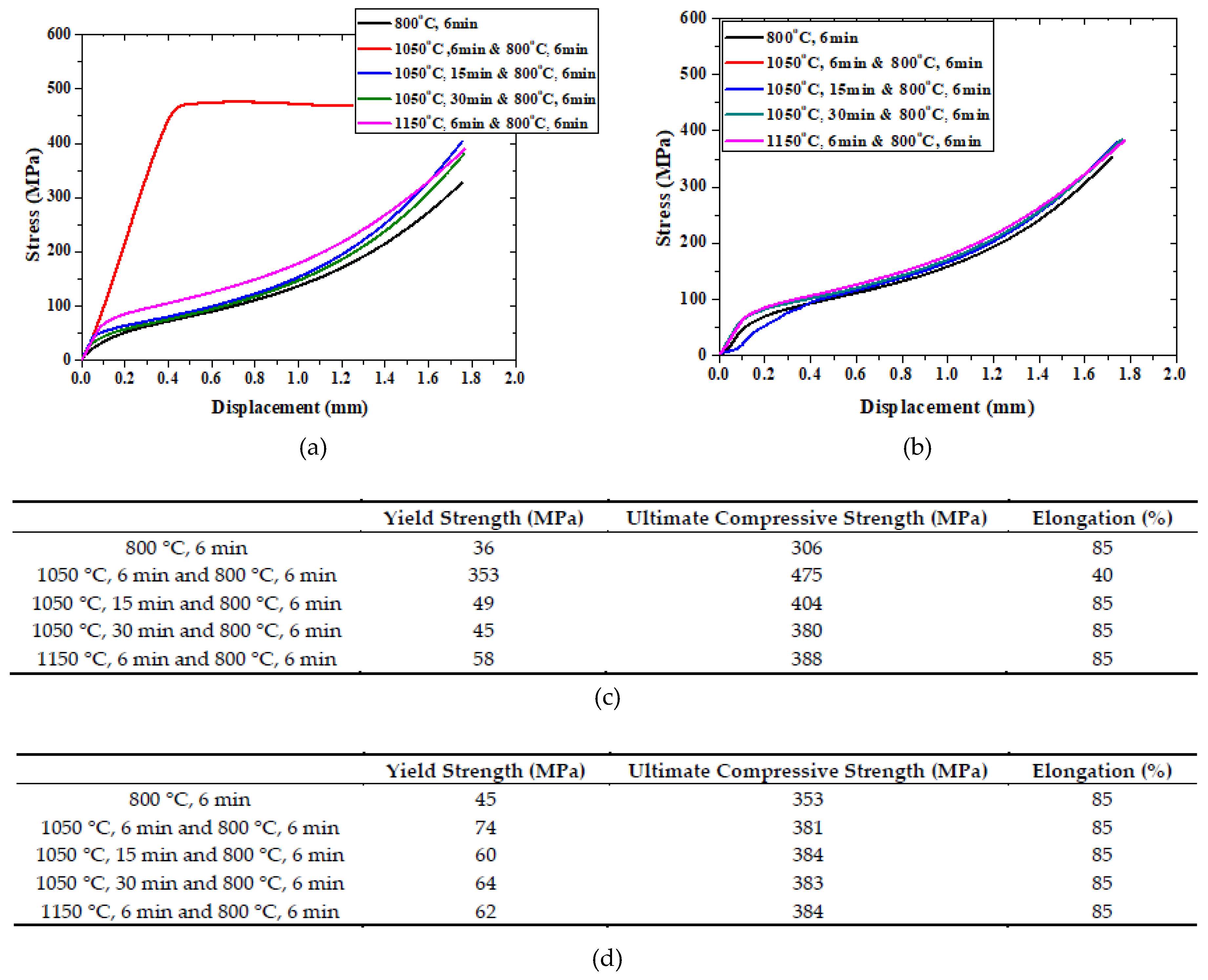
3.3. Effects of Heat Treatment Conditions on the Mechanical Properties of the Steels
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kim, J.H.; Baek, J.H.; Kim, S.H.; Lee, C.B.; Na, K.S.; Kim, S.J. Effect of hot rolling process on the mechanical and microstructural property of the 9Cr-1Mo steel. Ann. Nucl. Energy 2011, 38, 2397–2403. [Google Scholar] [CrossRef]
- Heo, H.M. Effect of Boron on the Formability of Modified 9Cr-2W steel. Ph.D. Thesis, Hanyang University, Ansan, Korea, February, 2019. [Google Scholar]
- Jeong, E.H.; Park, S.G.; Kim, S.H.; Kim, Y. Do Evaluation of the effect of B and N on the microstructure of 9Cr–2W steel during an aging treatment for SFR fuel cladding tubes. J. Nucl. Mater. 2015, 467, 527–533. [Google Scholar] [CrossRef]
- Heo, H.M.; Jeong, E.H.; Kim, S.H.; Kim, J.R. Comparison between effect of B and N on the microstructure of modi fi ed 9Cr-2W steel during aging and creep. Mater. Sci. Eng. A 2016, 670, 106–111. [Google Scholar] [CrossRef]
- Kim, J.H.; Heo, H.M.; Kim, S.H. Effect of an intermediate process on the microstructure and mechanical properties of HT9 fuel gadding. J. Korean Inst. Met. Mater. 2013, 51, 893–900. [Google Scholar] [CrossRef]
- György, H.; Czifrus, S. Investigation on the potential use of thorium as fuel for the Sodium-cooled Fast Reactor. Ann. Nucl. Energy 2017, 103, 238–250. [Google Scholar] [CrossRef]
- Kim, J.T.; Jae, M.S. A study on reliability assessment of a decay heat removal system for a sodium-cooled fast reactor. Ann. Nucl. Energy 2018, 120, 534–539. [Google Scholar] [CrossRef]
- Kim, T.K.; Kim, S.H.; Lee, C.B. Effects of an intermediate heat treatment during a cold rolling on the tensile strength of a 9Cr-2W steel. Ann. Nucl. Energy 2009, 36, 1103–1107. [Google Scholar] [CrossRef]
- Garner, F.A.; Toloczko, M.B.; Sencer, B.H. Comparison of swelling and irradiation creep behavior of fcc-austenitic and bcc-ferritic/martensitic alloys at high neutron exposure. J. Nucl. Mater. 2000, 276, 123–142. [Google Scholar] [CrossRef]
- Lee, C.B.; Cheon, J.S.; Kim, S.H.; Park, J.Y.; Joo, H.K. Metal Fuel Development and Verification for Prototype Generation IV Sodium-Cooled Fast Reactor. Nucl. Eng. Technol. 2016, 48, 1096–1108. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.H.; Song, B.J.; Ryu, W.S.; Hong, J.H. Creep rupture properties of nitrogen added 10Cr ferritic/martensitic steels. J. Nucl. Mater. 2004, 329–333, 299–303. [Google Scholar] [CrossRef]
- Jeong, E.H.; Kim, J.H.; Kim, S.H.; Kim, Y. Do Influence of B and N on the microstructural characteristics and high-temperature strength of 9Cr-2W steel during an aging treatment. Mater. Sci. Eng. A 2017, 700, 701–706. [Google Scholar] [CrossRef]
- Bunge, H.J. Texture Analysis in Materials Science; Butterworths: London, UK, 1982; ISBN 9780408106429. [Google Scholar]
- Choi, S.H.; Jin, Y.S. Evaluation of stored energy in cold-rolled steels from EBSD data. Mater. Sci. Eng. A 2004, 371, 149–159. [Google Scholar] [CrossRef]
- Seol, J.B.; Lee, B.H.; Choi, P.; Lee, S.G.; Park, C.G. Combined nano-SIMS/AFM/EBSD analysis and atom probe tomography, of carbon distribution in austenite/ε-martensite high-Mn steels. Ultramicroscopy 2013, 132, 248–257. [Google Scholar] [CrossRef]
- Abe, H.; Furugen, M. Evaluation Method of Workability in Cold Pilgering of Zirconium-based Alloy Tube. Mater. Trans. 2010, 51, 1200–1205. [Google Scholar] [CrossRef]
- Abe, H.; Furugen, M. Method of evaluating workability in cold pilgering. J. Mater. Process. Technol. 2012, 212, 1687–1693. [Google Scholar] [CrossRef]
- Heo, H.-M.; Kim, J.-H.; Kim, S.-H.; Kim, J.-R. Evaluation of workability on the microstructure and mechanical property of modified 9Cr-2W steel for fuel cladding by cold drawing process and intermediate heat treatment condition. Metals (Basel) 2018, 8, 193. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Sleeman, D., Ed.; Elsevier: Kidlington, UK, 2012; ISBN 9788578110796. [Google Scholar]
- Huh, M.Y.; Engler, O. Effect of intermediate annealing on texture, formability and ridging of 17%Cr ferritic stainless steel sheet. Mater. Sci. Eng. A 2001, 308, 74–87. [Google Scholar] [CrossRef]
- Birosca, S.; Ding, R.; Ooi, S.; Buckingham, R.; Coleman, C.; Dicks, K. Nanostructure characterisation of flow-formed Cr–Mo–V steel using transmission Kikuchi diffraction technique. Ultramicroscopy 2015, 153, 1–8. [Google Scholar] [CrossRef]
- Klueh, R.L.; Harries, D.R. High-Chromium Ferritic and Martensitic Steels for Nuclear Applications; ASTM International: West Conshohocken, PA, USA, 2001; ISBN 978-0-8031-2090-7. [Google Scholar]
- Saroja, S.; Vijayalakshmi, M.; Raghunathan, V.S. Influence of cooling rates on the transformation behaviour of 9Cr-1 Mo-O.07C steel. J. Mater. Sci. 1992, 27, 2389–2396. [Google Scholar] [CrossRef]
- Morito, S.; Huang, X.; Furuhara, T.; Maki, T.; Hansen, N. The morphology and crystallography of lath martensite in Fe-C alloy steels. Acta Mater. 2006, 54, 5323–5331. [Google Scholar] [CrossRef]
- Maki, T. Morphology and substructure of martensite in steels. Phase Transform. Steels 2012, 2, 34–58. [Google Scholar]
- Lejček, P.; Hofmann, S.; Paidar, V. The significance of entropy in grain boundary segregation. Materials (Basel) 2019, 12, 492. [Google Scholar] [CrossRef]
- Watanabe, T. An approach to grain-boundary design for strong and ductile polycrystals. Res Mech. 1984, 11, 47–84. [Google Scholar]
- Kirchheim, R. Grain coarsening inhibited by solute segregation. Acta Mater. 2002, 50, 413–419. [Google Scholar] [CrossRef]
- Briant, C.L. Impurities in Engineering Materials: Impact, Reliability and Control; Dekker, M., Ed.; Routledge: New York and Basel, 1999. [Google Scholar]
- El-Shennawy, M.; Farahat, A.I.; Masoud, M.I.; Abdel-Aziz, A.I. Effect of Boron Content on Metallurgical and Mechanical. Int. J. Mech. Eng. 2016, 5, 1–14. [Google Scholar]
- Hara, T.; Asahi, H.; Uemori, R.; Tamehiro, H. Role of Combined Addition of Niobium and Boron and of Molybdenum and Boron on Hardnenability in Low Carbon Steels. ISIJ Int. 2008, 44, 1431–1440. [Google Scholar] [CrossRef]
- Wang, S.S.; Peng, D.L.; Chang, L.; Hui, X.D. Enhanced mechanical properties induced by refined heat treatment for 9Cr-0.5Mo-1.8W martensitic heat resistant steel. Mater. Des. 2013, 50, 174–180. [Google Scholar] [CrossRef]
- Vivas, J.; Capdevila, C.; Jimenez, J.; Benito-Alfonso, M.; San-Martin, D. Effect of Ausforming Temperature on the Microstructure of G91 Steel. Metals (Basel) 2017, 7, 236. [Google Scholar] [CrossRef]
- HASHIMOTO, O.; SATOH, S.; TANAKA, T. Development of {111} Texture in Intercritical Annealing of Low Carbon Steels. Trans. Iron Steel Inst. Jpn. 1987, 27, 746–754. [Google Scholar] [CrossRef]
- Obasi, G.C.; Birosca, S.; Quinta Da Fonseca, J.; Preuss, M. Effect of β grain growth on variant selection and texture memory effect during α → β → α phase transformation in Ti-6Al-4V. Acta Mater. 2012, 60, 1048–1058. [Google Scholar] [CrossRef]
- Tu, M.Y.; Hsu, C.A.; Wang, W.H.; Hsu, Y.F. Comparison of microstructure and mechanical behavior of lower bainite and tempered martensite in JIS SK5 steel. Mater. Chem. Phys. 2008, 107, 418–425. [Google Scholar] [CrossRef]
- Gross, D.; Seelig, T. Fracture Mechanics With an lntroduction to Micromechanics; Ling, F.F., Ed.; Spring: Heidelberg, Germany, 2011; ISBN 9781118147757. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Si | Mn | P | S | Ni | Cr | Mo | W | V | Nb | Ta | N | B | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Alloy B | 0.07 | 0.10 | 0.45 | 0.0056 | 0.001 | 0.45 | 9.0 | 0.5 | 2.0 | 0.20 | 0.2 | 0.05 | 0.02 | 0.013 | Bal |
| Gr.92 | 0.1 | 0.45 | 0.44 | 0.02 | 0.009 | 0.49 | 9.0 | 0.46 | 1.60 | 0.20 | 0.07 | - | 0.04 | 0.004 | Bal |
| Materials | Ac1 (°C) | Ac3 (°C) |
|---|---|---|
| Gr.92 | 844 | 879 |
| Alloy B | 852 | 909 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Heo, H.M.; Kim, J.H.; Kim, S.H.; Kim, J.R.; Moon, W.J. Influence of Heat Treatment on the Workability of Modified 9Cr-2W Steel with Higher B Content. Metals 2019, 9, 904. https://doi.org/10.3390/met9080904
Heo HM, Kim JH, Kim SH, Kim JR, Moon WJ. Influence of Heat Treatment on the Workability of Modified 9Cr-2W Steel with Higher B Content. Metals. 2019; 9(8):904. https://doi.org/10.3390/met9080904
Chicago/Turabian StyleHeo, Hyeong Min, Jun Hwan Kim, Sung Ho Kim, Jong Ryoul Kim, and Won Jin Moon. 2019. "Influence of Heat Treatment on the Workability of Modified 9Cr-2W Steel with Higher B Content" Metals 9, no. 8: 904. https://doi.org/10.3390/met9080904
APA StyleHeo, H. M., Kim, J. H., Kim, S. H., Kim, J. R., & Moon, W. J. (2019). Influence of Heat Treatment on the Workability of Modified 9Cr-2W Steel with Higher B Content. Metals, 9(8), 904. https://doi.org/10.3390/met9080904