

Process Evaluation of Scandium Production and Its Environmental Impact


Abstract
:1. Introduction
2. Scandium Sources
2.1. Scandium Abundance
2.2. Scandium from Secondary Sources (Mining Process and End-of-Life Products)
3. Scandium Applications
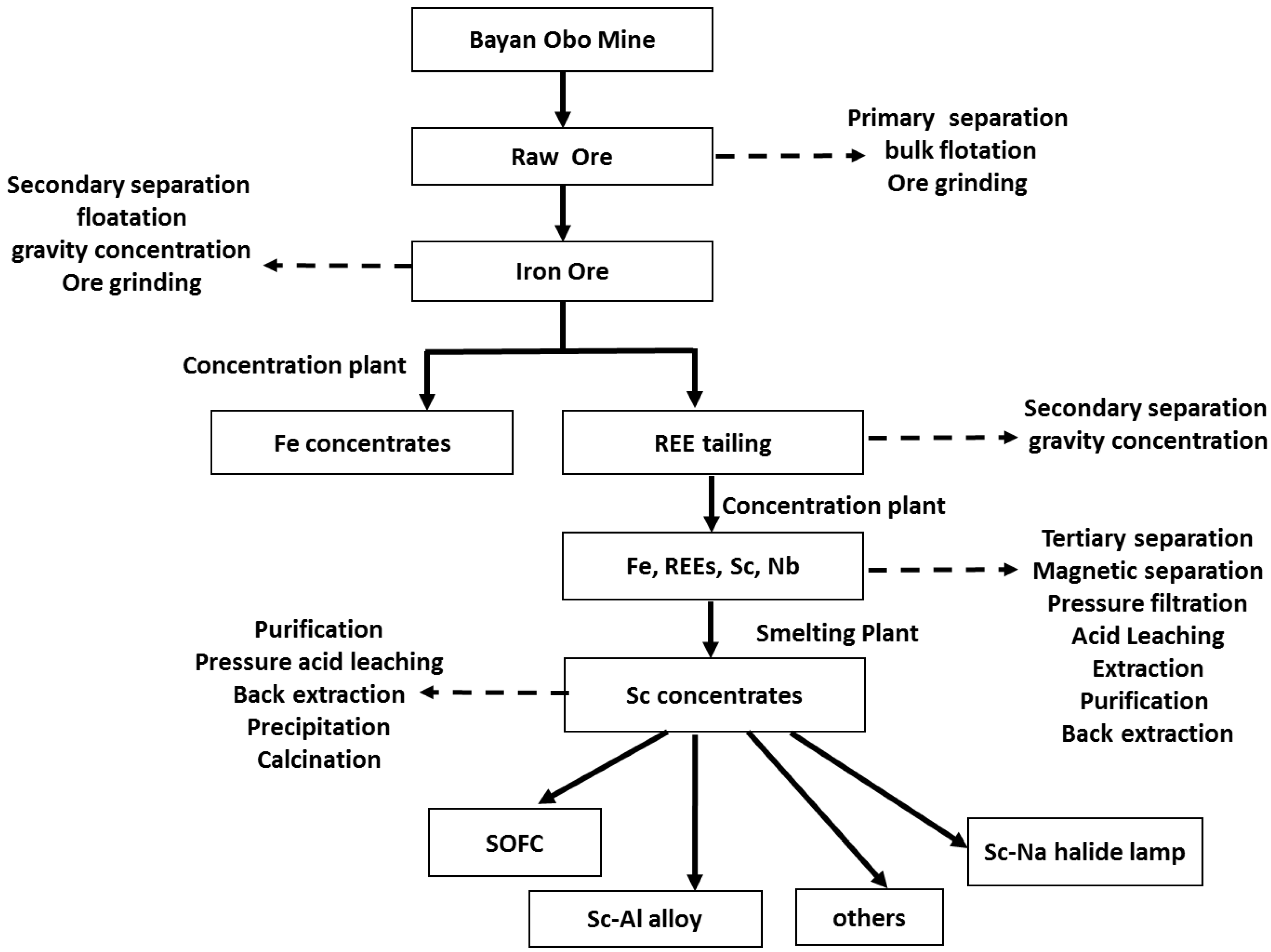
4. Possible Flow Sheets for Scandium Recovery
5. Separation Processes for Scandium Recovery
5.1. Chemical Leaching
5.2. Bioleaching
6. Recovery Processes
6.1. Liquid/Liquid Extraction
6.2. Adsorption
6.3. Ion Exchange
6.4. Immobilized Extractants
6.5. Biosorption

{kind=link}
{kind=link}
| S. No. | Sample | Adsorbent | Resin | Extractant/ Microbe | Adsorption Conditions | Desorption | Removal Percentage (%) | Isotherm Kinetics | Mechanism | Reference |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | HNO3 leachate of Greek bauxite residue | EGTA-functionalized chitosan–silica | - | - | pH 1.25, Adsorbent dose 25.0 mg, 10.0 mL, initial conc. 0.50 mM, time 4 h | HNO3 at pH 0.50 | 80% | Langmuir | ion exchange | [40] |
| 2 | Sc, Y, La, Ce, Lu, Nd, Sm, Eu, Tb, Dy, Ho, Er, Gd Tm, Yb and Pr | Sol-gel processed silica doped with a novel bifunctional ionic liquid, trioctylmethylammonium 1-phenyl- 3-methyl-4-benzoylpyrazol-5-onate | - | - | 0.05 M HNO3, V/m = 200 mL/g, 10 min | 2 M HNO3 | - | Langmuir pseudo-second-order | chemisorption | [96] |
| 3 | Model aqueous phase of scandium | Fe3O4@SiO2 coupling agent APTES as a and ligand (EDTA) | - | - | initial conc. 50 mg/L, pH 5, 50 mg adsorbent, 5 h, 25 °C | - | 95% | Langmuir pseudo-second order kinetic | exchange or sharing of electrons | [97] |
| 4 | Sc, Fe, Al | - | TP 260 & TP 209 | - | 50 mg resin, 50 mL 1 M Na2SO4 solution, pH 2 initial conc. 50 mg-Sc/L, 70 °C, 36 h | - | - | Langmuir isotherm | intraparticle diffusion | [98] |
| 5 | Sc, V, Ti | - | Dowex 1 | - | 0.1 M oxalic acid | 0.1 M oxalic acid and 0.1 M HCl | - | - | - | [99] |
| 6 | Th, Zr, Fe, Ti, Al and Ca | - | Diaion SK 1, a styrene-base strong acid type resin | - | 1 mL per min, 10 g of dry resin. | 1 M NH4SCN and 0.5 M HCl | 100% | - | - | [100] |
| 7 | Yt, La, Ce, Sm, Er, and Yb | - | AG 50W-X8 resin | - | 20 g resin, flow rate of 3.0 mL/min | 2 N sulfuric acid | 100% | - | - | [101] |
| 8 | Sc, Yb, Eu, Ce, Sr, Na, and C | - | cation-exchange resin Dowex 50 | - | 95% (CH2)4O, 5%, 6 M HCl, 0.1 M TOPO, 1 g resin, flow rate: 0.5 mL/min | - | - | - | - | [102] |
| 9 | Raffinate copper leach solution | - | Purolite C100Na | - | 0.1 g of washed and dried resin, pH-1.5, 25 °C, 24 h | 1.7 M/L Na2CO3 | - | Langmuir isotherm | - | [105] |
| 10 | REE mixture | - | Dowex 1X4 and Amberlite CG-400, | - | - | 10% 7 M HNO3 (90% methanol) mixture was prepared in 10 mL | scandium was not adsorbed to an appreciable extent | - | - | [106] |
| 11 | Zr-raffinate with REE | - | Anion-exchange resin Dowex 1X8, and cation exchange resins, Dowex 50X8 | - | 0.1 M HNO3 | anion-exchanger in 2.5% 7 M HNO3–CH3OH mixture cation-exchanger 5% 1.2 M HCl-(CH3)2CO mixture, 91% | - | - | - | [107] |
| 12 | Uranium leachate | - | Tulsion CH 93 | - | 0.1 g sample of air-dried resin 50 mL of solution, shaken, 24 h, 20–23 °C | 180 g/L Na2CO3, Sc and Th were 94.1 and 98.9%, respectively (NH4)2SO4 (50 g/L) a mixture of 30% (NH4)2CO3 + 70% NH4HCO3 (ACBM) | - | - | - | [108] |
| 13 | Red mud | - | AFI-21 and AFI-22 | - | sulfuric acid media pH 0.9–4.9 | NaOH, 20–30 g/L | 50% | - | - | [109] |
| 14 | Sc, Ti, Fe(Ⅲ), Ca, Al, Zr, Si | - | 732-type acid cation exchange resin | - | pH 2.5, 200 r/ min, 0.55 g EDTA and 0.16 g ascorbic acid, pH 2.5, 180 min, 25 °C | - | 84.2% | - | - | [110] |
| 15 | Al, Ti, Fe, Y, La, Ce | - | porous silica-polymer based TRPO/SiO2-P | - | pH 2 H2SO4 s/L: 1.0 g/50 mL, initial conc. 10 mM, 2 h, room temperature | 0.01 M EDTA | 100 | Langmuir adsorption isotherm | electron sharing | [111] |
| 16 | Sc, Fe, Al | - | TP 272 | Cyanex 272 | 50 mg resin, 50 mL 1 M Na2SO4 solution at pH 2.5 with initial concentration of 50 mg-Sc/L, 22 °C, 12 h | - | - | Langmuir isotherm pseudo-second-order model | intraparticle diffusion | [113] |
| 17 | Coal, fly ash leachate | - | VP OC 1026, TP 272 | D2EHPA, Cyanex 272 | S/L ratio of 1/100 (wt./vol.) 40 °C 150 rpm, pH 2.33 | 2 M NH4F, 40 °C 6 M H2SO4, 18 h | 91% 85% | - | adsorbed via proton exchange with the phosphate groups | [114] |
| 18 | La, Dy, Ce, Pr, Nd, Eu, Sm, Gd, Tb, Ho, Er, Yb, Lu, Y, Tm, and Sc | - | Amberchrom CG-71c nonionic macroporous sorbent | P,N-containing podands | 5 M HClO4, ratio of the aq. sol. vol. to the sorbent weight: 100:1 | - | - | - | complexation by enhanced protonation | [115] |
| 19 | Al3+, Fe3+, Zr4+, Mn2+, Co2+, Cu2+, Ni2+, and Zn2+ | - | XAD-7HP resin | extractants PC-88A and Versatic 10 | 50 mg resin, 5 mL aqueous solution, and 1 h shaking at room temperature | 2 M sulfuric acid | - | Langmuir isotherm and second-order kinetics | - | [115] |
| 20 | Sc, Al, Fe | - | polymer support fabric (PP-g-PGMA) | phenylphosphinic acid (PPI) | 1 ppm Sc, pH 2, 24 h at room temperature | - | 98% | Langmuir | solvation mechanism of adsorption between Sc and PPI | [116] |
| 21 | REE | - | DIAION HP2MG (methacrylate resin) | Cyanex 272 1-octanol as modifier | 20 mL of REE 1 mM solution, 20 mg of SIRs, constant shaking, 24 min, 298 K | 5 M HCl | - | Langmuir | - | [118] |
| 22 | Sc, Tm, Yb and Lu | - | Modified Merrifield Resins | Cyanex 923, | 5 mL of Sc solution, 200 mg of impregnated resins, constant stirring, 30 min, 25 °C | - | - | - | extraction of neutral complex and cation exchange | [119] |
| 23 | Sc solution | - | TVEX | TBP, di-isooctyl methyl phosphonate (DIOMP) and phosphine oxide with different alkyl groups (POR) | organic to aquas-phase ratio of 1:20, 25 °C, 24 h, >4 M HCl | - | TVEX-DIOMP as [ScCl (DIOMP)2 (H2O)3]2−complx from 4 M HCl | [120] | ||
| 24 | Coal byproduct | - | microbe-encapsulated silica gel (MESG) biosorbent | cell loading of 1.0 g/mL, pH 3.0, 1 bed vol. 2 mL feedstock sol. | pH-6, 0.050 M sodium citrate | - | - | - | - | [122] |
| 25 | Red mud | - | Quaternized Algal/Polyethyleneimine beads (Q-APEI) with dry algal biomass | pH > 4 SD: 0.6 g/L; 20 °C;40 rpm; 30 h | 0.5 M HCl/CaCl2 solutions 88.1% | - | - | Langmuir | complexation of the Sc with amine groups | [123] |
| 26 | Red mud | - | Laminaria digitata algal biomass/polyethyleneimine beads, ALPEI | pH 1–5, 1 mmol/L. SD: 2 g/L; T: 22 °C, 48 h; 170 rpm | acidic CaCl3, 99% | - | - | Langmuir equation | ion exchange and chelation on protonated amine groups, sulfonic groups and carboxylate groups | [124] |
| 27 | AMD and seawater | - | Posidonia oceanica with 1-(2-pyridylazo)-2-naphthol (PAN) grafted on algal biomass (2-algae-P) | Adsorbent dosage 1 g/L. pH 5 (AMD), pH 6 (Seawater), REE = ~2 ppm, 45 °C, 1 h | - | - | - | Langmuir and pseudo-second order kinetics | binding by coordination mechanism with the ligand of PAN | [125] |
| 28 | Red mud | - | - | biomass of Saccharomyces cerevisiae and Aspergillus terreus | pH 0.6 fungi (0.2 g/L, dry wt) and yeasts (0.5 g/L, dry wt), 20 mL aliquots, 220 rpm, 20–25 °C, 1 h | with 20 mL of 10% w/v Na2CO3, 99.5% | S. cerevisiae 98.8% | Langmuir equation | - | [126] |
| 29 | Sc, Ce, La and Al (monazite processing liquor) | - | glycol amic acid embedded resin | - | 24 h, pH 1, 0.1 g resin in 100 mL | 2.0 M HCl solution at 80 °C, | 45% | - | - | [127] |
| 30 | Sc and Nu | Biochar of wood dust | - | - | absorbent conc. 1–10 g/L, 24 h, 25 °C, 350 rpm | - | 52% and 78%, respectively | - | - | [128] |
| 31 | Bauxite residue leachate | α-ZrP (α-zirconium phosphate) | - | - | 0.05 g of ion exchanger, 20 mL feed solution, pH-1.5, 300 rpm, 18 h, at room temp in HCl media | 2 M/L HCl, two-step elution | 99.9% | Langmuir pseudo-second-order kinetics | chemical reaction at the surface | [129] |
| 32 | Tomtor Deposit leachate | - | Purolite D5041(Phosphorus) and Purolite C115 (carboxyl) | - | volume ratio ion exchanger: solution = 1:300 (for phosphorus) and 1:150 (carboxyl), contact time of 24 h | (NH₄)HS (100 g/L) 2 h, 70–80 °C, 78.9% (phosphorus) 1 M HNO3 solution was able to remove REEs | 99.8–99.9% | - | - | [130] |
| 33 | Red mud | - | AFI-21 ampholyte | - | - | Na2CO3 conc of 150 g/Ldm3 scandium desorption of 96% | 76% | - | - | [130] |
| 34 | REEs(III) | macro-porous silica based polymer (SiO2-P) based di(2-ethylhexyl) phosphonate adsorbent (HDEHP/ SiO2-P) | - | - | m/V = 0.1 g/ 5 mL, 120 rpm, 30 min, H2SO4 5 M | - | - | Langmuir | ion exchange | [131] |
| 35 | Sc, Pd, Pt & Au | carboxymethylchitin (CMCht) hydrogel | - | - | pH 3.9, at initial conc. 100 ppb, adsorbent weight 50 mg, 2 h | - | 35% | - | - | [132] |
7. Purification Processes
7.1. Nanofiltration
7.2. Polymer Inclusion Membranes
7.3. Precipitation and Crystallization
8. Recent Scandium Case Studies
9. Environmental Risk Assessment
10. Conclusions
11. Understanding and Future Direction
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sonter, L.J.; Ali, S.H.; Waston, J.E.M. Mining and biodiversity:key issues and research needs in conservation science. Proc. Biol. Sci. 2018, 285, 1892. [Google Scholar]
- Agboola, O.; Babatunde, D.E.; Fayomi, O.S.I.; Sadiku, E.R.; Popoola, P.; Moropeng, L.; Yahaya, A.; Mamudu, O.A. A review on the impactof mining operation: Monitoring, assessment and management. Results Eng. 2020, 8, 100181. [Google Scholar] [CrossRef]
- Falagan, C.; Grail, B.M.; Johnson, D.B. New approaches for extracting and recovering metals from mine tailings. Miner. Eng. 2017, 106, 71–78. [Google Scholar] [CrossRef]
- Baba, Y.; Fukami, A.; Kubota, F.; Kamiya, N.; Goto, M. Selective extraction of scandium from yttrium and lanthanides with amic acid-type extractant containing alkylamide and glycine moieties. RSC Adv. 2017, 4, 50726–50730. [Google Scholar] [CrossRef]
- European Commission. 2017 List of Critical Raw Materials for the EU, Brusseles; European Commission: Brusseles, Belgium, 2017. [Google Scholar]
- Sykes, J.P.; Wright, J.P.; Trench, A.; Miller, P. An assessment of the potential for transformational market growth amongst the critical metals. Trans. Institutions Min. Metall. Sect. B Appl. Earth Sci. 2016, 125, 21–56. [Google Scholar] [CrossRef]
- Baptiste, P.E.J. Extraction of Scandium from Its Ores. U.S. Patent 2874039, 17 February 1959. [Google Scholar]
- Munnoch, S.; Worstall, T. Scandium; Report of Minor metals Trade Association; MMTA: Kent, UK, 2016. [Google Scholar]
- Hedrick, J.B. Scandium; Mineral Commodity Summaries 2010a; U.S. Geological Survey: Reston, VA, USA, 2010.
- Zhang, N.; Li, X.K.; Liu, X.M. Recovery of scandium from bauxite residue—Red mud: A review. Rare Met. 2016, 35, 887–900. [Google Scholar] [CrossRef]
- Hedrick, J.B. Rare Earth; Minerals Yearbook 2010b; U.S. Geological Survey: Reston, VA, USA, 2010.
- Wang, W.; Cheng, C.Y. Separation and purification of scandium by solvent extraction and related technologies: A review. J. Chem. Technol. Biotechnol. 2011, 86, 1237–1246. [Google Scholar] [CrossRef]
- Shalomeev, V.A.; Lysenko, N.A.; Tsivirko, E.I.; Lukinov, V.V.; Klochikhin, V.V. Structure and properties of magnesium alloys with scandium. Met. Sci. Heat Treat. 2008, 50, 34–37. [Google Scholar] [CrossRef]
- Ciacchi, F.T.; Badwal, S.P.S.; Drennan, J. The system Y2O3–Sc2O3–ZrO2: Phase characterisation by XRD, TEM and optical microscopy. J. Eur. Ceram. Soc. 1991, 7, 185–195. [Google Scholar] [CrossRef]
- Narayanan, R.P.; Ma, L.C.; Kazantzis, N.K.; Emmert, M.H. Cost Analysis as a Tool for the Development of Sc Recovery Processes from Bauxite Residue (Red Mud). ACS Sustain. Chem. Eng. 2018, 6, 5333–5341. [Google Scholar] [CrossRef]
- Gambogi, J. USGS Minerals Information: Scandium; U.S. Geological Survey: Reston, VA, USA, 2017; pp. 146–147.
- Zou, D.; Deng, Y.; Chen, J.; Li, D. A review on solvent extraction of scandium. J. Rare Earths 2021, 40, 1499–1508. [Google Scholar] [CrossRef]
- Wang, W.; Pranolo, Y.; Cheng, C.Y. Metallurgical processes for scandium recovery from various resources: A review. Hydrometallurgy 2011, 108, 100–108. [Google Scholar] [CrossRef]
- Junior, A.B.B.; Espinosa, D.C.R.; Vaughan, J.; Tenorio, J.A.S. Recovery of scandium from various sources: A critical review of the state of the art and future prospects. Miner. Eng. 2021, 172, 107148. [Google Scholar] [CrossRef]
- Pyrzyńska, K.; Kilian, K.; Pęgier, M. Separation and purification of scandium: From industry to medicine. Sep. Purif. Rev. 2019, 48, 65–77. [Google Scholar] [CrossRef]
- Tunsu, C.; Petranikova, M.; Ekberg, C.; Retegan, T. A hydrometallurgical process for the recovery of rare earth elements from fluorescent lamp waste fractions. Sep. Purif. Technol. 2016, 161, 172–186. [Google Scholar] [CrossRef]
- Cui, J.; Zhang, L. Metallurgical recovery of metals from electronic waste: A review. J. Hazard. Mater. 2008, 158, 228–256. [Google Scholar] [CrossRef]
- Kumar, V.; Sahu, S.K.; Pandey, B.D. Prospects for solvent extraction processes in the Indian context for the recovery of base metals. A review. Hydrometallurgy 2010, 103, 45–53. [Google Scholar] [CrossRef]
- Xiao, J.; Zou, K.; Zhong, N.; Gao, D. Selective separation of iron and scandium from Bayer Sc-bearing red mud. J. Rare Earths 2022. [Google Scholar] [CrossRef]
- Jones, A.E.W.; Vasyukoy, O.V. The economic geology of scandium, the runt of the rare earth element litter. Econ. Geo. 2018, 113, 973–988. [Google Scholar] [CrossRef] [Green Version]
- Shaoquan, X.; Suqing, L. Review of the extractive metallurgy of scandium in China (1978–1991). Hydrometallurgy 1996, 42, 337–343. [Google Scholar] [CrossRef]
- Wang, L.; Wang, P.; Chen, W.Q.; Wang, Q.Q.; Lu, H.S. Environmental impacts of scandium oxide production from rare earths tailings of Bayan Obo Mine. J. Clean. Prod. 2020, 270, 122464. [Google Scholar] [CrossRef]
- Shimazaki, H.; Yang, Z.; Miyawaki, R.; Shigeoka, M. Scandium-Bearing minerals in the Bayan Obo Nb-REE-Fe deposit, inner Mongolia. China. Resour. Geol. 2007, 58, 80–86. [Google Scholar] [CrossRef]
- Chassé, M.; Griffin, W.L.; O’Reilly, S.Y.; Calas, G. Scandium speciation in a world-class lateritic deposit. Geochem. Perspect. Lett. 2017, 3, 105–114. [Google Scholar] [CrossRef] [Green Version]
- Kalashnikov, A.O.; Yakovenchuk, V.N.; Pakhomovsky, Y.A.; Bazai, A.V.; Sokharev, V.A.; Konopleva, N.G.; Mikhailova, J.A.; Goryainov, P.M.; Ivanyuk, G.Y. Scandium of the Kovdor baddeleyite–apatite–magnetite deposit (Murmansk Region, Russia): Mineralogy, spatial distribution, and potential resource. Ore Geol. Rev. 2016, 72, 532–537. [Google Scholar] [CrossRef]
- Lapin, A.V.; Tolstov, A.V.; Kulikova, I.M. Distribution of REE, Y, Sc, and Th in the Unique Complex Rare-Metal Ores of the Tomtor Deposit. Geochem. Int. 2016, 54, 1067–1078. [Google Scholar] [CrossRef]
- Kuzmin, V.I.; Flett, D.S.; Kuzmina, V.N.; Zhizhaev, A.M.; Gudkova, N.V.; Kuzmin, D.V.; Mulagaleeva, M.A.; Tolstov, A.V.; Logutenko, O.A. The composition, chemical properties, and processing of the unique niobium–rare earth ores of the Tomtor deposit. Chem. Pap. 2019, 73, 1437–1446. [Google Scholar] [CrossRef]
- Neumann, R.; Medeiros, E.B. Comprehensive mineralogical and technological characterisation of the Araxá (SE Brazil) complex REE (Nb-P) ore, and the fate of its processing. Int. J. Miner. Process. 2015, 144, 1–10. [Google Scholar] [CrossRef]
- Geneyton, A.; Filippov, L.O.; Heinig, T.; Buaron, N.; Menad, N.E. Towards the efficient flotation of monazite from silicate-rich tailings with fatty acids collectors using a lanthanum salt as a selective phosphate activator. Miner. Eng. 2021, 160, 106704. [Google Scholar] [CrossRef]
- Kursun, I.; Terzi, M.; Ozdemir, O. Determination of surface chemistry and flotation properties of rare earth mineral allanite. Miner. Eng. 2019, 132, 113–120. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, T.; Lyu, G.; Guo, F.; Zhang, W.; Zhang, Y. Recovery of alkali and alumina from bauxite residue (red mud) and complete reuse of the treated residue. J. Clean. Prod. 2018, 188, 456–465. [Google Scholar] [CrossRef]
- Binnemans, K.; Pontikes, Y.; Jones, P.T.; Gerven, T.V.; Blanpain, B. Recovery of rare earths from industrial waste residues: A concise review. In Proceedings of the 3rd International Slag Valorisation Symposium Leuven, Leuven, Belgium, 19–20 March 2013; pp. 191–205. [Google Scholar]
- Rivera, R.M.; Ulenaers, B.; Ounoughene, G.; Binnemans, K.; Gervena, T.V. Extraction of rare earths from bauxite residue (red mud) by dry digestion followed by water leaching. Miner. Eng. 2018, 119, 82–92. [Google Scholar] [CrossRef]
- Anawati, J.; Azimi, G. Recovery of scandium from Canadian bauxite residue utilizing acid baking followed by water leaching. Waste Manag. 2019, 95, 549–559. [Google Scholar] [CrossRef] [PubMed]
- Roosen, J.; Roosendael, S.V.; Borra, C.R.; Gerven, T.V.; Mullens, S.; Binnemans, K. Recovery of scandium from leachates of Greek bauxite residue by adsorption on functionalized chitosan–silica hybrid materials. Green Chem. 2016, 18, 2005–2013. [Google Scholar] [CrossRef]
- Li, G.; Ye, Q.; Deng, B.; Luo, J.; Rao, M.; Peng, Z.; Jiang, T. Extraction of Scandium from Scandium-rich Material Derived from Bauxite Ore Residues. Hydrometallurgy 2018, 176, 62–68. [Google Scholar] [CrossRef]
- Gentzmann, M.C.; Schraut, K.; Vogel, C.; Gabler, H.E.; Huthwelkerf, T.; Adam, C. Investigation of scandium in bauxite residues of different origin. Appl. Geochem. 2021, 126, 104898. [Google Scholar] [CrossRef]
- Taggart, R.K.; Hower, J.C.; Dwyer, G.S.; Hsu-Kim, H. Trends in the rare earth element content of US-based coal combustion fly ashes. Environ. Sci. Technol. 2016, 50, 5919–5926. [Google Scholar] [CrossRef]
- Zhang, W.; Honaker, R. Characterization and recovery of rare earth elements and other critical metals (Co, Cr, Li, Mn, Sr, and V) from the calcination products of a coal refuse sample. Fuel 2020, 267, 117236. [Google Scholar] [CrossRef]
- Hussain, R.; Luo, K. Geochemical evaluation of enrichment of rare-earth and critical elements in coal wastes from Jurassic and Permo-Carboniferous coals in Ordos Basin, China. Nat. Resour. Res. 2020, 29, 1731–1754. [Google Scholar] [CrossRef]
- Lefticariu, L.; Klitzing, K.L.; Kolker, A. Rare Earth Elements and Yttrium (REY) in coal mine drainage from the Illinois Basin, USA. Int. J. Coal Geol. 2020, 217, 103327. [Google Scholar] [CrossRef]
- Honaker, R.Q.; Groppo, J.; Yoon, R.H.; Luttrell, G.H.; Noble, A.; Herbst, J. Process evaluation and flowsheet development for the recovery of rare earth elements from coal and associated byproducts. Miner. Metall. Process. 2017, 34, 107–115. [Google Scholar] [CrossRef]
- Honaker, R.Q.; Zhang, W.; Werner, J. Acid leaching of rare earth elements from coal and coal ash: Implications for using fluidized bed combustion to assist in the recovery of critical materials. Energy Fuels 2019, 33, 5971–5980. [Google Scholar] [CrossRef]
- Kermer, R.; Hedrich, S.; Bellenberg, S.; Brett, B.; Schrader, D.; Schoenherr, P. Lignite ash: Waste material or potential resource-Investigation of metal recovery and utilization options. Hydrometallurgy 2017, 168, 141–152. [Google Scholar] [CrossRef]
- McGill, I. Rare Earth Elements. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH & Co. KgaA: Weineim, Germany, 2000. [Google Scholar]
- Liu, Y.; Naidu, R. Hidden values in bauxite residue (Red Mud): Recovery of metals. Waste Manag. 2014, 34, 2662–2673. [Google Scholar] [CrossRef] [PubMed]
- Anon, World uranium mining. In Report of World Nuclear Association; World Nuclear Association: London, UK, 2010.
- Deschamps, Y. Scandium; Report of BRGM (In French). BRGM: Orleans, France.
- Remmen, K.; Schafer, R.; Hedwig, S.; Wintgens, T.; Wessling, M.; Lenz, M. Layer-by-layer membrane modification allows scandium recovery by nanofiltration. Environ. Sci. Water Res. Technol. 2019, 5, 1683–1688. [Google Scholar] [CrossRef]
- Nie, H.; Wang, Y.; Wang, Y.; Zhao, Z.; Dong, Y.; Sun, X. Recovery of scandium from leaching solutions of tungsten residue using solvent extraction with Cyanex 572. Hydrometallurgy 2018, 175, 117–123. [Google Scholar] [CrossRef]
- Aiglsperger, T.; Proenza, J.A.; Lewis, J.F.; Labrador, M.; Svojtka, M.; Rojas-Puron, A.; Ďurišová, J. Critical metals (REE, Sc, PGE) in Ni laterites from Cuba and the Dominican Republic. Ore Geol. Rev. 2016, 73, 127–147. [Google Scholar] [CrossRef]
- Royset, J.; Ryum, N. Scandium in aluminium alloys. Int. Mater. Rev. 2005, 50, 19–44. [Google Scholar] [CrossRef]
- Lash, L.D.; Ross, J.R. Scandium recovery from uranium solutions. JOM 1961, 13, 555–558. [Google Scholar] [CrossRef]
- US Geological Survey Report 2022; US Geological Survey: Reston, VA, USA, 2022.
- Lei, Q.; He, D.; Zhou, K.; Zhang, X.; Peng, C.; Chen, W. Separation and recovery of scandium and titanium from red mud leaching liquor through a neutralization precipitation-acid leaching approach. J. Rare Earths 2020, 39, 1126–1132. [Google Scholar] [CrossRef]
- Wei, D.; Hui, X.J.; Yang, P.; Yue, S.S.; Tao, C.; Kai, Z.; Zhen, W. Extraction of Scandium and Iron from Red Mud. Miner. Process. Extr. Metall. Rev. 2022, 43, 61–68. [Google Scholar] [CrossRef]
- Ochsenkuhn-Petropulu, M.T.; Hatzilyberis, K.S.; Mendrinos, L.N.; Salmas, C.E. Pilot-Plant Investigation of the Leaching Process for the Recovery of Scandium from Red Mud. Ind. Eng. Chem. Res. 2002, 41, 5794–5801. [Google Scholar] [CrossRef]
- Rivera, R.M.; Xakalashe, B.; Ounoughene, G.; Binnemans, K.; Friedrich, B.; Van Gerven, T. Selective rare earth element extraction using high-pressure acid leaching of slags arising from the smelting of bauxite residue. Hydrometallurgy 2019, 184, 162–174. [Google Scholar] [CrossRef]
- Bonomi, C.; Alexandri, A.; Vind, J.; Panagiotopoulou, A.; Tsakiridis, P.; Panias, P. Scandium and titanium recovery from bauxite residue by direct leaching with a brønsted acidic ionic liquid. Metals 2018, 8, 834. [Google Scholar] [CrossRef] [Green Version]
- Alkan, G.; Yagmurlu, B.; Cakmakoglu, S.; Hertel, T.; Kaya, Ş.; Gronen, L.; Friedrich, B. Novel approach for enhanced scandium and titanium leaching efficiency from bauxite residue with suppressed silica gel formation. Sci. Rep. 2018, 8, 5676. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhou, K.; Teng, C.; Zhang, X.; Peng, C.; Chen, W. Enhanced Selective Leaching of Scandium from Red Mud. Hydrometallurgy 2018, 182, 57–63. [Google Scholar] [CrossRef]
- Rychkow, V.; Botalov, M.; Kirrillov, E.; Smyshlyaev, V. Intensification of carbonate scandium leaching from red mud (bauxite residue). Hydrometallurgy 2021, 199, 105524. [Google Scholar] [CrossRef]
- Hatzilyberis, K.; Lymperopoulou, T.; Tsakanika, L.; Ochsenkuhn, K. Process design aspects for scandium-selective leaching of bauxite residue with sulphuric acid. Minerals 2018, 8, 79. [Google Scholar] [CrossRef] [Green Version]
- Stepanova, S.I.; Boyarintseva, A.V.; Giganova, V.G. Use of Machining to Increase the Recovery of Scandium from Refractory Silicate Raw Material. Theor. Found. Chem. Eng. 2018, 52, 898–902. [Google Scholar] [CrossRef]
- Zhang, X.; Zhou, K.; Wu, Y.; Chen, W. Separation and recovery of iron and scandium from acid leaching solution of red mud using D201 resin. J. Rare Earths 2020, 38, 1322–1329. [Google Scholar] [CrossRef]
- Kim, A.; Azimi, G. Recovery of scandium and neodymium from blast furnace slag using acid baking–water leaching. RSC Adv. 2020, 10, 31936. [Google Scholar] [CrossRef]
- Zhang, B.; Xue, X.; Yang, H. A novel process for recovery of scandium, rare earth and niobium from Bayan Obo tailings: NaCl-Ca(OH)2-coal roasting and acid leaching. Miner. Eng. 2022, 178, 107401. [Google Scholar] [CrossRef]
- Li, S.C.; Kim, S.C.; Kang, C.S. Recovery of scandium from KOH sub-molten salt leaching cake of fergusonite. Miner. Eng. 2019, 137, 200–206. [Google Scholar] [CrossRef]
- Rulkens, W.H.; Grotenhuis, J.T.C.; Tichy, R. Methods for cleaning contaminated soils and sediments. In Heavy Metals; Springer: Berlin/Heidelberg, Germany, 1995; pp. 165–191. [Google Scholar]
- Krebs, W.; Brombacher, C.; Bosshard, P.P.; Bachofen, R.; Brandl, H. Microbial recovery of metals from solids. FEMS Microbiol. Rev. 1997, 20, 605–617. [Google Scholar] [CrossRef]
- Bosshard, P.P.; Bachofen, R.; Brandl, H. Metal leaching of fly ash from municipal waste incineration by Aspergillus niger. Environ. Sci. Technol. 1996, 30, 3066–3070. [Google Scholar] [CrossRef]
- Aquino, L.; Morgana, M.; Carboni, M.A.; Staiano, M.; Antisari, M.V. Effect of some rare earth elements on the growth and lanthanide accumulation in different Trichoderma strains. Soil Biol. Biochem. 2009, 41, 2406–2413. [Google Scholar] [CrossRef]
- Gonzalez-Baez, A.; Pantoja Munoz, L.; Garelick, H.; Purchase, D. Characterisation of rare earth elements in waste printed circuit boards (WPCBs) and their bioleaching potential. In Proceedings of the 16th International Conference on Environmental Science and Technology, Rhodes, Greece, 4–7 September 2019; pp. 4–7. [Google Scholar]
- Qu, Y.; Lian, B. Bioleaching of rare earth and radioactive elements from red mud using Penicillium tricolor RM-10. Bioresour. Technol. 2013, 136, 16–23. [Google Scholar] [CrossRef]
- Hedrich, S.; Schippers, A. Distribution of scandium in red mud and extraction using Gluconobacter oxydans. Hydrometallurgy 2021, 202, 105621. [Google Scholar]
- Park, S.; Liang, Y. Bioleaching of trace elements and rare earth elements from coal fly ash. Int. J. Coal Sci. Technol. 2019, 6, 74–83. [Google Scholar] [CrossRef] [Green Version]
- Muravyov, M.I.; Bulaev, A.G.; Melamud, V.S.; Kondrateva, T.F. Leaching of rare earth elements from coal ashes using acidophilic chemolithotrophic microbial communities. Microbiology 2015, 84, 194–201. [Google Scholar] [CrossRef]
- Qu, Y.; Li, H.; Wang, X.; Tian, W.; Shi, B.; Yao, M.; Zhang, Y. Bioleaching of Major, Rare Earth, and Radioactive Elements from Red Mud by using Indigenous Chemoheterotrophic Bacterium Acetobacter sp. Minerals 2019, 9, 67. [Google Scholar] [CrossRef] [Green Version]
- Pedram, H.; Hosseini, M.R.; Bahrami, A. Utilization of A. niger strains isolated from pistachio husk and grape skin in the bioleaching of valuable elements from red mud. Hydrometallurgy 2020, 198, 105495. [Google Scholar] [CrossRef]
- Kiskira, K.; Lymperopoulou, T.; Tsakanika, L.A.; Pavlopoulos, C.; Papadopoulou, K.; Ochsenkühn, K.M.; Ochsenkühn-Petropoulou, M. Study of microbial cultures for the bioleaching of scandium from alumina industry by-products. Metals 2021, 11, 951. [Google Scholar] [CrossRef]
- Salman, A.D.; Juzsakova, T.; Mohsen, S.; Abdullah, T.A.; Le, P.C.; Sebestyen, V.; Sluser, B.; Cretescu, I. Scandium Recovery Methods from Mining, Metallurgical Extractive Industries, and Industrial Wastes. Materials 2022, 15, 2376. [Google Scholar] [CrossRef] [PubMed]
- Liu, C.; Chen, L.; Chen, J.; Zou, D.; Deng, Y.; Li, D. Application of P507 and isooctanol extraction system in recovery of scandium from simulated red mud leach solution. J. Rare Earths 2019, 37, 1002–1008. [Google Scholar] [CrossRef]
- Onghena, B.; Borra, C.R.; Gerven, T.; Binnemans, K. Recovery of scandium from sulfation-roasted leachates of bauxite residue by solvent extraction with the ionic liquid betainium bis (trifluoromethylsulfonyl) imide. Sep. Purif. Technol. 2017, 176, 208–219. [Google Scholar] [CrossRef]
- Hu, J.; Zou, D.; Chen, J.; Li, D. A novel synergistic extraction system for the recovery of scandium (III) by Cyanex 272 and Cyanex 923 in sulfuric acid medium. Sep. Purif. Technol. 2020, 233, 115977. [Google Scholar] [CrossRef]
- Liu, Z.; Li, H.; Jing, Q.; Zhang, M. Recovery of Scandium from Leachate of Sulfation-Roasted Bayer Red Mud by Liquid–Liquid Extraction. JOM 2017, 69, 2373–2377. [Google Scholar] [CrossRef]
- Onghena, B.; Binnemans, K. Recovery of scandium(III) from aqueous solutions by solvent extraction with the functionalized ionic liquid betainium bis(trifluoromethylsulfonyl)imide. Ind. Eng. Chem. Res. 2015, 54, 1887–1898. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Pranolo, Y.; Cheng, C.Y. Recovery of scandium from synthetic red mud leach solutions by solvent extraction with D2EHPA. Sep. Purif. Technol. 2013, 108, 96–102. [Google Scholar] [CrossRef]
- Zhou, J.; Yu, Q.; Huang, Y.; Meng, J.; Chen, Y.; Ning, S.; Wang, X.; Liang, J. Recovery of scandium from white waste acid generated from the titanium sulphate process using solvent extraction with TRPO. Hydrometallurgy 2020, 195, 105398. [Google Scholar] [CrossRef]
- Zhu, X.; Li, W.; Xing, B.; Zhang, Y. Extraction of scandium from red mud by acid leaching with CaF2 andsolvent extraction with P507. J. Rare Earths 2020, 38, 1003–1008. [Google Scholar] [CrossRef]
- Zou, D.; Li, H.; Chen, J.; Li, D. Recovery of scandium from spent sulfuric acid solution in titanium dioxide production using synergistic solvent extraction with D2EHPA and primary amine N1923. Hydrometallurgy 2020, 197, 105463. [Google Scholar] [CrossRef]
- Turanov, A.N.; Karandashev, V.K.; Sukhinina, N.S.; Masalov, V.M.; Emelchenko, G.A. Adsorption of lanthanides and scandium ions by silica sol-gel material doped with novel bifunctional ionic liquid, trioctylmethylammonium 1-phenyl-3-methyl-4-benzoyl-5-onate. J. Environ. Chem. Eng. 2016, 4, 3788–3796. [Google Scholar] [CrossRef]
- Salman, A.D.; Juzsakova, T.; Ákos, R.; Ibrahim, R.I.; Al-Mayyahi, M.A.; Mohsen, S.; Domokos, E. Synthesis and surface modification of magnetic Fe3O4@ SiO2 core-shell nanoparticles and its application in uptake of scandium (III) ions from aqueous media. Environ. Sci. Pollut. Res. Int. 2021, 28, 28428–28443. [Google Scholar] [CrossRef] [PubMed]
- Avdibegović, D.; Zhang, W.; Xu, J.; Regadío, M.; Koivula, R.; Binnemans, K. Selective ion-exchange separation of scandium (III) over iron (III) by crystalline α-zirconium phosphate platelets under acidic conditions. Sep. Purif. Technol. 2019, 215, 81–90. [Google Scholar] [CrossRef]
- Walter, R.I. Anion exchange studies of Sc (III) and V (IV). Separation of scandium, titanium and vanadium. J. Inorg. Nucl. Chem. 1958, 6, 58–62. [Google Scholar] [CrossRef]
- Hamaguchi, H.; Kuroda, R.; Aoki, K.; Sugisita, R.; Onuma, N. Cation-exchange separation of scandium. Talanta 1963, 10, 153–162. [Google Scholar] [CrossRef]
- Strelow, F.W.E.; Bothma, C.J.C. Separation of Scandium from Yttrium, Lanthanum, and the Rare Earths by Cation Exchange Chromatography. Anal. Chem. 1964, 36, 1217–1220. [Google Scholar] [CrossRef]
- Orlandini, K.A.; Korkisch, J. Cation-Exchange Separation of Scandium from the Rare-Earth Elements. Sep. Sci. Technol. 1968, 3, 255–263. [Google Scholar] [CrossRef]
- Molchanova, T.V.; Akimova, I.D.; Tatarnikov, A.V. Ion-Exchange Methods of Scandium Recovery from the Ores of the Tomtor Deposit. In Russian Metallurgy (Metally); Springer: Berlin/Heidelberg, Germany, 2019; pp. 674–679. [Google Scholar]
- Zhu, X.; Li, W.; Tang, S.; Zeng, M.; Bai, P.; Chen, L. Selective recovery of vanadium and scandium by ion exchange with D201 and solvent extraction using P507 from hydrochloric acid leaching solution of red mud. Chemosphere 2017, 175, 365–372. [Google Scholar] [CrossRef]
- Hajmohammadi, H.; Jafari, A.H.; Nasab, M.E. Scandium recovery from raffinate copper leach solution as potential new source with ion exchange method. Trans. Nonferrous Metal. Soc. China 2020, 30, 3103–3113. [Google Scholar] [CrossRef]
- Faris, J.P.; Warton, J.W. Anion Exchange Resin Separation of the Rare Earths, Yttrium, and Scandium in Nitric Acid-Methanol Mixtures. Anal. Chem. 1962, 34, 1077–1080. [Google Scholar] [CrossRef]
- Swain, K.K.; Kayasth, S. High purity scandium and ion-exchangers: Application in neutron activation analysis. J. Radioanal. Nucl. Chem. 2004, 260, 595–599. [Google Scholar] [CrossRef]
- Smirnov, A.L.; Titova, S.M.; Rychkov, V.N.; Bunkov, G.M.; Semenishchev, V.S.; Kirillov, E.V.; Svirsky, I.A. Study of scandium and thorium sorption from uranium leach liquors. J. Radioanal. Nucl. Chem. 2017, 312, 277–283. [Google Scholar] [CrossRef]
- Smirnov, D.I.; Molchanova, T.V. The investigation of sulphuric acid sorption recovery of scandium and uranium from the red mud of alumina production. Hydrometallurgy 1997, 45, 249–259. [Google Scholar] [CrossRef]
- Zhou, G.; Li, Q.; Sun, P.; Guan, W.; Zhang, G.; Cao, Z.; Zeng, L. Removal of impurities from scandium chloride solution using 732-type resin. J. Rare Earths 2018, 36, 311–316. [Google Scholar] [CrossRef]
- Yu, Q.; Ning, S.; Zhang, W.; Wang, X.; Wei, Y. Recovery of scandium from sulfuric acid solution with a macro porous TRPO/SiO2-P adsorbent. Hydrometallurgy 2018, 181, 74–81. [Google Scholar] [CrossRef]
- Thapa, R. Recovery of Scandium and Uranium with Bisphosphonate Modified Mesoporous Silicon. Ph.D. Thesis, Itä-Suomen yliopisto, Kuopio, Finland, 2021. [Google Scholar]
- Bao, S.; Hawker, W.; Vaughan, J. Scandium loading on chelating and solvent impregnated resin from sulfate solution. Solvent Extr. Ion Exch. 2018, 36, 100–113. [Google Scholar] [CrossRef]
- Mostajeran, M.; Bondy, J.M.; Reynier, N.; Cameron, R. Mining value from waste: Scandium and rare earth elements selective recovery from coal fly ash leach solutions. Miner. Eng. 2021, 173, 107091. [Google Scholar] [CrossRef]
- Turanov, A.N.; Karandashev, V.K.; Bondarenko, N.A. Extraction of rare-earth, yttrium, and scandium perchlorates by podands bearing diphenylphosphorylacetamide terminal groups. Russ. J. Inorg. Chem. 2008, 53, 1801–1808. [Google Scholar] [CrossRef]
- Madrid, J.F.; Barba, B.J.D.; Pomicpic, J.C.; Cabalar, P.J.E. Immobilization of an organophosphorus compound on polypropylene-g-poly (glycidyl methacrylate) polymer support and its application in scandium recovery. J. Appl. Polym. Sci. 2022, 139, 51597. [Google Scholar] [CrossRef]
- Sharaf, M.; Yoshida, W.; Kubota, F.; Goto, M. A novel binary-extractant-impregnated resin for selective recovery of scandium. J. Chem. Eng. Jpn. 2019, 52, 49–55. [Google Scholar] [CrossRef]
- Moon, J.Y. Separation and Recovery of Rare Metals by Solvent Impregnated Resin. Solvent Extr. Res. Dev. Jpn. 2020, 27, 91–97. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, Y.; Chen, J.; Liu, W. Extraction of scandium (III) using ionic liquids functionalized solvent impregnated resins. J. Appl. Polym. Sci. 2011, 120, 3284–3290. [Google Scholar] [CrossRef]
- Korovin, V.; Shestak, Y. Scandium extraction from hydrochloric acid media by Levextrel-type resins containing di-isooctyl methyl phosphonate. Hydrometallurgy 2009, 95, 346–349. [Google Scholar] [CrossRef]
- Giese, E.C. Biosorption as green technology for the recovery and separation of rare earth elements. World J. Microbiol. Biotechnol. 2020, 36, 52. [Google Scholar] [CrossRef]
- Dong, Z.; Mattocks, J.A.; Deblonde, G.J.P.; Hu, D.; Jiao, Y.; Cotruvo, J.A., Jr.; Park, D.M. Bridging hydrometallurgy and biochemistry: A protein-based process for recovery and separation of rare earth elements. ACS Cent. Sci. 2021, 7, 1798–1808. [Google Scholar] [CrossRef]
- Hamza, M.F.; Wei, Y.; Guibal, E. Quaternization of algal/PEI beads (a new sorbent): Characterization and application to scandium sorption from aqueous solutions. J. Chem. Eng. 2020, 383, 123210. [Google Scholar] [CrossRef]
- Hamza, M.F.; Salih, K.A.; Adel, A.H.; Zayed, Y.E.; Wei, Y.; Liang, J.; Guibal, E. Sulfonic-functionalized algal/PEI beads for scandium, cerium and holmium sorption from aqueous solutions (synthetic and industrial samples). J. Chem. Eng. 2021, 403, 126399. [Google Scholar] [CrossRef]
- Ramasamy, D.L.; Porada, S.; Sillanpää, M. Marine algae: A promising resource for the selective recovery of scandium and rare earth elements from aqueous systems. J. Chem. Eng. 2019, 371, 759–768. [Google Scholar] [CrossRef]
- Karavaiko, G.I.; Kareva, A.S.; Avakian, Z.A.; Zakharova, V.I.; Korenevsky, A.A. Biosorption of scandium and yttrium from solutions. Biotechnol. Lett. 1996, 18, 1291–1296. [Google Scholar] [CrossRef]
- Van Nguyen, N.; Iizuka, A.; Shibata, E.; Nakamura, T. Study of adsorption behavior of a new synthesized resin containing glycol amic acid group for separation of scandium from aqueous solutions. Hydrometallurgy 2016, 165, 51–56. [Google Scholar] [CrossRef]
- Komnitsas, K.; Zaharaki, D.; Bartzas, G.; Alevizos, G. Adsorption of scandium and neodymium on biochar derived after low-temperature pyrolysis of sawdust. Minerals 2017, 7, 200. [Google Scholar] [CrossRef] [Green Version]
- Avdibegović, D.; Regadío, M.; Binnemans, K. Recovery of scandium (III) from diluted aqueous solutions by a supported ionic liquid phase (SILP). RSC Adv. 2017, 7, 49664–49674. [Google Scholar] [CrossRef] [Green Version]
- Molchanova, T.V.; Akimova, I.D.; Smirnov, K.M.; Krylova, O.K.; Zharova, E.V. Hydrometallurgical methods of recovery of scandium from the wastes of various technologies. Russ. Metall. 2017, 3, 170–174. [Google Scholar] [CrossRef]
- Zhang, W.; Yu, S.; Zhang, S.; Zhou, J.; Ning, S.; Wang, X.; Wei, Y. Separation of scandium from the other rare earth elements with a novel macro-porous silica-polymer based adsorbent HDEHP/SiO2-P. Hydrometallurgy 2019, 185, 117–124. [Google Scholar] [CrossRef]
- Wasikiewicz, J.M.; Nagasawa, N.; Tamada, M.; Mitomo, H.; Yoshii, F. Adsorption of metal ions by carboxymethylchitin and carboxymethylchitosan hydrogels. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2005, 236, 617–623. [Google Scholar] [CrossRef]
- Qiu, H.; Wang, M.; Xie, Y.; Song, J.; Huang, T.; Li, X.M.; He, T. From trace to pure: Recovery of scandium from the waste acid of titanium pigment production by solvent extraction. Process Saf. Environ. Prot. 2019, 121, 118–124. [Google Scholar] [CrossRef]
- Zimmermann, Y.S.; Niewersch, C.; Lenz, M.; Kul, Z.Z.; Corvini, P.F.X.; Schaffer, A.; Wintgens, T. Recycling of indium from CIGS photovoltaic cells: Potential of combining acid-resistant nanofiltration with liquid–liquid extraction. Environ. Sci. Technol. 2014, 48, 13412–134128. [Google Scholar] [CrossRef]
- Keskin, B.; Gokoglu, B.Z.; Koyuncu, I. Polymer inclusion membrane applications for transport of metal ions: A critical review. Chemosphere 2021, 279, 130604. [Google Scholar] [CrossRef]
- Sharaf, M.; Yoshida, W.; Kubota, F.; Kolev, S.D.; Goto, M. A polymer inclusion membrane composed of the binary carrier PC-88A and Versatic 10 for the selective separation and recovery of Sc. RSC Adv. 2018, 8, 8631–8637. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yoshida, W.; Baba, Y.; Kubota, Y.; Kolev, S.D.; Goto, M. Selective transport of scandium(III) across polymer inclusion membranes with improved stability which contain an amic acid carrier. J. Membr. Sci. 2019, 572, 291–299. [Google Scholar] [CrossRef]
- Yoshida, W.; Kubota, F.; Baba, Y.; Kolev, S.D.; Goto, M. Separation and recovery of Scandium from sulfate media by solvent extraction and polymer inclusion membranes with Amic acid extractants. ACS Omega 2019, 4, 21122–21130. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sokolova, Y.V.; Cherepanin, R.N. Preparation and examination of the properties of complex scandium fluorides. Russ. J. Appl. Chem. 2011, 84, 1319. [Google Scholar] [CrossRef]
- Yagmurlu, B.; Dittrich, D.; Friedrich, B. Effect of Aqueous Media on the Recovery of Scandium by Selective Precipitation. Metals 2018, 8, 314. [Google Scholar] [CrossRef] [Green Version]
- Yagmurlu, B.; Dittrich, C.; Friedrich, B. Precipitation Trends of Scandium in Synthetic Red Mud Solutions with Different Precipitation Agents. J. Sustain. Metall. 2017, 3, 90–98. [Google Scholar] [CrossRef]
- Peters, E.M.; Kaya, S.; Ditrrich, C.; Forsberg, K. Recovery of scandium by crystallization techniques. J. Sustain. Metall. 2019, 5, 49–56. [Google Scholar] [CrossRef] [Green Version]
- Peters, E.M.; Svard, M.; Forsberg, K. Phase equilibria of ammonium scandium fluoride phases in aqueous alcohol mixtures for metal recovery by anti-solvent crystallization. Sep. Purif. Technol. 2022, 252, 117449. [Google Scholar] [CrossRef]
- Akira, K.; Kosuke, M.; Hiromasa, Y. Processes for Recovering Scandium from Nickel-Containing Oxide Ore. European Patent EP0775753, 1999. [Google Scholar]
- Zhong, X. Technology of extracting scandium oxide by primary amine. Chin. J. Rare Met. 2002, 26, 527–529. [Google Scholar]
- Bourzac, K. Can the US rare earth industry rebound. Technol. Rev. 2010, 29, 139–166. [Google Scholar]
- Zaitsev, A.N.; Wall, F.; Chakhmouradian, A.R. Rare-earth elements minerals in carbonites of the Kola Alkaline province (northern Fennoscandia). In Proceedings of the 1st European Rare Earth Resources Conference, Milos, Greece, 4–7 September 2014; pp. 343–347. [Google Scholar]
- Shujing, Z.H. On problems in rare earth exports of China and countermeasures. Int. Bus. Manag. 2013, 6, 21–25. [Google Scholar]
- Sonich-Mullin, C.; Reisman, D.; Weber, R. Rare Earth Elements: A Review of Production, Processing, Recycling, and Associated Environmental Issues; United States Environmental Protection Agency: Washington, DC, USA, 2012.
- Liang, T.; Li, K.; Wang, L. State of rare earth elements in different environmental components in mining areas of China. Environ. Monit. Assess. 2014, 186, 1499–1513. [Google Scholar] [CrossRef] [PubMed]
- Hirano, S.; Suzuki, K.T. Exposure, metabolism, and toxicity of rare earths and related compounds. Environ. Health Perspect. 1996, 104, 85–95. [Google Scholar] [PubMed]
- Navarro, J.; Zhao, F. Life-cycle assessment of the production of rare-earth elements for energy applications: A review. Front. Energy Res. 2014, 2, 45. [Google Scholar] [CrossRef] [Green Version]
- Lizin, S.; Van Passel, S.; De Schepper, E.; Maes, W.; Lutsen, L.; Manca, J.; Vanderzande, D. Life cycle analyses of organic photovoltaics: A review. Energy Environ. Sci. 2013, 6, 3136–3149. [Google Scholar] [CrossRef]
- Vahidi, E.; Zhao, F. Environmental life cycle assessment on the separation of rare earth oxides through solvent extraction. J. Environ. Manag. 2017, 203, 255–263. [Google Scholar] [CrossRef] [PubMed]
- Kossakowska, K.; Grzesik, K. The significance of energy consumption in environmental impact of rare earth elements recovery from tailings and mining waste. In E3S Web of Conferences; EDP Sciences: Les Ulis, France, 2019; Volume 108, p. 02011. [Google Scholar]
- Joyce, P.J.; Björklund, A. Using life cycle thinking to assess the sustainability benefits of complex valorization pathways for bauxite residue. J. Sustain. Metall. 2019, 5, 69–84. [Google Scholar] [CrossRef] [Green Version]
- Jin, H.; Afiuny, P.; McIntyre, T.; Yih, Y.; Sutherland, J.W. Comparative life cycle assessment of NdFeB magnets: Virgin production versus magnet-to-magnet recycling. Procedia CIRP 2016, 48, 45–50. [Google Scholar] [CrossRef]


| S. No. | Mineral Ore | Scandium Content | References |
|---|---|---|---|
| 1. | Aegirine (Russia) | 105 ppm | [25] |
| 2. | Pegmatites | 1000 ppm | [25] |
| 3. | Aegirine (Bayan Obo) | 26–110 ppm | [28] |
| 4. | Lateritic deposits | 100–400 ppm | [29] |
| 5. | Baddeleyite–magnetite–apatite | 800 ppm | [30] |
| 6. | Araxa (SE Brazil) complex REE (Nb–P) ore | 219–322 ppm (Sc2O3) | [32,33] |
| 7. | Tomtor deposit | 570 ppm (Sc2O3) | [32,33] |
| 8. | REE–monazite | 15 ppm | [34] |
| 9. | REE–allanite | 24 ppm | [35] |
| S. No. | Country | Scandium Content | Reference |
|---|---|---|---|
| 1. | Jamaica | 550 ppm | [15] |
| 2. | Canada | 31,100 ppm | [39] |
| 3. | Greece | 20 ppm | [40] |
| 4. | China | 20–38 ppm | [41] |
| 5. | Russia | 70–120 ppm | [42] |
| 6. | Germany | 57 ppm | [42] |
| 7. | Hungary | 94 ppm | [42] |
| S. No. | Real Sample | Leaching System | Leaching Conditions | Leaching Rate of Scandium (%) | Reference |
|---|---|---|---|---|---|
| 1. | Scandium Rough Concentrate | HCl | s/l = 1/1.5, 60 °C, 90 min | 95.1 | [24] |
| 2. | Red Mud | HCl | 75 °C, 2 h | 99.97 | [60] |
| 3. | Red Mud | HCl | s/l = 1/10, 80 °C, 3 h | 83.9 | [61] |
| 4. | Bauxite Residue | H2SO4 | s/l = 1/5, 90 °C, 60 min. | 50 | [62] |
| 5. | Bauxite Residue | H2SO4 | s/l = 1/20, 25 °C, 24 h | 40 | [63] |
| 6. | Bauxite Residue | 1-ethyl-3methyl imidazolium hydrogen sulphate | s/l = 5% w/v, 200 °C, 12 h | 80 | [64] |
| 7. | Bauxite Residue | H2SO4 + H2O2 | s/l = 1/10, 90 °C, 30 min | 68 | [65] |
| 8. | Red Mud | HCl + H2O: Red mud: EDTA | 40 mL HCl, 10 g red mud, 2 g EDTA, 70 °C, 4 h | 79.6 | [66] |
| 9. | Bauxite Residue | CO2 + H2SO4 | s/l = 1/3, 30 °C, 6 h | 50 | [67] |
| 10. | Bauxite Residue | H2SO4 | s/l = 1/50, 80 °C, 60 min | 60 | [68] |
| 11. | Fe-Ti Residue | H2SO4 | s/l = 1/7, 95 °C, 5 h | 85–95 | [69] |
| 12. | REE Silicate | H2SO4 | s/l = 1/30, 200 °C, 15 h | - | [70] |
| 13. | Blast Furnace Slag | H2SO4 + H2O | 400 rpm, 200 °C, 10 min | 83 | [71] |
| 14. | Bayan Obo Tailings | H2SO4 | s/l = 1/4, 245 °C | 96 | [72] |
| 15. | Nb Ore Concentrate | HCl | s/l = 2.2, 100 °C | 97 | [73] |
| S. No | Sample | Leaching System | Leaching Conditions | Leaching Agents | Leaching Rate of Scandium (%) | Mechanism | Reference |
|---|---|---|---|---|---|---|---|
| 1. | Red Mud Indian and German | chemoorganotrophic microorganisms, Gluconobacter oxydans (DSMZ 46616) | 10% pulp density, 37 °C, was observed after 18–20 d, 120 rpm | gluconic acid | 83% and 94%, respectively | - | [80] |
| 2. | Red Mud | Penicillium tricolor (RM-10) | 10 days, 2% pulp density, one-step bioleaching | citric, oxalic, and gluconic acids | 70% | Detoxification | [79] |
| 3. | Residual Fly Ash | C. bombicola, C. curvatus, P. chrysosporium | Fly ash leached with supernatant 28 °C, 6 h, 50 rpm, 1% pulp density | - | 63, 48.5 and 52.1, respectively | - | [81] |
| 4. | Ash–Slag Waste | acidophilic chemolithotrophic microbial communities | 45 °C, 10 days, 10% pulp density, pH 2.0 by adding sulfuric acid | sulfuric acid | 52% | - | [82] |
| 5. | Red Mud | chemoheterotrophic bacteria, Acetobacter sp. | 30 °C, 120 rpm, 2% pulp density, one-step | succinic acid acetic acid, malic acid, oxalic acid, lactic acid | 52% | Acidolysis, complexolysis | [83] |
| 6. | Red Mud | fungal strain Aspergillus niger isolated from pistachio husk and grape skin | 30 °C, 150 rpm, 20 days, 3% pulp density | citric and oxalic acids | 29% and 38%, respectively | Detoxification and complexation by acidic metabolites | [84] |
| 7. | Bauxite Residue | Acetobacter tropicalis | one-step bioleaching process at 1% s/l, 30 °C, 120 rpm, 20 days | acetic, oxalic, and citric acids | 42% | Detoxification and complexation | [85] |
| S. No. | Starting Metals (mg/L) | Extractant | Aqueous Medium | Extraction Mechanism | Extracted Metal Ions | Comments | Reference |
|---|---|---|---|---|---|---|---|
| 1. | Sc (9.9), Th (8.9), Ti (30.7), Zr (1.3), Fe (13,091.4), Mn (9530.9), REs (40.5), Al (506.5), Ca (5591.9), Mg (221.1) | Cyanex 572 | HCl | M+3(aq) + 3HL(org) = ML3(org) + 3H+ | Sc, Th, Zr | Selective separation of Sc from Th and Zr; HCl as stripping agent | [55] |
| 2. | Sc (1.8 mol/kg) | [Hbet][ TF2N] | - | M+3 + 3[Hbet][TF2N](org) = [M(bet)3(TF2N]3(org) + 3H+ | Sc, Fe | Selective separation of Sc from Fe using scrubbing; HCl as stripping agent | [88] |
| 3. | Sc (139) | Cyanex 272+ Cyanex 923 | H2SO4 | Sc+3 + (HL)2(org) + B (org) = Sc(HL2)B(SO4)org + H+ | Sc | 98.79% Sc is recovered using oxalic acid as stripping agent | [89] |
| 4. | Sc (9), Fe (22), Al (203), Si (28), Na (5837), Ca (416) | P204 P507 Versatic 10 | H2SO4 | M+3 + 3(HA)2(org) = MA3.3HA(org) + 3H+ | Sc, Fe | P204 is a better extractant than P204 and Versatic acid 10; 97% recovery of Sc | [90] |
| 5. | Sc (23.6) | P507 + isooctanol | H2SO4 | Sc+3 + 3 (HA)2(org) = Sc(HA2)3(org) + 3H+ | Sc, Zr, Ti | SF(Sc/Zr) = 34, SF(Sc/Ti) = 494; 99% Sc is recovered using H2SO4 as stripping agent | [91] |
| 6. | Sc (4.33), Na (23,800), Fe (107), La (14.4), Ti (0.08), Ca (400Al (2510), Y (15.3), Ce (30.3), Nd (3.06), Dy (1.74) | [Hbet][ TF2N] | H2O | M+3 + 3[Hbet][TF2N](org) = [M(bet)3(TF2N]3(org) + 3H+ | Sc, Fe | Separation of Sc from Fe is achieved by reducing Fe; ascorbic acid as reducing agent; H2SO4 as stripping agent | [88] |
| 7. | Sc (5.53), Ca (611), Fe (1653), Ti (311), V (49.1), Cr (9.36), Zr (5.91), Ga (2.00) | D2EHPA + TBP | H2SO4 | - | Sc | D2EHPA is selective extractant for Sc; %E = 99%; TBP used as phase modifier; Sc is recovered as Sc(OH)3 using NaOH as stripping agent | [92] |
| 8. | Sc (365), Ti (579), Fe (6), Zr (53.9) | TRPO | H2SO4 + H2O2 | Sc+3(aq) + HSO4−(aq) + SO42−(aq) = HSc(SO4)2(aq) HSc(SO4)2(aq) + 2TRPO(org) = HSc(SO4)2.2TRPO(org) | Sc | H2O2 is added to prevent the extraction of Ti; 99.9% stripping Sc using oxalic acid; 95% Sc2O3 is recovered with 99.34% purity | [93] |
| 9. | Sc (17), Ti (3875), Fe (5562), Al (8431), Ca (29), Na (4824), Mg (1521) | P507 + TBP | H2SO4 + CaF2 | - | Sc | 99% pure Sc2O3 is recovered after stripping, precipitation and calcinations; phase modifier is required | [94] |
| 10. | Sc (23), Ti (2400), Fe (28,360), Mn (2400), Al (1030), Ca (1500), Mg (1900) | D2EHPA + N1923 | H2SO4 | Sc+3 + (HL)2(org) + [(RNH3)2(SO4)]2(org) + SO42− = Sc(HL2)[(RNH3)2(SO4)]2 (SO4)(org) + H+ | Sc, Ti | 90% Sc is stripped using HNO3; 80% Sc2O3 with 90% purity is obtained after precipitation and calcination | [95] |
| S. No | Sample | Process | Agent | Condition | Recovery Percentage | Reference |
|---|---|---|---|---|---|---|
| 1 | Uranium leachate | Multiple precipitation | HF Oxalic acid | - | 10% (99.5% purity) | [58] |
| 2 | Scandium and titanium | Neutralization precipitation | Ca(OH)2 | pH-2, 3.3 g/L titanium oxide | 96.75 | [60] |
| 3 | Red mud leachate | Dual-stage successive precipitation | Dibasic phosphate | - | ScPO4 | [65] |
| 4 | Synthetic scandium solution | - | sodium fluoride, ammonium hexafluoroscandate at molar ratios of F to Sc within 1–14 | - | ScF3, Na3ScF6, and Na(NH4)2ScF6 | [139] |
| 5 | H2SO4 leachate of bauxite | Triple-stage successive precipitation | NH4OH NH4OH (NH4)2HPO4 | pH-3.3–3.4 pH-3.6–3.7 pH-2.5–2.6 | 65% ScPO4 | [140] |
| 6 | Strip liquor containing 0.2 wt% Sc and minute impurities | Cooling crystallization Anti-solvent crystallization | - Ethanol | 1 °C Ethanol-to-strip liquor volumetric ratio of 0.8 | (NH4)3ScF6 < 50% 98% | [142] |
| 7 | Ammonium scandium hexafluoride from solvent extraction strip liquors | Anti-solvent crystallization | Ethanol | Solvent to anti-solvent volumetric ratio of 1:1 ethanol conc of 8.6 mol/L | 98% purities greater than 98.3% | [143] |
| 8 | Nickle leachate | Neutralization and sulfide precipitation | - | pH > 4 | - | [144] |
| 9 | Tungstenic slag | Extraction | H2SO4 | - | 94% ScCl3 | [145] |
| 10 | Tungsten slag | precipitation | Oxalic acid | - | 85.2% | [146] |
| S. No. | Country | Name of Project | Primary Resource | Status |
|---|---|---|---|---|
| 1. | Australia | Nyngan scandium project | Typical tertiary laterite composed of limonites and saprolites | The feasibility study concludes that the project has the potential to produce an average of 37,690 kg of scandium oxide per year, at grades of 98.0–99.9% |
| 2. | Nebraska, US | EIK Creek Niobium project | Carbonatite rocks | The mine is expected to produce 168,861 t of niobium in the form of ferroniobium, 3410 t of scandium oxide and 415,841 t of titanium dioxide over its operating life of 36 years |
| 3. | New South Wales, Australia | Owendale scandium project | Platina resources | Stage one will produce 20 tons per annum (tpa) of scandium oxide during the initial five years of operation, while stage two will double the annual production capacity to 40 t with the processing plant upgrade |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghosh, A.; Dhiman, S.; Gupta, A.; Jain, R. Process Evaluation of Scandium Production and Its Environmental Impact. Environments 2023, 10, 8. https://doi.org/10.3390/environments10010008
Ghosh A, Dhiman S, Gupta A, Jain R. Process Evaluation of Scandium Production and Its Environmental Impact. Environments. 2023; 10(1):8. https://doi.org/10.3390/environments10010008
Chicago/Turabian StyleGhosh, Aratrika, Soniya Dhiman, Anirudh Gupta, and Rohan Jain. 2023. "Process Evaluation of Scandium Production and Its Environmental Impact" Environments 10, no. 1: 8. https://doi.org/10.3390/environments10010008
APA StyleGhosh, A., Dhiman, S., Gupta, A., & Jain, R. (2023). Process Evaluation of Scandium Production and Its Environmental Impact. Environments, 10(1), 8. https://doi.org/10.3390/environments10010008