Optimization of the Storage Location Assignment and the Picker-Routing Problem by Using Mathematical Programming

 , , and
, , and
Abstract
:1. Introduction
2. Literature Review
- Manual systems: They employ humans and are divided into three systems:
- Picker-to-parts systems: high-level picking systems with man-aboard and low-level picking systems (manual pick).
- The put system.
- Parts-to-picker systems (AS/RS miniloads, carousels, etc.).
- Mechanized/automated systems: They use machines and are mainly used for valuable, small and delicate items, and are divided into two systems:
- Automated picking.
- Robot picking.
- Conventional warehouses or block design: aisles are parallel to one another (picking aisle), where the products to be retrieved are located (pick location).
- Non-conventional warehouses: they have a flying-V shape, U-shape, fishbone or other non-conventional layout.
- Models of general warehouses: structures are undefined, and instead, they use general distance matrices.
3. Case Description
4. Materials and Methods
- I: denotes the set of spaces, indexed by i, j.
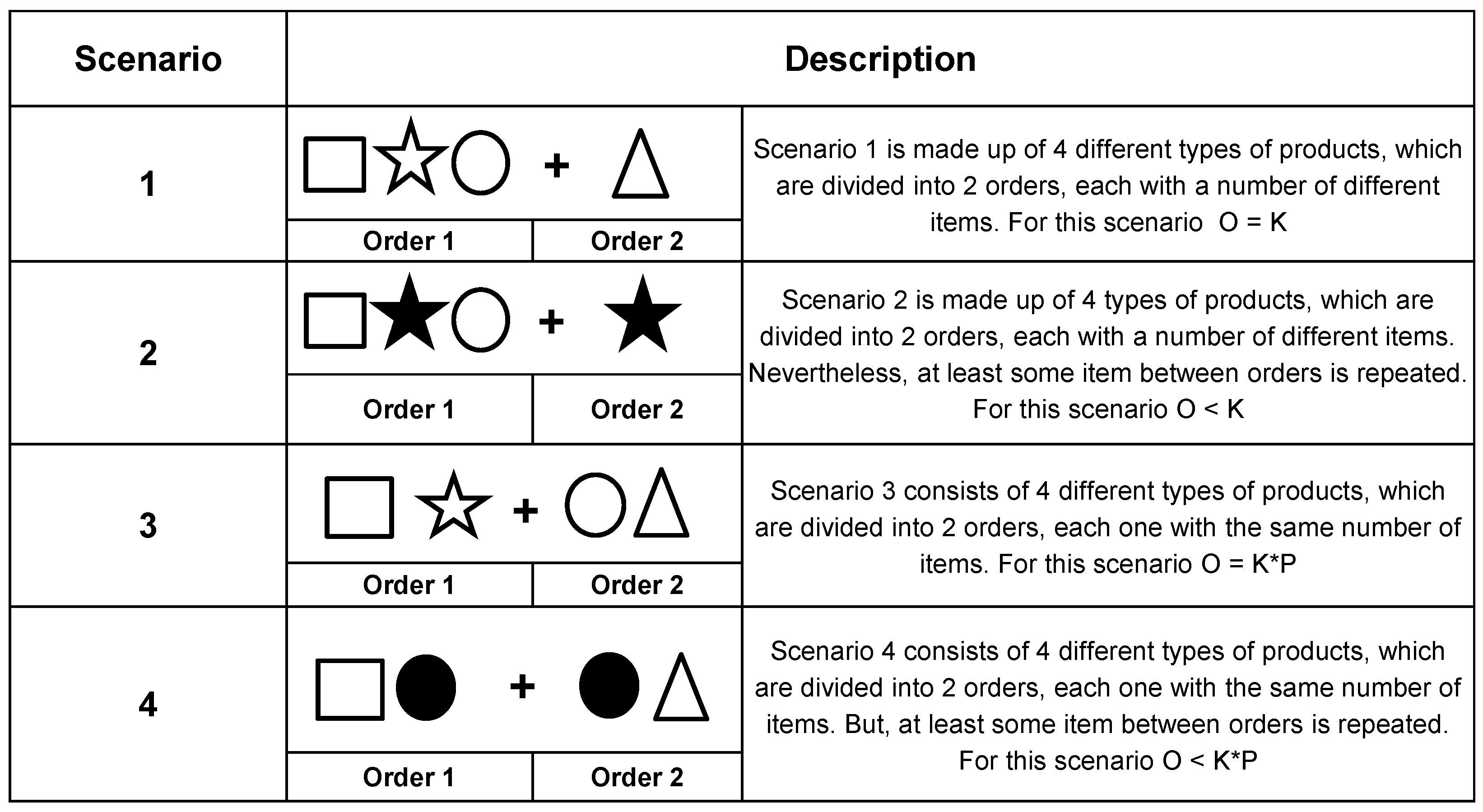
- K: denotes the set of different products types available, indexed by k.
- P: denotes the set the orders, indexed by p.
- O ⊆ K: denotes the set of different products to assign, indexed by o.
- = Demand of product k in order.
- = Capacity of spaces i for product k.
- = Weights of products k.
- = Matrix of the travel time go from space i to space j of picking area. The distances were created based on the location of spaces and the standard size of a pallet, where each unit of measurement is equivalent to one second.
- auxiliary variable for subtours.
- Quantity of boxes to pick in the order p in the space j of product k.
Description of the Instances
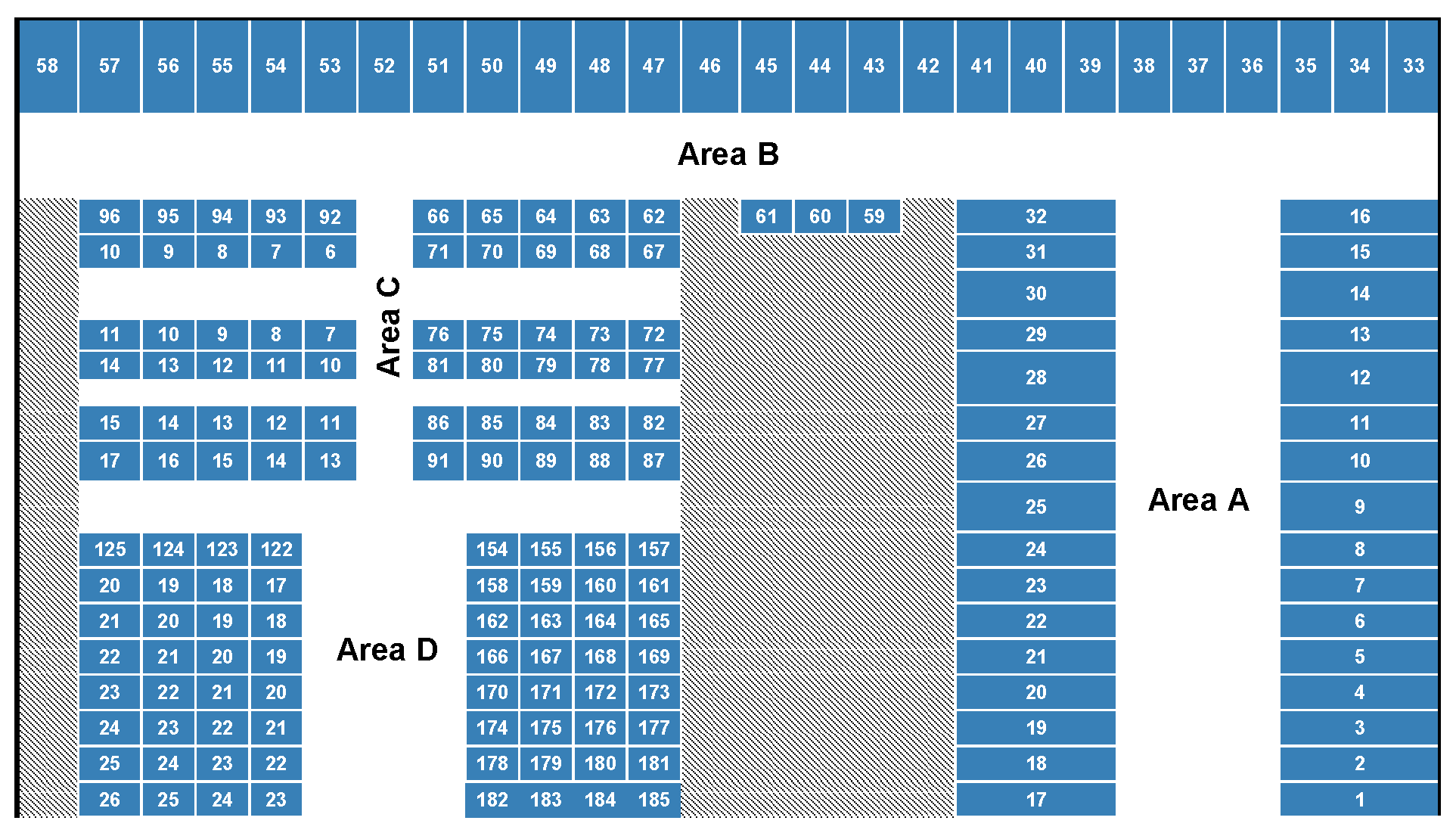
- Small: It considers half of the available spaces in Area A (up to 16 spaces) and is created randomly based on the behavior of the case study. These instances are numbered from 1 to 15, see Table 2.
- Medium: It considers Areas A and B (from 32 to 61 spaces). Instances 16–19, 22–25, 28–31 and 34–37 have the behavior of real data; on average, per day, the minimum number of spaces visited is 32, the number of products requested is 8 (in the four scenarios) and the orders number 3. These instances are numbered from 16 to 69, see Table 3. For a better analysis, we used medium type 1, which are all analyzed in Area A (in 32 spaces) and type 2 in both areas (up to 61 spaces).
- Large: It considers Areas A, B, C and D. In these instances, Scenario 4 was not considered. Number 79 has the behavior of the actual data, considering the minimum average number of orders per day. These instances are numbered from 70 to 79, see Table 4.
5. Results and Discussion
- An increase in the number of available spaces i of the products, requested k and assigned o, and of the orders p.
- The type of scenario, in this case 3 and 4, since as we can see instances 11, 13 and 15 are those that have the highest relative gaps, above 70%; therefore, for this type of instance we can identify that the most complicated cases are under these scenarios.
- The increase in relative gap is related to the proximity that exists between the number of available spaces and the quantity of products assigned. On average, according to the instances shown, as long as the number of spaces is greater than the quantity of products assigned (), the faster a solution is found; but the closer they get (), the more the complexity increases. This behavior occurs, mainly, in Scenarios 3 and 4; therefore, the instances under these scenarios will present greater complexity.
- For type 1 instances, when the proximity between the number of available spaces and the quantity of products assigned is approximately 25% (), in less than 3600 s, the Relative Gap is around 16%, 3 of them found the optimal solution and the highest of 36% (instances 16,17, 22–25, 28). However, for type 2, this ratio shows relative gap greater than 80%.
- Nevertheless, when the proximity is approximately 50% () the complexity increases; in this case, in comparison to small instances, it does not depend on the scenario to find the optimal solution; it is not even possible to find the first feasible integer solution in less than 3600 or 7200 s for type 1 or 2 instances, respectively, except for the case when only one order is requested (instance 32).
- The most complex scenarios continue to be 3 and 4, unlike when only one order is requested, because under this criterion, it is possible to find an optimal solution (type 28 and 32 instances) for medium type 1 instances. Note that type 2 reaches the point of not finding the first feasible integer solution, regardless of the scenario or the number of orders.
- We can observe that in most cases, the first feasible integer solution was not found, though in cases with a relative gap, one of the repetitions of instances 74 and 75 yielded the results shown in the table, but the rest did not show any results. Instance 78 was under the criteria of a single order and the six repetitions show the average relative gap present.
- On the other hand, from small and medium sizes instances Scenarios 3 and 4 are the ones that present the greatest complexity, except when only one order is requested; therefore, no more large size instances were considered, as they were expected to not show any results.
- In instance number 79, although a longer runtime was considered, it was not possible to find linear relaxation; therefore, a gap was not obtained.
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Goetschalckx, M.; Ashayeri, J. Classification and design of order picking systems. Logist. World 1989, 2, 99–106. [Google Scholar] [CrossRef]
- Tompkins, J.; White, J.; Bozer, Y.; Tanchoco, J.M.A. Facilities Planning. In Facilities Planning, 4th ed.; John Wiley and Sons: Hoboken, NJ, USA, 2010; p. 864. [Google Scholar]
- Henn, S.; Koch, S.; Doerner, K.F.; Strauss, C.; Wäscher, G. Metaheuristics for the Order Batching Problem in Manual Order Picking Systems. Eur. J. Oper. Res. 2010, 3, 82–105. [Google Scholar] [CrossRef] [Green Version]
- Zuniga, C.A.; Olivares-Benitez, E.; Tenahua, A.M.; Mujica, M.A. A methodology to solve the Order Batching Problem. IFAC-PapersOnLine 2015, 28, 1380–1386. [Google Scholar] [CrossRef]
- De Koster, R.; Le-Duc, T.; Roodbergen, K.J. Design and control of warehouse order picking: A literature review. Eur. J. Oper. Res. 2007, 182, 481–501. [Google Scholar] [CrossRef]
- Bartholdi, J.; Hackman, S. Warehouse and Distribution Science Release 0.96. 2014. Available online: https://www2.isye.gatech.edu/~jjb/wh/book/editions/wh-sci-0.96.pdf (accessed on 10 September 2019).
- Davarzani, H.; Norrman, A. Toward a relevant agenda for warehousing research: literature review and practitioners’ input. Logist. Res. 2016, 8, 1–18. [Google Scholar] [CrossRef] [Green Version]
- Brynzér, H.; Johansson, M.I. Storage location assignment: Using the product structure to reduce order picking times. Int. J. Prod. Econ. 1996, 46, 595–603. [Google Scholar] [CrossRef]
- Manzini, R.; Bindi, F.; Ferrari, E.; Pareschi, A. Correlated Storage Assignment and Iso-Time Mapping Adopting Tri-Later Stackers. A Case Study from Tile Industry. In Warehousing in the Global Supply Chain; Springer: London, UK, 2012; pp. 373–396. [Google Scholar]
- Van Gils, T.; Ramaekers, K.; Caris, A.; De Koster, R.B.M. Designing efficient order picking systems by combining planning problems: State-of-the-art classification and review. Eur. J. Oper. Res. 2018, 267, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Elbert, R.M.; Franzke, T.; Glock, C.H.; Grosse, E.H. The effects of human behavior on the efficiency of routing policies in order picking: The case of route deviations. Int. J. Prod. Res. 2017, 111, 537–551. [Google Scholar] [CrossRef]
- Grosse, E.H.; Glock, C.H.; Neumann, W.P. Human factors in order picking: A content analysis of the literature. Int. J. Prod. Res. 2017, 55, 1260–1276. [Google Scholar] [CrossRef]
- De Koster, R. Automated and Robotic Warehouses: Developments and Research Opportunities. Logist. Infrastruct. 2015, 2, 4–18. [Google Scholar]
- Azadeh, K.; De Koster, R.; Roy, D. Robotized and automated warehouse systems: Review and recent developments. Transp. Sci. 2019, 53, 917–945. [Google Scholar] [CrossRef]
- Masae, M.; Glock, C.H.; Grosse, E.H. Order picker routing in warehouses: A systematic literature review. Int. J. Prod. Econ. 2019, in press. [Google Scholar] [CrossRef]
- Ratliff, H.D.; Rosenthal, A.S. Order-Picking in a Rectangular Warehouse: A Solvable Case of the Traveling Salesman Problem. Oper. Res. 1983, 31, 507–521. [Google Scholar] [CrossRef]
- Manzini, R.; Gamberi, M.; Persona, A.; Regattieri, A. Design of a class based storage picker to product order picking system. Int. J. Adv. Manuf. Technol. 2007, 32, 811–821. [Google Scholar] [CrossRef]
- Petersen, C.G.; Schmenner, R.W. An Evaluation of Routing and Volume-based Storage Policies in an Order Picking Operation. Comput. Oper. Res. 1999, 30, 481–501. [Google Scholar] [CrossRef]
- Theys, C.; Bráysy, O.; Dullaert, W.; Raa, B. Using a TSP heuristic for routing order pickers in warehouses. Eur. J. Oper. Res. 2010, 200, 755–763. [Google Scholar] [CrossRef]
- Roodbergen, K.J.; Koster, R. Routing methods for warehouses with multiple cross aisles. Int. J. Prod. Res. 2001, 39, 1865–1883. [Google Scholar] [CrossRef]
- Shqair, M.; Altarazi, S.; Al-Shihabi, S. A statistical study employing agent-based modeling to estimate the effects of different warehouse parameters on the distance traveled in warehouses. Simul. Model. Pract. Theory 2014, 49, 122–135. [Google Scholar] [CrossRef]
- Žulj, I.; Glock, C.H.; Grosse, E.H.; Schneider, M. Picker routing and storage-assignment strategies for precedence-constrained order picking. Comput. Ind. Eng. 2018, 123, 338–347. [Google Scholar] [CrossRef]
- Goetschalckx, M.; Ratliff, H.D. An efficient algorithm to cluster order picking items in a wide aisle. Eng. Costs Prod. Econ. 1988, 13, 263–271. [Google Scholar] [CrossRef]
- Van Gils, T.; Ramaekers, K.; Braekers, K.; Depaire, B.; Caris, A. Increasing order picking efficiency by integrating storage, batching, zone picking, and routing policy decisions. Int. J. Prod. Econ. 2018, 197, 243–261. [Google Scholar] [CrossRef]
- Çelk, M.; Süral, H. Order picking under random and turnover-based storage policies in fishbone aisle warehouses. IIE Trans. 2014, 46, 283–300. [Google Scholar] [CrossRef]
- Daniels, R.L.; Rummel, J.L.; Schantz, R. A model for warehouse order picking. Eur. J. Oper. Res. 1998, 105, 1–17. [Google Scholar] [CrossRef]
- Scholz, A.; Henn, S.; Stuhlmann, M.; Wäscher, G. A new mathematical programming formulation for the Single-Picker Routing Problem. Eur. J. Oper. Res. 2016, 253, 68–84. [Google Scholar] [CrossRef]
- Kulak, O.; Sahin, Y.; Taner, M.E. Joint order batching and picker routing in single and multiple-cross-aisle warehouses using cluster-based tabu search algorithms. Flex. Serv. Manuf. J. 2012, 24, 52–80. [Google Scholar] [CrossRef]
- Lin, C.C.; Kang, J.R.; Hou, C.C.; Cheng, C.Y. Joint order batching and picker Manhattan routing problem. Comput. Ind. Eng. 2016, 95, 164–174. [Google Scholar] [CrossRef]
- Van Gils, T.; Ramaekers, K.; Caris, A.; De Koster René, B.M. Distance approximations for routing manual pickers in a warehouse. IIE Trans. 1993, 25, 78–87. [Google Scholar]
- Caron, F.; Marchet, G.; Perego, A. Routing policies and COI-based storage policies in picker-to-part systems. Int. J. Prod. Res. 1998, 36, 713–732. [Google Scholar] [CrossRef]
- De Koster, R.; Van Der Poort, E. Routing orderpickers in a warehouse: A comparison between optimal and heuristic solutions. IIE Trans. 1998, 30, 469–480. [Google Scholar] [CrossRef] [Green Version]
- Vaughan, T.; Petersen, C. The effect of warehouse cross aisles on order picking efficiency. Int. J. Prod. Res. 1999, 37, 881–897. [Google Scholar] [CrossRef]
- Dekker, R.; De Koster, M.B.M.; Roodbergen, K.J.; Van Kalleveen, H. Improving Order Picking Response Time at Ankor’s Warehouse. Interfaces 2004, 34, 303–313. [Google Scholar] [CrossRef]
- Chabot, T.; Lahyani, R.; Coelho, L.C.; Renaud, J. Order picking problems under weight, fragility and category constraints. Int. J. Prod. Res. 2017, 55, 636–6379. [Google Scholar] [CrossRef]
- Matusiak, M.; de Koster, R.; Kroon, L.; Saarinen, J. A fast simulated annealing method for batching precedence-constrained customer orders in a warehouse. Int. J. Prod. Res. 2014, 236, 968–977. [Google Scholar] [CrossRef]
- Hwang, H.; Oh, Y.H.; Lee, Y.K. An evaluation of routing policies for order-picking operations in low-level picker-to-part system. Int. J. Prod. Res. 2004, 42, 3873–3889. [Google Scholar] [CrossRef]
- Chan, F.T.; Chan, H.K. Improving the productivity of order picking of a manual-pick and multi-level rack distribution warehouse through the implementation of class-based storage. Int. J. Prod. Res. 2011, 38, 2686–2700. [Google Scholar] [CrossRef]
- Dijkstra, A.S.; Roodbergen, K.J. Exact route-length formulas and a storage location assignment heuristic for picker-to-parts warehouses. Transp. Res. Part E 2017, 102, 38–59. [Google Scholar] [CrossRef]
- Grosse, E.H.; Glock, C.H.; Ballester-Ripoll, R. A simulated annealing approach for the joint order batching and order picker routing problem with weight restrictions. Int. J. Oper. Quant. Manag. 2014, 20, 65–83. [Google Scholar]
- Bahrami, B.; Aghezzaf, E.H.; Limere, V. Using Simulation to Analyze Picker Blocking in Manual Order Picking Systems. Order picking problems under weight, fragility and category constraints. Procedia Manuf. 2017, 11, 1798–1808. [Google Scholar] [CrossRef]
- Azadnia, A.H.; Taheri, S.; Ghadimi, P.; Mat Saman, M.Z.; Wong, K.Y. Order Batching in Warehouses by Minimizing Total Tardiness: A Hybrid Approach of Weighted Association Rule Mining and Genetic Algorithms. Sci. World J. 2013, 2013, 246578. [Google Scholar] [CrossRef]
- Rouwenhorst, B.; Reuter, B.; Stockrahm, V.; van Houtum, G.J.; Mantel, R.J.; Zijm WH, M. Warehouse design and control: Framework and literature review. Eur. J. Oper. Res. 2000, 122, 515–533. [Google Scholar] [CrossRef]
- Shiau, J.Y.; Lee, M.C. A warehouse management system with sequential picking for multi-container deliveries. Comput. Ind. Eng. 2010, 58, 382–392. [Google Scholar] [CrossRef]
- Battini, D.; Glock, C.H.; Grosse, E.H.; Persona, A.; Sgarbossa, F. Human energy expenditure in order picking storage assignment: A bi-objective method. Comput. Ind. Eng. 2016, 94, 147–157. [Google Scholar] [CrossRef]
- Miller, C.E.; Tucker, A.W.; Zemlin, R.A. Integer programming formulations and traveling salesman problems. J. Assoc. Comput. Mach. 1960, 7, 326–329. [Google Scholar] [CrossRef]
- Jarvis, J.M.; McDowell, E.D. Optimal Product Layout in an Order Picking Warehouse. IIE Trans. 1991, 23, 93–102. [Google Scholar] [CrossRef]
- IBM Knowledge Center. Available online: https://www.ibm.com/support/knowledgecenter/SSSA5P_12.6.0/ilog.odms.cplex.help/CPLEX/Parameters/topics/EpGap.html (accessed on 18 September 2019).
- Weidinger, F. Picker routing in rectangular mixed shelves warehouses. Comput. Oper. Res. 2018, 95, 139–150. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Research | Storage Assignment Problem | Routing Problem | Solution Simultaneously or Independently | Previous Storage Assignment | Stored in Multiple Locations | Warehouse Layout | Parameters Considered | Type of Solution |
|---|---|---|---|---|---|---|---|---|
| [16] | X | n/a | Yes | No | Conventional | n/a | Optimal | |
| [23] | X | n/a | Yes | No | Conventional | n/a | Optimal | |
| [32] | X | n/a | Yes | No | Conventional | n/a | Optimal | |
| [31] | X | X | Independently | Yes | No | Conventional | Demand | Heuristic |
| [26] | X | X | Simultaneously | No | Yes | General | Demand | Tabu search |
| [18] | X | X | Independently | Yes | No | Conventional | Demand | Heuristic Simulation |
| [20] | X | n/a | Yes | No | Conventional | n/a | Dynamic programming | |
| [34] | X | X | Independently | Yes | No | Conventional | Demand and type of product | Heuristic |
| [37] | X | X | Independently | Yes | No | Conventional | Demand | Analytical models Simulation |
| [17] | X | X | Independently | Yes | No | Conventional | Demand | Heuristic Analytical model |
| [38] | X | X | Independently | Yes | No | Conventional | Demand | Heuristic |
| [27] | X | X | Independently | Yes | No | Conventional | Demand | Heuristic |
| [39] | X | X | Independently | Yes | No | Conventional | Demand | Dynamic programming |
| [35] | X | X | Independently | Yes | No | Conventional | weight, fragility, capacity and category constraints | Exact algorithms ALNS |
| [22] | X | X | Independently | Yes | No | Conventional | Demand and weight of product | Dynamic programming |
| This work | X | X | Simultaneously | No | No | General | Demand and weight of product | Optimal |
| Number | Space (i) | Requested Products (k) | Assigned Products (o) | Order (p) | Scenario | First Optimality Gap (%) | Relative Gap (%) | Time (sec) |
|---|---|---|---|---|---|---|---|---|
| 1 | 10 | 4 | 4 | 2 | 1 | 80.53 | 0 | 1 |
| 2 | 10 | 4 | 4 | 4 | 1 | 80.09 | 0 | 5 |
| 3 | 16 | 4 | 4 | 2 | 1 | 85.75 | 0.00 | 4.80 |
| 4 | 16 | 4 | 4 | 4 | 1 | 85.72 | 0.00 | 20.59 |
| 5 | 10 | 4 | 3 | 2 | 2 | 85.28 | 0 | 1 |
| 6 | 10 | 4 | 1 | 4 | 2 | 0 | 0 | 1 |
| 7 | 16 | 4 | 3 | 2 | 2 | 73.16 | 0.00 | 2.12 |
| 8 | 16 | 4 | 1 | 4 | 2 | 0.00 | 0.00 | 1.97 |
| 9 | 10 | 4 | 8 | 2 | 3 | 81.69 | 0 | 1620 |
| 10 | 16 | 4 | 8 | 2 | 3 | 88.95 | 26.27 | 3600 |
| 11 | 16 | 4 | 16 | 4 | 3 | 86.32 | 74.15 | 3600 |
| 12 | 10 | 4 | 7 | 2 | 4 | 95.80 | 0 | 1020 |
| 13 | 10 | 4 | 10 | 4 | 4 | 76.79 | 43.37 | 3600 |
| 14 | 16 | 4 | 7 | 2 | 4 | 91.57 | 26.90 | 3600 |
| 15 | 16 | 4 | 13 | 4 | 4 | 85.03 | 73.43 | 3600 |
| Number | Space (i) | Requested Products (k) | Assigned Products (o) | Order (p) | Scenario | First Optimality Gap (%) | Relative Gap (%) | Time (sec) |
|---|---|---|---|---|---|---|---|---|
| 16 | 32 | 8 | 8 | 2 | 1 | 91.09 | 13.55 | 2560 |
| 17 | 32 | 8 | 8 | 3 | 1 | 91.36 | 18.48 | 3100 |
| 18 | 32 | 8 | 8 | 4 | 1 | 93.45 | 34.93 | 3600 |
| 19 | 32 | 8 | 8 | 5 | 1 | 86.63 | 36.87 | 3600 |
| 20 | 32 | 16 | 16 | 2 | 1 | 86.68 | 48.24 | 3600 |
| 21 | 32 | 16 | 16 | 4 | 1 | 91.23 | 65.15 | 3600 |
| 22 | 32 | 8 | 7 | 2 | 2 | 93.60 | 20.17 | 2720 |
| 23 | 32 | 8 | 5 | 3 | 2 | 92.97 | 20.13 | 2840 |
| 24 | 32 | 8 | 6 | 4 | 2 | 84.04 | 0.00 | 1130 |
| 25 | 32 | 8 | 5 | 5 | 2 | 90.45 | 0.00 | 215 |
| 26 | 32 | 16 | 14 | 2 | 2 | 90.70 | 64.73 | 3600 |
| 27 | 32 | 16 | 13 | 4 | 2 | 90.43 | 80.90 | 3600 |
| 28 | 32 | 8 | 8 | 1 | 3 | 94.68 | 0.00 | 36.50 |
| 29 | 32 | 8 | 16 | 2 | 3 | 88.44 | 48.33 | 3600 |
| 30 | 32 | 8 | 24 | 3 | 3 | - | - | 3600 |
| 31 | 32 | 8 | 32 | 4 | 3 | - | - | 3600 |
| 32 | 32 | 16 | 16 | 1 | 3 | 84.67 | 0.00 | 276 |
| 33 | 32 | 16 | 32 | 2 | 3 | - | - | 3600 |
| 34 | 32 | 8 | 15 | 2 | 4 | 83.54 | 62.28 | 3600 |
| 35 | 32 | 8 | 22 | 3 | 4 | 87.08 | 69.52 | 3600 |
| 36 | 32 | 8 | 28 | 4 | 4 | - | - | 3600 |
| 37 | 32 | 8 | 32 | 5 | 4 | - | - | 3600 |
| 38 | 32 | 16 | 28 | 2 | 4 | - | - | 3600 |
| 39 | 32 | 16 | 32 | 4 | 4 | - | - | 3600 |
| 40 | 61 | 15 | 15 | 2 | 1 | 97.67 | 77.67 | 7200 |
| 41 | 61 | 15 | 15 | 3 | 1 | 94.13 | 84.92 | 7200 |
| 42 | 61 | 15 | 15 | 5 | 1 | 96.94 | 82.27 | 7200 |
| 43 | 61 | 15 | 15 | 4 | 1 | 97.90 | 82.72 | 7200 |
| 44 | 61 | 30 | 30 | 2 | 1 | - | - | 7200 |
| 45 | 61 | 30 | 30 | 3 | 1 | - | - | 7200 |
| 46 | 61 | 30 | 30 | 4 | 1 | - | - | 7200 |
| 47 | 61 | 30 | 30 | 5 | 1 | - | - | 7200 |
| 48 | 61 | 15 | 14 | 2 | 2 | 96.18 | 86.21 | 7200 |
| 49 | 61 | 15 | 13 | 3 | 2 | 96.41 | 86.28 | 7200 |
| 50 | 61 | 15 | 12 | 4 | 2 | 96.51 | 91.03 | 7200 |
| 51 | 61 | 15 | 12 | 5 | 2 | 96.56 | 90.53 | 7200 |
| 52 | 61 | 30 | 28 | 2 | 2 | - | - | 7200 |
| 53 | 61 | 30 | 27 | 3 | 2 | - | - | 7200 |
| 54 | 61 | 30 | 26 | 4 | 2 | - | - | 7200 |
| 55 | 61 | 30 | 25 | 5 | 2 | - | - | 7200 |
| 56 | 61 | 15 | 15 | 1 | 3 | 93.49 | 48.63 | 6600 |
| 57 | 61 | 15 | 30 | 2 | 3 | - | - | 7200 |
| 58 | 61 | 15 | 45 | 3 | 3 | - | - | 7200 |
| 59 | 61 | 15 | 60 | 4 | 3 | - | - | 7200 |
| 60 | 61 | 30 | 30 | 1 | 3 | 99.50 | 82.12 | 7200 |
| 61 | 61 | 30 | 60 | 2 | 3 | - | - | 7200 |
| 62 | 61 | 15 | 29 | 2 | 4 | - | - | 7200 |
| 63 | 61 | 15 | 42 | 3 | 4 | - | - | 7200 |
| 64 | 61 | 15 | 57 | 4 | 4 | - | - | 7200 |
| 65 | 61 | 15 | 61 | 5 | 4 | - | - | 7200 |
| 66 | 61 | 30 | 57 | 2 | 4 | - | - | 7200 |
| 67 | 61 | 30 | 61 | 3 | 4 | - | - | 7200 |
| 68 | 61 | 30 | 61 | 4 | 4 | - | - | 7200 |
| 69 | 61 | 30 | 61 | 5 | 4 | - | - | 7200 |
| Number | Space (i) | Requested Products (k) | Assigned Products (o) | Order (p) | Scenario | First Optimality Gap (%) | Relative Gap (%) | Time (sec) | Linear Relaxation (LR) |
|---|---|---|---|---|---|---|---|---|---|
| 70 | 121 | 30 | 30 | 2 | 1 | - | - | 10,800 | 5.39 |
| 71 | 121 | 30 | 30 | 3 | 1 | - | - | 10,800 | 7.95 |
| 72 | 121 | 30 | 30 | 4 | 1 | - | - | 10,800 | 10.62 |
| 73 | 121 | 30 | 30 | 5 | 1 | - | - | 10,800 | 13.25 |
| 74 | 121 | 30 | 28 | 2 | 2 | 96.78 | 94.08 | 10,800 | 5.34 |
| 75 | 121 | 30 | 27 | 3 | 2 | 99.16 | 96.50 | 10,800 | 7.94 |
| 76 | 121 | 30 | 26 | 4 | 2 | - | - | 10,800 | 10.62 |
| 77 | 121 | 30 | 25 | 5 | 2 | - | - | 10,800 | 13.25 |
| 78 | 121 | 30 | 30 | 1 | 3 | 91.99 | 73.54 | 10,800 | 3.58 |
| 79 | 185 | 104 | 104 | 6 | 2 | - | - | 14,400 | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bolaños Zuñiga, J.; Saucedo Martínez, J.A.; Salais Fierro, T.E.; Marmolejo Saucedo, J.A. Optimization of the Storage Location Assignment and the Picker-Routing Problem by Using Mathematical Programming. Appl. Sci. 2020, 10, 534. https://doi.org/10.3390/app10020534
Bolaños Zuñiga J, Saucedo Martínez JA, Salais Fierro TE, Marmolejo Saucedo JA. Optimization of the Storage Location Assignment and the Picker-Routing Problem by Using Mathematical Programming. Applied Sciences. 2020; 10(2):534. https://doi.org/10.3390/app10020534
Chicago/Turabian StyleBolaños Zuñiga, Johanna, Jania Astrid Saucedo Martínez, Tomas Eloy Salais Fierro, and José Antonio Marmolejo Saucedo. 2020. "Optimization of the Storage Location Assignment and the Picker-Routing Problem by Using Mathematical Programming" Applied Sciences 10, no. 2: 534. https://doi.org/10.3390/app10020534
APA StyleBolaños Zuñiga, J., Saucedo Martínez, J. A., Salais Fierro, T. E., & Marmolejo Saucedo, J. A. (2020). Optimization of the Storage Location Assignment and the Picker-Routing Problem by Using Mathematical Programming. Applied Sciences, 10(2), 534. https://doi.org/10.3390/app10020534