1. Introduction
Nowadays, Laser Beam Cutting (LBC) is the most widely used process in industry for cutting different sheet materials. Laser machining is capable to cut a very large range of materials that covers almost all categories (metals, composites and ceramics). This peculiarity is due to the thermal nature of the laser process that depends on the material thermal behavior rather than on its mechanical properties. Thermal energy is provided by the laser beam and converted into heat. The laser beam can be focused on the material surface to a very small spot and, being electromagnetic radiation, it does not involve mechanical cutting force, tool wear and vibration. Thus, LBC is suitable for cutting hard or brittle materials as well.
The laser beam interacts with the electrons of the material, and part of the energy is absorbed, producing a highly localized rise in temperature up to melting, vaporization or chemical state change. These different physical phenomena that govern the laser–material interaction mainly depend on chemical and physical properties of the material such as absorptivity, thermal conductivity, as well as the laser characteristics including wavelength and power density [
1,
2]. Melting cutting is by far the most common method for metal cutting, whereas vaporization cutting is typically used for materials with low vaporization energy and high irradiation lasers. Chemical state change cutting is used for some organic materials instead, when the increase in temperature leads to the rupture of the chemical bonds between the molecules. In melting cutting, the molten material is removed from the groove by a pressurized gas assistant jet. Depending on the material to be cut, the auxiliary gas can be inert or active. The first one protects the surface from oxidation, whereas the second one (usually oxygen) generates an intense exothermal reaction that increases the temperature of the cutting area, thus allowing thicker cuts and higher speeds.
Compared to plasma cutting, laser machining offers several benefits such as automation capability and reduced production costs, and it provides higher-quality kerfs [
3], even though it allows cutting thinner sections.
The main limiting factor of the LCB is the high temperature reached in the process, and the consequent thermal damage induced into the material machined, such as the formation of Heat Affected Zone (HAZ), recast layer, drag line and slag attachment.
CO
2 gas laser and solid-state laser are the most established types of lasers for industrial cutting of metals. CO
2 gas lasers (λ = 10.6 µm) are widely adopted because of their high output power and good beam quality. However, high power efficiency, ease of beam guidance, high beam quality and ten times shorter wavelength are some of the advantages of solid-state disk and fiber lasers [
4]. Indeed, very different wavelengths lead to diverse absorption behaviors. Steel has acceptable absorption for CO
2 laser generated wavelength. Conversely, solid-state lasers (also known as 1 µm radiation) have found a niche application in industrial-scale laser cutting of highly reflective materials such as copper, aluminum and gold [
5]. However, CO
2 laser cutting of aluminum alloys, although not common, may be of industrial interest. The use of a higher-power source, such as CO
2 laser source, combined with highly pressurized assistant gas may overcome these limitations.
Solid-state disk and fiber lasers provide better performance in melting cutting of thin stainless steel sheets (up to 2 mm) with nitrogen as assisting gas, due to the higher beam quality. Under these conditions, solid-state lasers achieve considerably higher cutting speed and surface quality than CO
2 lasers. Nevertheless, the spread between the maximum cutting speeds is reduced when increasing sheet thickness. Conversely, in oxygen-assisted laser cutting, solid-state lasers and CO
2 lasers exhibit comparable performances in term of cutting speed and cut edge quality. The reasons of this behavior have not yet been fully understood. Possible explanations are concerned with material removal, recoil pressure, cut front absorptivity, primary losses and multiple reflections [
6]. As a consequence of the intense laser-material energy transfer, these effects may reduce the effective laser beam intensity at the cut front surface. Indeed, the capacity of the material to absorb the laser radiation is dependent on the coupling between the laser beam and the cut front. The absorptivity of CO
2 laser radiation is optimal when the incident angle is close to 90°, while the maximum absorptivity of solid-state laser radiation is achieved for smaller angles. In thick section cutting, the cut front inclination usually is close to 90°, and it depends on the cutting speed [
7]. In laser cutting of medium and thick sheets, the absorptivity of ferrous alloys to 1 µm radiation on the surface of the cut front can be lower than its theoretical optimum; this issue can be addressed to the inclination angle of the cut front. As consequence, in these applications, the absorptivity of the CO
2 laser beam can be even higher than that of the solid-state laser beam. In addition, the distribution of the coefficient of absorptivity on the cut front is more uniform in CO
2 laser cutting, whereas it shows a large drop in the middle of the workpiece thickness in fiber laser cutting [
8]. The minimum roughness is related to the absorbed laser energy per unit volume of the removed metal for both laser types regardless of thickness [
9].
In the present work, a CO2 laser was adopted because it outperforms solid state laser in cutting of thick sheets due to the higher effective laser beam intensity. Moreover, in CO2 laser cutting of thick sections, the higher kerf width of CO2 lasers exerts a major role in facilitating the melt removal.
LCB is strongly influenced by process parameters; therefore, proper selection of process parameters is required to minimize the amount of energy transferred to the material during machining in order to reduce the thermal damage. To date, a large number of experimental and theoretical investigations have been performed on the LBC of metals. Rajaram et al. [
10] used regression analysis to describe the combined effects of laser power and cutting speed on kerf width, surface roughness, size of HAZ and drag line of 4130 steel. It was reported that low feed rate results in smooth surface and low drag line frequency. Radovanović et al. [
11] developed ANN models for predicting cut quality of CO
2 nitrogen cutting of AISI 304 stainless steel and proposed operating diagrams in support of the parameter selection. The melt removal rate in laser cutting of thick-section stainless steel was characterized by Wandera et al. [
12]. It was demonstrated that the efficiency of the melt removal from the cut kerf is affected by assisting gas pressure, nozzle diameter and focal point position. The effect of oxygen in laser cutting of low-carbon and medium-carbon steel was investigated by Shaparev [
13]. It was established that the use of oxygen as an auxiliary gas allows the reduction of power and the increase in cutting speed. A mathematical model to predict the drag line width and drag line frequency on stainless steel was developed by Yilbas [
14]. It was shown that mechanisms such as molten solidification, gas dynamics and fluctuation of power are associated with the formation of drag lines. Sharifi et al. [
15] investigated the effects of process parameters on cutting region temperature and cut edge quality in Nd:YAG laser cutting of AL6061T6 alloy. It was concluded that the laser power density, which in turn depends on the nozzle standoff distance, has a major effect on the cutting region temperature and cut edge quality when the sheet thickness increases.
Most of the research studies focus on specific materials or a group of materials which belong to the same categories regarding the physical properties and chemical composition. Only a minority of these works concern LCB of different metals [
16,
17].
This paper investigates the effect of material type, workpiece thickness, cutting speed and assistant gas pressure on cut quality in industrial laser cutting of different materials. The quality of cut is of the utmost importance when high degree of precision and accuracy are required. The evaluation of cut quality was based on kerf geometry (kerf width and perpendicularity deviation), surface roughness and cut edge quality. The materials used in this experimental investigation were selected to represent the most commonly used materials in many relevant industrial fields, the aim being to find general criteria and well-optimized sets of process parameters. AlMg3 aluminum alloy and AISI 304 stainless steel were used to investigate nitrogen-assisted fusion cutting with different absorption behaviors with respect to CO2 laser wavelength, whereas St37-2 structural steel was chosen to study oxygen-assisted laser cutting. A factorial design was developed and tested by varying process parameters. The kerf width, taper angle and surface roughness were measured and analyzed. Analysis of Variance (ANOVA) was applied and discussed to study the combined effects of cutting laser parameters and workpiece parameters on the quality output. Finally, a visual inspection of kerf sections was carried out in order to exclude slag formation, uncut area and irregularities on the cut faces.
2. Materials and Experimental Procedure
2.1. Materials
The experimentation was performed on samples of AlMg3 aluminum alloy (EN AW-5754, UNS A95754, 51000), St37-2 low-carbon steel (EN S235JR, ASTM A283C, 1.0037) and AISI 304 stainless steel (EN X5CrNi18-10, AISI 304, 1.4301). The chemical composition and properties declared by the manufacturers are reported in
Table 1 and
Table 2, respectively.
Aluminum and its alloys exhibit a high strength-to-weight ratio, corrosion resistance and weldability. Given to their considerable properties, Al-alloy sheets are used to produce structural parts for industrial applications in aeronautic, automotive and other relevant technological fields. Aluminum alloys are cut with the use of inert gas, usually nitrogen. More specifically, AlMg3 is an aluminum–magnesium alloy (5xxx series), suitable for cold-forming and welding, which exhibits better corrosion resistance and higher mechanical properties than pure aluminum. As for pure aluminum, AlMg3 is characterized by high thermal conductivity. Heat transfer plays a critical role in laser cutting performance. Since thermal conductivity refers to the rate at which heat is removed from the cutting area, low thermal resistance increases heat dissipation, resulting in lower energy available to the machining and, consequently, higher energy consumption and loss of efficiency. Moreover, heat removal may result in cooling of the molten metal on the underside of the kerf, tapered edge and slag formation [
18]. Furthermore, light reflective metals, such as aluminum alloys, may reduce the maximum cutting speed and require more power density to initiate the cut [
5].
Steel and its alloys are widely employed in many industries because of their combination of strength and ductility. Steel is typically cut by using oxygen as assisting gas. St37-2 is a structural carbon steel characterized by relatively low hardness and prone to corrosion. Experimentally it was found that the thermal power contribution released by the oxidation reactions of steel is about equal to the power provided by the laser beam (per unit of length). As a result, it is possible to increase the cutting speed or the thickness of metal being cut. Furthermore, the use of oxygen as an assisting gas introduces an element of complexity into the laser cutting of low-carbon steel. In oxygen-assisted laser cutting, the laser beam heats the material to the ignition temperature, and forced burning of iron in oxygen occurs. Therefore, the end product quality depends on the thermal balance of two distinct cutting fronts. When the reaction front dominates, the cutting process results in poor surface quality (side burning).
Compared to steel, stainless steel provides further benefits such as corrosion resistance and oxidation resistance, and it is used in a large variety of applications. Due to the high melting temperature and low viscosity of the oxides generated from the reactions of iron and other alloy elements, oxygen laser cutting of high-strength steel is a more difficult task [
19]. Therefore, the use of inert gas is commonly preferred when cutting stainless steel. In particular, AISI 304 is a non-magnetic austenitic stainless steel. It is composed of chromium (~18%) and nickel (~10%) with iron and other elements. Fatigue strength is enhanced by the addition of N (nitriding), induction surface hardening or through cold forming. Thus, AISI 304 is characterized by good weldability and toughness. However, in laser cutting of stainless steel, the exothermic reaction of iron is complicated by the presence of these alloy elements. Therefore, when tight tolerances are required, the use of an inert gas such as nitrogen, argon or helium is suggested [
20].
2.2. Equipment
The experimental tests were performed by using a TRULaser 3040 by TRUMPF, equipped with a 5000 W CO
2 TruFlow source.
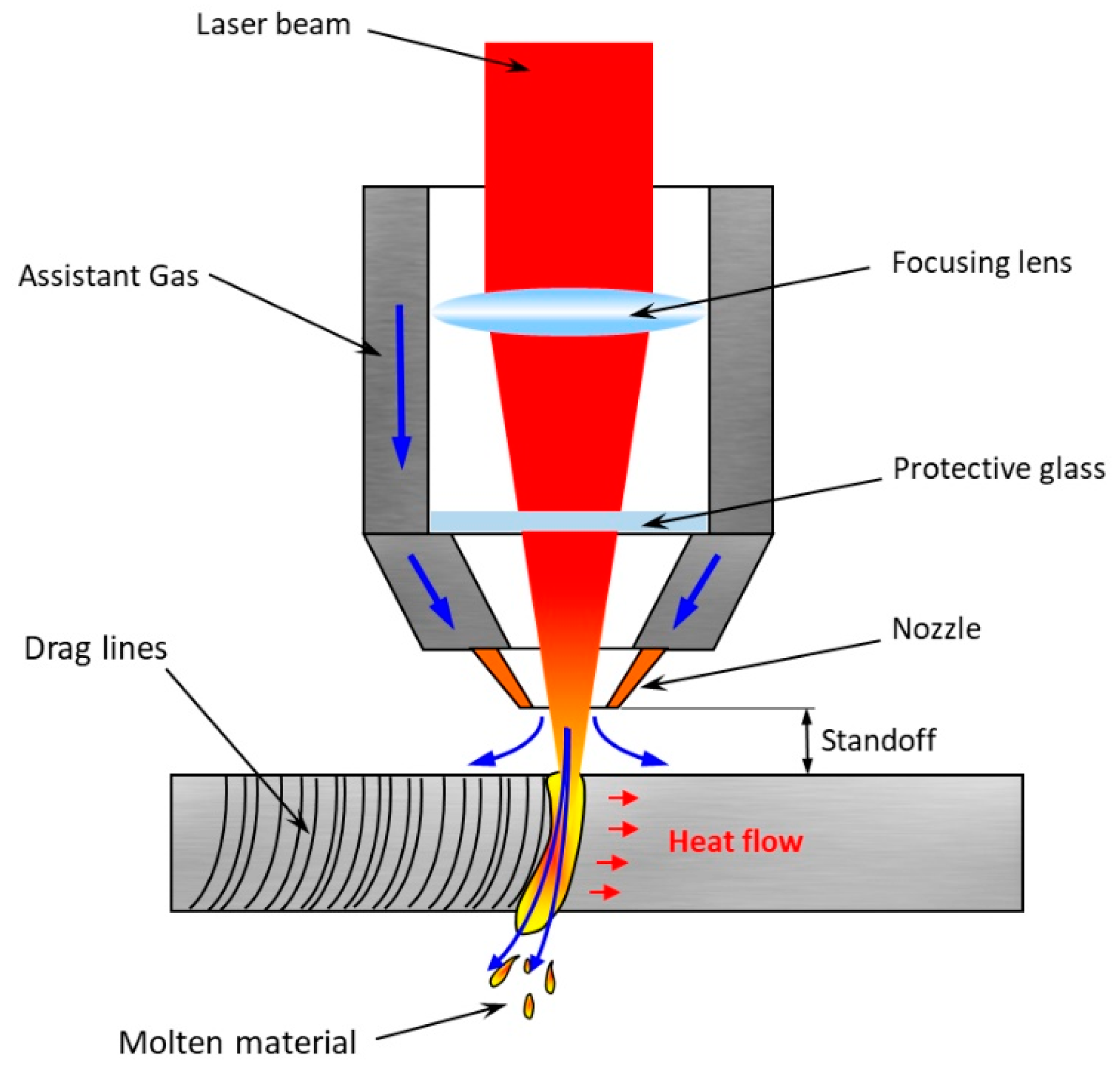
Figure 1 shows the schematic of the experimental setup used for testing where the relevant items involved in the laser cutting process are indicated. The laser system was controlled by means of a Computer Numerical Control (CNC) system. The assisting gas was ejected coaxially through the conical nozzle of the cutting head. A lens system focused the laser beam on a spot with diameter of ~0.3 mm. The beam intensity distribution in the focal spot approximated to the Gaussian distribution. The main features declared by the manufacturer are listed in
Table 3.
2.3. Experimental Procedures
The selection of process parameters is of fundamental importance in order to achieve dimensional accuracy, smooth surface and cut edge quality. Therefore, the range of parameters to be tested was identified on the basis of pre-design tests and literature studies. For each material the best-known practice was adopted. As for the assistant gas, AlMg3 and AISI 304 were cut by using nitrogen, whereas St37-2 was cut with oxygen. The assisting gas was ejected coaxially through the conical nozzle of the cutting head. Adjustments of the nozzle diameter allow pressure stabilization and avoid turbulence in the melt. In general, common values for the nozzle diameter are in the range 0.8 - 3 mm, according to material and thickness. The assisting gas jet provides the mechanical action required to drag the molten metal from the kerf, and it forms a boundary layer over the molten surface in which heat transfer occurs, thus avoiding overheating [
21]. Furthermore, in oxygen-assisted cutting, the active gas provides an additional thermal contribution to the energy balance. In general, in oxygen-assisted laser cutting, the active gas is injected into the cutting area with a pressure of approximately 0.2–0.6 bar depending on thickness, whereas the injection pressure of nitrogen is considerably higher (of about 16 bar for 10 mm thick sheets).
In inert gas-assisted cutting, the focus position is typically placed on the top or below the surface (negative focus position) to facilitate the inlet of the assisting gas and the ejection of the molten material. Conversely, in oxygen-assisted cutting, the focus position is generally set on the upper surface of the workpiece to rapidly trigger the oxidation reaction, especially for cutting thick sections [
22]. Proper setting of the focus position reduces loss of beam intensity and defocusing. Consequently, optimal focal position and nozzle diameter were found for each condition (material-interaction mechanism) at standard standoff distance and kept constant throughout the experimentation.
Cutting speed has a significant influence on material removal and cut front temperature because it governs the laser–material interaction for a given output power. Unsuitably low cutting speeds lead to under-utilization of laser beam energy, whereas excessively high cutting speeds (exceeding a critical threshold) result in a loss of the cutting conditions. Then, once the beam focus was established (depending on the gas type), the maximum cutting speed for each material was found by increasing the cutting speed as long as continuous through-thickness cut was obtained.
In order to study the influence of process parameters on geometrical accuracy and kerf quality, a 32 × 22 full factorial design was developed according to the Design of Experiment (DoE). This is a very effective approach for planning experiments that provides valid and objective results using ‘factorial designs’, in which the factors are changed simultaneously to verify a great number of factors and their interactions without the need for a large number of experimental runs, thus reducing development time and efforts. The control factors adopted were material and thickness as regards workpiece parameters, cutting speed and pressure as regards process parameters. In order to implement the aforementioned method, it is important to normalize the values of numerical parameters.
Two levels of cutting speed were adopted corresponding to 100% and 50% of the maximum cutting speed. The same was applied to the limiting assistant gas pressure. However, it was decided to not include in the experimentation the condition 50%–50%, corresponding to the combination of the low levels, because it was considered not a sufficient condition for ensuring adequate cutting. Therefore, the reduced factorial design consisted of 27 tests. For each condition, two replications were performed. Laser parameters adopted in experimental tests and the control factors (in coded mode) are summarized in
Table 4 and
Table 5, respectively.
Laser cutting of each sample was performed by varying process parameters in accordance with the experimental plan. Parallel cuts in a comb-like configuration were made on samples (as shown in
Figure 2) in order to carry out geometrical analysis and quality assessment of sections.
Aiming to identify the cutting parameters which have a significant influence on kerf quality and assess the adequacy of the developed regression empirical models, Analysis of Variance (ANOVA) was carried out at a confidence level of 95% (α = 0.05). The p-value was used to determine the significance of control factors and their interactions; thus, main effects and first-order interactions are significant when p-value is less than 0.05. The statistical analysis was performed by means of Minitab® R18 software.
Following the tests, the main response variables which best expressed the geometrical and quality characteristics of kerfs were selected and measured. It is worth noting that in laser cutting the cut edges will never be completely square, but the side walls tend to form a slight v-profile. Therefore, the kerf width generally decreases along with the cutting direction because of heat accumulation at the inlet of the laser beam. To consider the widening of kerf, suitable measurements were taken at different heights starting from the upper surface of the specimens as illustrated in
Figure 3. In particular, six measurements of the kerf width were collected from the upper workpiece surface (top kerf, Tk) and the same number were acquired from the workpiece bottom surface (bottom kerf, Bk) proceeding in the beam direction. In addition, the taper angle (Ta) and the section of material removed (S) were computed by Equations (1) and (2):
where
t is sheet thickness.
To highlight the dependence of geometrical response variables on the position at which their measurement was taken, the position was included in the statistical analysis as a control factor. It is useful to point out that it would be more correct to consider the position as a covariate, but the ability to discriminate between response measurements representing different levels of position would be lost. Furthermore, assuming the position as a control factor, it is possible to verify the effect of its interaction with the other control factors on the variables of interest. The geometrical response variables were measured using a 3D digital video microscopy system (Hirox KH-8700) equipped with MXG-2500 ‘revolver’ optics. 3D images of kerf sections were produced by continuously stacking the depth of field in the vertical axis, focus point to focus point, and simultaneously scanning the surface in the horizontal axis.
The roughness of the side cut surface is a typical issue of laser beam cutting and a critical factor for laser cut quality. The formation of a drag line arises from irregularity in the laser beam process such as small drifts or disturbances, solidification of melted material and curvature of the cut front. The cut surface roughness was measured in terms of arithmetic mean surface roughness (Ra), surface roughness depth (Rz) and mean width of profile elements (RSm) perpendicular to the cutting direction, on an evaluation length of 20 mm with a spacing of 2 µm (in accordance with ISO 4287:1997). The roughness profiles were measured using an inductive profilometer (Taylor Hobson Talysurf CLI 2000) equipped with a spherical diamond tip (2 µm radius) and processed by means of a surface analysis software (Talymap Universal 3.1.4). Since, as known, surface roughness is generally worse in the bottom edge, roughness measurements were executed at different heights of the workpiece thickness on each side of the cut. Profiles were acquired on the cut surface in the upper workpiece surface (L1), in the middle of the workpiece thickness (L2) and in the lower workpiece surface (L3), as shown in
Figure 4.
Finally, in accordance with UNI EN ISO 17658:2015, a quality assessment was carried out by visual inspection to ensure that no imperfections such as deviation of drag line, adherent slags and microcracks occurred on the cut surface.
4. Conclusions
This paper focuses on the effect of material type, workpiece thickness, cutting speed and assistant gas pressure on cut quality in laser beam cutting of different engineering materials, namely AlMg3 aluminum alloy, St37-2 low-carbon steel and AISI 304 stainless steel using a 5000 W CO2 industrial laser. The evaluation of cut quality was based on kerf geometry (kerf width and taper angle), surface roughness and cut edge quality. The main results can be summarized as follows.
The quality assessment of cut sections (in accordance with the standard ISO 17658:2015) confirmed a good overall quality and limited presence of laser cut imperfections since no solidified droplets, irregularity of face profile and burning of surface were observed. The overall top kerf width, bottom kerf width and taper angle were in the ranges of 599.90 ± 106.85 µm, 562.06 ± 280.01 µm and 0.83 ± 2.48 degrees, respectively.
Concerning kerf geometry, the top kerf width was mainly affected by the workpiece thickness. Conversely, the bottom kerf width was strongly influenced by the material type, thickness and gas pressure. The decrease in the cutting speed increased the kerf width as a result of the higher energy provided. The latter was less visible in the case of the stainless steel cutting. It is proposed that, in the range of values selected for laser cutting of AISI 304, the increase of cutting speed, where possible, enhanced the irradiation of the cut front, thus increasing its temperature toward the bottom. The taper angle was mostly affected by the material type.
As for the side kerf roughness, it was found that laser cutting of AlMg3, which exhibited the worst absorption of CO2 laser radiation, resulted in the highest value of Ra, whereas laser cutting of AISI 304 exhibited the lowest. Furthermore, the arithmetic surface roughness of both AlMg3 and St37-2 increased along the laser beam direction, whereas, in contrast, that of AISI 304 remained practically unchanged. The ANOVA results showed that the arithmetic surface roughness was mainly affected by the interaction between material and cutting speed. In addition, RSm increased when increasing cutting speed, especially in laser cutting of AISI 304. Conversely, in laser cutting of St37-2, RSm increased as the cutting speed decreased; furthermore, it was found that RSm decreased with thickness, demonstrating that the presence of alloy elements leads to a less predictable behavior. The interaction between thickness and gas pressure was found to be significant, showing that the spacing parameter decreased at lower gas pressure in laser cutting of thin sections.
Optimal cutting conditions, satisfying the straight requirements of the quality standard, were identified for each material: in nitrogen-assisted fusion cutting of AlMg3, the conditions Cs = 50% and P = 100% are preferred; oxygen-assisted cutting of St37-2 with Cs = 100% and P = 100% guarantees the best performance in cutting of sections up to 5 mm in thickness. For thicker sections, the condition Cs = 100% and P = 50% were found most suitable; in nitrogen-assisted cutting of AISI 304, the best cut quality was achieved for Cs = 100% and P = 50%. The best performance, in absolute terms, was obtained in oxygen cutting of 2.5 mm thick St37-2 with Cs = 50% and P = 100%, whereas the worst was given by nitrogen-assisted fusion cutting of 6 mm thick AlMg3 with Cs = 100% and P = 100%. These results also show that it is possible to apply industrial-relevant high cutting speeds.




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}