From the Extraction of Currently Fulfilled Requirements to Value Curves: A Case Study in the Field of Harvesting Machines for Shell Fruits and Lessons Learnt in Engineering Design




Abstract
:1. Introduction
- The agriculture sector features fundamental issues in terms of embracing new knowledge and introducing research-driven innovation [28]. Similarly, limited knowledge of people operating in the field is seen as a fundamental barrier to the diffusion of innovation and to technology development [29,30]. Additionally, when a reluctance to change does not take place, farmers might identify risks that are inadequately counteracted by policy makers and that do not enable the successful introduction of new technologies [31].
- Innovation in agriculture is attributed paramount importance because of the simultaneous needs to increase productivity and safeguard the environment, (e.g., [34]).
2. Proposed Benchmarking Method and Objectives of the Paper
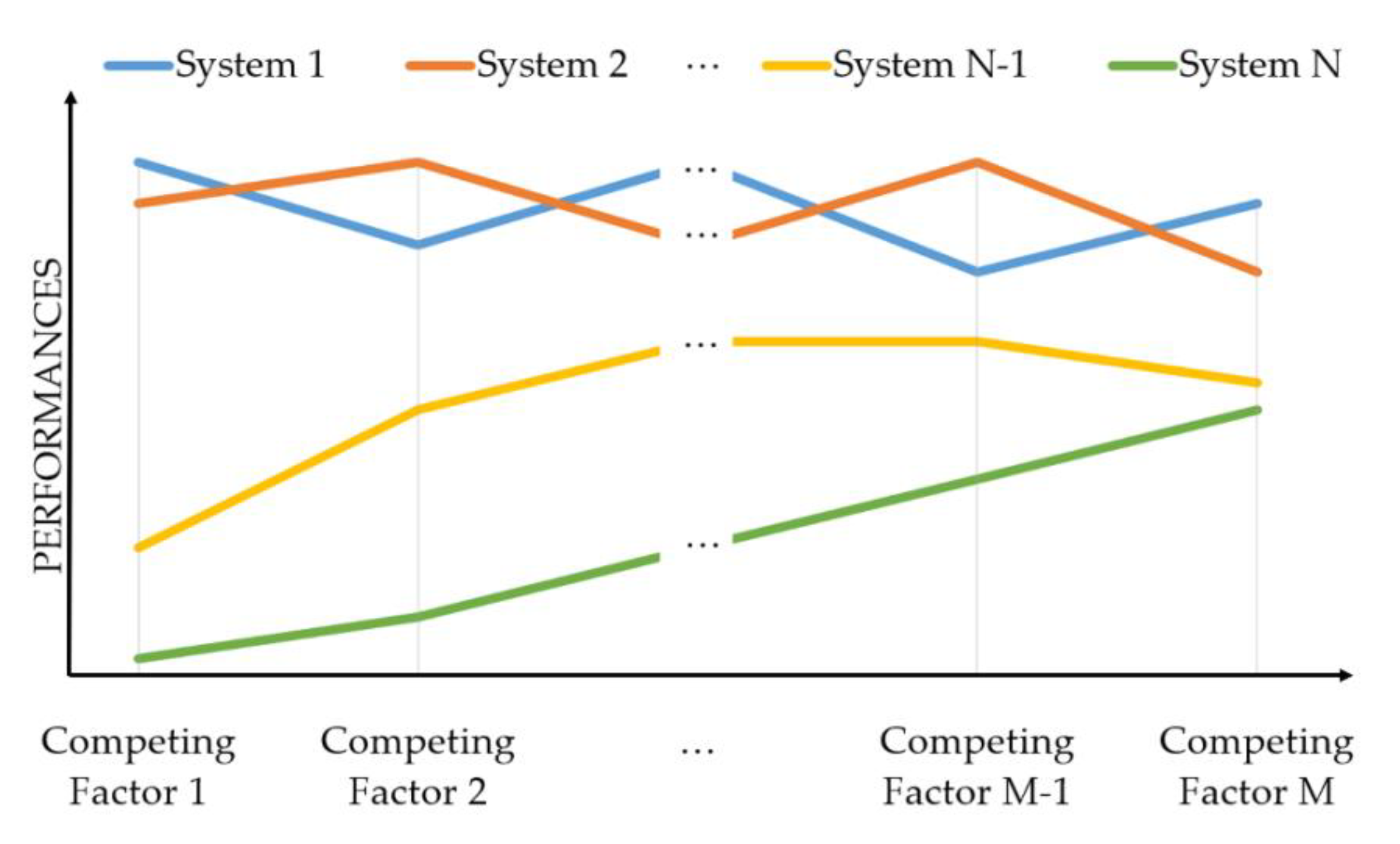
- N (competing) systems comprehensively representing the existing solutions (or families/categories of solutions) pertaining to the domain of interest, such as an industry (e.g., kitchen furniture), a branch of services (e.g., healthcare), or an overall goal (e.g., travelling);
- M competing factors being representative of the advantages/benefits that the use (or in some cases the ownership) of a technical system may engender, which are shown in succession on the horizontal axis; and
- The level of performances that each competing technical system satisfies for each competing factor, shown on the vertical axis.
- A (user) need is an explicit expression of interest for a benefit to be enjoyed by means of using or owning a product or a system.
- A competing factor is a parameter through which a system can be evaluated, which features specific benefits and advantages for one or more stakeholders of the product under consideration; in other (scientific) contexts, a competing factor would be referred to as a “metric”.
- A requirement is the combination of a competing factor and the corresponding performance level or the degree of fulfilment (either qualitative or quantitative) a specific system has achieved. If interpreted in a design perspective, a so-defined requirement is a target to reach in order to comply with a design specification.
- An attribute is a property or a feature of a product or a system, which is ascribable to the attempt or necessity of bringing a specific benefit; new attributes are therefore proxies of the introduction of new competing factors in value curves.
- Competing factors are defined in a way that is consistent with user needs and expectations, i.e., they are an expression of a benefit, e.g., “cheapness” instead of “cost”. This means that, with reference to Figure 1, the system 1 outperforms the system N for the first competing factor, and, as such, it is preferable in terms of the benefit underlying the first competing factor. Still, the system 1, if compared to the system N, has been designed in a way that it has fulfilled a more challenging requirement in the perspective of the first competing factors.
- The competing factors presented in a value curves diagram are mutually independent, as they are intended to show how different systems have fulfilled requirements differently. Indeed, requirements are, in their turn, independent and non-redundant still according to the expected properties of design specifications [18,44].
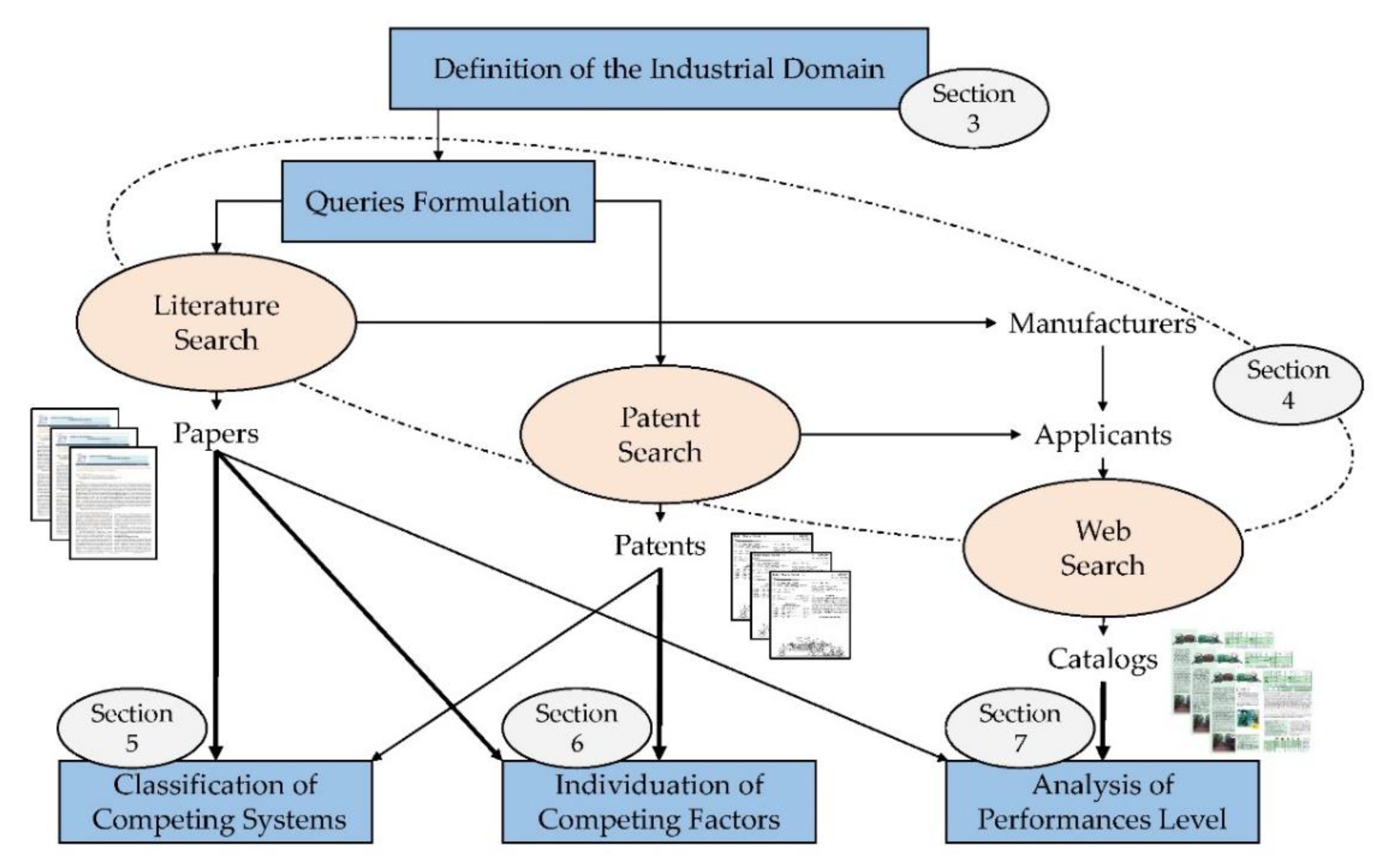
3. Definition of the Industrial Domain and Presentation of the Case Study
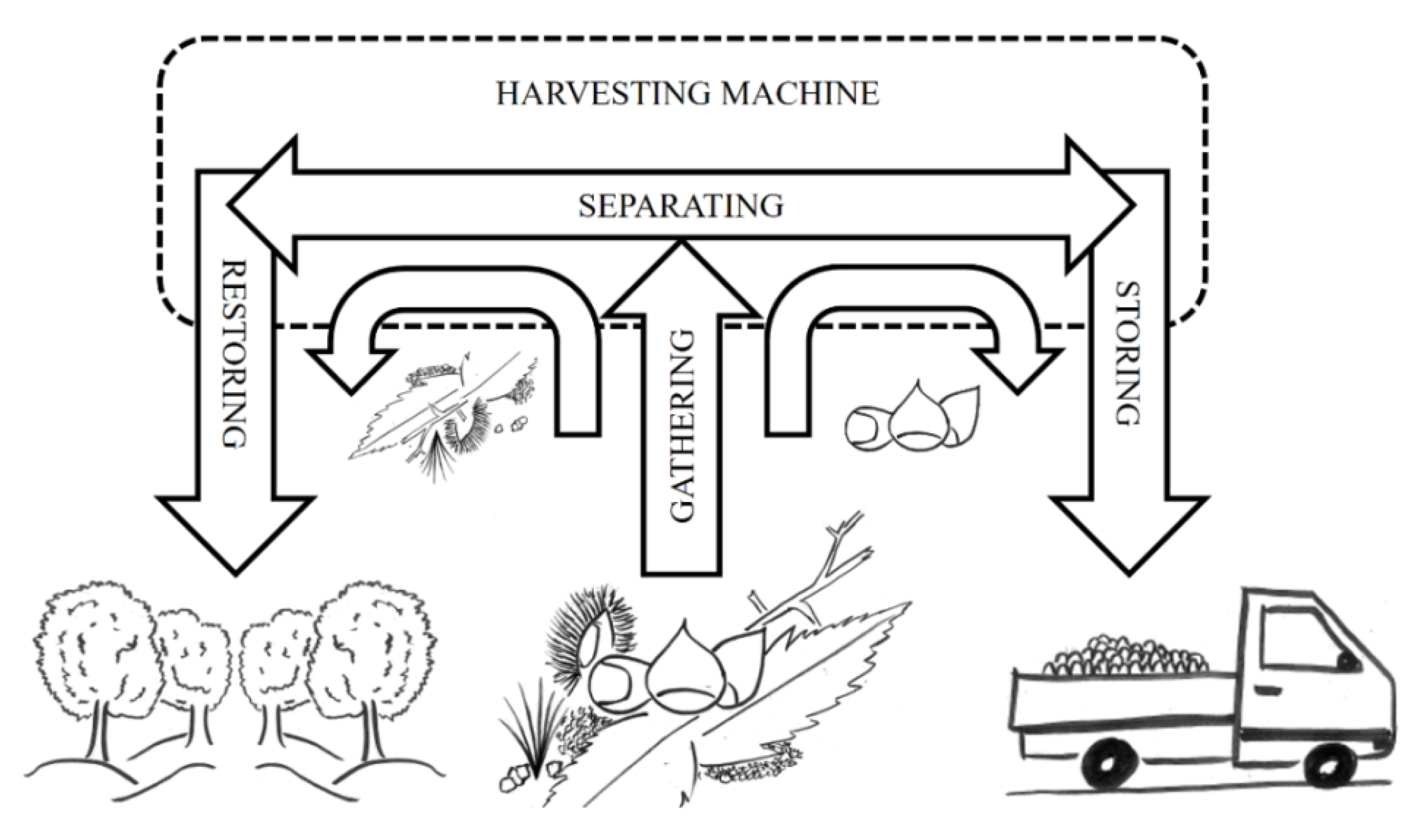
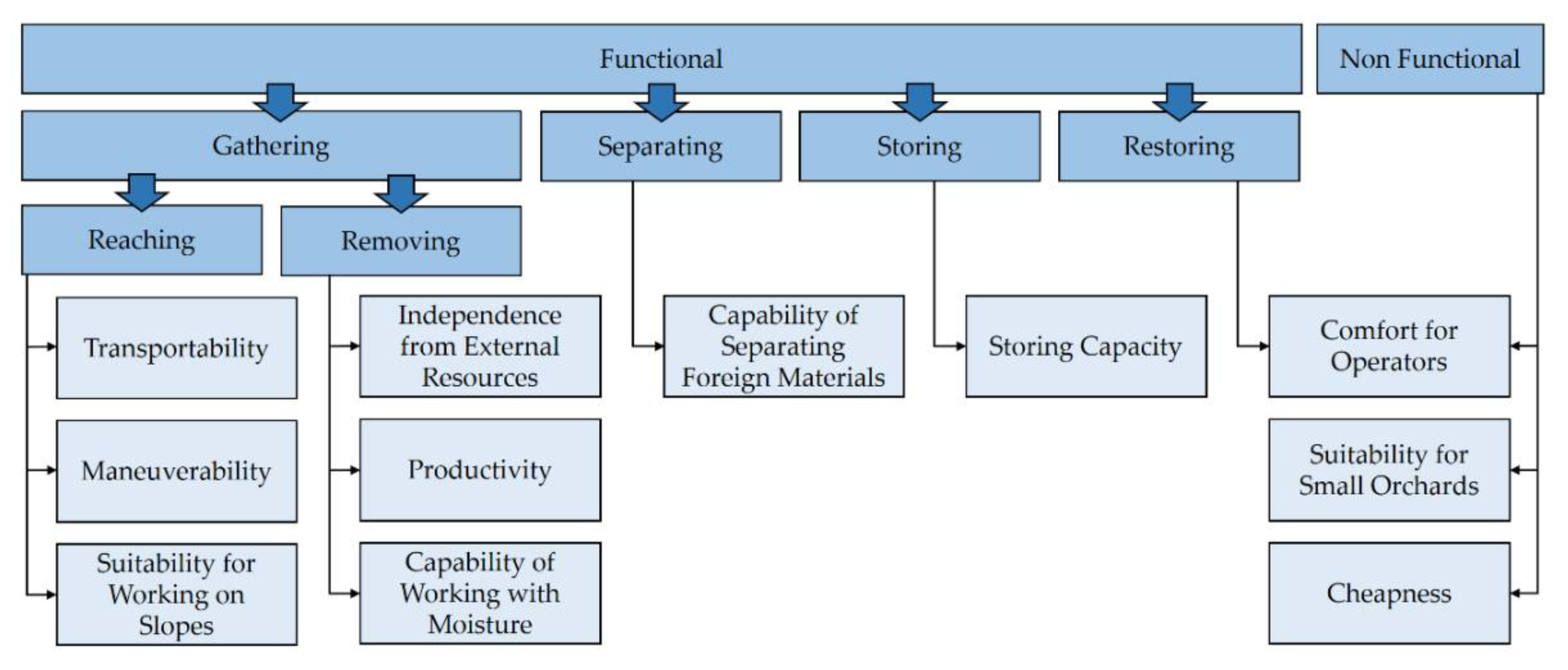
- Gathering (the shell fruits from the ground) → system for (1) reaching and (2) removing the shell fruits from the orchard ground; it is worth noting that reaching the shell fruits can imply also an approaching movement of the whole machine;
- Separating (the shell fruits from other elements) → system for the removal of the shell fruits from the foreign materials; and
- Storing/restoring (shell fruits/other elements) → system for managing the material flows inside the machine and/or going outside of the machine.
4. Collection of Relevant Documents
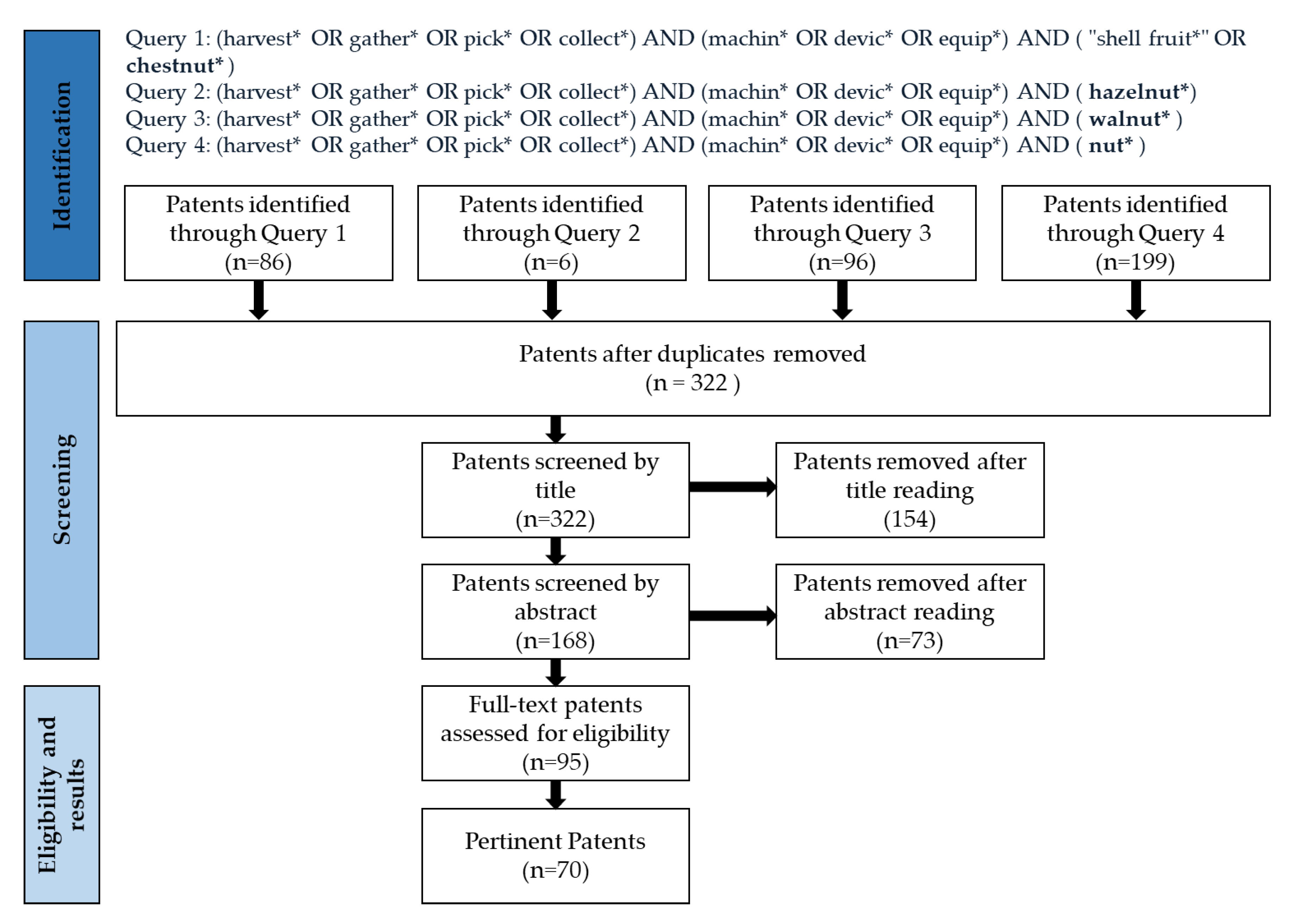
- The action is the main function, in this case: “harvest”, “gather”, “pick”, and “collect”.
- The subject is the technical system that performs the function, in this case: “machines”, “devices”, and “equipment”.
- The object is the element that undergoes the function, in this case: “shell fruits”, “chestnuts”, “hazelnuts”, and “walnuts”.
5. Classification of Competing Technical Systems
- When such a machine is towed by a tractor, it is referred to as “trailed” (or “pulled”).
- When a harvesting machine is instead “rigidly connected” to a tractor (e.g., through the front/rear three-point hitch), it is usually called (tractor-) “mounted”. In both the described cases (i.e., 1 and 2), the harvesting machine is configured as a farm implement, i.e., a machine that is not independent because it has to be necessarily interfaced with an agricultural motor machine to be moved and powered.
- Additionally, when the machine is moved directly (and exclusively) by the operator, e.g., if it is shaped like a backpack, a cart, or a rake, it can be called “portable”. This category is mostly neglected by the scientific literature, probably because this type of machines achieves the lowest productivity; nevertheless, as illustrated in the following sections, it is mentioned in many patents and, therefore, it was included in this study.
- Finally, when the moving system is integrated in the harvesting machine, this is called “self-propelled”.
6. Individuation of Competing Factors
6.1. General Information Emerged by the Literature
6.2. Technical Information Emerged by the Literature
6.3. Technical Information Emerged by Patents
- (a)
- They are less complex than other categories and, therefore, easier to prototype and test even by inventors that do not operate in large companies; and
- (b)
- They are aimed at owners of small orchards that are becoming increasingly more mechanized in recent years.
6.4. Formulation of the Competing Factors Based on the Gathered Information
7. Performances of Competing Systems
8. Creation and Interpretation of the Value Curves
8.1. Finalization of Values Curves through the Assignment of Performance Levels
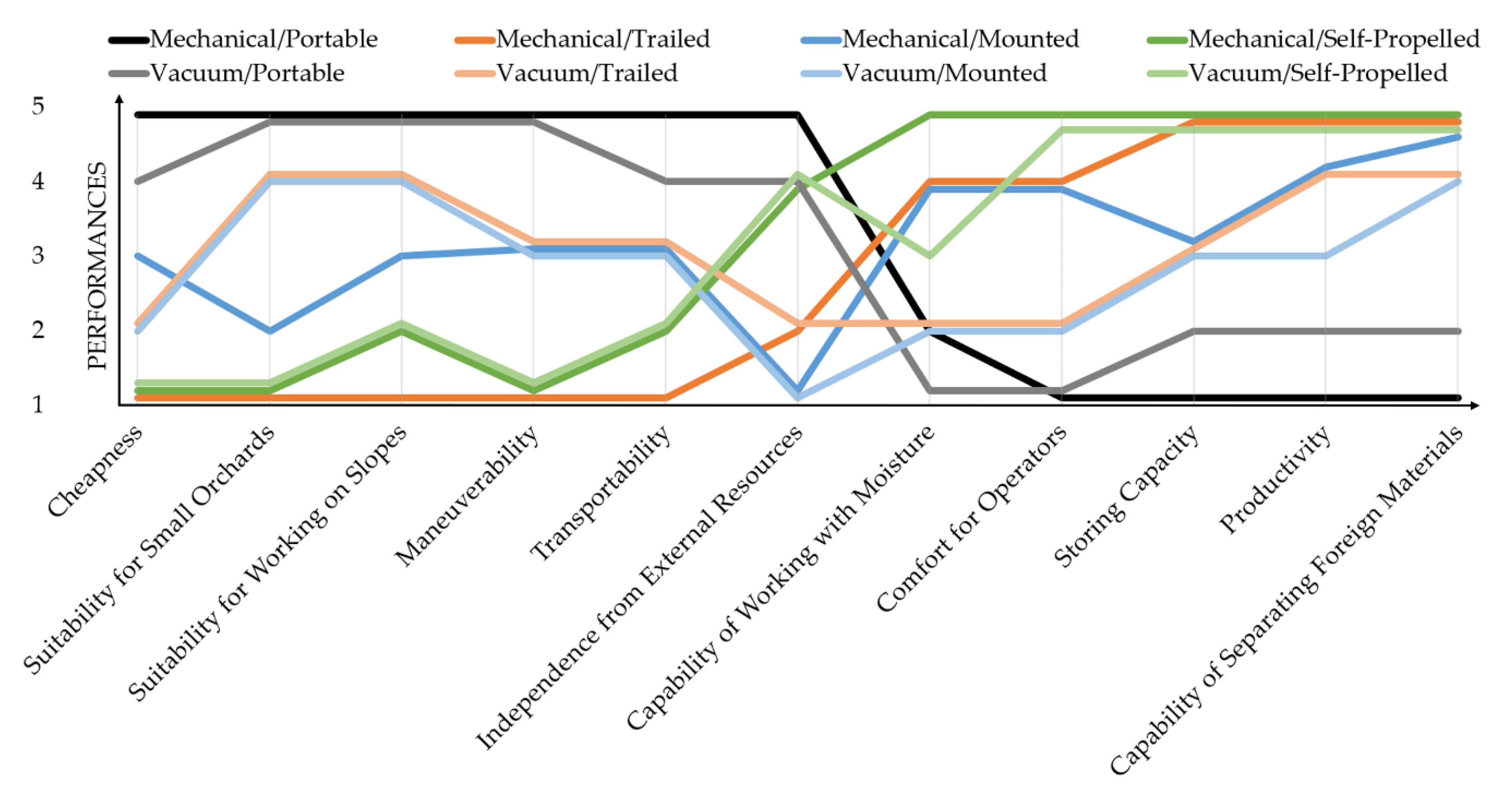
- Cheapness: M/P machines are the cheapest (price < 400 €) (level 5). V/P machines follow that are slightly more expensive because they need an engine (price around 600–1300 €) (level 4). M/M machines belong to another price category ranging from 5000 € to 18,000 € (level 3). V/T and V/M machines reach slightly higher prices (around 8000–20,000 €) (level 2). M/T and self-propelled machines are the most expensive machines and their prices range from 22,000 € and can even exceed 60,000 € (level 1).
- Suitability for small orchards: The performances for this competing factor have been qualitatively attributed based on the most common characteristics of small orchards, e.g., mountainous areas and irregular ground, and the conditions traditionally faced by people operating in small orchards. Indeed, the high versatility of portable solutions makes them the most suitable machines for small orchards (level 5). The least appropriate machines are, conversely, the least versatile self-propelled and M/T (level 1). The V/T and V/M (level 4) are preferable than M/M (level 2) since the former are more appropriate for irregular ground.
- Suitability for working on slopes: Lighter machines were considered the most appropriate for working on slopes; therefore, portable machines achieve the best level of performance (level 5). The worst performance was assigned to M/T (level 1) since these machines are designed for working in flat areas, they are heavy, and they have no traction system of their own. Self-propelled machines (level 2) can work in sloping ground but not with the same effectiveness as mounted or trailed machines. In turn, V/T and V/M (level 4) have a better versatility in sloping ground than M/M (level 3) because the fruits have to be reached with a tube and not with the whole machine.
- Maneuverability: Additionally, in this case, the portable machines (level 5) exhibit the highest level of maneuverability since they can be easily moved around obstacles. SP and M/T machines (level 1) are the least flexible, heaviest, and bulkiest machines and, therefore, they have the lowest level of maneuverability. The mounted machines and the V/T (level 3) present approximately the same level of maneuverability since they have a similar size and, in both cases, the steering angle depends on the tractor.
- Transportability: As far as transportability is concerned, M/P machines are the best ones (level 5) because they are the smallest and lightest. V/P machines have obtained a lower performance (level 4) because they are generally bulkier and heavier than M/Ps. V/T, V/M, and M/M machines (level 3) were considered at the same level of transportability because they all need a tractor to be moved and have a comparable overall size. However, the above machines are considered to be more transportable than self-propelled machines (level 2) because they can be transported easily even on trucks or vans, while the high dimensions and weights of self-propelled machines make their transportability more difficult. Due to their great weight and the need to be moved with a tractor, M/T machines present the worst transportability performance (level 1).
- Independence from external resources: M/P machines require only an operator and, therefore, they exhibit the best performance (level 5) in terms of independence from external resources, such as multiple operators, tractors, and/or fuel. In most cases, V/P and self-propelled machines require an operator but they need fuel, so they have been assigned a lower level of performance (level 4). In the case of trailed machines (level 2), in addition to multiple operators and fuel, they also require a tractor. However, the tractor exploited for trailed machines does not have to carry the whole load, as in the case of mounted machines (level 1). For this reason, the mounted machines achieved the worst level of performance for the competing factor under consideration.
- Capability of working with moisture: Vacuum machines are particularly sensitive to moisture. In particular, V/P machines (level 1) are the least performing because maintenance operations are frequent in moisture conditions. In addition, the operator may have difficulties in moving on a slippery ground with the portable machine. For this reason, the M/P machine does not achieve a high performance (level 2). The same level of performance was assigned to V/T and V/M machines. As for the former, the operators still have to move by handling a pipe on a slippery ground. As for the latter, the suction of foreign humid materials drastically compromises their performance. V/SP machines (level 3) often have foreign material management systems that allow them to partially overcome the problem of moisture. Therefore, these machines outperform the previously mentioned ones. Due to the best management of foreign materials, the M/SP machines (level 5) can be considered the least sensitive to the problems deriving from working with moisture. For this reason, M/T and M/M machines (level 4) were given a lower performance level than M/SP.
- Comfort of operators: Portable machines have the lowest level of comfort (level 1) because they have to be entirely moved by the operators and, in addition, they expose the operators to weather events. V/T and V/M machines (level 2) have the same problems, but, generally, the weight to be handled is much lower because the crop is stored on the tractor or on the trailer. The weight to be handled manually is avoided in the case of M/T and M/M machines (level 4). However, these machines do not protect the operator from atmospheric agents, dust, and/or noise, as self-propelled machines (level 5) often do. Therefore, the SP machines are deemed the most comfortable for operators.
- Storing capacity: M/P machines (level 1) generally have a storage capacity of about 5–10 L while V/P machines (level 2) can reach up to 20–30 L. V/T and mounted machines (level 3) have a storage volume generally greater than 200 L. M/T and Self-propelled machines (level 5) can also exceed 400 L.
- Productivity: As mentioned in the previous section, the maximum productivity is achieved by self-propelled machines (level 5). However, comparable productivity levels are achieved by M/T (level 5). On the other side of the spectrum, portable machines have the worst performance. Indeed, portable machines generally have productivity levels 80–90 times lower than the self-propelled ones. Among portable machines, it is possible to discern a better productivity of V/P machines (level 2) compared to M/P machines (level 1). It is also possible to remark that M/M and V/T machines (level 4) have on average a similar productivity, which generally outperforms V/M machines (level 3).
8.2. Interpretation of Value Curves from the Viewpoint of Technical Systems
9. Discussions and Lessons Learnt
- The size of and variety within the considered industrial domain;
- The level of competition within the same industrial domain;
- The degree of maturity of the existing technical solutions;
- The cooperation with academic partners in experimental research, which might lead to a larger or smaller number of relevant scientific publications describing applied research; and
- The ability of the systems under investigation to fulfil technical/functional or emotional/hedonic requirements predominantly (see also the discussion below on qualitative and quantitative competing factors, which, somehow, mirrors this argument).
- The design team aims at a radical innovation;
- The contextual fulfilment of requirements in the left- and right-hand side of the curves has to make sense in terms of targeting a specific group of stakeholders and/or working conditions;
- The design team is aware that the hybridization of requirements does not necessarily lead to the hybridization of structures; and
- The hybridization process might trigger contradictions, as aforementioned, and TRIZ (i.e., the Theory of Inventive Problem Solving [86]) can represent a good candidate to handle this kind of problem, given its nature of working with conflicting requirements.
- The determination of the boundaries of the “right” system to be investigated, e.g., the exclusion of harvesting machines for water chestnuts;
- The definition of the “right” level of abstraction for benefits and corresponding competing factors, here supported by the reasoning process described in Figure 5; and
- The attribution of performance levels, especially in light of the need to make the scale uniform for all competing factors. This might be affected also by the different conditions and circumstances of use of harvesting machines for shell fruits that have given rise to performances and experimental results, which were subsequently used by the authors to determine levels for the competing factors. It is straightforward that these nuances cannot be taken in due consideration when a benchmarking tool is used, and the domain of investigation is quite large. Nevertheless, the use of an ordered scale (1–5) as an approximation of quantitative measures supposedly lessens the effect of overlooking diverging use and experimental conditions.
10. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A
| Publication Number | Publication Year | Product Category | Publication Number | Publication Year | Product Category |
| ITAN20150004 (U1) | 2013 | M/P | US3728850 (A) | 1971 | M/SP |
| ITRO20140004 (U1) | 2016 | M/P | US2005229576 (A1) | 2005 | M/SP |
| EP2945474 (B1) | 2019 | M/P | FR2702923 (A1) | 1993 | M/SP |
| ITUB201586616 (U1) | 2019 | M/P | ITGE20130111 (A1) | 2015 | M/SP |
| CN209030627 (U) | 2019 | M/P | ITTO20110326 (A1) | 2012 | M/SP |
| CN208908618 (U) | 2019 | M/P | ITVT20100001 (A1) | 2011 | M/SP |
| CN109429728 (A) | 2019 | M/P | IT1311260 (B1) | 2002 | M/SP |
| CN108156958 (A) | 2018 | M/P | IT1260582 (B) | 1993 | M/SP |
| CN107409637 (A) | 2017 | M/P | US4364222 (A) | 1982 | M/SP |
| CN104982157 (A) | 2015 | M/P | US3862538 (A) | 1975 | M/SP |
| WO2013064660 (A1) | 2013 | M/P | US3488932 (A) | 1970 | M/SP |
| CN201123256 (Y) | 2008 | M/P | US3107475 (A) | 1963 | M/SP |
| ES2051164 (A2) | 1994 | M/P | US3105344 (A) | 1963 | M/SP |
| US3744225 (A) | 1973 | M/P | US3105343 (A) | 1963 | M/SP |
| US2835099 (A) | 1958 | M/P | US2780904 (A) | 1957 | M/SP |
| US2810252 (A) | 1957 | M/P | US2679133 (A) | 1954 | M/SP |
| US2792683 (A) | 1957 | M/P | US2594776 (A) | 1952 | M/SP |
| US2694284 (A) | 1954 | M/P | US2514945 (A) | 1950 | M/SP |
| US2690044 (A) | 1954 | M/P | EP0862847 (B1) | 1999 | V/P |
| US2540857 (A) | 1951 | M/P | US3808785 (A) | 1974 | V/P |
| US5001893 (A) | 1991 | M/T | ITTO20120154 (U1) | 2014 | V/T |
| US5373688 (A) | 1994 | M/T | TR201405959 (A2) | 2015 | V/T |
| US2534405 (A) | 1950 | M/T | US4322940 (A) | 1982 | V/T |
| IT1259922 (B) | 1993 | M/T | FR2590112 (B3) | 1987 | V/M |
| US3407581 (A) | 1968 | M/T | ES8704315 (A1) | 1987 | V/M |
| US3387442 (A) | 1968 | M/T | FR2352485 (B1) | 1977 | V/M |
| US3261152 (A) | 1966 | M/T | US3611688 (A) | 1971 | V/SP |
| US2639573 (A) | 1953 | M/T | US2978859 (A) | 1961 | V/SP |
| US2508454 (A) | 1950 | M/T | US2593625 (A) | 1952 | V/SP |
| CN207678313 (U) | 2018 | M/M | US2502810 (A) | 1950 | V/SP |
| ITRM20130059 (U1) | 2014 | M/M | EP3226676 (B1) | 2018 | OD |
| CN103262712 (B) | 2013 | M/M | AU2014202410 (A1) | 2014 | OD |
| RU2076567 (C1) | 1997 | M/M | ITTO20100696 (A1) | 2012 | OD |
| US3675405 (A) | 1972 | M/M | IT1259922 (B) | 1996 | OD |
| US2928225 (A) | 1960 | M/M | IT1249080 (B) | 1995 | OD |

References
- Song, Y.W.; Herzog, M.; Bender, B. Understanding the initial requirements definition in early design phases. In Proceedings of the Design Society: International Conference on Engineering Design, Delft, The Netherlands, 5–8 August 2019; Cambridge University Press: Cambridge, UK, 2019; Volume 1, pp. 3751–3760. [Google Scholar] [CrossRef] [Green Version]
- Fernandes, J.; Henriques, E.; Silva, A.; Moss, M.A. Requirements change in complex technical systems: An empirical study of root causes. Res. Eng. Des. 2015, 26, 37–55. [Google Scholar] [CrossRef]
- Peruzzini, M.; Marilungo, E.; Germani, M. Structured requirements elicitation for product-service system. Int. J. Agil. Syst. Manag. 2015, 8, 189–218. [Google Scholar] [CrossRef]
- Bietresato, M.; Mazzetto, F. Increasing the safety of agricultural machinery operating on sloping grounds by performing static and dynamic tests of stability on a new-concept facility. Int. J. Saf. Secur. Eng. 2018, 8, 77–89. [Google Scholar] [CrossRef]
- Bietresato, M.; Mazzetto, F. Definition of the Layout for a New Facility to Test the Static and Dynamic Stability of Agricultural Vehicles Operating on Sloping Grounds. Appl. Sci. 2019, 9, 4135. [Google Scholar] [CrossRef] [Green Version]
- Morkos, B.; Joshi, S.; Summers, J.D. Investigating the impact of requirements elicitation and evolution on course performance in a pre-capstone design course. J. Eng. Des. 2019, 30, 155–179. [Google Scholar] [CrossRef]
- Cascini, G.; Graziosi, S.; Montagna, F.; Rotini, F. On the Factors Affecting Design Education Within a Multi-Disciplinary Class. J. Integr. Des. Process. Sci. 2017, 21, 21–44. [Google Scholar] [CrossRef]
- Bacciotti, D.; Borgianni, Y.; Cascini, G.; Rotini, F. Product Planning techniques: Investigating the differences between research trajectories and industry expectations. Res. Eng. Des. 2016, 27, 367–389. [Google Scholar] [CrossRef] [Green Version]
- Durugbo, C.; Riedel, J.C. Viewpoint–participation–technique: A model of participative requirements elicitation. Concurr. Eng. 2013, 21, 3–12. [Google Scholar] [CrossRef]
- Martin, J.L.; Clark, D.J.; Morgan, S.P.; Crowe, J.A.; Murphy, E. A user-centred approach to requirements elicitation in medical device development: A case study from an industry perspective. Appl. Ergon. 2012, 43, 184–190. [Google Scholar] [CrossRef]
- Blanco, E.; Pourroy, F.; Arikoglu, S. Role of personas and scenarios in creating shared understanding of functional requirements: An empirical study. In Design Computing and Cognition; Springer: Dordrecht, The Netherlands, 2014; Volume 12, pp. 61–78. [Google Scholar] [CrossRef] [Green Version]
- Barré, J.; Buisine, S.; Aoussat, A. Persona logical thinking: Improving requirements elicitation for multidisciplinary teams. CoDesign 2018, 14, 218–237. [Google Scholar] [CrossRef]
- Bertoni, M.; Bertoni, A.; Isaksson, O. Evoke: A value-driven concept selection method for early system design. J. Syst. Sci. Syst. Eng. 2018, 27, 46–77. [Google Scholar] [CrossRef]
- Prudhomme, G.; Pourroy, F.; Summers, J.D. Enriching requirement-activities in design through french-US instruction comparison. In Proceedings of the DS 75-8: 19th International Conference on Engineering Design (ICED13), Design for Harmonies, Design Education, Seoul, Korea, 19–22 August 2013; Volume 8, pp. 115–124. [Google Scholar]
- Morkos, B.; Shankar, P.; Summers, J.D. Predicting requirement change propagation, using higher order design structure matrices: An industry case study. J. Eng. Des. 2012, 23, 905–926. [Google Scholar] [CrossRef] [Green Version]
- Borgianni, Y.; Rotini, F. Towards the fine-tuning of a predictive Kano model for supporting product and service design. Total Qual. Manag. Bus. Excell. 2015, 26, 263–283. [Google Scholar] [CrossRef]
- Chakrabarti, A.; Morgenstern, S.; Knaab, H. Identification and application of requirements and their impact on the design process: A protocol study. Res. Eng. Des. 2004, 15, 22–39. [Google Scholar] [CrossRef]
- Becattini, N.; Cascini, G.; Rotini, F. Requirements Checklists: Benchmarking the Comprehensiveness of the Design Specification. In Proceedings of the 20th International Conference on Engineering Design (ICED 15), Milan, Italy, 27–30 July 2015; Volume 1, pp. 1–10. [Google Scholar]
- Fiorineschi, L.; Becattini, N.; Borgianni, Y.; Rotini, F. Testing a New Structured Tool for Supporting Requirements’ Formulation and Decomposition. Appl. Sci. 2020, 10, 3259. [Google Scholar] [CrossRef]
- Eastman, C.M. Recent developments in representation in the science of design. Des. Stud. 1982, 3, 45–52. [Google Scholar] [CrossRef]
- Ouertani, M.Z.; Gzara, L. Tracking product specification dependencies in collaborative design for conflict management. Comput.-Aided Des. 2008, 40, 828–837. [Google Scholar] [CrossRef] [Green Version]
- Joskowicz, L. Mechanism comparison and classification for design. Res. Eng. Des. 1990, 1, 149–166. [Google Scholar] [CrossRef]
- Thevenot, H.J.; Simpson, T.W. Guidelines to minimize variation when estimating product line commonality through product family dissection. Des. Stud. 2007, 28, 175–194. [Google Scholar] [CrossRef]
- Simpson, T.W.; Bobuk, A.; Slingerland, L.A.; Brennan, S.; Logan, D.; Reichard, K. From user requirements to commonality specifications: An integrated approach to product family design. Res. Eng. Des. 2012, 23, 141–153. [Google Scholar] [CrossRef]
- Berthet, E.T.; Hickey, G.M.; Klerkx, L. Opening design and innovation processes in agriculture: Insights from design and management sciences and future directions. Agric. Syst. 2018, 165, 111–115. [Google Scholar] [CrossRef]
- Prost, L.; Berthet, E.T.; Cerf, M.; Jeuffroy, M.H.; Labatut, J.; Meynard, J.M. Innovative design for agriculture in the move towards sustainability: Scientific challenges. Res. Eng. Des. 2017, 28, 119–129. [Google Scholar] [CrossRef] [Green Version]
- Murray, C.; Doak, J.; McNeil, K.; Oms, P. Participatory Design Methods When Working in Remote Locations: The Case of Red Puna in North West Argentina. Des. J. 2020, 23, 239–262. [Google Scholar] [CrossRef]
- Bayissa, D.D. Scrutinizing Factors Impeding Research-Farmer Relationship in the Context of the Agriculture Innovation System. Am. J. Bus. Manag. 2015, 4, 180–189. [Google Scholar] [CrossRef]
- Gokhberg, L.; Kuzminov, I.; Chulok, A.; Thurner, T. The future of Russia’s agriculture and food industry between global opportunities and technological restrictions. Int. J. Agric. Sustain. 2017, 15, 457–466. [Google Scholar] [CrossRef]
- Minh, T.T. Unpacking the systemic problems and blocking mechanisms of a regional agricultural innovation system: An integrated regional-functional-structural analysis. Agric. Syst. 2019, 173, 268–280. [Google Scholar] [CrossRef]
- Ohikere, J.Z.; Arudi, I.S. Challenges to the transfer of agricultural technologies in Nigeria. NISEB J. 2019, 11, 29–35. [Google Scholar]
- Kozhevnikova, T.M.; Yurina, E.A. Innovation activity as a major factor in development of agriculture. GISAP. Econ. Jurisprud. Manag. 2013, 1, 30–33. [Google Scholar]
- Lyons, T.S.; Miller, S.R.; Mann, J.T. A new role for land grant universities in the rural innovation ecosystem? J. Reg. Anal. Policy 2018, 48, 3775. [Google Scholar]
- Läpple, D.; Renwick, A.; Thorne, F. Measuring and understanding the drivers of agricultural innovation: Evidence from Ireland. Food Policy 2015, 51, 1–8. [Google Scholar] [CrossRef]
- Kim, W.C.; Mauborgne, R. How to create uncontested market space and make the competition irrelevant. Harv. Bus. Rev. 2005, 4, 1–2. [Google Scholar]
- Sheehan, N.T.; Bruni-Bossio, V. Strategic value curve analysis: Diagnosing and improving customer value propositions. Bus. Horiz. 2015, 58, 317–324. [Google Scholar] [CrossRef]
- Wiesner, S.; Padrock, P.; Thoben, K.D. Extended product business model development in four manufacturing case studies. Procedia Cirp 2014, 16, 110–115. [Google Scholar] [CrossRef] [Green Version]
- Pérez, P.B.; González-Cruz, M.C.; Pastor-Ferrando, J.P. Analysis of construction projects by means of value curves. Int. J. Proj. Manag. 2010, 28, 719–731. [Google Scholar] [CrossRef]
- Love, E.; Stone, D.E.; Wilton, T. Teaching user-centered design in new product marketing. Mark. Educ. Rev. 2011, 21, 29–34. [Google Scholar] [CrossRef]
- Koomsap, P. Design by customer: Concept and applications. J. Intell. Manuf. 2013, 24, 295–311. [Google Scholar] [CrossRef]
- Wubben, E.F.M.; Düsseldorf, S.; Batterink, M.H. Finding uncontested markets for European fruit and vegetables through applying the Blue Ocean Strategy. Br. Food J. 2012, 114, 248–271. [Google Scholar] [CrossRef]
- Abdolshah, M.; Fazli Besheli, B.; Fazli Besheli, S.; Norouzi, A. Strategic Planning for Agriculture Section using Swot, QSPM and Blue ocean-case Study: Eshraq Agro-industry company. Int. J. Agric. Manag. Dev. 2018, 8, 149–162. [Google Scholar]
- Borgianni, Y.; Cardillo, A.; Cascini, G.; Rotini, F. Systematizing new value proposition through a TRIZ-based classification of functional features. Procedia Eng. 2011, 9, 103–118. [Google Scholar] [CrossRef] [Green Version]
- Roozenburg, N.F.M.; Eekels, J. Product Design: Fundamentals and Methods; John Wiley and sons, Inc.: Hoboken, NJ, USA, 1991. [Google Scholar]
- Torres, M.D.; Moreira, R.; Chenlo, F.; Morel, M.H.; Barron, C. Physicochemical and structural properties of starch isolated from fresh and dried chestnuts and chestnut flour. Food Technol. Biotechnol. 2014, 52, 135–139. [Google Scholar]
- Zhu, Y.; Yin, Y.; Yang, K.; Li, J.; Sang, Y.; Huang, L.; Fan, S. Construction of a high-density genetic map using specific length amplified fragment markers and identification of a quantitative trait locus for anthracnose resistance in walnut (Juglans regia L.). BMC Genom. 2015, 16, 614. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Milošević, T.; Milošević, N. Determination of size and shape features of hazelnuts using multivariate analysis. Acta Sci. Pol. Hortorum Cultus 2017, 16, 49–61. [Google Scholar] [CrossRef]
- Pascuzzi, S.; Santoro, F. Analysis of the almond harvesting and hulling mechanization process: A case study. Agriculture 2017, 7, 100. [Google Scholar] [CrossRef] [Green Version]
- Kårlund, A.; Moor, U.; Sandell, M.; Karjalainen, R.O. The impact of harvesting, storage and processing factors on health-promoting phytochemicals in berries and fruits. Processes 2014, 2, 596–624. [Google Scholar] [CrossRef] [Green Version]
- El-Emam, M.A.; Ahmed, S.F.; Sabah, M.A.; Nasif, S.; Shi, W.; Zhou, L. Design and construction of a pneumatic harvesting and cleaning machine for jojoba seeds. Eng. Agric. Environ. Food 2019, 12, 451–459. [Google Scholar] [CrossRef]
- Prasad, K.; Jacob, S.; Siddiqui, M.W. Fruit maturity, harvesting, and quality standards. Preharvest Modul. Postharvest Fruit Veget. Qual. 2018, 41–69. [Google Scholar] [CrossRef]
- Fu, L.; Al-Mallahi, A.; Peng, J.; Sun, S.; Feng, Y.; Li, R.; Dongjian, H.; Cui, Y. Harvesting technologies for Chinese jujube fruits: A review. Eng. Agric. Environ. Food 2017, 10, 171–177. [Google Scholar] [CrossRef]
- Peterson, T.R.; Waal, S.; Feinstein, A.; Purdy, D. Raspberry Harvesting Efficiency Improvement; California Polytechnic State University: San Luis Obispo, CA, USA, 2018. [Google Scholar]
- Litvin, S. New TRIZ-Based Tool—Function-Oriented Search (FOS). In Proceedings of theTRIZ Future Conference, Firenze, Italy, 3–5 November 2004; pp. 505–508. [Google Scholar] [CrossRef]
- Russo, D.; Carrara, P.; Facoetti, G. Technical problem identification for supervised state of the art. IFAC-PapersOnLine 2018, 51, 1341–1346. [Google Scholar] [CrossRef]
- Monarca, D.; Cecchini, M.; Biondi, P.; Colopardi, F.; Guerrieri, M. Machines for shell fruits harvesting: Technical and economic aspects. Acta Hortic. 2012, 940, 171–178. [Google Scholar] [CrossRef]
- Monarca, D.; Cecchini, M.; Guerrieri, M.; Santi, M.; Colopardi, F. The evolution of the hazelnut harvesting technique. Acta Hortic. 2009, 845, 353–358. [Google Scholar] [CrossRef]
- Monarca, D.; Cecchini, M.; Colantoni, A.; Menghini, G.; Moscetti, R.; Massantini, R. The evolution of the chestnut harvesting technique. Acta Hortic. 2014, 1043, 219–225. [Google Scholar] [CrossRef]
- Monarca, D.; Cecchini, M.; Antonelli, D. Innovations in harvesting machines. Acta Hortic. 2005, 686, 343–350. [Google Scholar] [CrossRef]
- Monarca, D.; Cecchini, M.; Antonelli, D. Modern machines for walnut harvesting. Acta Hortic. 2005, 705, 505–513. [Google Scholar] [CrossRef]
- Fanigliulo, R.; Tomasone, R. Operative performance and work quality of a hazelnut pick-up machine. Acta Hortic. 2009, 845, 425–430. [Google Scholar] [CrossRef]
- Monarca, D.; Cecchini, M.; Antonelli, D.; Mordacchini Alfani, M.L.; Salcini, M.C.; Massantini, R. Mechanical harvesting and quality of “Marroni” chestnut. Acta Hortic. 2005, 682, 1193–1198. [Google Scholar] [CrossRef]
- Monarca, D.; Cecchini, M.; Antonelli, D. The influence of mechanical harvesting on the quality of chestnuts: Experiences in the Monti Cimini Area. Acta Hortic. 2003, 599, 611–616. [Google Scholar] [CrossRef]
- Bernardi, B.; Stillitano, T.; De Luca, A.I.; Abenavoli, L.M.; Zimbalatti, G.; Benalia, S.; Tous, J. The assessment of hazelnut mechanical harvesting productivity. Agron. Res. 2017, 15, 1491–1497. [Google Scholar] [CrossRef]
- Yildiz, T. Labor requirements and work efficiencies of hazelnut harvesting using traditional and mechanical pick-up methods. TURKISH J. Agric. For. 2016, 40, 301–310. [Google Scholar] [CrossRef]
- Berruto, R.; Ghiotti, G. Chestnut harvester for mountainous areas. Acta Hortic. 1999, 494, 101–106. [Google Scholar] [CrossRef]
- De Kleine, M.E.; Guyer, D.E. Design, Development, and Evaluation of a Single-Stage Combined Chestnut Harvesting and Material Separation Concept. Appl. Eng. Agric. 2013, 29, 823–829. [Google Scholar] [CrossRef]
- Colorio, G.; Tomasone, R.; Cedrola, C.; Pagano, M. Overall mechanization of hazelnut orchards in Southern Italy. Acta Hortic. 2009, 845, 419–424. [Google Scholar] [CrossRef]
- Asquini. Mechanical Buildings 2011. Available online: http://www.asquini.org/en/costruzioni_meccaniche.php (accessed on 20 March 2020).
- Bonaddio, M. Raccoglitore Nocciole, Olive, Castagne, Ghiande e noci 2016. Available online: https://www.bonaddio.it/raccoglitore-nocciole-olive-castagne-ghiande-noci/ (accessed on 20 March 2020).
- Bosco. Macchine Raccolta da Terra 2016. Available online: https://www.bosco-v.it/macchine-raccolta-da-terra/ (accessed on 20 March 2020).
- Chianchia. Macchine lavorazione frutta a guscio n.d. Available online: https://www.chianchia.it/negozio/index.php?id_category=28&controller=category&id_lang=1 (accessed on 20 March 2020).
- Cifarelli. Aspiratore V1200E 2020. Available online: https://www.cifarelli.it/index.php/Prodotto?l=1&p=9 (accessed on 20 March 2020).
- Facma. Our Products 2020. Available online: https://www.facma.it/prodotti.asp?lang=eng (accessed on 20 March 2020).
- Flory Industries Products. Available online: https://www.goflory.com/index.php/products (accessed on 20 March 2020).
- Harvesters Machines. GF Costruzioni Macchine Agricole n.d. Available online: https://www.gf-srl.it/en/harvesters-machines/ (accessed on 20 March 2020).
- Giampi. Our Products 2019. Available online: https://www.giampimacchineagricole.com/en/prodotti-2/ (accessed on 20 March 2020).
- Hasatsan Harvesting Machinery. Products 2019. Available online: https://www.hasatsan.com.tr/en/products (accessed on 20 March 2020).
- Industries Garriga sl. Available online: https://www.industriesgarriga.com/productos/ (accessed on 20 March 2020).
- Monchiero. Macchine Specializzate per i Professionisti delle Castagne n.d. Available online: https://www.monchiero.com/raccoglicastagne/ (accessed on 20 March 2020).
- Rivmec. Hazelnut Harvester 2019. Available online: https://rivmec.com/en/macchina-raccolta-nocciole/ (accessed on 20 March 2020).
- Valier. Roll-in: Collecting Made Easy! n.d. Available online: https://roll-in.it/?gclid=CjwKCAiAhc7yBRAdEiwAplGxX11Z9RyFj4lfkCaVQibSH2-oIJTh-WSWjYLUpTHia9_5N5lM91fAaBoCo3YQAvD_BwE (accessed on 20 March 2020).
- Weiss, M. Harvesters 2020. Available online: https://www.weissmcnair.com/harvesters (accessed on 20 March 2020).
- Cascini, G.; Fantoni, G.; Montagna, F. Situating needs and requirements in the FBS framework. Des. Stud. 2013, 34, 636–662. [Google Scholar] [CrossRef]
- Stylidis, K.; Wickman, C.; Söderberg, R. Perceived quality of products: A framework and attributes ranking method. J. Eng. Des. 2020, 31, 37–67. [Google Scholar] [CrossRef] [Green Version]
- Altshuller, G.S. Creativity as an Exact Science: The Theory of the Solution of Inventive Problems; Gordon and Breach Science Publishers Inc.: New York, NY, USA, 1984. [Google Scholar]
- Dinter, B. Success factors for information logistics strategy-An empirical investigation. Decis. Support Syst. 2013, 54, 1207–1218. [Google Scholar] [CrossRef]
- Maccioni, L.; Borgianni, Y. A Product Success Scale for Supporting Research in Engineering Design. In Proceedings of the 2018 15th International Design Conference, Dubrovnik, Croatia, 21–24 May 2018; pp. 69–80. [Google Scholar] [CrossRef]
- Bertoni, M. Introducing sustainability in value models to support design decision making: A systematic review. Sustainability 2017, 9, 994. [Google Scholar] [CrossRef] [Green Version]
- Maccioni, L.; Borgianni, Y.; Rotini, F. Sustainability as a value-adding concept in the early design phases? Insights from stimulated ideation sessions. In Proceedings of the International Conference on Sustainable Design and Manufacturing, Bologna, Italy, 26–28 April 2017; Springer: Cham, Swizerland, 2017; pp. 888–897. [Google Scholar] [CrossRef]
- Hylving, L. Competing values in the era of digitalization. In Proceedings of the 2015 48th Hawaii International Conference on System Sciences, Kauai, Hawaii, 5–8 January 2015; IEEE: Piscataway, NJ, USA, 2015; pp. 4161–4170. [Google Scholar] [CrossRef]
- Borgianni, Y.; Rauch, E.; Maccioni, L.; Mark, B.G. User Experience Analysis in Industry 4.0—The Use of Biometric Devices in Engineering Design and Manufacturing. In Proceedings of the International Conference on Industrial Engineering and Engineering Management, Bangkok, Thailand, 16–19 December 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 192–196. [Google Scholar] [CrossRef]
- Gondchawar, N.; Kawitkar, R.S. IoT based smart agriculture. Int. J. Adv. Res. Comput. Commun. Eng. 2016, 5, 838–842. [Google Scholar] [CrossRef]
- Suma, N.; Samson, S.R.; Saranya, S.; Shanmugapriya, G.; Subhashri, R. IOT based smart agriculture monitoring system. Int. J. Recent Innov. Trends Comput. Commun. 2017, 5, 177–181. [Google Scholar]
- Symeonaki, E.; Arvanitis, K.; Piromalis, D. A Context-Aware Middleware Cloud Approach for Integrating Precision Farming Facilities into the IoT toward Agriculture 4.0. Appl. Sci. 2020, 10, 813. [Google Scholar] [CrossRef] [Green Version]
- Annarelli, A.; Battistella, C.; Nonino, F. Product service system: A conceptual framework from a systematic review. J. Clean. Prod. 2016, 139, 1011–1032. [Google Scholar] [CrossRef]
- Bietresato, M.; Vidoni, R.; Gasparetto, A.; Mazzetto, F. Design and first tests of a vision system on a tele-operated vehicle for monitoring the canopy vigour status in orchards. In Proceedings of the 1st Conference on Proximal Sensing Supporting Precision Agriculture—Held at Near Surface Geoscience, Turin, Italy, 6–10 September 2015. [Google Scholar] [CrossRef]
- Bietresato, M.; Carabin, G.; Vidoni, R.; Gasparetto, A.; Mazzetto, F. Evaluation of a LiDAR-based 3D-stereoscopic vision system for crop-monitoring applications. Comput. Electron. Agric. 2016, 124, 1–13. [Google Scholar] [CrossRef]
- Devisscher, T.; Mont, O. An analysis of a product service system in Bolivia: Coffee in Yungas. Int. J. Innov. Sustain. Dev. 2008, 3, 262–284. [Google Scholar] [CrossRef]
- Ziout, A.; Azab, A. Industrial product service system: A case study from the agriculture sector. Procedia CIRP 2015, 33, 64–69. [Google Scholar] [CrossRef]
- Wilkinson, C.R.; De Angeli, A. Applying user centred and participatory design approaches to commercial product development. Des. Stud. 2014, 35, 614–631. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Movement of Machines in the Orchards | Removal the Shell Fruits from the Orchard Ground | |
|---|---|---|
| Vacuum (V/•) | Mechanical (M/•) | |
| Portable (•/P) |  |  |
| US3808785 (A) | EP2945474 (B1) | |
| Trailed (•/T) |  US4322940 (A) |  US5001893 (A) |
| Mounted (•/M) |  |  |
| FR2590112 (B3) | US2928225 (A) | |
| Self-propelled (•/SP) |  US2502810 (A) |  FR2702923 (A1) |
| Company Name | Ref. | Categories of Harvesting Machines in Production (Number of Variants) | Related Patents or Patent Applications |
|---|---|---|---|
| Asquini | [69] | M/SP(1); V/SP(1) | ITVT20100001 (A1) |
| Bonaddio | [70] | M/P(1) | ITAN20150004 (U1) |
| Bosco | [71] | M/SP(5) | - |
| Chianchia | [72] | M/P(1); M/M(1); V/T(2); V/M(2) | IT1311260 (B1) |
| Cifarelli | [73] | V/P(1) | EP0862847 (B1) EP3226676 (B1) |
| Facma | [74] | M/M(1); M/SP(1); V/T(4); V/SP(5) | ITGE20130111 (A1) IT1249080 (B) |
| Flory | [75] | M/T(2); M/M(2); M/SP(9) | US3728850 (A) |
| GF costruzione macchine agricole (GF Jolly) | [76] | M/M(4); M/SP(3) | - |
| Giampi | [77] | M/M(6); M/SP(1); V/T(2); V/M(1) | ITRM20130059 (U1) |
| Hasatsan | [78] | M/M(3); V/T(6) | - |
| IND Garriga | [79] | M/M(2); V/T(2); V/M(1) | ES2051164 (A2) |
| Monchiero | [80] | M/SP(5); V/T(1) | AU2014202410 (A1) ITTO20120154 (U1) ITTO20110326 (A1) ITTO20100696 (A1) |
| Rivmec | [81] | M/M(1) | - |
| Valier | [82] | M/P(1) | ITUB201586616 (U1) EP2945474 (B1) WO2013064660 (A1) ITRO20140004 (U1) WO2013064660 (A1) |
| Weiss McNair | [83] | M/T(4); M/SP(2) | US5373688 (A) US5001893 (A) |
| Movement of Machines in the Orchard | Removal the Shell Fruits from the Orchard Ground | |
|---|---|---|
| Vacuum | Mechanical | |
| Portable | Cifarelli V1200E | Bonaddio; Chianchia Rollblitz; Valier Roll-in |
| Trailed | Chianchia KF501-KF601; Facma Cimina 120T-380T; Garriga RAG2005-MCER605; Giampi Star 211-311; Hasatsan H230-H2200; Monchiero 498 | Flory 490–860; Weiss McNair 836–9810 |
| Mounted | Chianchia EU1000-EU200; Garriga MCE 42; Giampi Star 111 | Chianchia K1800; Facma MEK1800; Flory 9610–9685; Garriga VSide; GF Jolly 1500–2800; Giampi Star S.P.1400-200; Hasatsan H130-H1800; Rivemec SMART |
| Self-propelled | Facma Cimina 160S-380S | Asquini; Bosco; Facma Semek 1000; Flory 8600–8770; Flory 33–79 Series; GF Super Jolly 4 × 4; Giampi Futura 1000; Monchiero 2050–20125; Weiss McNair 7510-Magnum |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maccioni, L.; Bietresato, M.; Borgianni, Y. From the Extraction of Currently Fulfilled Requirements to Value Curves: A Case Study in the Field of Harvesting Machines for Shell Fruits and Lessons Learnt in Engineering Design. Appl. Sci. 2020, 10, 3809. https://doi.org/10.3390/app10113809
Maccioni L, Bietresato M, Borgianni Y. From the Extraction of Currently Fulfilled Requirements to Value Curves: A Case Study in the Field of Harvesting Machines for Shell Fruits and Lessons Learnt in Engineering Design. Applied Sciences. 2020; 10(11):3809. https://doi.org/10.3390/app10113809
Chicago/Turabian StyleMaccioni, Lorenzo, Marco Bietresato, and Yuri Borgianni. 2020. "From the Extraction of Currently Fulfilled Requirements to Value Curves: A Case Study in the Field of Harvesting Machines for Shell Fruits and Lessons Learnt in Engineering Design" Applied Sciences 10, no. 11: 3809. https://doi.org/10.3390/app10113809
APA StyleMaccioni, L., Bietresato, M., & Borgianni, Y. (2020). From the Extraction of Currently Fulfilled Requirements to Value Curves: A Case Study in the Field of Harvesting Machines for Shell Fruits and Lessons Learnt in Engineering Design. Applied Sciences, 10(11), 3809. https://doi.org/10.3390/app10113809