Thermophilic Methane Production from Hydrothermally Pretreated Norway Spruce (Picea abies)


Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Hot Water Extraction (HWE)
2.3. Synthetic Hydrolysate
2.4. Anaerobic Digestion in Batch Reactors
2.5. Bio-Methane Potential AMPTS II Test Setup
2.6. Bio-Methane Potential Syringe Test Setup
2.7. Inoculum
2.8. Analytical Methods
2.9. Kinetic Modeling
3. Results
3.1. AD Feed Characteristics
3.2. AMPTS II Test
3.3. Kinetic Modeling
3.4. Syringe Tests
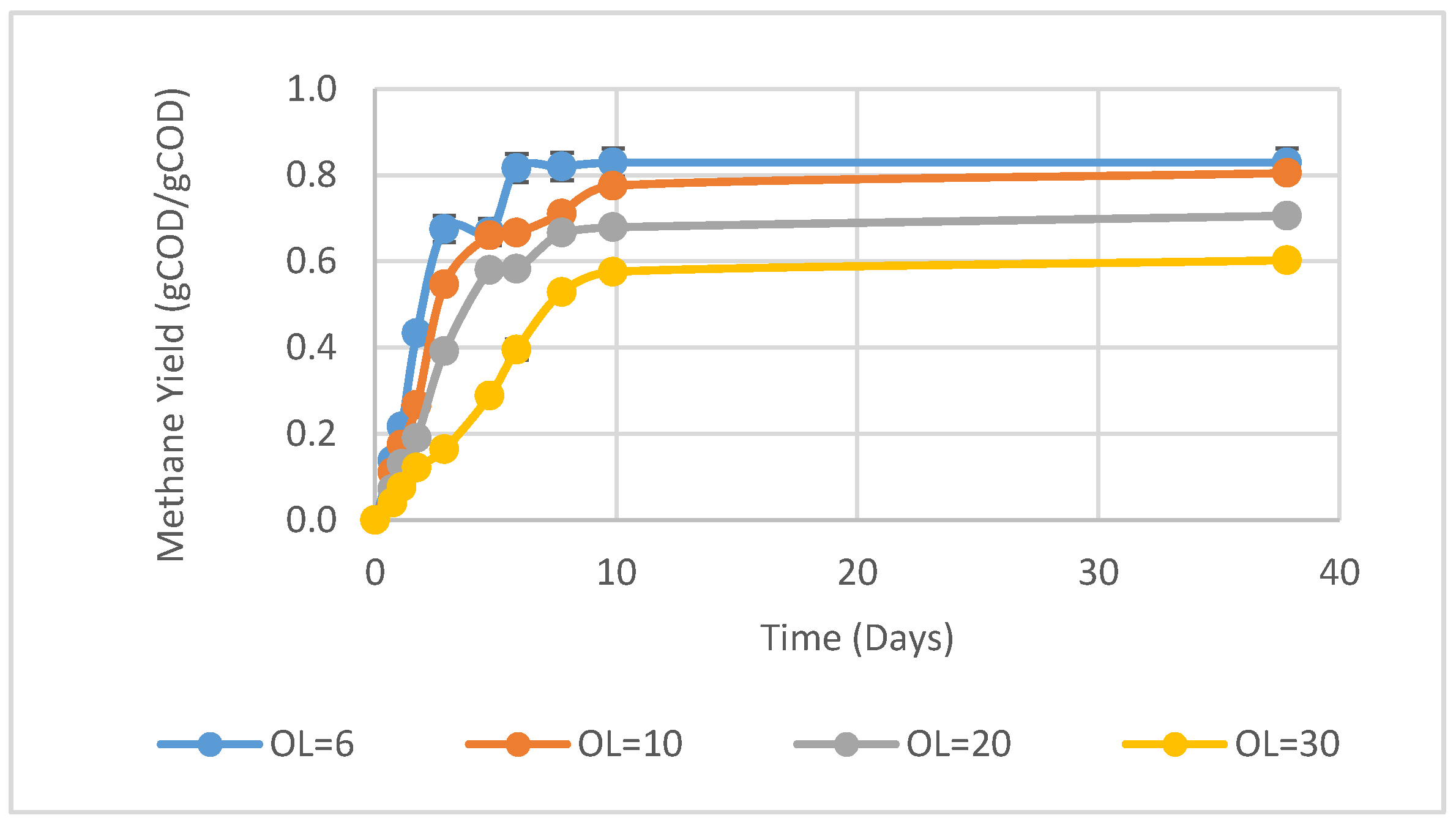
3.4.1. Influence of Organic Loading on AD of Hydrolysate
3.4.2. pH and Methane Content in the Biogas
4. Discussion
4.1. Effect of Sugars
4.2. Effect of Sugar Degradation Products
4.3. Effect of Soluble Lignin and its Derivatives
4.4. Effect of OL
4.5. Methane Content as a Tool to Monitor Reactor Health
4.6. Kinetic Modeling
4.7. Comparison of AD Batch Methods
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Koppram, R.; Albers, E.; Olsson, L. Evolutionary engineering strategies to enhance tolerance of xylose utilizing recombinant yeast to inhibitors derived from spruce biomass. Biotechnol. Biofuels 2012, 5, 32. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Monlau, F.; Sambusiti, C.; Barakat, A.; Quemeneur, M.; Trably, E.; Steyer, J.P.; Carrere, H. Do furanic and phenolic compounds of lignocellulosic and algae biomass hydrolyzate inhibit anaerobic mixed cultures? A comprehensive review. Biotechnol. Adv. 2014, 32, 934–951. [Google Scholar] [CrossRef] [PubMed]
- Saha, B.C.; Yoshida, T.; Cotta, M.A.; Sonomoto, K. Hydrothermal pretreatment and enzymatic saccharification of corn stover for efficient ethanol production. Ind. Crop. Prod. 2013, 44, 367–372. [Google Scholar] [CrossRef]
- Garrote, G.; Dominguez, H.; Parajo, J.C. Hydrothermal processing of lignocellulosic material. Holz Als Roh Und Werkst. 1999, 57, 191–202. [Google Scholar] [CrossRef]
- Gullón, P.; Romaní, A.; Vila, C.; Garrote, G.; Parajó, J.C. Potential of hydrothermal treatments in lignocellulose biorefineries. Biofuels Bioprod. Biorefining 2012, 6, 219–232. [Google Scholar] [CrossRef]
- Nitsos, C.K.; Matis, K.A.; Triantafyllidis, K.S. Optimization of hydrothermal pretreatment of lignocellulosic biomass in the bioethanol production process. ChemSusChem 2013, 6, 110–122. [Google Scholar] [CrossRef]
- Mosier, N.; Wyman, C.; Dale, B.; Elander, R.; Lee, Y.Y.; Holtzapple, M.; Ladisch, M. Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour. Technol. 2005, 96, 673–686. [Google Scholar] [CrossRef]
- Kaparaju, P.; Serrano, M.; Angelidaki, I. Effect of reactor configuration on biogas production from wheat straw hydrolysate. Bioresour. Technol. 2009, 100, 6317–6323. [Google Scholar] [CrossRef]
- Yang, L.; Xu, F.; Ge, X.; Li, Y. Challenges and strategies for solid-state anaerobic digestion of lignocellulosic biomass. Renew. Sustain. Energy Rev. 2015, 44, 824–834. [Google Scholar] [CrossRef]
- Liu, S. A synergetic pretreatment technology for woody biomass conversion. Appl. Energy 2015, 144, 114–128. [Google Scholar] [CrossRef]
- López González, L.M.; Pereda Reyes, I.; Dewulf, J.; Budde, J.; Heiermann, M.; Vervaeren, H. Effect of liquid hot water pre-treatment on sugarcane press mud methane yield. Bioresour. Technol. 2014, 169, 284–290. [Google Scholar] [CrossRef]
- Barakat, A.; Monlau, F.; Steyer, J.P.; Carrere, H. Effect of lignin-derived and furan compounds found in lignocellulosic hydrolysates on biomethane production. Bioresour. Technol. 2012, 104, 90–99. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Qiao, W.; Wang, X.; Takayanagi, K.; Shofie, M.; Li, Y.Y. Kinetic characterization of thermophilic and mesophilic anaerobic digestion for coffee grounds and waste activated sludge. Waste Manag. 2015, 36, 77–85. [Google Scholar] [CrossRef] [PubMed]
- Lier, J.B.v.; Grolle, K.C.F.; Frijters, C.T.M.J.; Stams, A.J.M.; Lettinga, G. Effects of Acetate, Propionate, and Butyrate on the Thermophilic Anaerobic Degradation of Propionate by Methanogenic Sludge and Defined Cultures. Appl. Environ. Microbiol. 1993, 59, 1003–1011. [Google Scholar] [CrossRef] [Green Version]
- Dinsdale, R.M.; Hawkes, F.R.; Hawkes, D.L. Mesophilic and thermophilic anaerobic digestion with thermophilic pre-acidification of instant-coffee-production wastewater. Water Res. 1997, 31, 1931–1938. [Google Scholar] [CrossRef]
- Nges, I.A.; Liu, J. Effects of solid retention time on anaerobic digestion of dewatered-sewage sludge in mesophilic and thermophilic conditions. Renew. Energy 2010, 35, 2200–2206. [Google Scholar] [CrossRef]
- Hashimoto, A.G. Effect of Inoculum by Substrate Ratio on methane yield and production rate from straw. Biol. Wastes 1989, 28, 247–255. [Google Scholar] [CrossRef]
- Feng, L.; Li, Y.; Chen, C.; Liu, X.; Xiao, X.; Ma, X.; Zhang, R.; He, Y.; Liu, G. Biochemical methane potential (BMP) of vinegar residue and the influence of feed to inoculum ratios on biogas production. Bioresources 2013, 8, 2487–2498. [Google Scholar] [CrossRef]
- Baeta, B.E.; Lima, D.R.; Adarme, O.F.; Gurgel, L.V.; Aquino, S.F. Optimization of sugarcane bagasse autohydrolysis for methane production from hemicellulose hydrolyzates in a biorefinery concept. Bioresour. Technol. 2016, 200, 137–146. [Google Scholar] [CrossRef] [PubMed]
- Costa, A.G.; Pinheiro, G.C.; Pinheiro, F.G.C.; Dos Santos, A.B.; Santaella, S.T.; Leitão, R.C. The use of thermochemical pretreatments to improve the anaerobic biodegradability and biochemical methane potential of the sugarcane bagasse. Chem. Eng. J. 2014, 248, 363–372. [Google Scholar] [CrossRef]
- Kaparaju, P.; Serrano, M.; Thomsen, A.B.; Kongjan, P.; Angelidaki, I. Bioethanol, biohydrogen and biogas production from wheat straw in a biorefinery concept. Bioresour. Technol. 2009, 100, 2562–2568. [Google Scholar] [CrossRef] [PubMed]
- Overend, R.P.; Chornet, E. Fractionation of lignocellulosics by steam-aqueous pretreatments. Philos. Trans. R. Soc. A 1987, 321, 523–536. [Google Scholar]
- Nitsos, C.K.; Choli-Papadopoulou, T.; Matis, K.A.; Triantafyllidis, K.S. Optimization of Hydrothermal Pretreatment of Hardwood and Softwood Lignocellulosic Residues for Selective Hemicellulose Recovery and Improved Cellulose Enzymatic Hydrolysis. ACS Sustain. Chem. Eng. 2016, 4, 4529–4544. [Google Scholar] [CrossRef]
- Baeta, B.E.; Luna, H.J.; Sanson, A.L.; Silva, S.Q.; Aquino, S.F. Degradation of a model azo dye in submerged anaerobic membrane bioreactor (SAMBR) operated with powdered activated carbon (PAC). J. Environ. Manag. 2013, 128, 462–470. [Google Scholar] [CrossRef] [Green Version]
- Stromberg, S.; Nistor, M.; Liu, J. Towards eliminating systematic errors caused by the experimental conditions in Biochemical Methane Potential (BMP) tests. Waste Manag. 2014, 34, 1939–1948. [Google Scholar] [CrossRef]
- Badshah, M.; Lam, D.M.; Liu, J.; Mattiasson, B. Use of an Automatic Methane Potential Test System for evaluating the biomethane potential of sugarcane bagasse after different treatments. Bioresour. Technol. 2012, 114, 262–269. [Google Scholar] [CrossRef]
- Ostgaard, K.; Kowarz, V.; Shuai, W.; Henry, I.A.; Sposob, M.; Haugen, H.H.; Bakke, R. Syringe test screening of microbial gas production activity: Cases denitrification and biogas formation. J. Microbiol. Methods 2017, 132, 119–124. [Google Scholar] [CrossRef] [PubMed]
- Raposo, F.; De la Rubia, M.A.; Fernández-Cegrí, V.; Borja, R. Anaerobic digestion of solid organic substrates in batch mode: An overview relating to methane yields and experimental procedures. Renew. Sustain. Energy Rev. 2012, 16, 861–877. [Google Scholar] [CrossRef]
- Li, Y.; Hua, D.; Zhang, J.; Gao, M.; Zhao, Y.; Xu, H.; Liang, X.; Jin, F.; Zhang, X. Influence of inoculum to substrate ratios (ISRs) on the performance of anaerobic digestion of algal residues. Ann. Microbiol. 2013, 64, 955–960. [Google Scholar] [CrossRef]
- Shin, J.; Jang, H.M.; Shin, S.G.; Kim, Y.M. Thermophilic anaerobic digestion: Effect of start-up strategies on performance and microbial community. Sci. Total Environ. 2019, 687, 87–95. [Google Scholar] [CrossRef]
- APHA; Water Environment Federation; American Water Works Association. Standard Methods for the Examination of Water and Wastewater; American Public Health Association: Washington, DC, USA, 1998. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of structural carbohydrates and lignin in biomass. Lab. Anal. Proced. 2008, 1617, 1–16. [Google Scholar]
- Chi, C.; Zhang, Z.; Chang, H.-m.; Jameel, H. Determination of Furfural and Hydroxymethylfurfural Formed From Biomass Under Acidic Conditions. J. Wood Chem. Technol. 2009, 29, 265–276. [Google Scholar] [CrossRef]
- Bergland, W.H.; Dinamarca, C.; Toradzadegan, M.; Nordgard, A.S.; Bakke, I.; Bakke, R. High rate manure supernatant digestion. Water Res. 2015, 76, 1–9. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zwietering, M.H.; Jongenburger, I.; Rombouts, F.M.; van’t Riet, K. Modeling of the bacterial growth curve. Appl. Environ. Microbiol. 1990, 56, 1875–1881. [Google Scholar] [CrossRef] [Green Version]
- He, L.; Huang, H.; Zhang, Z.; Lei, Z.; Lin, B.-L. Energy Recovery from Rice Straw through Hydrothermal Pretreatment and Subsequent Biomethane Production. Energy Fuels 2017, 31, 10850–10857. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Y.; Wang, J.; Meng, L. Effects of volatile fatty acid concentrations on methane yield and methanogenic bacteria. Biomass Bioenergy 2009, 33, 848–853. [Google Scholar] [CrossRef]
- Horn, S.J.; Estevez, M.M.; Nielsen, H.K.; Linjordet, R.; Eijsink, V.G. Biogas production and saccharification of Salix pretreated at different steam explosion conditions. Bioresour. Technol. 2011, 102, 7932–7936. [Google Scholar] [CrossRef]
- Razavi, A.S.; Hosseini Koupaie, E.; Azizi, A.; Hafez, H.; Elbeshbishy, E. Hydrothermal pretreatment of source separated organics for enhanced solubilization and biomethane recovery. Bioresour. Technol. 2019, 274, 502–511. [Google Scholar] [CrossRef]
- Leppänen, K.; Spetz, P.; Pranovich, A.; Hartonen, K.; Kitunen, V.; Ilvesniemi, H. Pressurized hot water extraction of Norway spruce hemicelluloses using a flow-through system. Wood Sci. Technol. 2010, 45, 223–236. [Google Scholar] [CrossRef]
- Koyama, M.; Yamamoto, S.; Ishikawa, K.; Ban, S.; Toda, T. Inhibition of anaerobic digestion by dissolved lignin derived from alkaline pre-treatment of an aquatic macrophyte. Chem. Eng. J. 2017, 311, 55–62. [Google Scholar] [CrossRef]
- Rättö, M.; Siika-aho, M.; Buchert, J.; Valkeajävi, A.; Viikari, L. Enzymatic hydrolosis of isolated and fibre-bound galactoglucomannans from pine-wood and pine kraft pulp. Appl. Microbiol. Biotechnol. 1993, 40, 449–454. [Google Scholar] [CrossRef]
- Cai, C.M.; Zhang, T.; Kumar, R.; Wyman, C.E. Integrated furfural production as a renewable fuel and chemical platform from lignocellulosic biomass. J. Chem. Technol. Biotechnol. 2014, 89, 2–10. [Google Scholar] [CrossRef]
- Ghasimi, D.S.M.; Aboudi, K.; de Kreuk, M.; Zandvoort, M.H.; van Lier, J.B. Impact of lignocellulosic-waste intermediates on hydrolysis and methanogenesis under thermophilic and mesophilic conditions. Chem. Eng. J. 2016, 295, 181–191. [Google Scholar] [CrossRef]
- Mussatto, S.I.; Roberto, I.C. Alternatives for detoxification of diluted-acid lignocellulosic hydrolyzates for use in fermentative processes: A review. Bioresour. Technol. 2004, 93, 1–10. [Google Scholar] [CrossRef]
- Leven, L.; Eriksson, A.R.; Schnurer, A. Effect of process temperature on bacterial and archaeal communities in two methanogenic bioreactors treating organic household waste. FEMS Microbiol. Ecol. 2007, 59, 683–693. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.F.; Nelson, M.C.; Chen, P.H.; Graf, J.; Li, Y.; Yu, Z. Comparison of the microbial communities in solid-state anaerobic digestion (SS-AD) reactors operated at mesophilic and thermophilic temperatures. Appl. Microbiol. Biotechnol. 2015, 99, 969–980. [Google Scholar] [CrossRef] [PubMed]
- Taherzadeh, M.J.; Gustafsson, L.; Niklasson, C.; Lidén, G. Conversion of furfural in aerobic and anaerobic batch fermentation of glucose by Saccharomyces cerevisiae. J. Biosci. Bioeng. 1999, 87, 169–174. [Google Scholar] [CrossRef]
- Jimenez, S.; Cartagena, M.C.; Arce, A. Influence of lignin on the methanization of lignocellulosic wastes. Biomass 1990, 21, 43–54. [Google Scholar] [CrossRef]
- Benner, R.; Maccubbin, A.; Hodson, R.E. Anaerobic biodegradation of the lignin and polysaccharide components of lignocellulose and synthetic lignin by sediment microflora. Appl. Env. Microbiol. 1984, 47, 998–1004. [Google Scholar] [CrossRef] [Green Version]
- Hendriks, A.T.; Zeeman, G. Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour. Technol. 2009, 100, 10–18. [Google Scholar] [CrossRef]
- Teghammar, A.; Yngvesson, J.; Lundin, M.; Taherzadeh, M.J.; Horváth, I.S. Pretreatment of paper tube residuals for improved biogas production. Bioresour. Technol. 2010, 101, 1206–1212. [Google Scholar] [CrossRef] [PubMed]
- Kafle, G.K.; Kim, S.H.; Sung, K.I. Ensiling of fish industry waste for biogas production: A lab scale evaluation of biochemical methane potential (BMP) and kinetics. Bioresour. Technol. 2013, 127, 326–336. [Google Scholar] [CrossRef] [PubMed]
- Gong, C.S.; Cao, N.J.; Du, J.; Tsao, G.T. Ethanol production from renewable resources. Adv. Biochem. Eng. Biotechnol. 1999, 65, 207–241. [Google Scholar]
- Li, W.; Khalid, H.; Zhu, Z.; Zhang, R.; Liu, G.; Chen, C.; Thorin, E. Methane production through anaerobic digestion: Participation and digestion characteristics of cellulose, hemicellulose and lignin. Appl. Energy 2018, 226, 1219–1228. [Google Scholar] [CrossRef]
- Kleinheinz, G.; Hernandez, J. Comparison of two laboratory methods for the determination of biomethane potential of organic feedstocks. J. Microbiol. Methods 2016, 130, 54–60. [Google Scholar] [CrossRef] [PubMed]
- Koch, K.; Hafner, S.D.; Weinrich, S.; Astals, S. Identification of Critical Problems in Biochemical Methane Potential (BMP) Tests From Methane Production Curves. Front. Environ. Sci. 2019, 7, 178. [Google Scholar] [CrossRef]
- Parajuli, P. Biogas Measurement Techniques and the Associated Errors. Master’s Thesis, University of Jyväskylä, Jyväskylä, Finland, 2011. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hydrolysate Samples | Hydrothermal Pretreatment Conditions | Severity Factor (log(R0)) | |
|---|---|---|---|
| Temperature (°C) | Time (min) | ||
| H170 | 170 | 90 | 4.02 |
| H140 | 140 | 300 | 3.65 |
| Parameters | H170syn | H140syn |
|---|---|---|
| Soluble COD (gCODs/L) | 20.7 | 12.6 |
| Arabinose (g/L) | 0.81 | 1.63 |
| Galactose (g/L) | 2.17 | 1.67 |
| Glucose (g/L) | 3.00 | 1.55 |
| Xylose (g/L) | 2.24 | 1.95 |
| Mannose (g/L) | 10.39 | 5.11 |
| Acetic acid (g/L) | 1.03 | 0.59 |
| pH | 3.07 | 3.14 |
| Sample | Inoculum (mL) | Substrate (mL) | OL (gCODt/L) |
|---|---|---|---|
| H170 | 240 | 160 | 20 |
| H140 | 200 | 200 | 20 |
| H170syn | 200 | 200 | 20 |
| H140syn | 160 | 240 | 20 |
| Control (Blank) | 240 | 160 (distilled water) | NA |
| Sample | Inoculum (mL) | Substrate (mL) | OL (g CODt/L) |
|---|---|---|---|
| H170 | 15 | 3 | 6 |
| H170 | 15 | 5 | 10 |
| H170 | 15 | 10 | 20 |
| H170 | 15 | 15 | 30 |
| H140 | 15 | 4 | 6 |
| H140 | 15 | 6.7 | 10 |
| H140 | 15 | 13.4 | 20 |
| H140 | 15 | 20 | 30 |
| Control (Blank) | 15 | 10 (distilled water) | NA |
| Analysis | Instruments Used | References |
|---|---|---|
| Biogas composition | SRI gas chromatography (model 8610C) | [34] |
| VFA concentrations | Gas chromatography HP 6890 serial C (Hewlett Packard) | [34] |
| COD | Commercial kits (WTW™) | [31] |
| pH | WTW inolab pH7110 | |
| Carbohydrate composition | Dionex ICS500 HPLC (ThermoFisher Scientific) | [32] |
| Furfural and HMF | UV 1800 from Shimadzu | [33] |
| Parameters | H170 | H140 |
|---|---|---|
| Total COD (gCODt/L) | 30.7 ± 1.7 (41) | 22.3 ± 1.6 (66) |
| Soluble COD (gCODs/L) | 26.9 ± 2.6 (41) | 20.0 ± 1.9 (66) |
| Acetic acid (g/L) | 1.0 ± 0.2 (8) | 0.6 ± 0.1 (14) |
| pH | 3.7 ± 0.1 (2) | 3.8 ± 0 (2) |
| Furfural (g/L) | 0.9 ± 0.02 (2) | 0.2 ± 0.01 (2) |
| 5-Hydroxy methyl furfural (g/L) | 0.5 ± 0.01 (2) | 0.2 ± 0.01 (2) |
| Arabinose (g/L) | 0.8 ± 0.003 (2) | 1.6 ± 0.02 (2) |
| Galactose (g/L) | 2.2 ± 0.01 (2) | 1.7 ± 0.05 (2) |
| Glucose (g/L) | 3.0 ± 0.01 (2) | 1.6 ± 0.05 (2) |
| Xylose (g/L) | 2.2 ± 0.02 (2) | 2 ± 0.04 (2) |
| Mannose (g/L) | 10.4 ± 0.02 (2) | 5.1 ± 0.1 (2) |
| Total sugars (g/L) | 18.6 ± 0.01 (2) | 11.9 ± 0.3 (2) |
| Samples | Initial pH | End pH | End CODs (mg/L) | End Acetic Acid (mg/L) | End Propionic Acid (mg/L) | End Total VFA (mg/L) | Methane Yield (gCOD/gCOD) |
|---|---|---|---|---|---|---|---|
| H170 | 7 | 7.97 ± 0.06 | 5780 ± 200 | 97 ± 22 | 112 ± 30 | 221 ± 42 | 0.45 ± 0.01 |
| H140 | 7 | 8.00 ± 0.04 | 4730 ± 30 | 67 ± 8 | 36 ± 7 | 103 ± 6 | 0.53 ± 0 |
| H170syn | 7 | 7.77 ± 0.05 | 2490 ± 120 | 15 ± 4 | 0 | 15 ± 4 | 0.84 ± 0.01 |
| H140syn | 7 | 7.73 ± 0.05 | 1970 ± 120 | 15 ± 7 | 0 | 15 ± 7 | 0.84 ± 0.01 |
| Samples | G0 (NmL CH4 gCOD −1) | Rmax (NmL CH4 Gcod −1Day−1) | λ (Days) | R2 | Cumulative Methane Yield (NmL gCOD−1) |
|---|---|---|---|---|---|
| H170 | 168.0 | 34.0 | 0.4 | 0.962 | 162 |
| H140 | 187.4 | 99.8 | 0.3 | 0.962 | 189 |
| H170syn | 302.9 | 42.2 | 0.8 | 0.960 | 285 |
| H140syn | 295.2 | 60.1 | 0.6 | 0.960 | 295 |
| OL (gCOD/L) | H170 | H140 |
|---|---|---|
| 6 | 73.3 ± 0.3 | 70.1 ± 0.4 |
| 10 | 69.4 ± 0.4 | 65.7 ± 0.1 |
| 20 | 69.5 ± 0.8 | 66.4 ± 0.3 |
| 30 | 68.2 ± 1.4 | 64.9 ± 0.8 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghimire, N.; Bakke, R.; Bergland, W.H. Thermophilic Methane Production from Hydrothermally Pretreated Norway Spruce (Picea abies). Appl. Sci. 2020, 10, 4989. https://doi.org/10.3390/app10144989
Ghimire N, Bakke R, Bergland WH. Thermophilic Methane Production from Hydrothermally Pretreated Norway Spruce (Picea abies). Applied Sciences. 2020; 10(14):4989. https://doi.org/10.3390/app10144989
Chicago/Turabian StyleGhimire, Nirmal, Rune Bakke, and Wenche Hennie Bergland. 2020. "Thermophilic Methane Production from Hydrothermally Pretreated Norway Spruce (Picea abies)" Applied Sciences 10, no. 14: 4989. https://doi.org/10.3390/app10144989
APA StyleGhimire, N., Bakke, R., & Bergland, W. H. (2020). Thermophilic Methane Production from Hydrothermally Pretreated Norway Spruce (Picea abies). Applied Sciences, 10(14), 4989. https://doi.org/10.3390/app10144989