
Mechanism and Experiment Study of Non-Contact Ultrasonic Assisted Grinding




Abstract
:1. Introduction
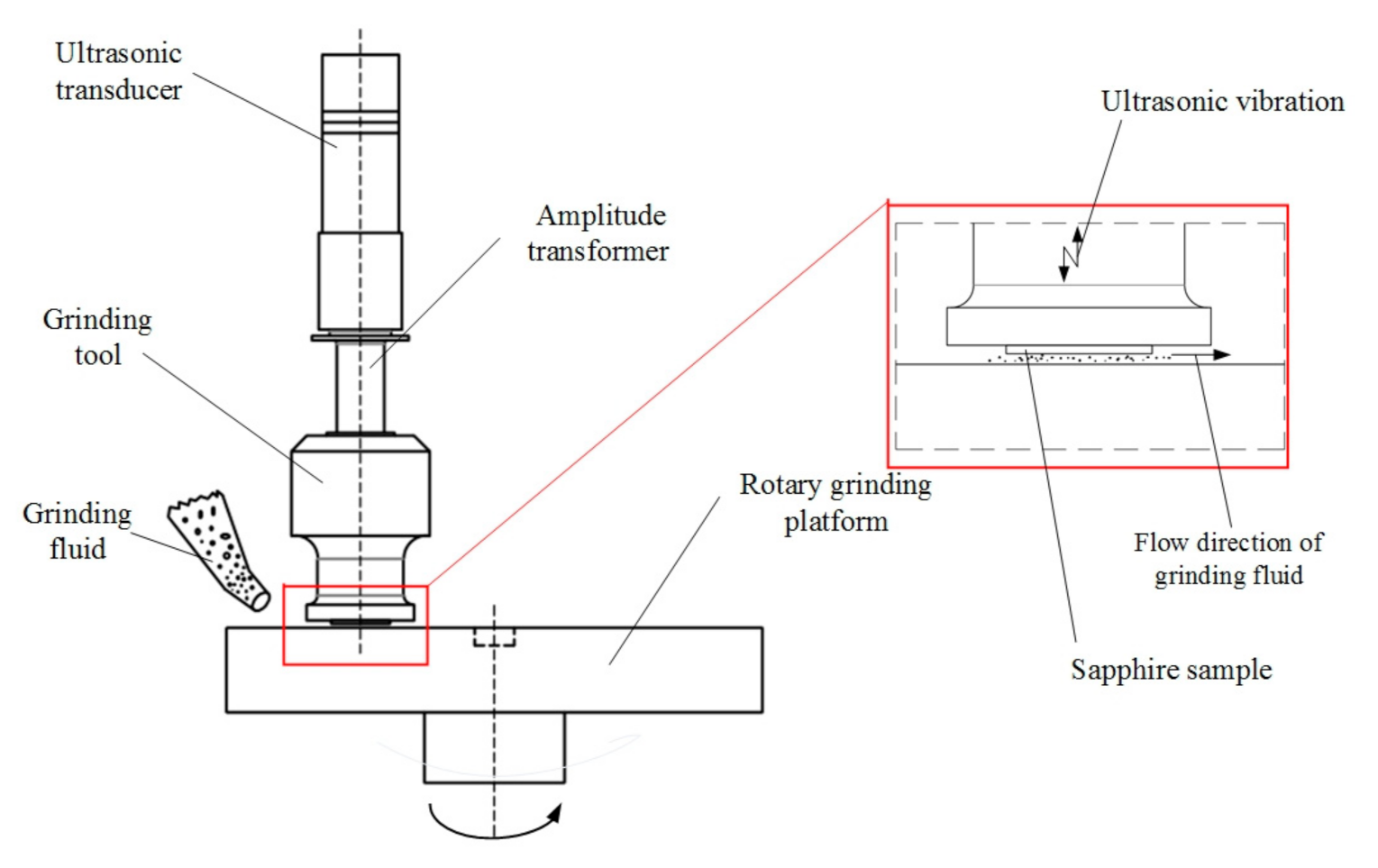
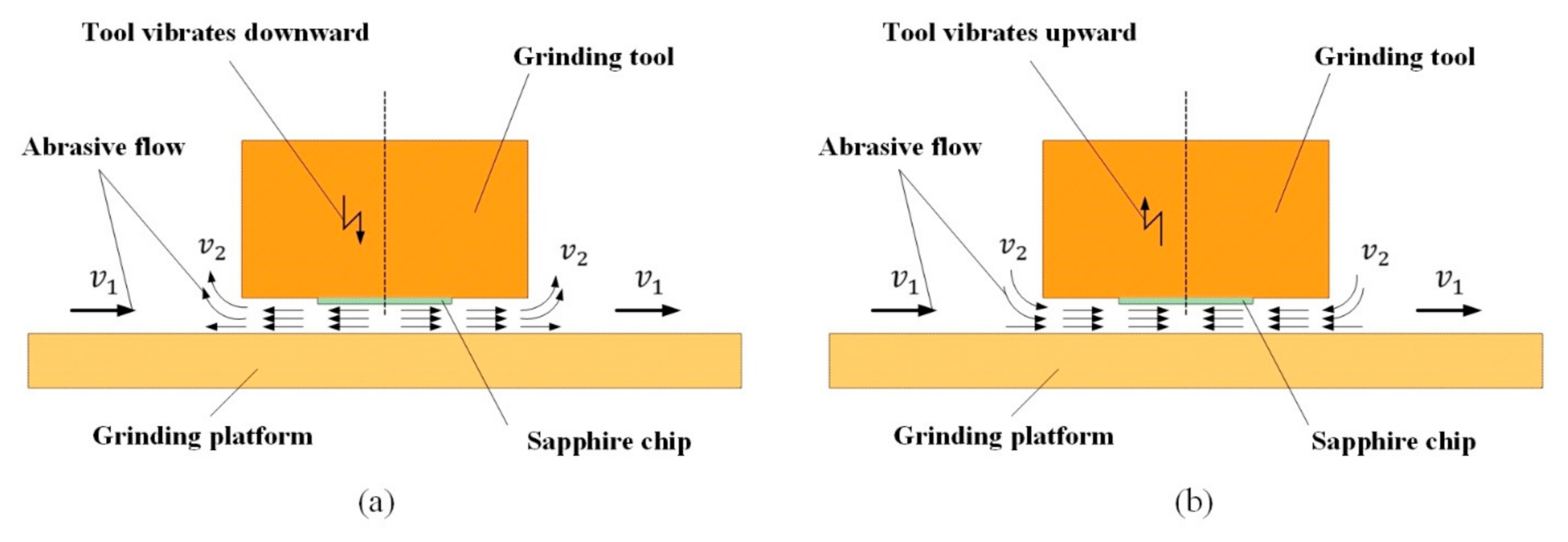
2. Mechanism Analysis of Non-Contact Ultrasonic Grinding
3. Simulation and Test of Non-Contact Ultrasonic Grinding Vibration System
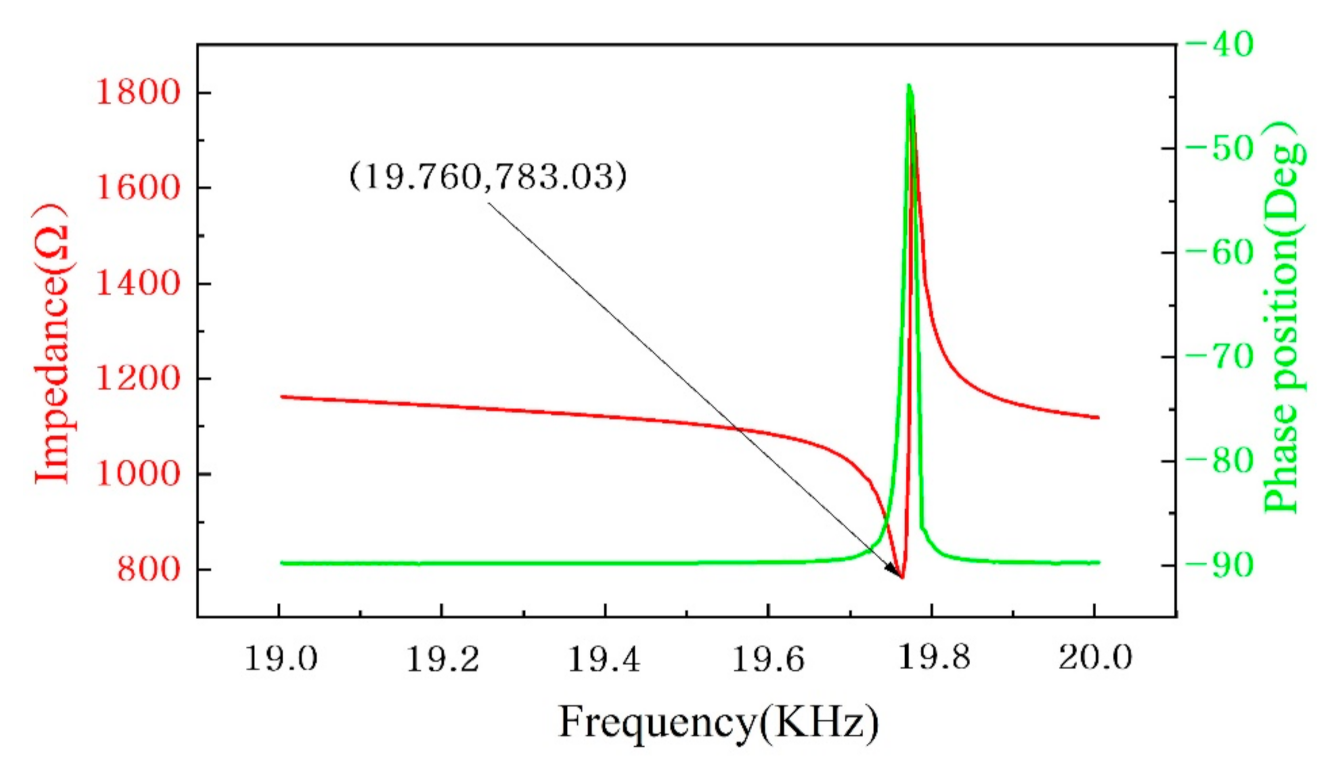
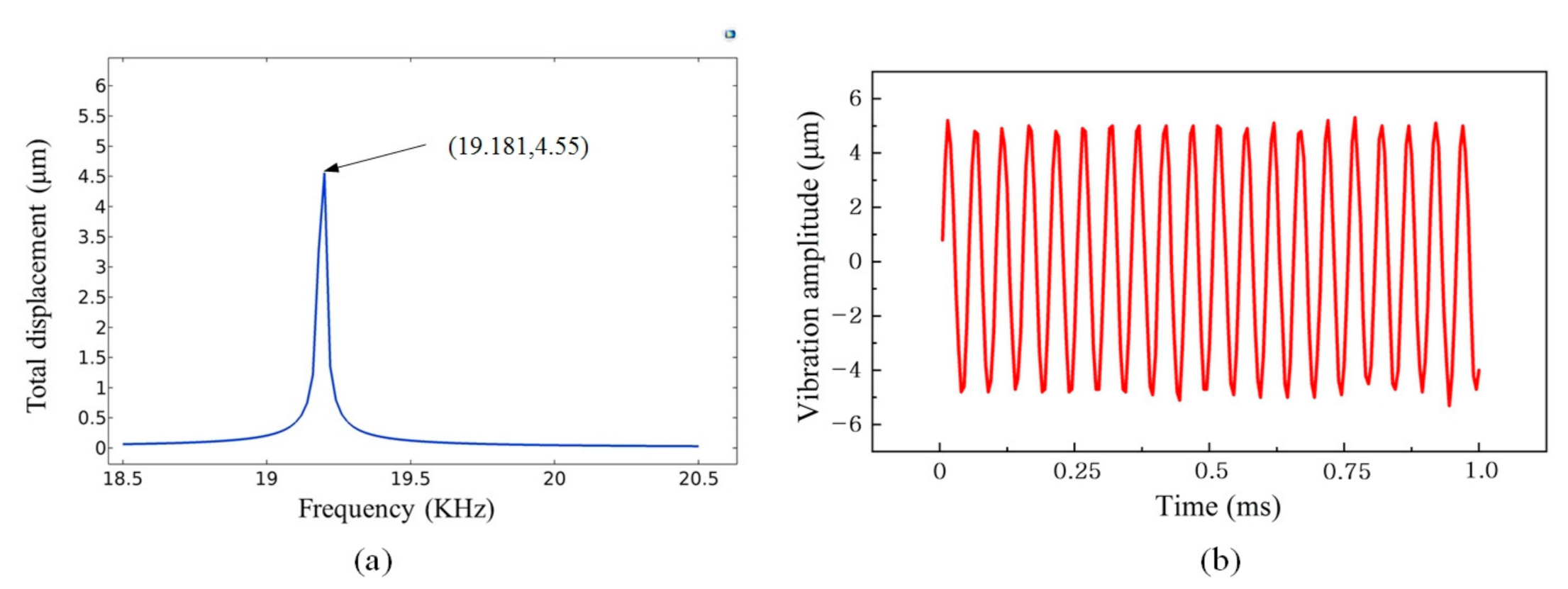
3.1. Resonant Frequency of Ultrasonic Vibration System
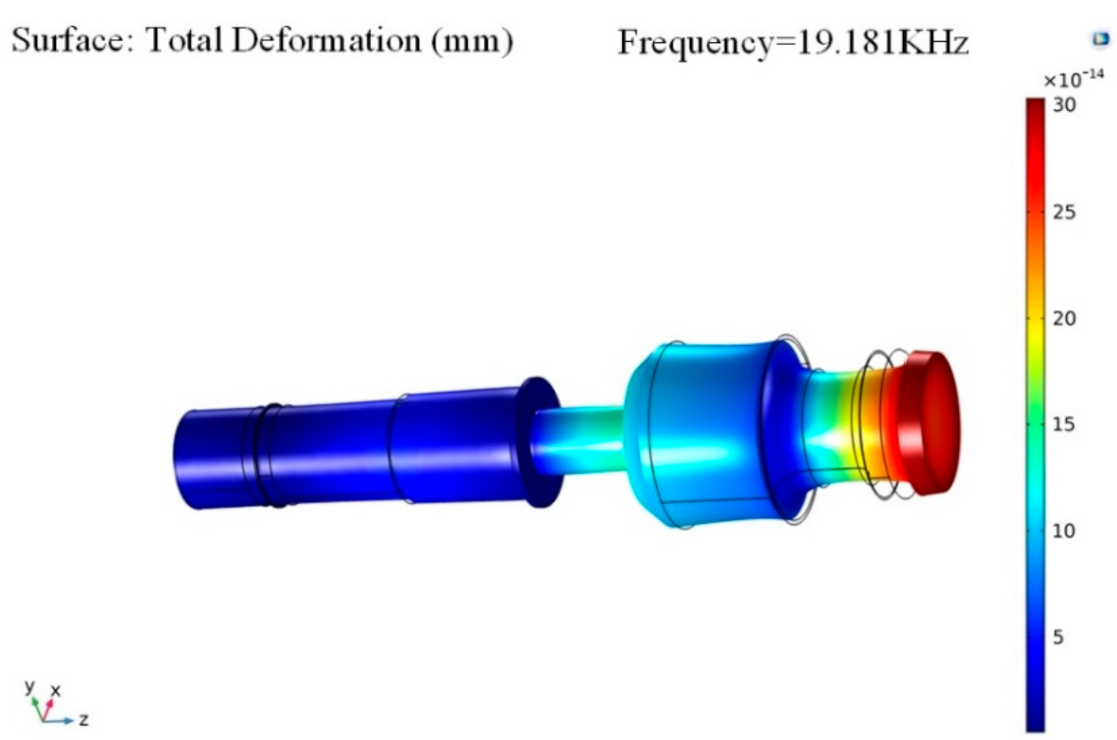
3.2. Working Face Amplitude of the Ultrasonic Vibration System
4. Experiment Study of Non-Contact Ultrasonic Grinding
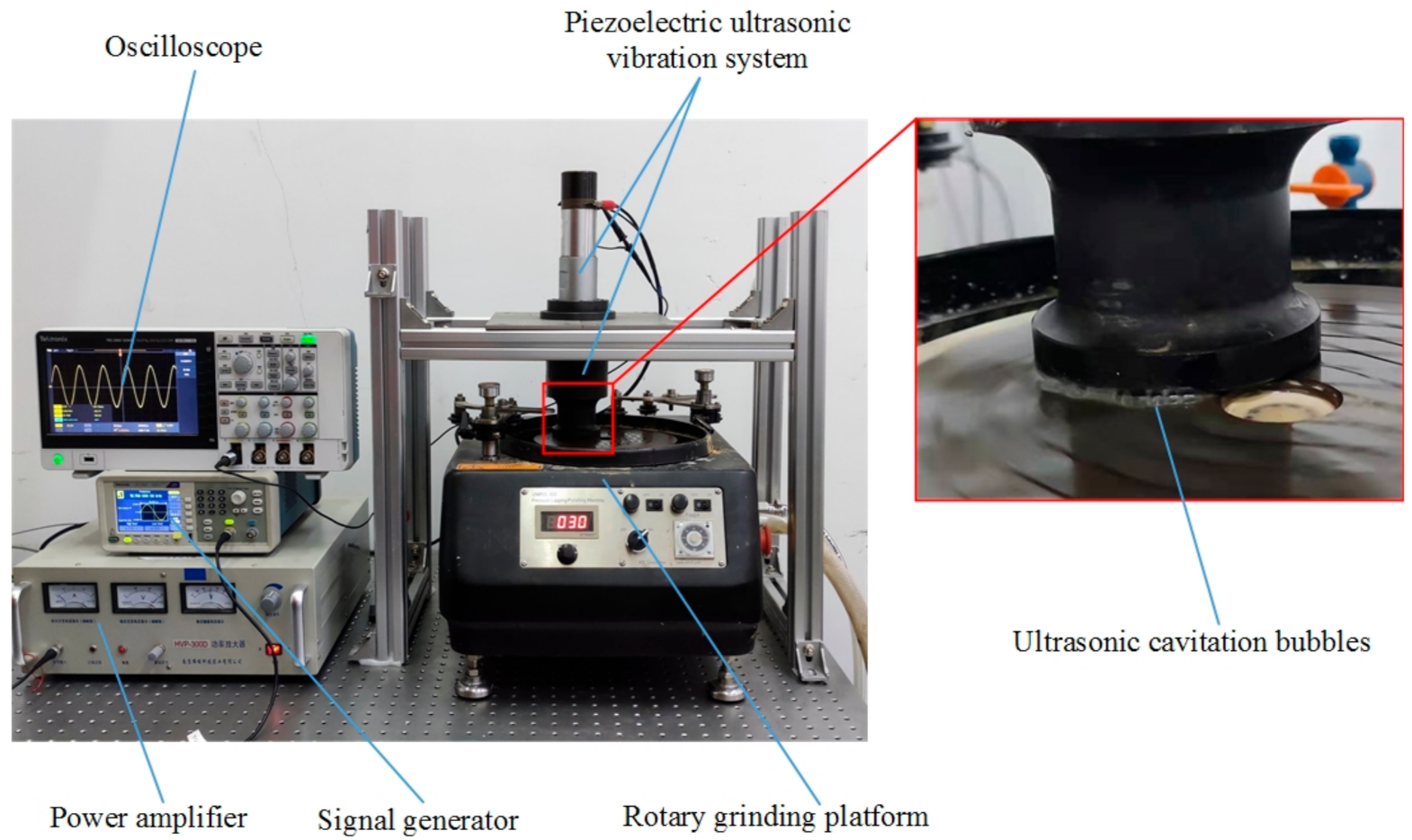
4.1. Experimental Setup
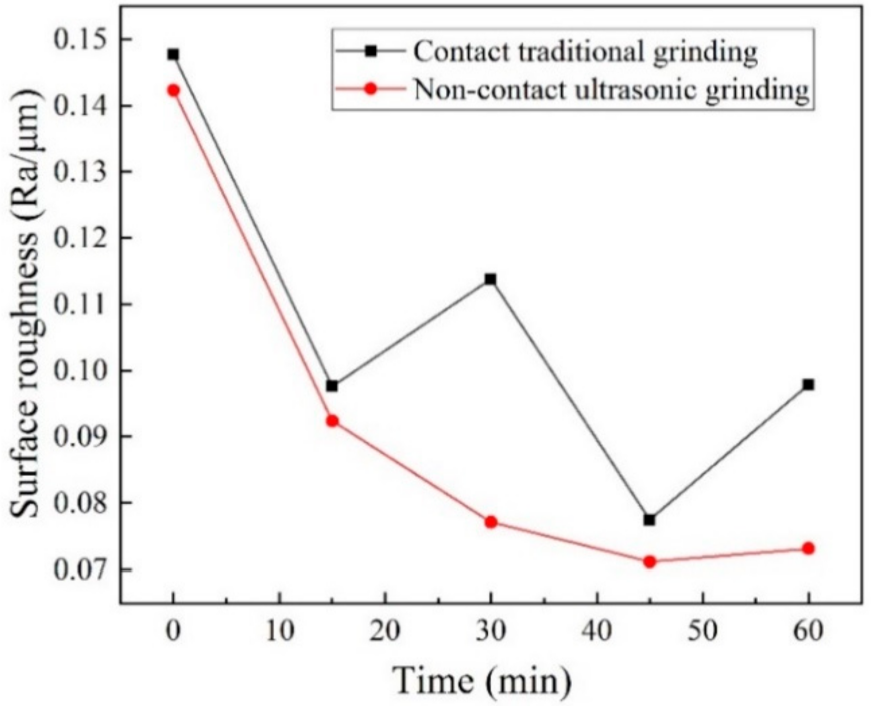
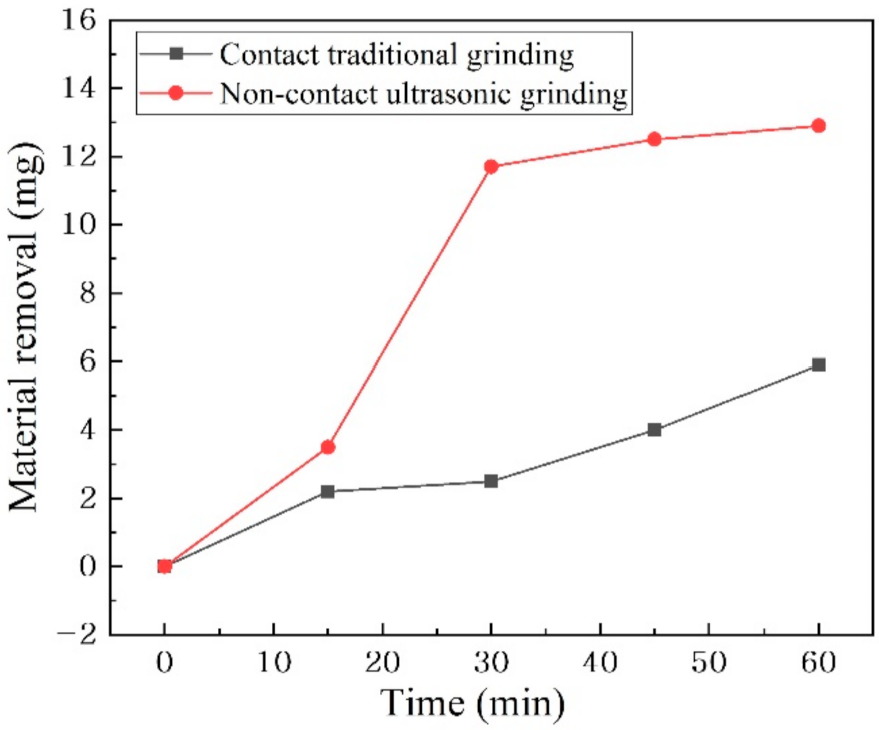
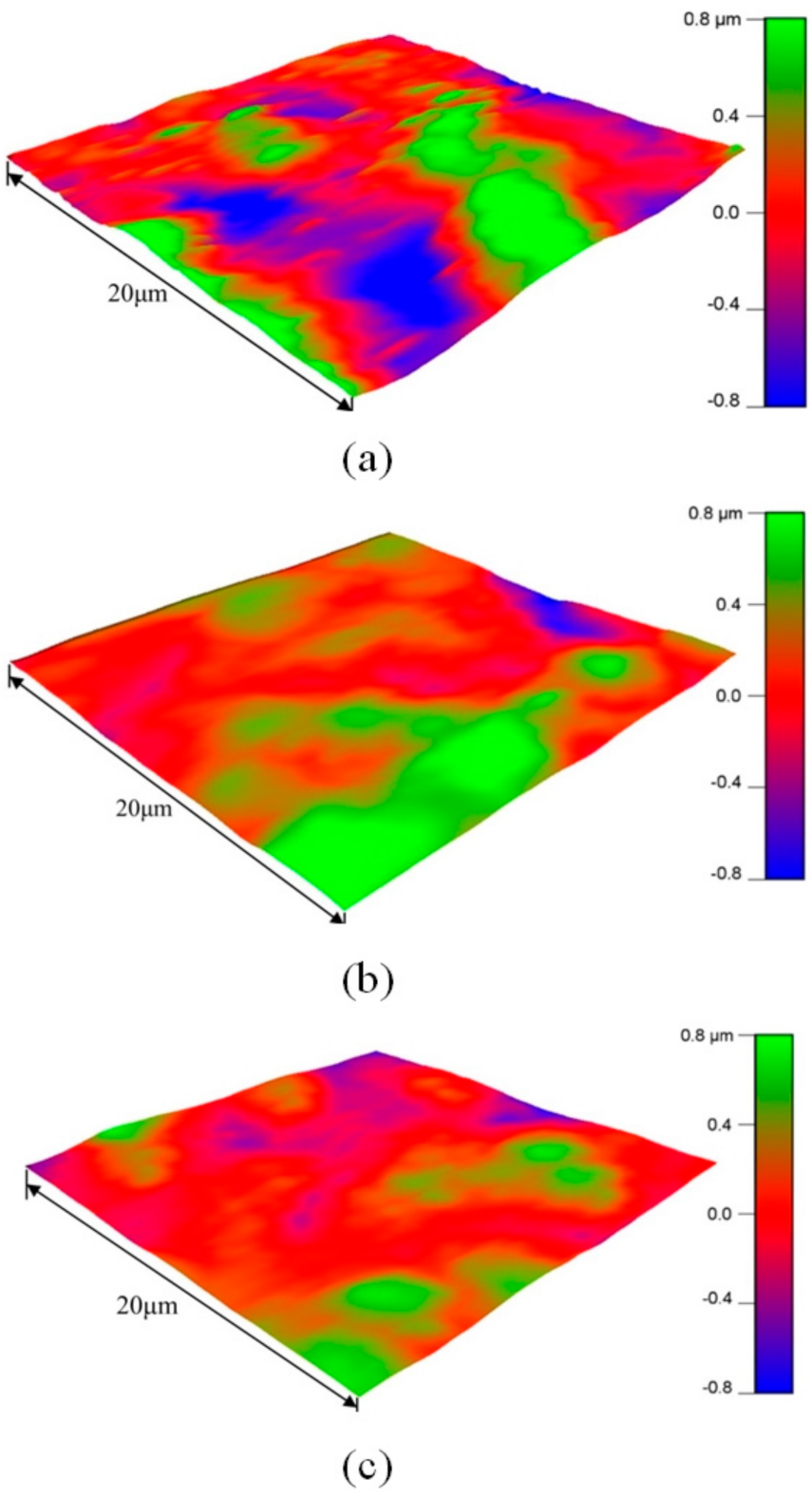
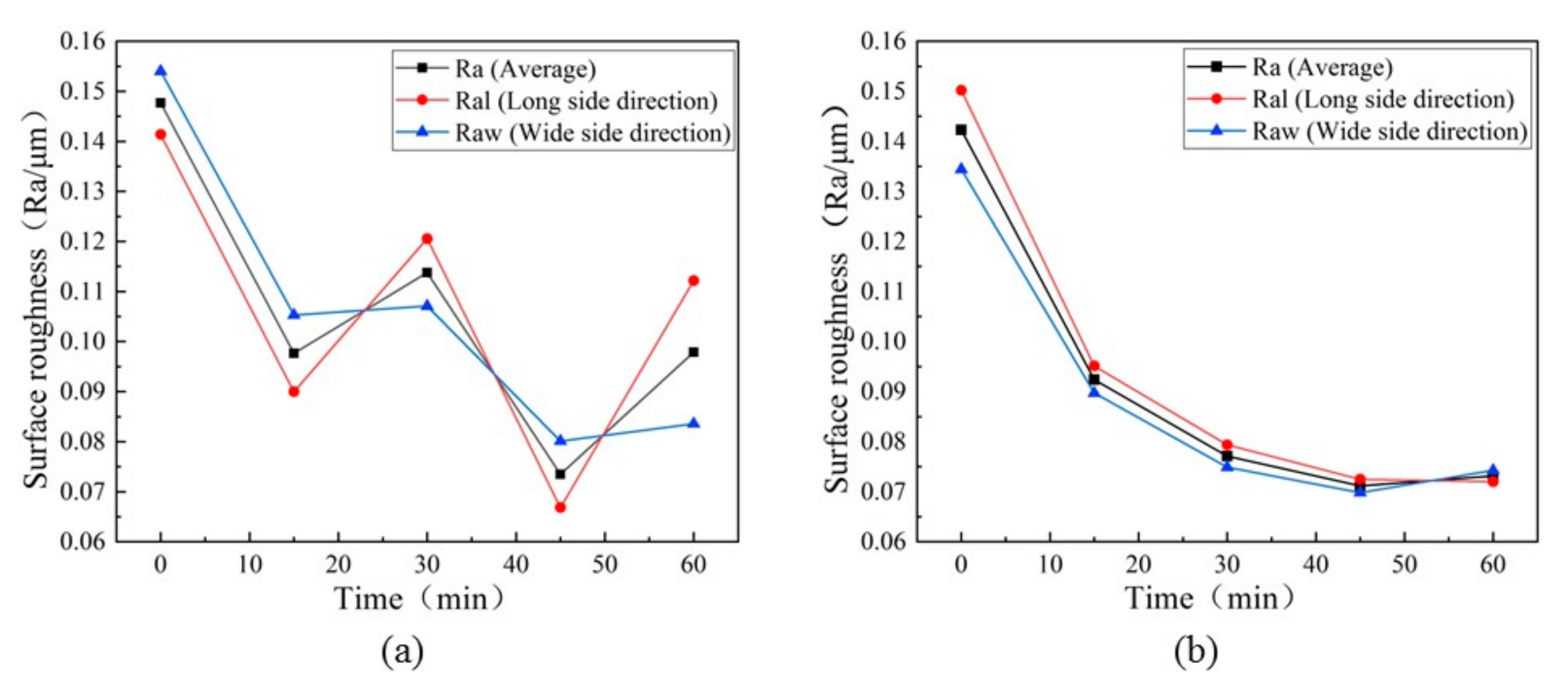
4.2. Results and Discussions
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Akselrod, M.S.; Bruni, F.J. Modern trends in crystal growth and new applications of sapphire. J. Cryst. Growth 2012, 360, 134–145. [Google Scholar] [CrossRef]
- Gagliardi, J.J.; Kim, D.; Sokol, J.J.; Zazzera, L.A.; Romero, V.D.; Atkinson, M.R.; Nabulsi, F.; Zhang, H. A case for 2-body material removal in prime LED sapphire substrate lapping and polishing. J. Manuf. Process. 2013, 15, 348–354. [Google Scholar] [CrossRef]
- Ma, J.; Thomas, M.E.; McGuiggan, P.; Spicer, J.B. Weak absorption and scattering losses from the visible to the near-infrared in single-crystal sapphire materials. Opt. Eng. 2020, 59, 087101. [Google Scholar] [CrossRef]
- Chen, J.; Zhu, N.; Niu, F.; Peng, Y.; Su, J.; Zhu, Y. Influence of agglomerated diamond abrasive wear on sapphire material removal behavior. Diam. Relat. Mater. 2020, 108, 107965. [Google Scholar] [CrossRef]
- Li, Z.C.; Pei, Z.J.; Funkenbusch, P.D. Machining processes for sapphire wafers: A literature review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 975–989. [Google Scholar] [CrossRef]
- Lye, C.S.M.; Wang, Z.K.; Lam, Y.C. Mechanism and effects of surface morphology on absorption characteristics in ultrashort pulse laser processing of sapphire. Appl. Surf. Sci. 2021, 542, 148734. [Google Scholar] [CrossRef]
- Luo, B.; Yan, Q.; Pan, J.; Lu, J.; Huang, Z. Influences of processing parameters on metal-bonded diamond wheel wear when grinding a sapphire wafer. Diam. Relat. Mater. 2021, 113, 108275. [Google Scholar] [CrossRef]
- Xu, Y.; Lu, J.; Xu, X. Study on planarization machining of sapphire wafer with soft-hard mixed abrasive through mechanical chemical polishing. Appl. Surf. Sci. 2016, 389, 713–720. [Google Scholar] [CrossRef]
- Abbasi, A.; Amini, S.; Sheikhzadeh, G.A. Effect of ultrasonic peening technology on the thermal fatigue of rolling mill rolls. Int. J. Adv. Manuf. Technol. 2018, 94, 2499–2513. [Google Scholar] [CrossRef]
- Bai, Y.; Tuncdemir, S.; Guo, J.; Uchino, K. Analysis of longitudinal and torsional resonance vibrations of a piezoelectrically excited bar by introducing piezoelectric loss coefficients. J. Intell. Mater. Syst. Struct. 2012, 23, 453–462. [Google Scholar] [CrossRef]
- Li, D.; Tang, J.; Chen, H.; Shao, W. Study on grinding force model in ultrasonic vibration-assisted grinding of alloy structural steel. Int. J. Adv. Manuf. Technol. 2019, 101, 1467–1479. [Google Scholar] [CrossRef]
- Zhao, Q.; Sun, Z.; Guo, B. Material removal mechanism in ultrasonic vibration assisted polishing of micro cylindrical surface on SiC. Int. J. Mach. Tools Manuf. 2016, 103, 28–39. [Google Scholar] [CrossRef]
- Zhu, X.-X.; Wang, W.-H.; Jiang, R.-S.; Zhang, Z.-F.; Huang, B.; Ma, X.-W. Research on ultrasonic-assisted drilling in micro-hole machining of the DD6 superalloy. Adv. Manuf. 2020, 8, 405–417. [Google Scholar] [CrossRef]
- Liang, Z.; Ma, Y.; Nie, Q.; Wang, X.; Zhou, T.; Guo, H.; Sun, X.; Jiang, L. Ultrasonic cavitation and vibration hybrid-assisted micro-drilling of stainless steel. Int. J. Adv. Manuf. Technol. 2019, 104, 3073–3082. [Google Scholar] [CrossRef]
- Zhou, W.; Tang, J.; Chen, H.; Shao, W. A comprehensive investigation of surface generation and material removal characteristics in ultrasonic vibration assisted grinding. Int. J. Mech. Sci. 2019, 156, 14–30. [Google Scholar] [CrossRef]
- Xu, W.; Lu, X.; Pan, G.; Lei, Y.; Luo, J. Ultrasonic flexural vibration assisted chemical mechanical polishing for sapphire substrate. Appl. Surf. Sci. 2010, 256, 3936–3940. [Google Scholar] [CrossRef]
- Zhao, B.; Chang, B.Q.; Wang, X.B.; Bie, W.B. System design and experimental research on ultrasonic assisted elliptical vibration grinding of Nano-ZrO2 ceramics. Ceram. Int. 2019, 45, 24865–24877. [Google Scholar] [CrossRef]
- Hu, Y.; Shi, D.; Hu, Y.; Zhao, H.; Sun, X. Investigation on the Material Removal and Surface Generation of a Single Crystal SiC Wafer by Ultrasonic Chemical Mechanical Polishing Combined with Ultrasonic Lapping. Materials 2018, 11, 2022. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ralchenko, V.G.; Ashkinazi, E.E.; Zavedeev, E.V.; Khomich, A.A.; Bolshakov, A.P.; Ryzhkov, S.G.; Sovyk, D.N.; Shershulin, V.A.; Yurov, V.Y.; Rudnev, V.V. High-rate ultrasonic polishing of polycrystalline diamond films. Diam. Relat. Mater. 2016, 66, 171–176. [Google Scholar] [CrossRef]
- Baraheni, M.; Amini, S. Mathematical model to predict cutting force in rotary ultrasonic assisted end grinding of Si3N4 considering both ductile and brittle deformation. Measurement 2020, 156, 107586. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Wang, H.; Hu, Y.; Hu, Z.; Pei, Z. Surface grinding of CFRP composites with rotary ultrasonic machining: A mechanistic model on cutting force in the feed direction. Int. J. Adv. Manuf. Technol. 2017, 92, 1217–1229. [Google Scholar] [CrossRef]
- Wang, H.; Pei, Z.J.; Cong, W.L. A mechanistic cutting force model based on ductile and brittle fracture material removal modes for edge surface grinding of CFRP composites using rotary ultrasonic machining. Int. J. Mech. Sci. 2020, 176, 105551. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, H.; Feng, J.; Zhou, X.; Wang, R.; Xu, P. Study of ultrasonic-hydration compound polishing for sapphire optical channel. AIP Adv. 2019, 9, 105310. [Google Scholar] [CrossRef]
- Qiao, J.P.; Feng, M.; Li, Y.; Li, S.S.; Zeng, J.; Wu, Y.B. A study on tangential ultrasonic-assisted mirror grinding of zirconia ceramic curved surfaces. Int. J. Adv. Manuf. Technol. 2021, 112, 2837–2851. [Google Scholar] [CrossRef]
- Yu, T.; Zhang, T.; Yang, T.; Zhao, J. CFD simulation and experimental studies of suspension flow field in ultrasonic polishing. J. Mater. Process. Technol. 2019, 266, 715–725. [Google Scholar] [CrossRef]
- Ichida, Y.; Sato, R.; Morimoto, Y.; Kobayashi, K. Material removal mechanisms in non-contact ultrasonic abrasive machining. Wear 2005, 258, 107–114. [Google Scholar] [CrossRef]
- Dunst, P.; Hemsel, T.; Bornmann, P.; Littmann, W.; Sextro, W. Optimization of Ultrasonic Acoustic Standing Wave Systems. Actuators 2020, 9, 9. [Google Scholar] [CrossRef] [Green Version]
- Omori, K.; Fujimoto, N.; Kanda, T.; Wakimoto, S.; Seno, N. Core-Shell Droplet Generation Device Using a Flexural Bolt-Clamped Langevin-Type Ultrasonic Transducer. Actuators 2021, 10, 55. [Google Scholar] [CrossRef]
- Wei, Z.; Kosterman, J.A.; Xiao, R.; Pee, G.-Y.; Cai, M.; Weavers, L.K. Designing and characterizing a multi-stepped ultrasonic horn for enhanced sonochemical performance. Ultrason. Sonochem. 2015, 27, 325–333. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tan, K.L.; Yeo, S.H. Surface finishing on IN625 additively manufactured surfaces by combined ultrasonic cavitation and abrasion. Addit. Manuf. 2020, 31, 100938. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Materials |
|---|---|
| Ultrasonic Transducer | |
| Rear cover | Structural steel |
| Piezoelectric ceramic ring | PZT-8 |
| Front cover (Connect the amplitude transformer) | Aluminum alloy |
| Amplitude transformer | Structural steel |
| Grinding tool | Structural steel |
| Items | Parameter Values |
|---|---|
| Workpiece | Sapphire wafer (main ingredient is alumina) |
| Grinding fluid | Alumina particle grinding fluid |
| Rotating speed of rotary grinding platform | 30 r/min |
| Ultrasonic vibration system parameters | |
| Resonant frequency | 19.760 KHz |
| Voltage | 300 V |
| Ultrasonic vibration amplitude of working face | 5 μm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, W.; Zhong, Q.; An, D.; Yang, C.; Zhang, Y. Mechanism and Experiment Study of Non-Contact Ultrasonic Assisted Grinding. Actuators 2021, 10, 238. https://doi.org/10.3390/act10090238
Huang W, Zhong Q, An D, Yang C, Zhang Y. Mechanism and Experiment Study of Non-Contact Ultrasonic Assisted Grinding. Actuators. 2021; 10(9):238. https://doi.org/10.3390/act10090238
Chicago/Turabian StyleHuang, Weiqing, Qunyou Zhong, Dawei An, Chenglong Yang, and Yi Zhang. 2021. "Mechanism and Experiment Study of Non-Contact Ultrasonic Assisted Grinding" Actuators 10, no. 9: 238. https://doi.org/10.3390/act10090238
APA StyleHuang, W., Zhong, Q., An, D., Yang, C., & Zhang, Y. (2021). Mechanism and Experiment Study of Non-Contact Ultrasonic Assisted Grinding. Actuators, 10(9), 238. https://doi.org/10.3390/act10090238