Description of a Decentralized Small Scale Digester for Treating Organic Wastes

 ,
,  , ,
, ,
Abstract
:
1. Introduction
2. Materials and Methods
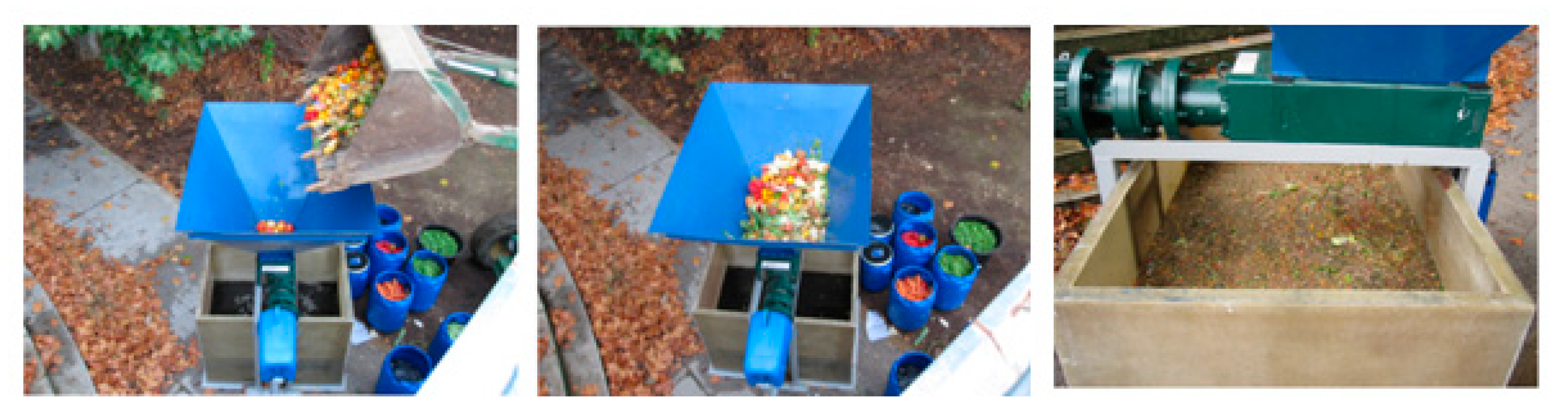
2.1. Pretreatment Unit
2.2. Anaerobic Reactor
2.3. Auxiliary Tank
2.4. Digestate Storage Tank
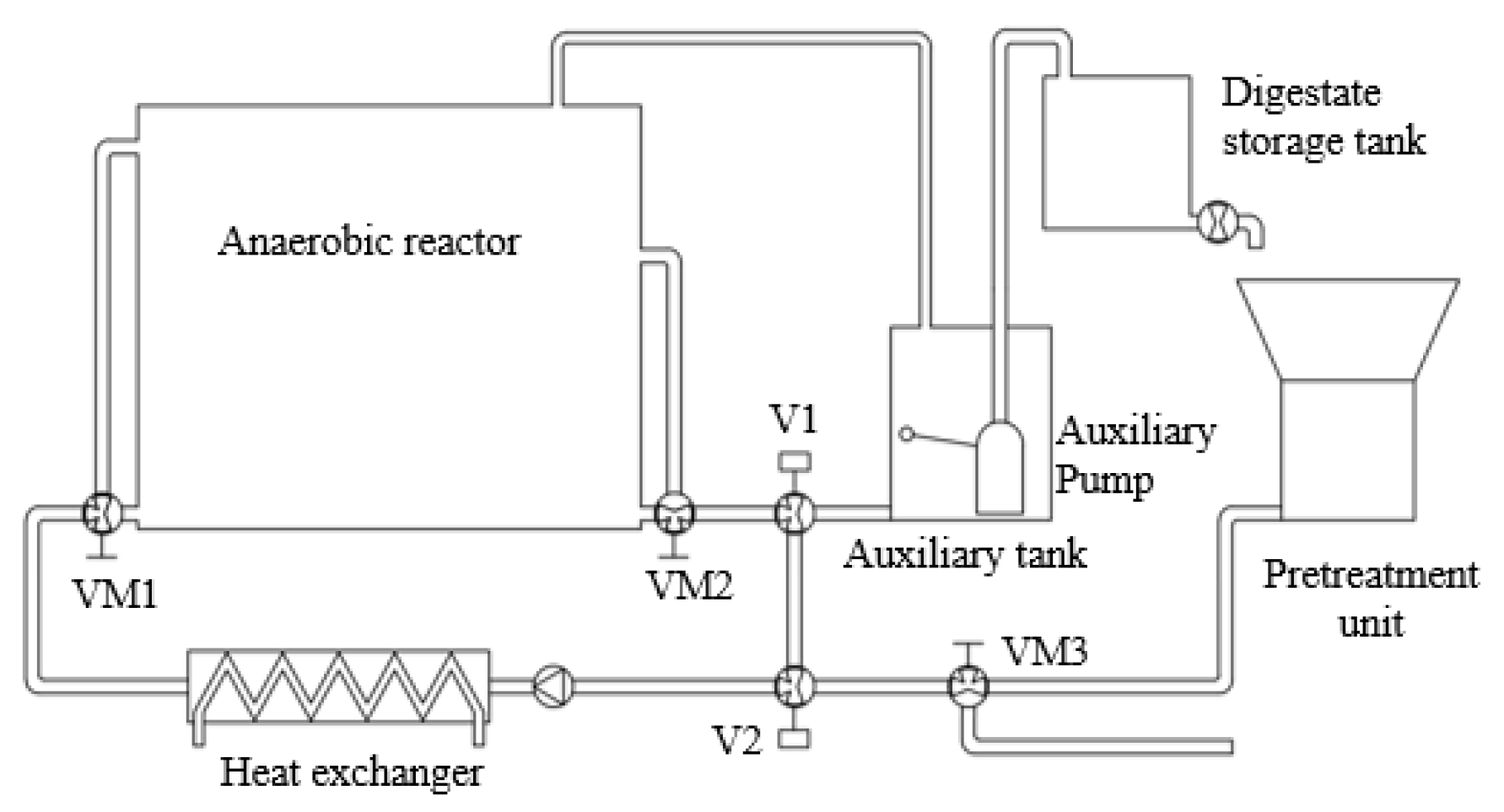
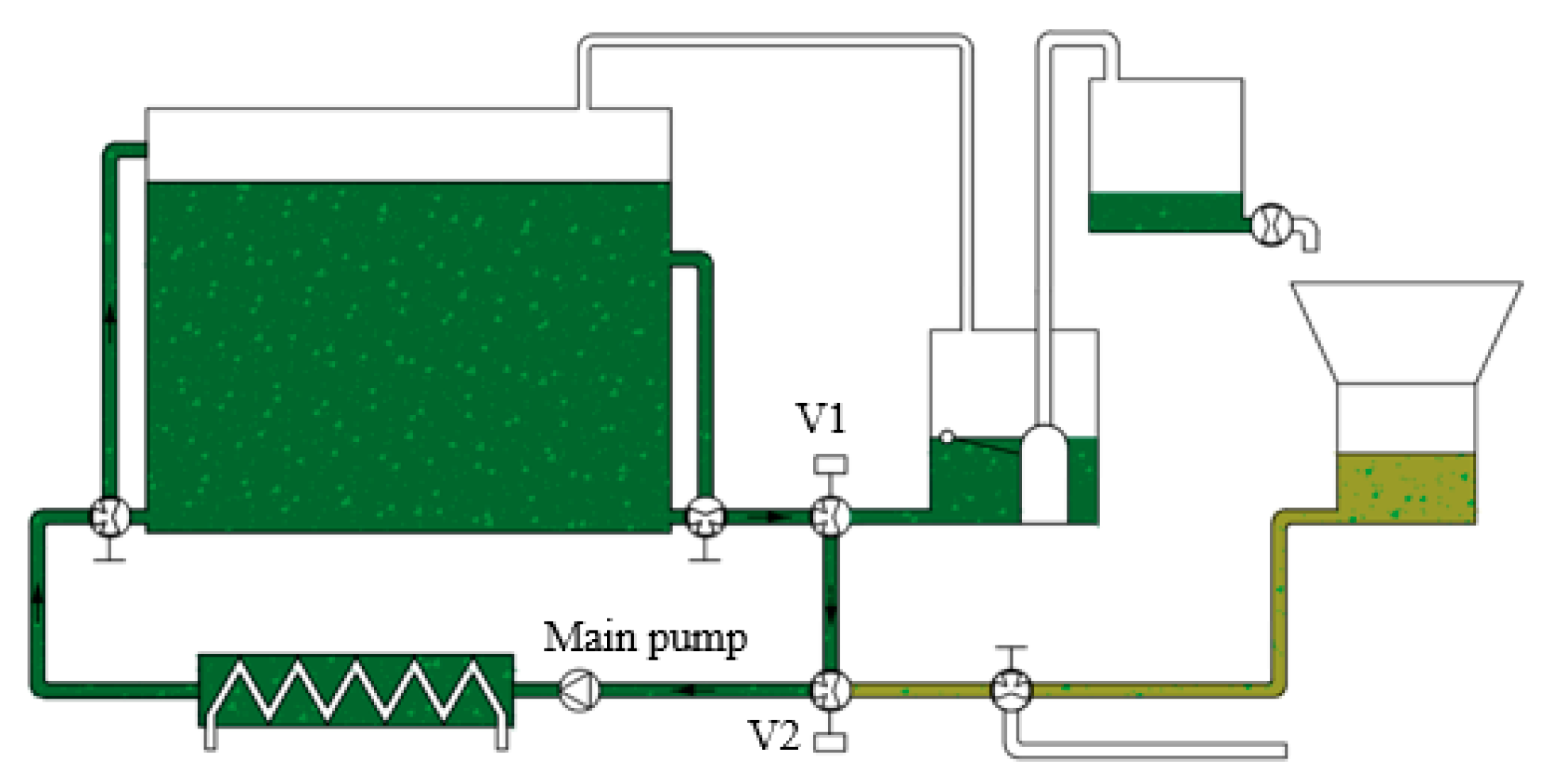
2.5. Auxiliary Equipment, Piping, and Valves
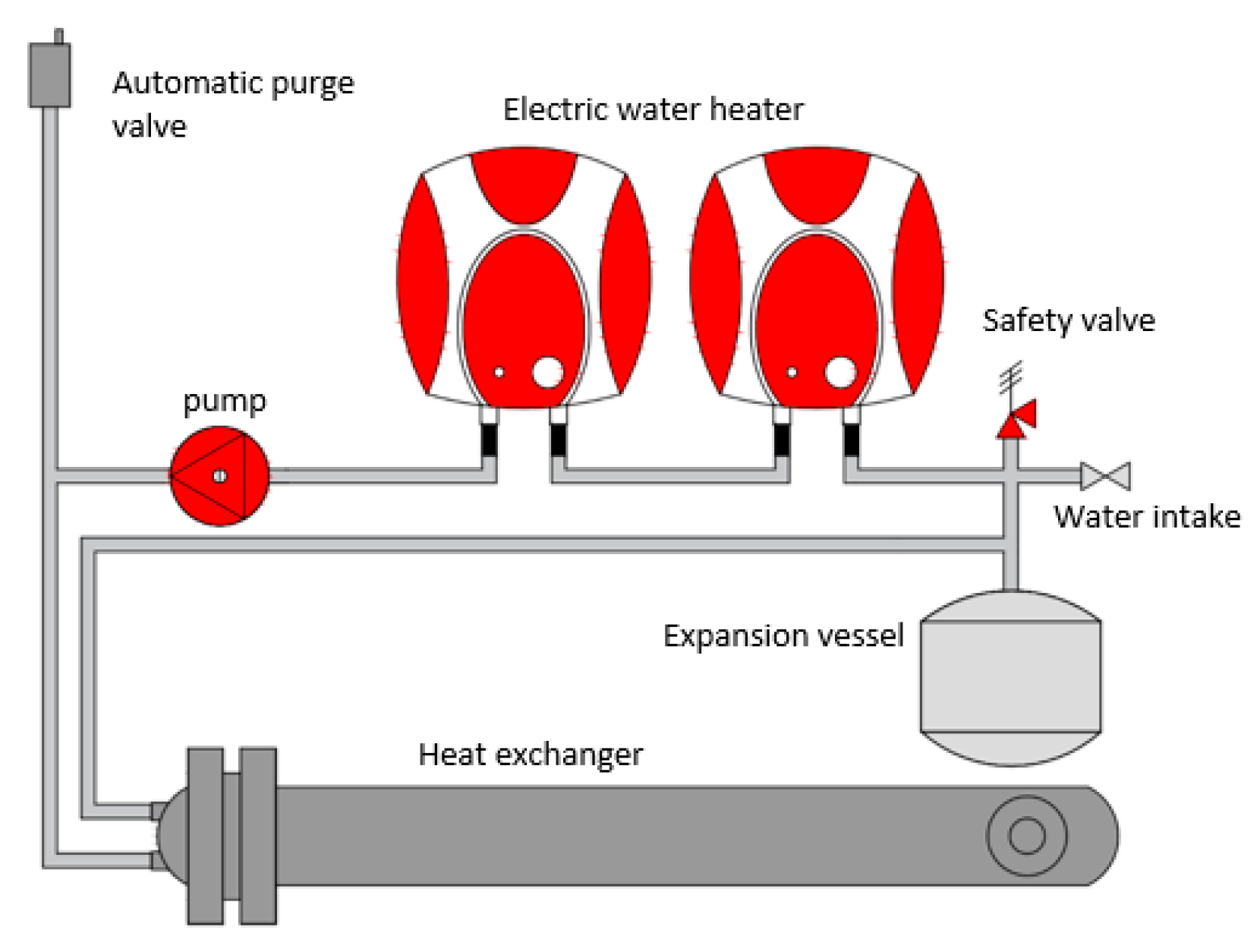
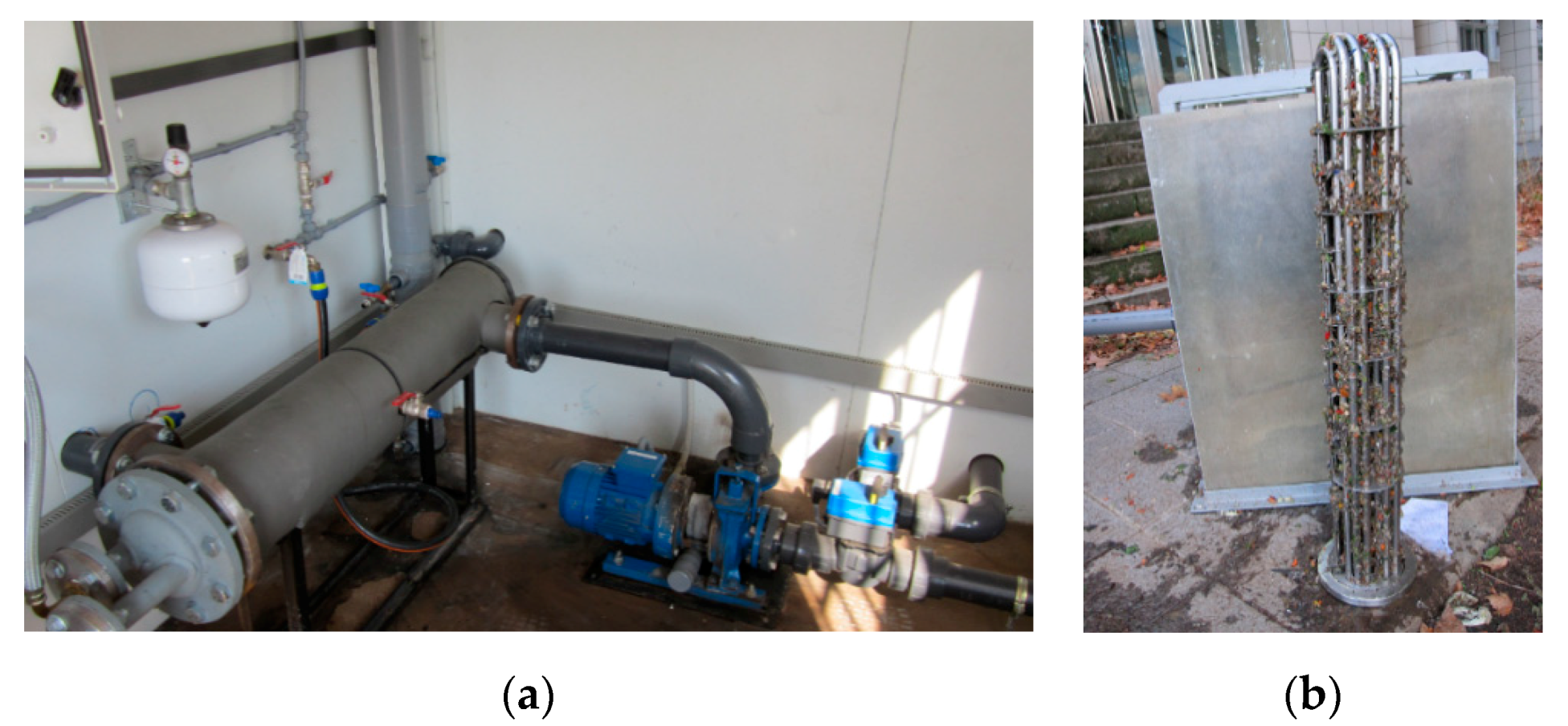
2.6. Heating System
2.7. Biogas Piping Line
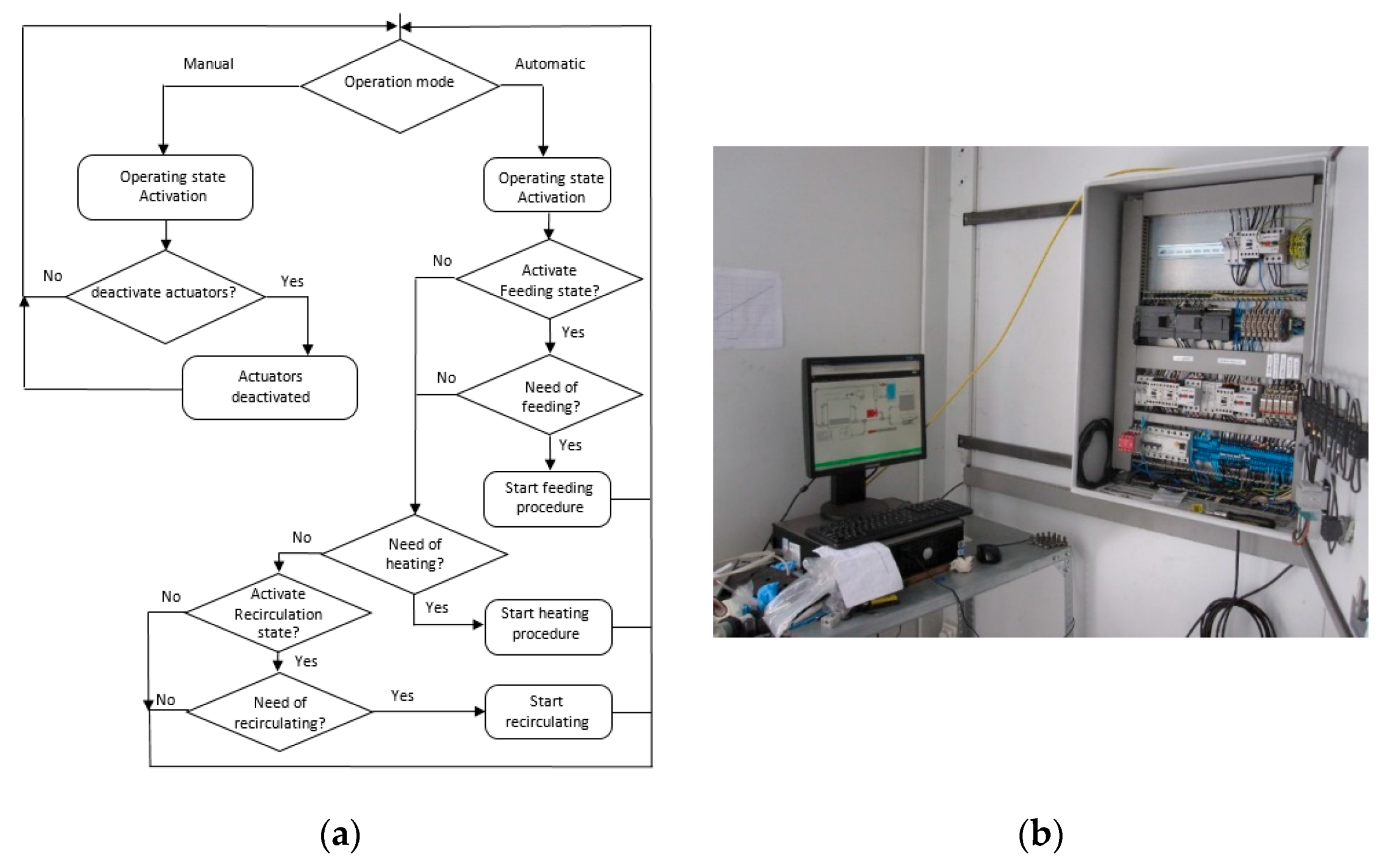
2.8. Control Unit
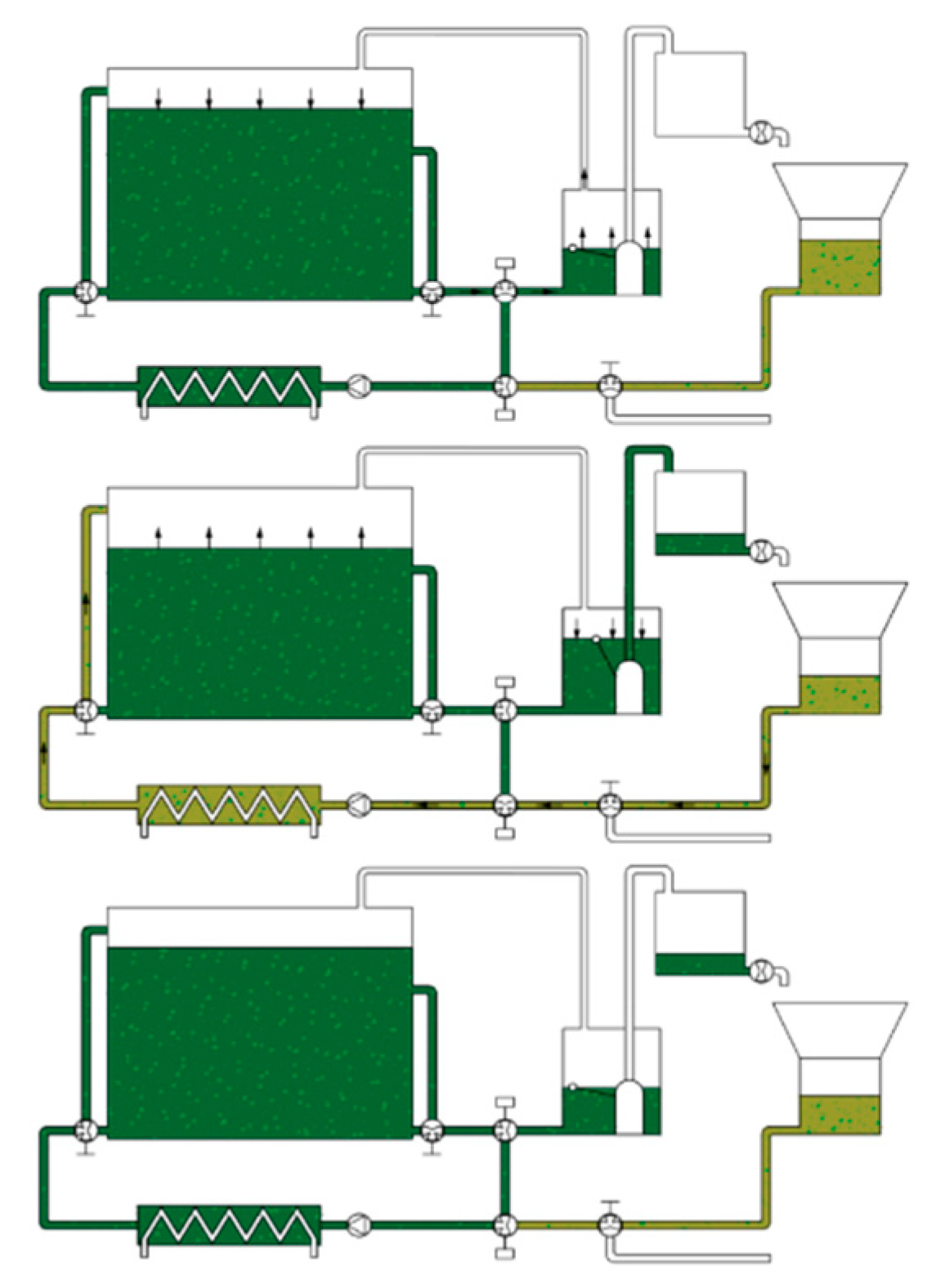
2.9. Description of the Control Algorithm
2.10. Evaluation of Digester Performance
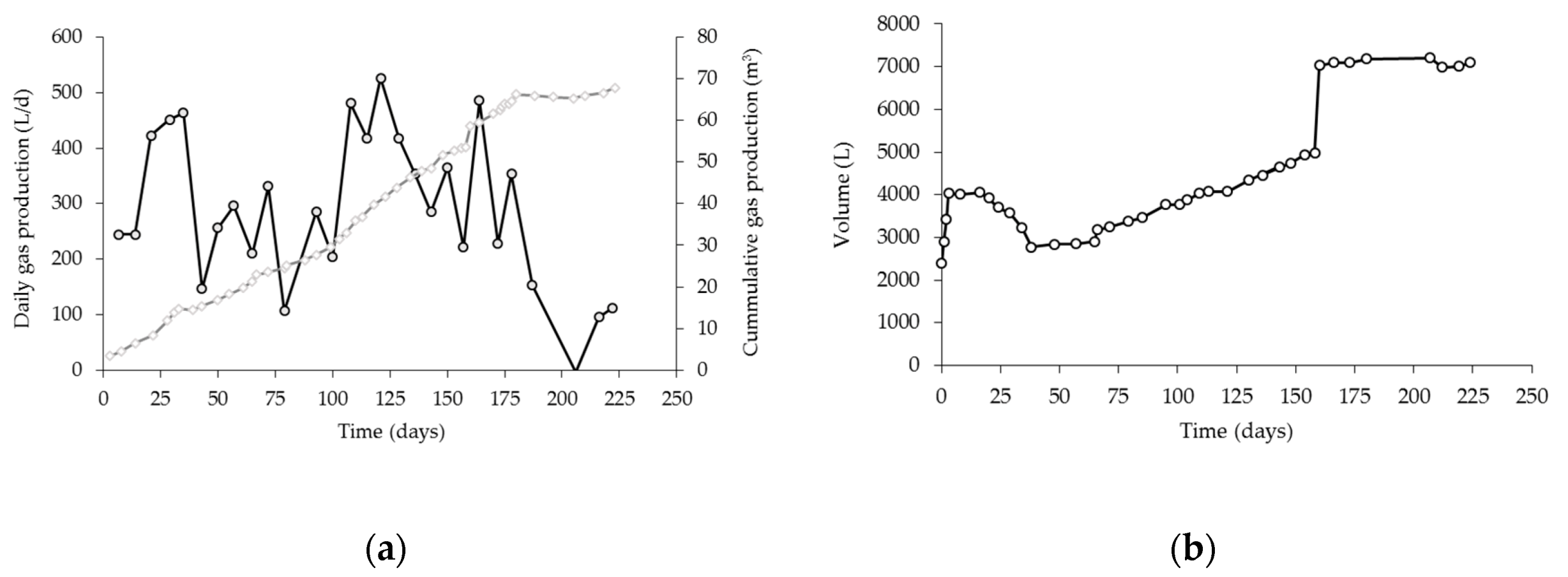
3. Results
Evaluating System Start-Up
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Habagil, M.; Keucken, A.; Sárvári Horváth, I. Biogas Production from Food Residues—The Role of Trace Metals and Co-Digestion with Primary Sludge. Environments 2020, 7, 42. [Google Scholar] [CrossRef]
- Loughrin, J.; Antle, S.; Sistani, K.; Lovanh, N. In Situ Acoustic Treatment of Anaerobic Digesters to Improve Biogas Yields. Environments 2020, 7, 11. [Google Scholar] [CrossRef] [Green Version]
- Rai, C.L.; Rao, P.G. Influence of sludge disintegration by high pressure homogenizer on microbial growth in sewage sludge: An approach for excess sludge reduction. Clean Technol. Environ. 2009, 11, 437. [Google Scholar] [CrossRef]
- Hong, E.H.; Park, J.G.; Lee, B.; Shi, W.Q.; Jun, H.B. Improvement of Waste Dehydrated Sludge for Anaerobic Digestion through High-Temperature and High-Pressure Solubilization. Energies 2019, 13, 88. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, B.; Aboudi, K.; Tyagi, V.K.; Álvarez-Gallego, C.J.; Fernández-Güelfo, L.A.; Romero-García, L.I.; Kazmi, A.A. Improvement of anaerobic digestion of lignocellulosic biomass by hydrothermal pretreatment. Appl. Sci. 2019, 9, 3853. [Google Scholar] [CrossRef] [Green Version]
- Li, R.; Tan, W.; Zhao, X.; Dang, Q.; Song, Q.; Xi, B.; Zhang, X. Evaluation on the methane production potential of wood waste pretreated with NaOH and Co-digested with pig manure. Catalysts 2019, 9, 539. [Google Scholar] [CrossRef] [Green Version]
- Calabrò, P.S.; Fazzino, F.; Folino, A.; Paone, E.; Komilis, D. Semi-continuous anaerobic digestion of orange peel waste: Effect of activated carbon addition and alkaline pretreatment on the process. Sustainability 2019, 11, 3386. [Google Scholar] [CrossRef] [Green Version]
- Tian, X.; Trzcinski, A. Effects of physico-chemical post-treatments on the semi-continuous anaerobic digestion of sewage sludge. Environments 2017, 4, 49. [Google Scholar] [CrossRef] [Green Version]
- Zhen, X.; Zhang, X.; Li, S.; Li, M.; Kang, J. Effect of micro-oxygen pretreatment on gas production characteristics of anaerobic digestion of kitchen waste. J. Mater. Cycles Waste Manag. 2020, 1–7. [Google Scholar] [CrossRef]
- Loughrin, J.; Lovanh, N. Aeration to improve biogas production by recalcitrant feedstock. Environments 2019, 6, 44. [Google Scholar] [CrossRef] [Green Version]
- Martínez, E.J.; Rosas, J.G.; González, R.; García, D.; Gómez, X. Treatment of vinasse by electrochemical oxidation: Evaluating the performance of boron-doped diamond (BDD)-based and dimensionally stable anodes (DSAs). Int. J. Environ. Sci. Technol. 2018, 15, 1159–1168. [Google Scholar] [CrossRef]
- García-Cascallana, J.; Borge-Díez, D.; Gómez, X. Enhancing the efficiency of thermal hydrolysis process in wastewater treatment plants by the use of steam accumulation. Int. J. Environ. Sci. Technol. 2019, 16, 3403–3418. [Google Scholar] [CrossRef]
- Piñas, J.A.V.; Venturini, O.J.; Lora, E.E.S.; del Olmo, O.A.; Roalcaba, O.D.C. An economic holistic feasibility assessment of centralized and decentralized biogas plants with mono-digestion and co-digestion systems. Renew. Energy 2019, 139, 40–51. [Google Scholar] [CrossRef]
- Rajendran, K.; Murthy, G.S. Techno-economic and life cycle assessments of anaerobic digestion–A review. Biocatal. Agric. Biotechnol. 2019, 20, 101207. [Google Scholar] [CrossRef]
- Álvarez-de Prado, L.; Simón-Martín, D.; Diez-Suárez, A.M.; Blanes-Peiró, J.J.; González-Martínez, A. Optimal Sizing and Location of Co-Digestion Power Plants in Spain through a GIS-Based Approach. Environments 2018, 5, 137. [Google Scholar] [CrossRef] [Green Version]
- Kayode, O.F.; Luethi, C.; Rene, E.R. Management Recommendations for Improving Decentralized Wastewater Treatment by the Food and Beverage Industries in Nigeria. Environments 2018, 5, 41. [Google Scholar] [CrossRef]
- Levaggi, L.; Levaggi, R.; Marchiori, C.; Trecroci, C. Waste-to-Energy in the EU: The Effects of Plant Ownership, Waste Mobility, and Decentralization on Environmental Outcomes and Welfare. Sustainability 2020, 12, 5743. [Google Scholar] [CrossRef]
- Antizar-Ladislao, B.; Turrion-Gomez, J.L. Decentralized energy from waste systems. Energies 2010, 3, 194–205. [Google Scholar] [CrossRef] [Green Version]
- Bruni, C.; Akyol, Ç.; Cipolletta, G.; Eusebi, A.L.; Caniani, D.; Masi, S.; Colón, J.; Fatone, F. Decentralized Community Composting: Past, Present and Future Aspects of Italy. Sustainability 2020, 12, 3319. [Google Scholar] [CrossRef] [Green Version]
- de Kraker, J.; Kujawa-Roeleveld, K.J.; Villena, M.; Pabón-Pereira, C. Decentralized valorization of residual flows as an alternative to the traditional urban waste management system: The case of peñalolén in santiago de chile. Sustainability 2019, 11, 6206. [Google Scholar] [CrossRef] [Green Version]
- Ferronato, N.; Torretta, V. Waste mismanagement in developing countries: A review of global issues. Int. J. Environ. Res. Public Health 2019, 16, 1060. [Google Scholar] [CrossRef] [Green Version]
- APHA. Standard Methods for the Examination of Water and Wastewater; APHA: Washington, DC, USA, 2005; ISBN 9780875530475. [Google Scholar]
- LFC. Electrobombas Sumergibles Para Agua Residuales. 2013. Available online: https://www.bombashasa.com/es/productos/lfc/electrobombas-sumergibles-para-aguas-residuales/ (accessed on 10 January 2020).
- Molinuevo-Salces, B.; Gómez, X.; Morán, A.; García-González, M.C. Anaerobic co-digestion of livestock and vegetable processing wastes: Fibre degradation and digestate stability. Waste Manag. 2013, 33, 1332–1338. [Google Scholar] [CrossRef]
- González, R.; Hernández, J.E.; Gómez, X.; Smith, R.; González Arias, J.; Martínez, E.J.; Blanco, D. Performance evaluation of a small-scale digester for achieving decentralised management of waste. Waste Manag. 2020, 118, 99–109. [Google Scholar] [CrossRef]
- González, R.; Rosas, J.G.; Blanco, D.; Smith, R.; Martínez, E.J.; Pastor-Bueis, R.; Gómez, X. Anaerobic digestion of fourth range fruit and vegetable products: Comparison of three different scenarios for its valorisation by life cycle assessment and life cycle costing. Environ. Monit. Assess. 2020, 192, 551. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Mass Composition (%) |
|---|---|
| Pineapple wastes | 30–60 |
| Mango peels and discarded waste | 10–15 |
| Fruit wastes (including apple wastes) | 10–12 |
| Vegetables and pumpkin wastes | 15–25 |
| Solid content of the mixture | (g/kg) |
| TS | 123–135 |
| VS | 115–124 |
| Elemental analysis | (%) |
| Carbon | 42.2 ± 0.7 |
| Hydrogen | 6.0 ± 0.4 |
| Nitrogen | 1.5 ± 0.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
González, R.; Blanco, D.; González-Arias, J.; García-Cascallana, J.; Gómez, X. Description of a Decentralized Small Scale Digester for Treating Organic Wastes. Environments 2020, 7, 78. https://doi.org/10.3390/environments7100078
González R, Blanco D, González-Arias J, García-Cascallana J, Gómez X. Description of a Decentralized Small Scale Digester for Treating Organic Wastes. Environments. 2020; 7(10):78. https://doi.org/10.3390/environments7100078
Chicago/Turabian StyleGonzález, Rubén, Daniel Blanco, Judith González-Arias, José García-Cascallana, and Xiomar Gómez. 2020. "Description of a Decentralized Small Scale Digester for Treating Organic Wastes" Environments 7, no. 10: 78. https://doi.org/10.3390/environments7100078
APA StyleGonzález, R., Blanco, D., González-Arias, J., García-Cascallana, J., & Gómez, X. (2020). Description of a Decentralized Small Scale Digester for Treating Organic Wastes. Environments, 7(10), 78. https://doi.org/10.3390/environments7100078