
Design, Manufacturing, and Characterization of Thin, Core-Free, Rolled Dielectric Elastomer Actuators

 ,
,  ,
,  and
and 
Abstract
:1. Introduction
1.1. Overview of Existing Works on Rolled DEAs
1.2. Motivation and Outline
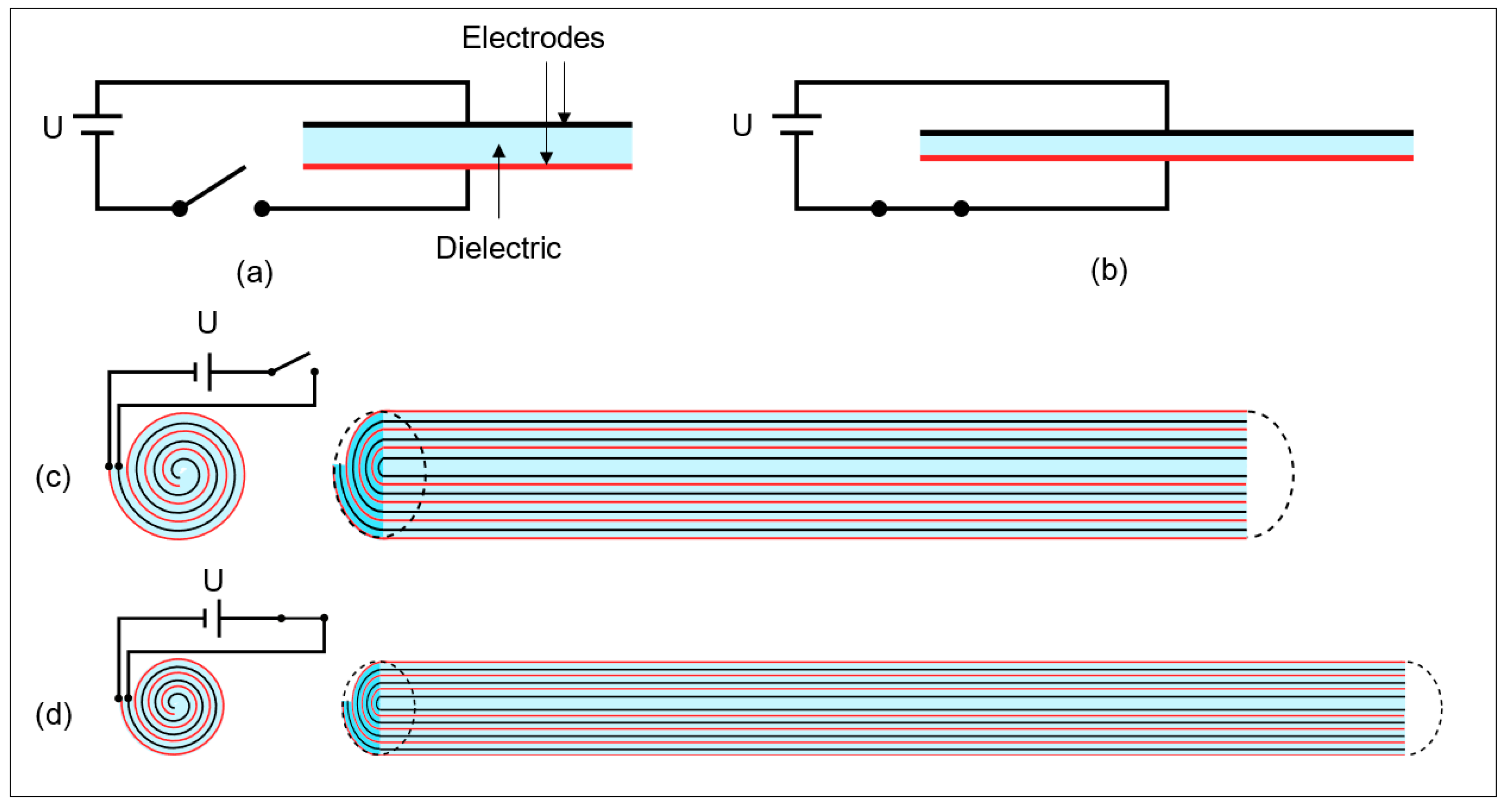
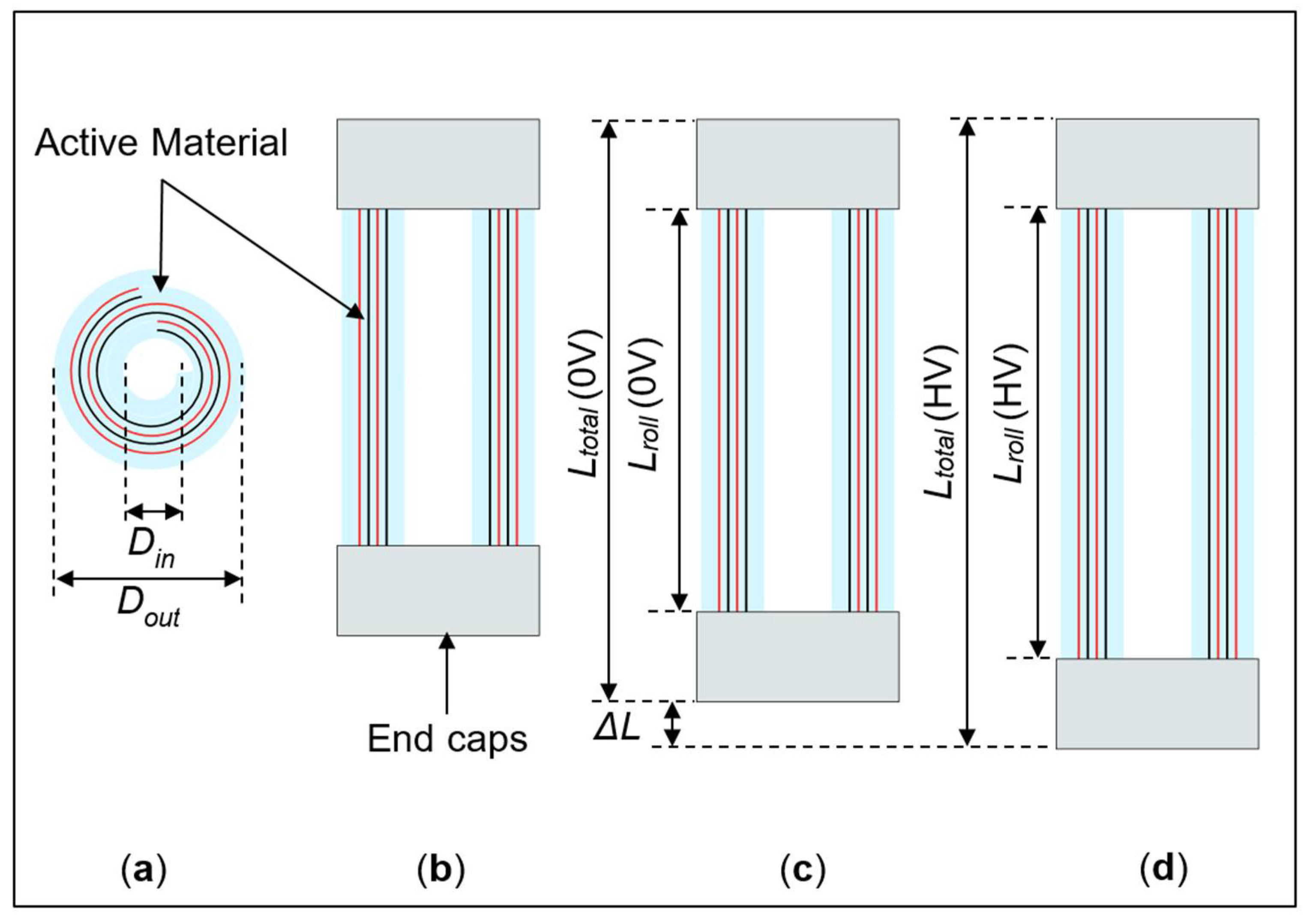
2. Rolled Elastomer Actuator Concept
3. Manufacturing
3.1. Film Preparation
- A 50 μm DE film (Wacker Elastosil 2030) is detached from its supporting layer and stretched biaxially by 5% in a device specifically designed for this purpose. The pre-stretch is maintained constant by fixing the film into a rigid metal frame. The pre-stretch is only necessary to prevent the formation of wrinkles during the manufacturing process.
- Compliant electrodes, consisting of carbon black particles suspended in a mixture of polydimethylsiloxane (PDMS), solvents, and additives, are screen printed onto the film. Many electrode patterns can be printed on the same PDMS membrane, if needed, thus allowing the manufacturing of several CORDEAs at the same time. The optimal printing parameters have been evaluated in previous works [28,29]. In particular, it is determined that a medium-sized mesh of 60 threads per mm and two printed layers result in a low enough resistivity to obtain consistent capacitance measurements. The chosen parameters also represent a good trade-off between a minimal amount of stiffening, due to the addition of material onto the film, and dimensional accuracy of the printed electrodes. Based on experimental investigation, it is determined that the choice of those parameters had no meaningful impact on the blocking force.
- After the printing of each layer, the films are cured in an oven.
- The steps above are repeated one more time, but considering this time the mirrored electrode layout.
- Each electrode is independently tested to check for any defects, by applying a voltage of 3900 V (corresponding to an electric field of 86 V/μm). If an electrical breakdown is detected, the corresponding electrode is marked and discarded in the following manufacturing steps.
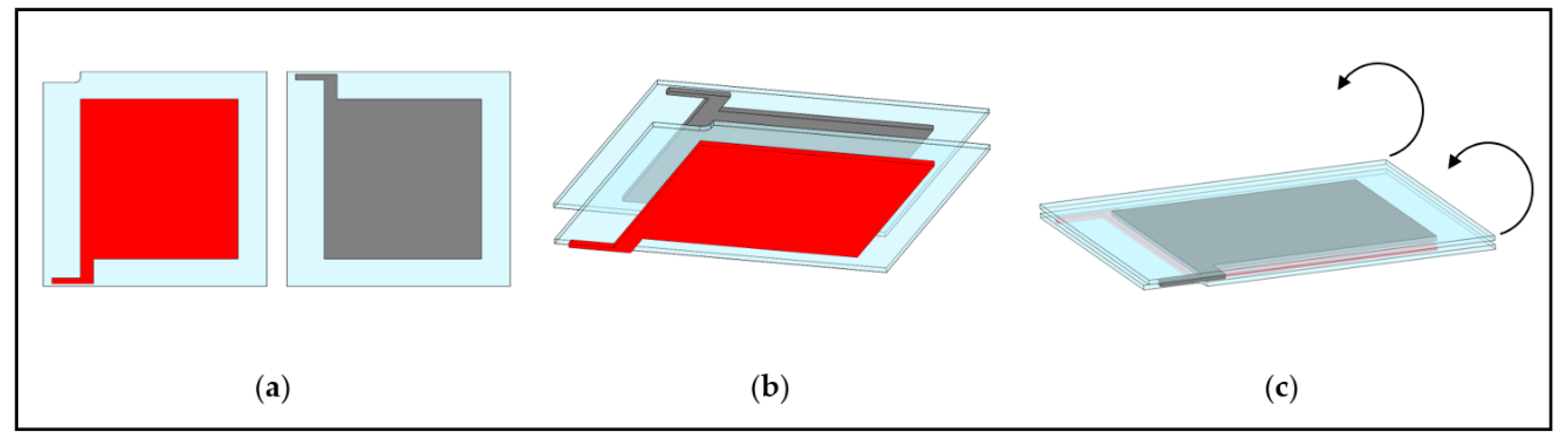
- The frames are put into a jig, and a hand roller is used to adhere the films onto the support sheets, as shown in Figure 4a.
- A rolling knife is used to cut the film, as shown in Figure 4b.
- A scalpel and a stencil are used to cut one of the corners. This allows contacting the inner electrode.
- Steps 6 and 7 are repeated for the second membrane, so the second electrode is stacked on top of the first one, as shown in Figure 2b.
3.2. Previous Rolling Process
3.3. Improved Rolling Process
3.4. Crimping
3.5. Film and Electrode Parameters

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Design Parameters | Symbol | Unit | Hollow | CORDEA Spec. 1 | CORDEA Spec. 2 |
|---|---|---|---|---|---|
| Film length (a) | Lfilm,1,pre | (mm) | 78 | 75 | |
| Film width (a) | Lfilm,2,pre | (mm) | 78 | 99 | |
| Film Thickness (a) | L3,pre | (µm) | 45 | 45 | |
| Electrode length (a) | Lel,1,pre | (mm) | 53 | 60 | |
| Electrode width (a) | Lel,2,pre | (mm) | 58 | 76 | |
| Inactive inner Part (a) | Linac,in | (mm) | 10 | 10 | |
| Inactive outer Part (a) | Linac,out | (mm) | 10 | 13 | |
| Active Length (b) | Lel,1,0 | (mm) | 50 | 57 | |
| Diameter (c) | D | (mm) | 4.1 | 3.3 | 3.6 |
| Length of roll (c) | Lroll,0 | (mm) | 60 | 66.5 | 64.3 |
| Number of Windings (d) | N | (-) | 12 | 14 | 18 |

4. Experimental Results
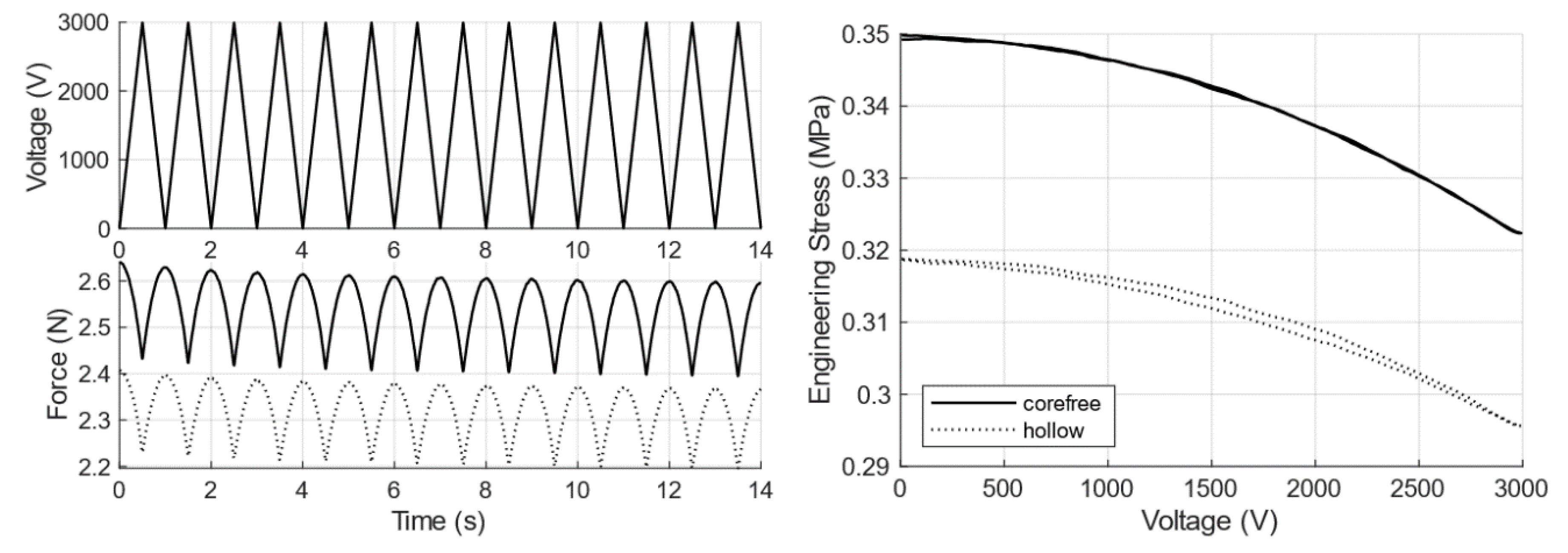
4.1. Electro-Mechanical Performance Comparison between Hollow RDEA and CORDEA Specimen 1
4.2. A CORDEA Working against a Constant Force
4.3. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A. Strains in the Material during the Manufacturing Process
Appendix B. Calculation of Performance Measures

References
- Hau, S.; Bruch, D.; Rizzello, G.; Motzki, P.; Seelecke, S. Silicone based dielectric elastomer strip actuators coupled with nonlinear biasing elements for large actuation strains. Smart Mater. Struct. 2018, 27, 074003. [Google Scholar] [CrossRef]
- Kovacs, G.; Düring, L.; Michel, S.; Terrasi, G. Stacked dielectric elastomer actuator for tensile force transmission. Sens. Actuators A Phys. 2009, 155, 299–307. [Google Scholar] [CrossRef]
- Carpi, F.; Salaris, C.; De Rossi, D. Folded dielectric elastomer actuators. Smart Mater. Struct. 2007, 16. [Google Scholar] [CrossRef]
- Nalbach, S.; Banda, R.M.; Croce, S.; Rizzello, G.; Naso, D.; Seelecke, S. Modeling and Design Optimization of a Rotational Soft Robotic System Driven by Double Cone Dielectric Elastomer Actuators. Front. Robot. AI 2020, 6, 1–14. [Google Scholar] [CrossRef]
- Kofod, G.; Wirges, W.; Paajanen, M.; Bauer, S. Energy minimization for self-organized structure formation and actuation. Appl. Phys. Lett. 2007, 90, 89–91. [Google Scholar] [CrossRef]
- White, P.; Latscha, S.; Yim, M. Modeling of a dielectric elastomer bender actuator. Actuators 2014, 3, 245–269. [Google Scholar] [CrossRef]
- Kornbluh, R.D.; Pelrine, R.; Pei, Q.; Heydt, R.; Stanford, S.; Oh, S.; Eckerle, J. Electroelastomers: Applications of Dielectric Elastomer Transducers for Actuation, Generation and Smart Structures. In Proceedings of the Smart Structures and Materials 2002: Industrial and Commercial Applications of Smart Structures Technologies, San Diego, CA, USA, 17–21 March 2002; Volume 4698, pp. 254–270. [Google Scholar]
- Kunze, J.; Prechtl, J.; Bruch, D.; Nalbach, S.; Motzki, P.; Seelecke, S.S.; Rizzello, G. Design and fabrication of silicone-based dielectric elastomer rolled actuators for soft robotic applications. In Proceedings of the Electroactive Polymer Actuators and Devices (EAPAD) XXII, Online Only, USA, 27 April–8 May 2020; Bar-Cohen, Y., Anderson, I.A., Shea, H.R., Eds.; SPIE: Bellingham, WA, USA, 2020; p. 80. [Google Scholar]
- Kornbluh, R. Fundamental configurations for dielectric elastomer actuators. In Dielectric Elastomers as Electromechanical Transducers; Carpi, F., De Rossi, D., Kornbluh, R., Pelrine, R., Sommer-Larsen, P., Eds.; Elsevier Science: Amsterdam, The Netherlands, 2008; pp. 79–90. ISBN 9780080474885. [Google Scholar]
- Wang, N.F.; Cui, C.Y.; Guo, H.; Chen, B.C.; Zhang, X.M. Advances in dielectric elastomer actuation technology. Sci. China Technol. Sci. 2018, 61, 1512–1527. [Google Scholar] [CrossRef]
- Lau, G.-K.; Chin, Y.-W.; Heng, K.-R.; Lau, G.-K.; Chin, Y.-W.; Heng, K.-R. Soft Actuators and their Fabrication for Bio-Inspired Mobile Robots. In Proceedings of the 1st International Conference on Progress in Additive Manufacturing, Singapore, 26–28 May 2014; Research Publishing Services: Singapore, 2014; Volume 6, pp. 185–192. [Google Scholar]
- Gupta, U.; Qin, L.; Wang, Y.; Godaba, H.; Zhu, J. Soft Robots Based on Dielectric Elastomer Actuators: A Review. Smart Mater. Struct. 2019, 28, 103002. [Google Scholar] [CrossRef]
- Pei, Q.; Pelrine, R.; Stanford, S.; Kornbluh, R.; Rosenthal, M. Electroelastomer rolls and their application for biomimetic walking robots. Synth. Met. 2003, 135–136, 129–131. [Google Scholar] [CrossRef]
- Rajamani, A.; Grissom, M.; Rahn, C.; Ma, Y.; Zhang, Q. Wound roll dielectric elastomer actuators: Fabrication, analysis and experiments. In Proceedings of the 2005 IEEE/RSJ International Conference on Intelligent Robots and Systems, Edmonton, AB, Canada, 2–6 August 2005; Volume 13, pp. 2587–2592. [Google Scholar]
- Zhang, R.; Lochmatter, P.; Kunz, A.; Kovacs, G. Spring roll dielectric elastomer actuators for a portable force feedback glove. In Proceedings of the Smart Structures and Materials 2006: Electroactive Polymer Actuators and Devices (EAPAD), San Diego, CA, USA, 27 February–2 March 2006; Volume 6168, p. 61681T. [Google Scholar]
- Pelrine, R.; Kornbluh, R.; Pei, Q.; Joseph, J. High-speed electrically actuated elastomers with strain greater than 100%. Science 2000, 287, 836–839. [Google Scholar] [CrossRef] [PubMed]
- Kovacs, G.; Ha, S.M.; Michel, S.; Pelrine, R.; Pei, Q. Study on core free rolled actuator based on soft dielectric EAP. In Proceedings of the Electroactive Polymer Actuators and Devices (EAPAD), San Diego, CA, USA, 10 March–13 March 2008; Volume 6927, p. 69270X. [Google Scholar]
- Ren, K.; Liu, S.; Lin, M.; Wang, Y.; Zhang, Q.M. A compact electroactive polymer actuator suitable for refreshable Braille display. Sens. Actuators A Phys. 2008, 143, 335–342. [Google Scholar] [CrossRef]
- Benslimane, M.Y.; Kiil, H.E.; Tryson, M.J. Dielectric electro-active polymer push actuators: Performance and challenges. Polym. Int. 2010, 59, 415–421. [Google Scholar] [CrossRef]
- Kiil, H.-E.; Benslimane, M. Scalable industrial manufacturing of DEAP. Electroact. Polym. Actuators Devices 2009 2009, 7287, 72870R. [Google Scholar] [CrossRef]
- Levard, T.; Diglio, P.J.; Lu, S.G.; Rahn, C.D.; Zhang, Q.M. Core-free rolled actuators for Braille displays using P(VDF-TrFE-CFE). Smart Mater. Struct. 2012, 21. [Google Scholar] [CrossRef]
- Lau, G.K.; Lim, H.T.; Teo, J.Y.; Chin, Y.W. Lightweight mechanical amplifiers for rolled dielectric elastomer actuators and their integration with bio-inspired wing flappers. Smart Mater. Struct. 2014, 23. [Google Scholar] [CrossRef]
- Zhao, H.; Hussain, A.M.; Duduta, M.; Vogt, D.M.; Wood, R.J.; Clarke, D.R. Compact Dielectric Elastomer Linear Actuators. Adv. Funct. Mater. 2018, 28, 1–12. [Google Scholar] [CrossRef]
- Chen, Y.; Zhao, H.; Mao, J.; Chirarattananon, P.; Helbling, E.F.; Hyun, N.; Seung, P.; Clarke, D.R.; Wood, R.J. Controlled flight of a microrobot powered by soft artificial muscles. Nature 2019, 575, 324–329. [Google Scholar] [CrossRef] [PubMed]
- Kornbluh, R.; Pelrine, R. High-Performance Acrylic and Silicone Elastomers. In Dielectric Elastomers as Electromechanical Transducers; Carpi, F., De Rossi, D., Kornbluh, R., Pelrine, R., Sommer-Larsen, P., Eds.; Elsevier Science: Amsterdam, The Netherlands, 2008; pp. 33–42. [Google Scholar]
- Prechtl, J.; Kunze, J.; Nalbach, S.; Seelecke, S.S.; Rizzello, G. Soft robotic module actuated by silicone-based rolled dielectric elastomer actuators: Modeling and simulation. In Proceedings of the Electroactive Polymer Actuators and Devices (EAPAD) XXII, Online Only, USA, 27 April–8 May 2020; Bar-Cohen, Y., Anderson, I.A., Shea, H.R., Eds.; SPIE: Bellingham, WA, USA, 2020; p. 79. [Google Scholar]
- Chen, F.; Liu, K.; Wang, Y.; Zou, J.; Gu, G.; Zhu, X. Automatic design of soft dielectric elastomer actuators with optimal spatial electric fields. IEEE Trans. Robot. 2019, 35, 1150–1165. [Google Scholar] [CrossRef] [Green Version]
- Fasolt, B.; Hodgins, M.; Seelecke, S. Characterization of screen-printed electrodes for dielectric elastomer (DE) membranes: Influence of screen dimensions and electrode thickness on actuator performance. Electroact. Polym. Actuators Devices 2016 2016, 9798, 97983E. [Google Scholar] [CrossRef]
- Fasolt, B.; Hodgins, M.; Rizzello, G.; Seelecke, S. Effect of screen printing parameters on sensor and actuator performance of dielectric elastomer (DE) membranes. Sens. Actuators A Phys. 2017, 265, 10–19. [Google Scholar] [CrossRef]
- Wei, K.; Domicone, N.W.; Zhao, Y. Electroactive liquid lens driven by an annular membrane. Opt. Lett. 2014, 39, 1318. [Google Scholar] [CrossRef] [PubMed]
- Rizzello, G.; Naso, D.; York, A.; Seelecke, S. A Self-Sensing Approach for Dielectric Elastomer Actuators Based on Online Estimation Algorithms. IEEE/ASME Trans. Mechatron. 2017, 22, 728–738. [Google Scholar] [CrossRef]
- Rizzello, G.; Loew, P.; Agostini, L.; Fontana, M.; Seelecke, S. A lumped parameter model for strip-shaped dielectric elastomer membrane transducers with arbitrary aspect ratio. Smart Mater. Struct. 2020. [Google Scholar] [CrossRef]














| Year | DE-Material | Electrode Material | Core | Actuation Mode | |
|---|---|---|---|---|---|
| Pei et al. [13] | 2003 | acrylic | “carbon-based” | spring | bending, push, pull |
| Rajamani et al. [14] | 2005 | acrylic | carbon grease | spring | push |
| Zhang et al. [15] | 2006 | acrylic | carbon grease [16] | spring and telescoping rod | push, pull |
| Kovacs et al. [17] | 2008 | interpenetrated polymer network | carbon powder | core-free | pull |
| Ren et al. [18] | 2008 | ferroelectric terpolymer | conductive polymer | spring | push |
| Benslimane et al. [19]/Kiil et al. [20] | 2010 | silicone | silver | core-free | push, pull |
| Levard et al. [21] | 2012 | ferroelectric terpolymer | conductive polymer | hollow | push |
| Lau et al. [22] | 2014 | silicone | graphite powder | hollow | pull |
| Zhao et al. [23] | 2018 | silicone | carbon-nanotubes | hollow | push |
| Chen et al. [24] | 2019 | silicone | carbon-nanotubes | hollow | push |
| Kunze et al. [8] | 2020 | silicone (Wacker Elastosil 2030) | carbon black suspended in PDMS | hollow | pull |
| this work | 2021 | silicone (Wacker Elastosil 2030) | carbon black suspended in PDMS | core-free | pull |
| Eng. Stress | Measured Strain | Expected Strain | Relative Deviation |
|---|---|---|---|
| 22 kPa | 2.22% | 2.25% | 1.3% |
| 126 kPa | 2.66% | 2.71% | 1.8% |
| 230 kPa | 2.88% | 3.18% | 9.4% |
| Kiil et al. [20] | Lau et al. [22] | Zhao et al. [23] | Kunze et al. [9] | This Work | ||||
|---|---|---|---|---|---|---|---|---|
| Actuation Mode | push, pull (a) | pull | push | pull | pull | |||
| Dielectric Material | silicone (Wacker Elastosil RT 625) | silicone (BJB TC-5005) | silicone (mixture) | silicone (Wacker Elastosil 2030) | Silicone (Wacker Elastosil 2030) | |||
| Dielectric Manufacturing Processes | roll-to-roll coating | draw casting | spin casting | commercially available | commercially available | |||
| Electrode Material | silver | graphite powder (TIMREX KS6) | carbon-nanotubes | carbon black in PDMS | carbon black in PDMS | |||
| Core | core-free (pull), hollow (push) | hollow | hollow | hollow | core-free | |||
| Electrode Deposition Process | vacuum metallization | graphite powder “smearing” | CNT stamping | screen-printing | screen-printing | |||
| Parameters | ||||||||
| Initial Film Thickness | Lfilm,3,0 | (µm) | 40 | 27.5 to 35 | 27 to 51 | 50 | 50 | |
| Relative Permittivity | εr | (1) | 3.1 | 3.0 | - | 2.8 | 2.8 | |
| Dielectric Density | ρ | (kg/L) | 1.1 | - | 1.03 | 1.1 | 1.1 | |
| Number of initial Layers | (-) | 2 | 4 | 10 | 2 | 2 | ||
| Outer Diameter | Douter | (mm) | 30 | 11 | <12 | 4.1 | 3.3/3.6 | |
| Inner Diameter | Dinner | (mm) | 15 (b) | 9.5 (b) | ~5 | 2.7 | ~0 | |
| Total length | Ltotal | (mm) | 100 | 54 | 6–12 | 83 | 87/89 | |
| Active length | Lroll | (mm) | 60 | 30.5 | 6–12 | 50 | 50/57 | |
| Performance Measures | safe | max | ||||||
| Maximum Voltage | Umax | (V) | 2500 | 3600 | 6000 | 1000 | 3000 | 3000 |
| Roll Strain | εroll | (%) | 2.3 (c) | 6.5 (c) | 6.1 (d) | 9.8 (c) | (2.9) (e) | 2.9 (f) |
| Total Strain | εtotal | (%) | 1.5 (c) | 4.2 (c) | 4.0 (d) | 9.8 (c) | (2.5) (e) | 2.5 (f) |
| Roll Blocking Stress (g) | Δσroll | (mN mm−2) | 16 | 30 | - | 8.2 | 23.0 | 27.6 |
| Total Blocking Stress (g) | Δσtotal | (mN mm−2) | 12 | 22 | - | 5.5 | 13.0 | 24.0 |
| Grav. Energy Density (g) | eroll | (mJ/g) | 0.17 | 0.89 | - | 0.39 | (0.31) (e) | 0.36 |
| Vol. Energy Density (g) | Utotal | (mJ/cm3) | 0.09 | 0.47 | - | 0.27 | (0.16) (e) | 0.30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kunze, J.; Prechtl, J.; Bruch, D.; Fasolt, B.; Nalbach, S.; Motzki, P.; Seelecke, S.; Rizzello, G. Design, Manufacturing, and Characterization of Thin, Core-Free, Rolled Dielectric Elastomer Actuators. Actuators 2021, 10, 69. https://doi.org/10.3390/act10040069
Kunze J, Prechtl J, Bruch D, Fasolt B, Nalbach S, Motzki P, Seelecke S, Rizzello G. Design, Manufacturing, and Characterization of Thin, Core-Free, Rolled Dielectric Elastomer Actuators. Actuators. 2021; 10(4):69. https://doi.org/10.3390/act10040069
Chicago/Turabian StyleKunze, Julian, Johannes Prechtl, Daniel Bruch, Bettina Fasolt, Sophie Nalbach, Paul Motzki, Stefan Seelecke, and Gianluca Rizzello. 2021. "Design, Manufacturing, and Characterization of Thin, Core-Free, Rolled Dielectric Elastomer Actuators" Actuators 10, no. 4: 69. https://doi.org/10.3390/act10040069
APA StyleKunze, J., Prechtl, J., Bruch, D., Fasolt, B., Nalbach, S., Motzki, P., Seelecke, S., & Rizzello, G. (2021). Design, Manufacturing, and Characterization of Thin, Core-Free, Rolled Dielectric Elastomer Actuators. Actuators, 10(4), 69. https://doi.org/10.3390/act10040069