Properties of Curved Parts Laser Cladding Based on Controlling Spot Size

Abstract
:1. Introduction
2. Establishing the Mathematical Model for Controlling Spot Size
2.1. Establishment of the Mathematical Model
2.2. The Method of Controlling Spot Size
3. Experimental Procedure
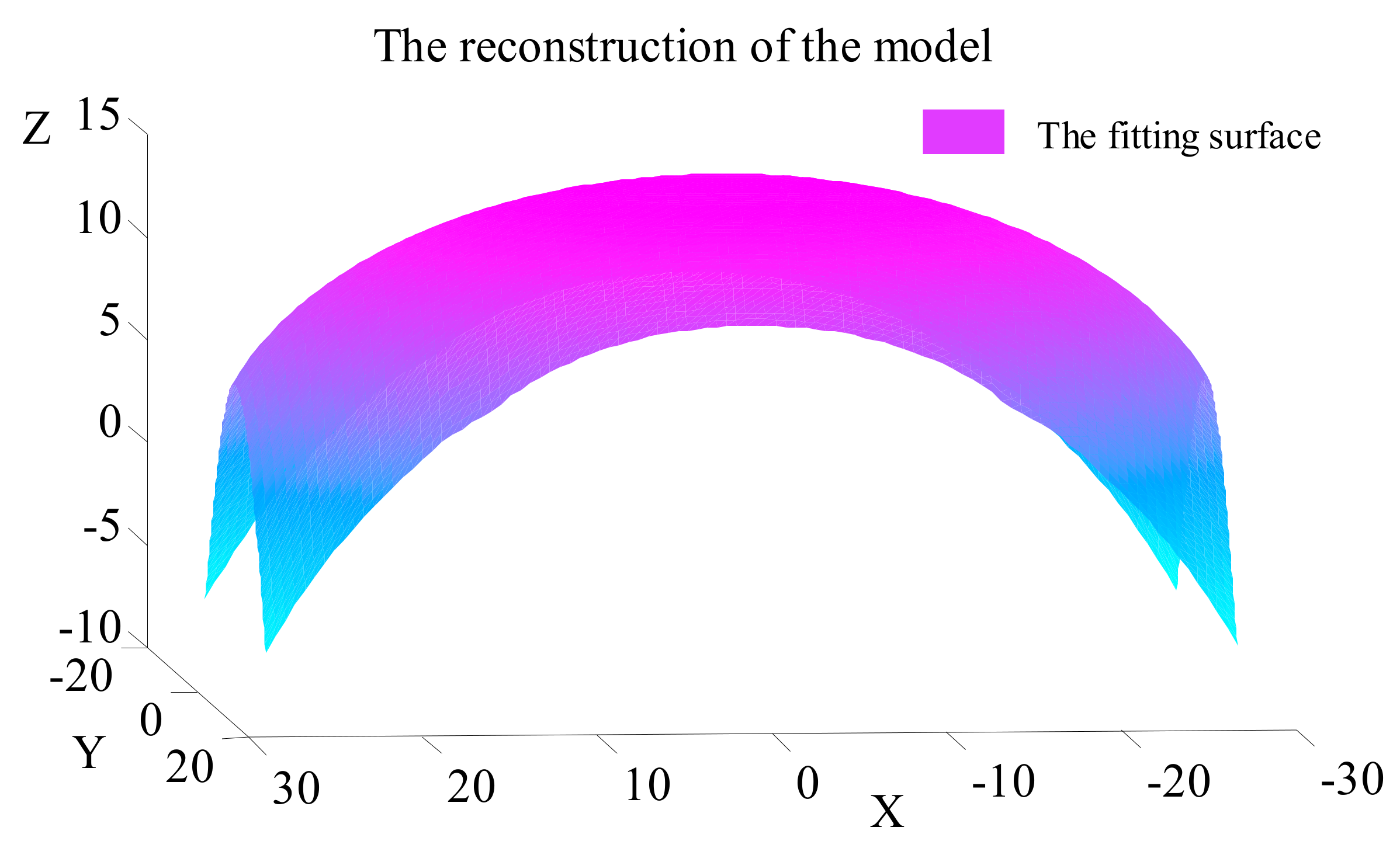
3.1. Equipment Used and Reconstruction of the Model
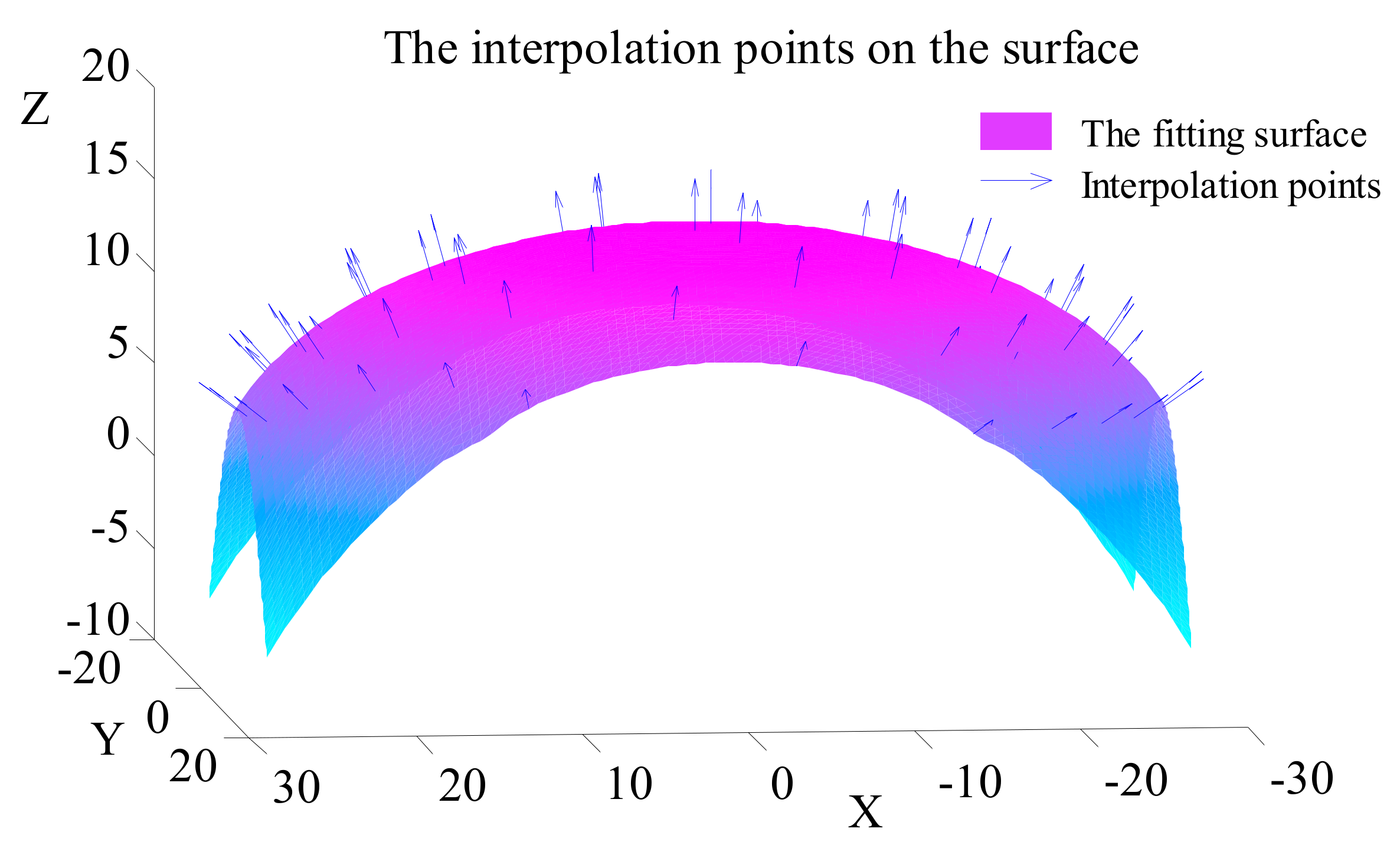
3.2. The Searching Interpolation Points and Experiment Process
4. Results and Discussion
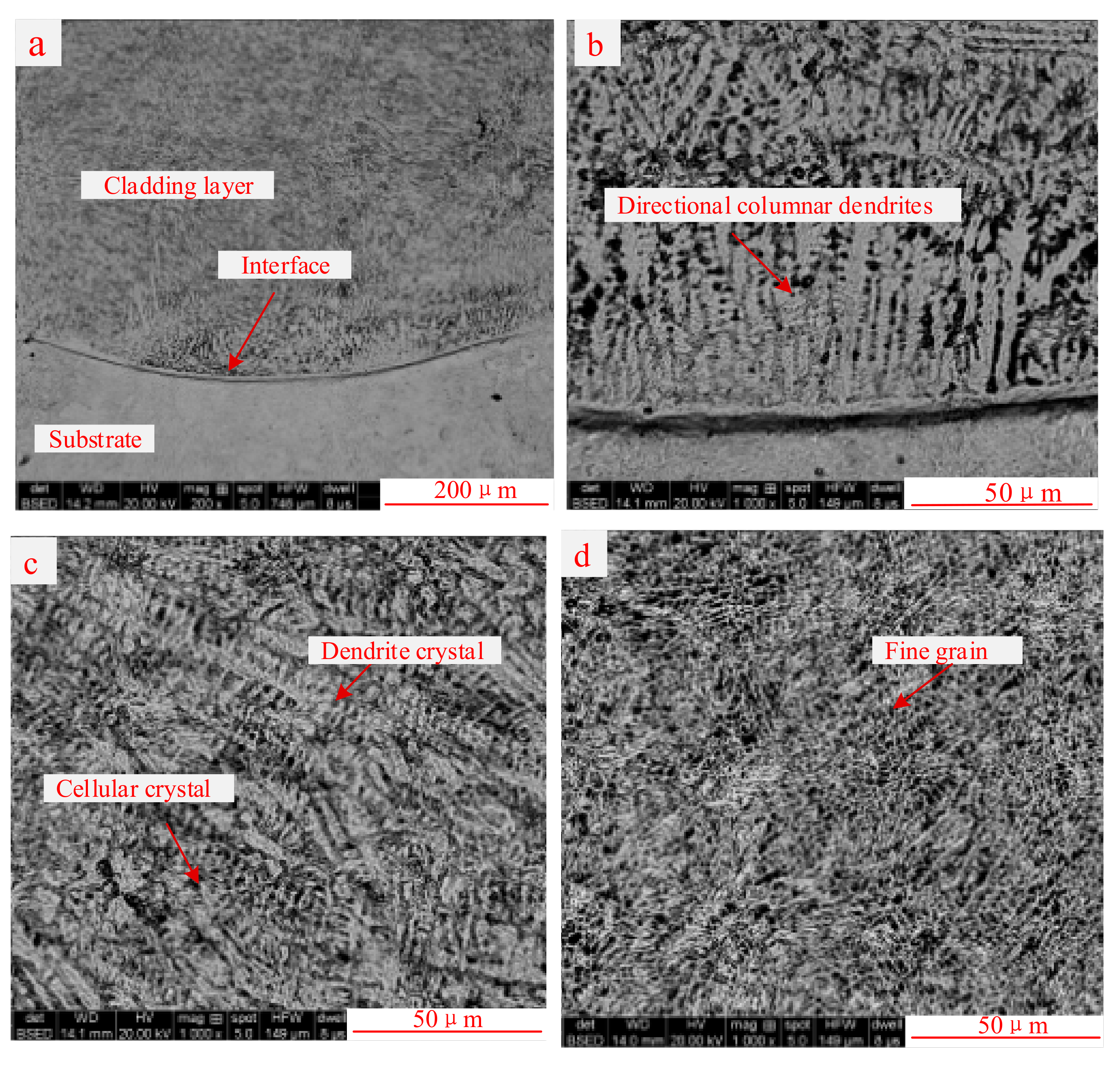
4.1. Microstructure of Coating
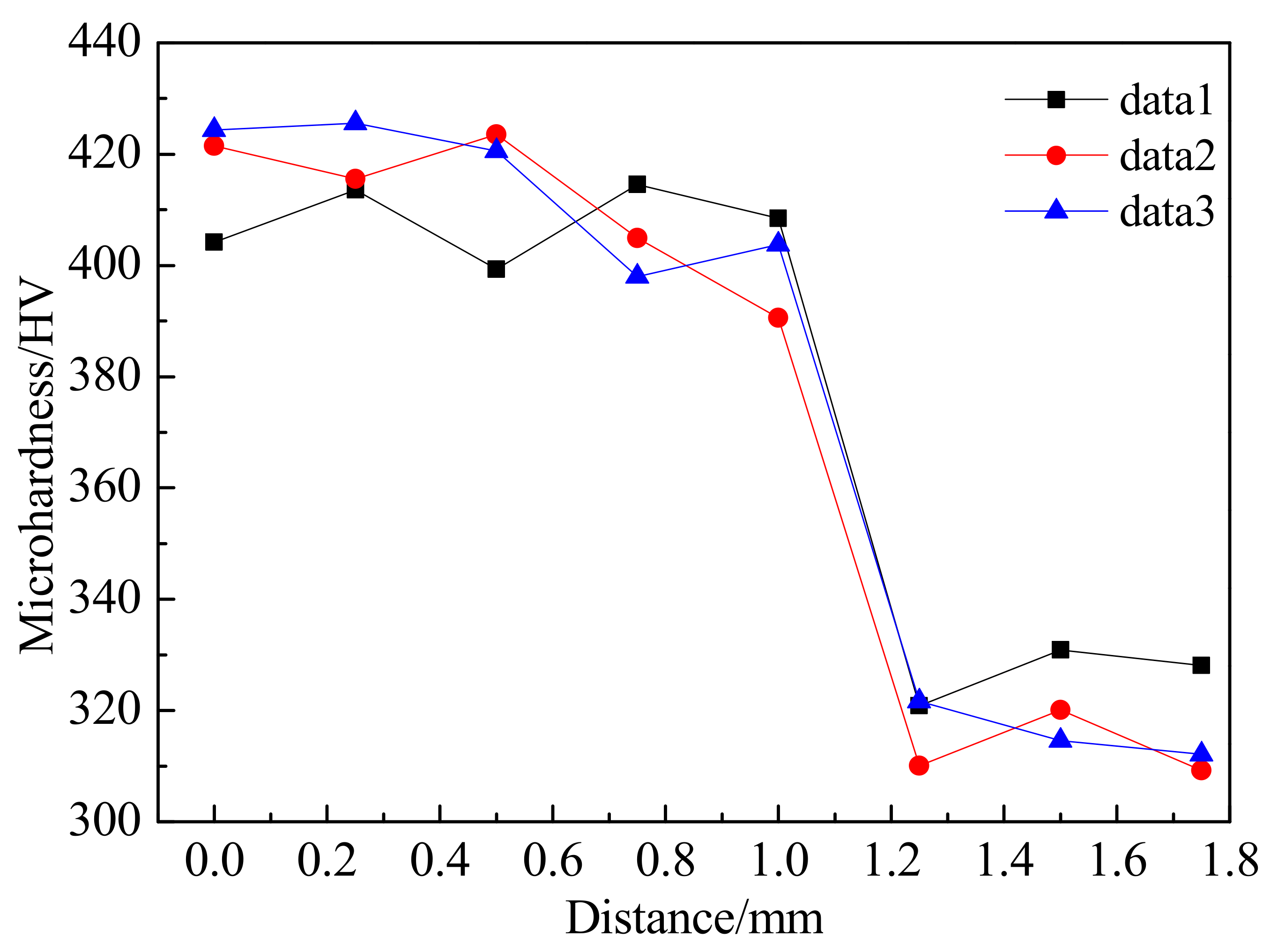
4.2. Microhardness Analysis
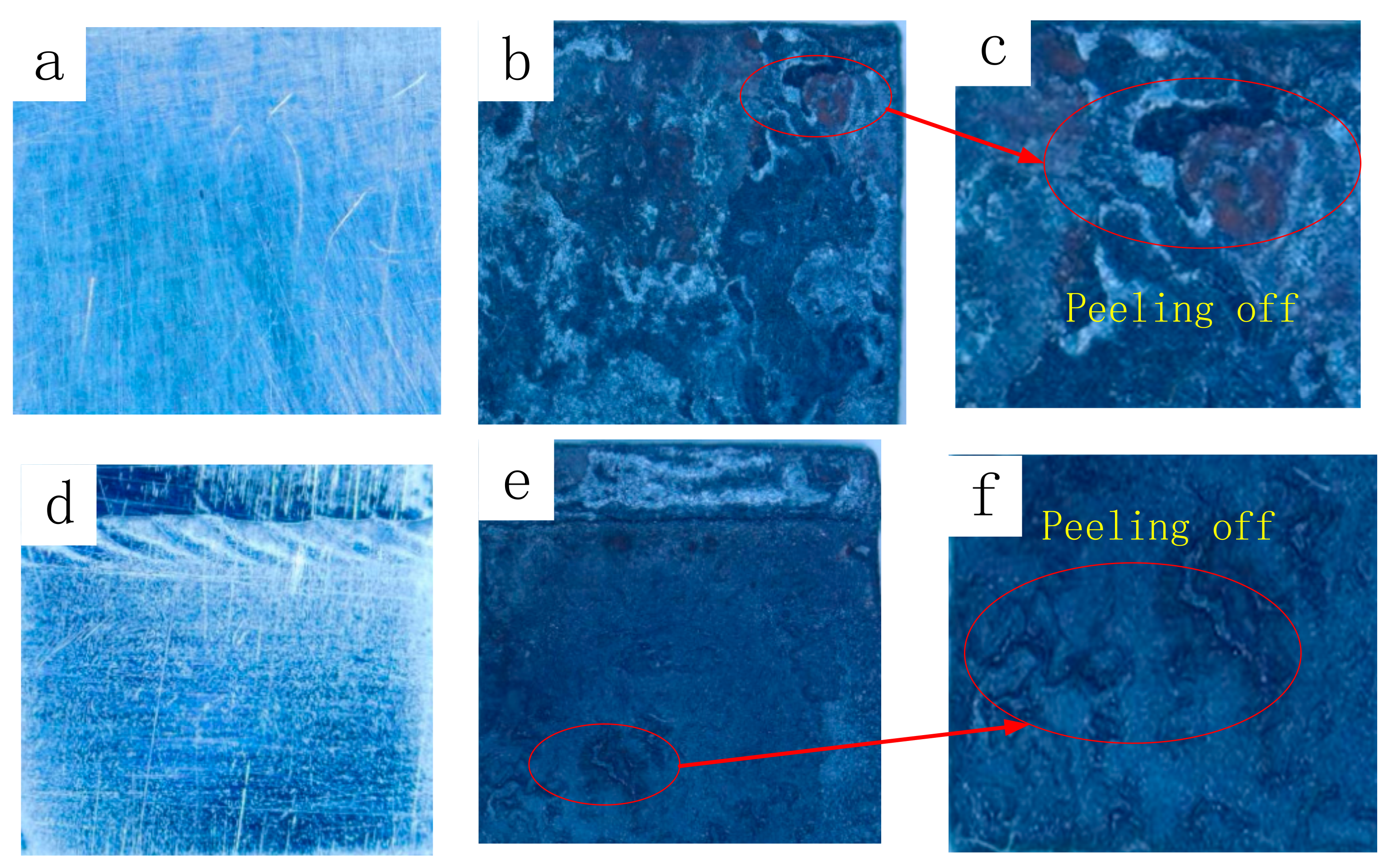
4.3. Thermal Shock Resistance of Cladding Coating
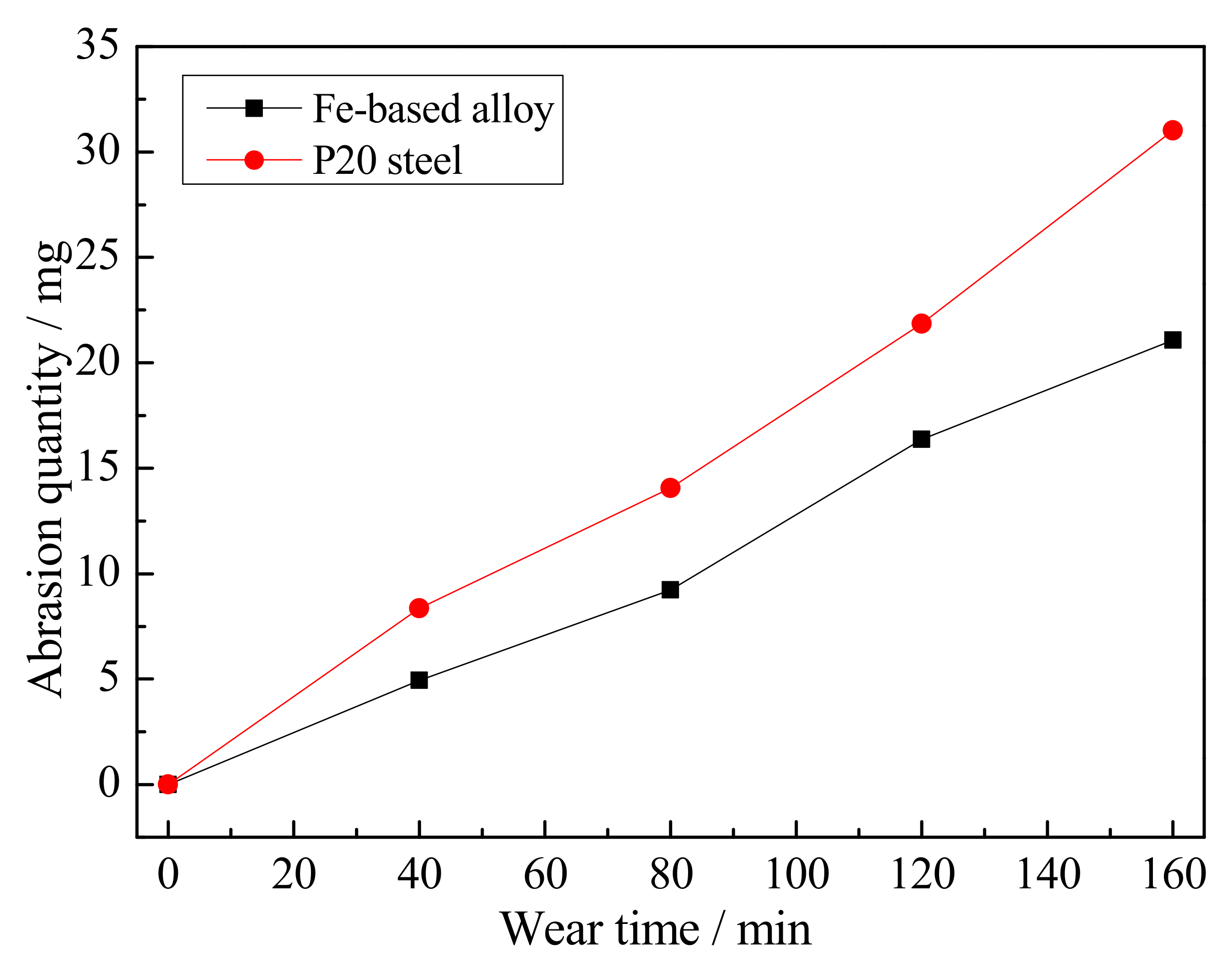
4.4. Wear Resistance of Cladding Coating
5. Conclusions
- (1)
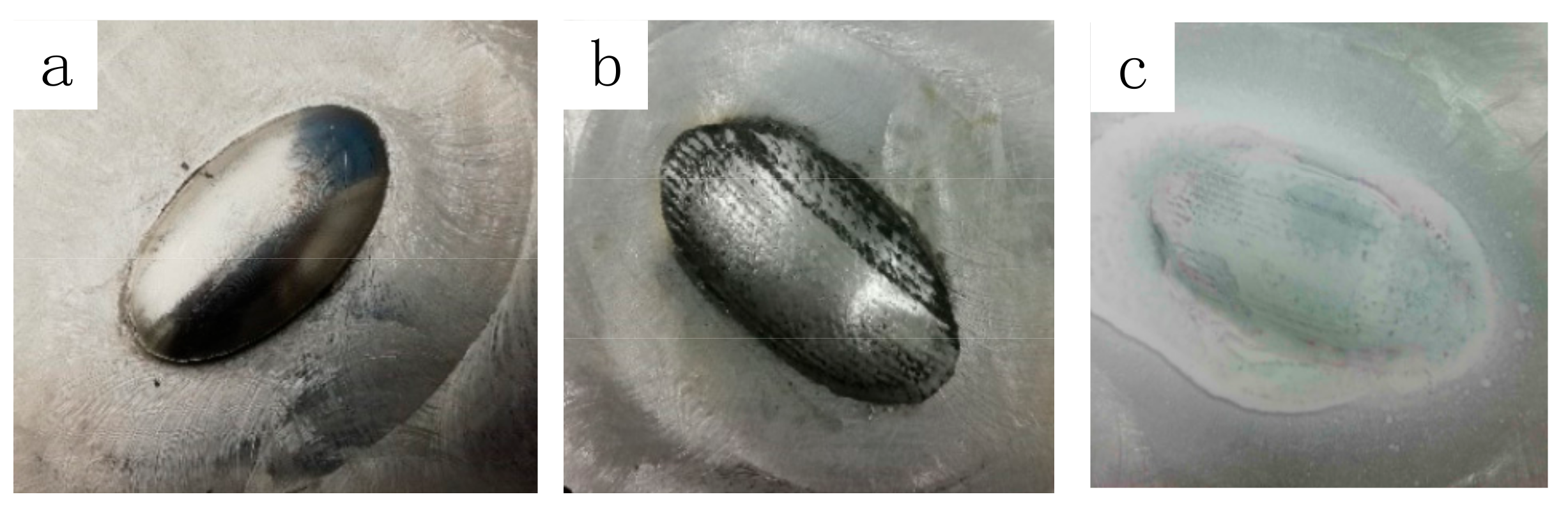
- The smooth and dense surface coatings were obtained by using the method, and there were no pores or cracks after the penetrant flaw detection;
- (2)
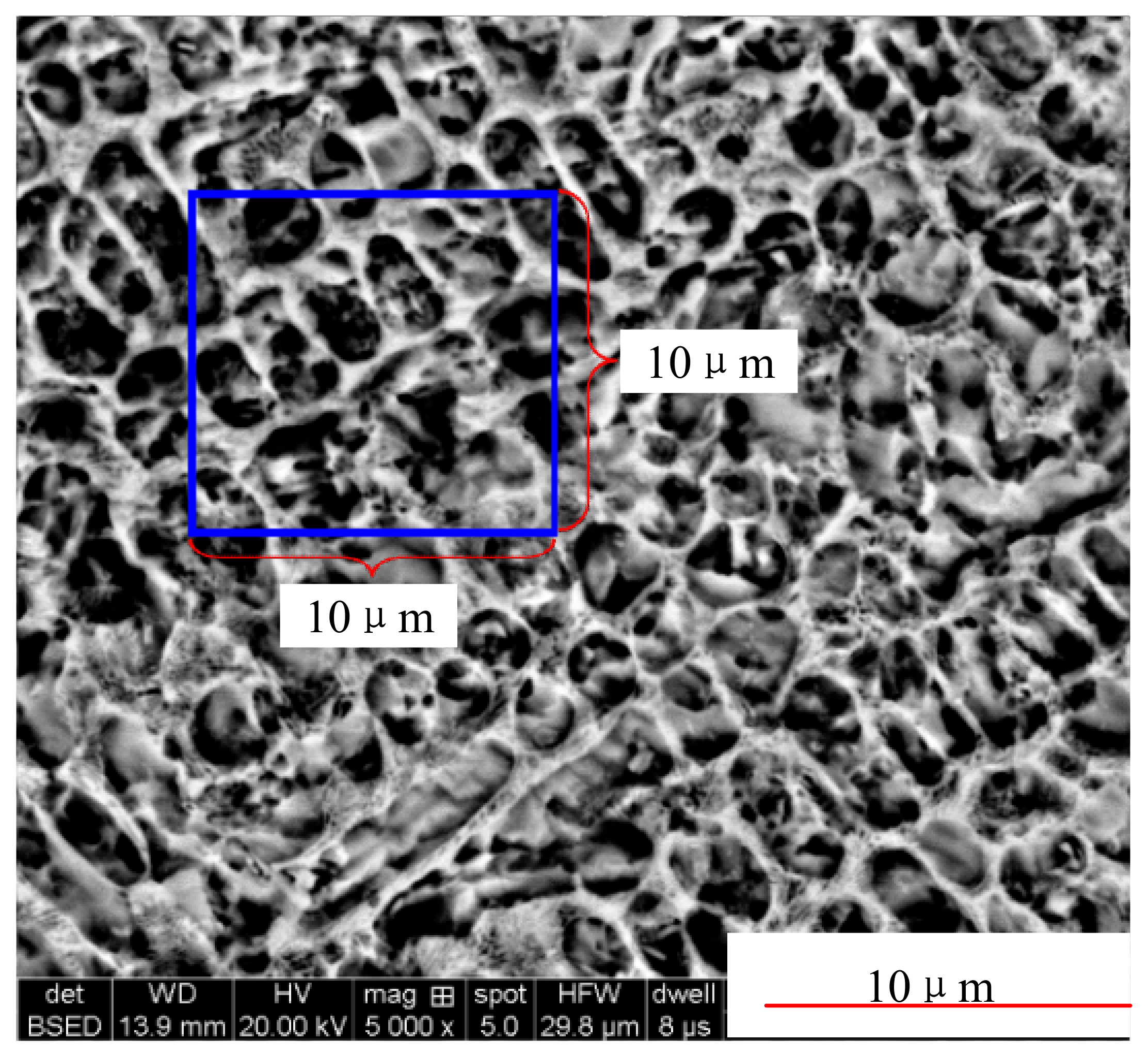
- Through the analysis of SEM, good metallurgical bonding between the substrate and layer was obtained, with the presence of plane crystal, cellular crystal, dendrite and equiaxed crystal in the coatings;
- (3)
- Compared with the substrate, the wear mass of coating was 9.94 mg less than that of substrate after 160 min, and the adhesion of the coating and base was still well-combined after 30 thermal shock tests. In addition, the microhardness was improved 1.3 times more than that of substrate, which showed the rationality and feasibility of the method.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wu, N.C.; Chen, K.; Sun, W.H.; Wang, J.Q. Correlation between particle size and porosity of Fe-based amorphous coating. Surf. Eng. 2019, 35, 37–45. [Google Scholar] [CrossRef]
- Yin, Y.; Pan, C.; Zhang, R.; Lu, C.; Zhao, C.; Li, Z. Research on microstructure transformation and property of 18Cr–0.2C Fe-based coatings. Surf. Eng. 2019, 35, 604–610. [Google Scholar] [CrossRef]
- Wen, P.; Cai, Z.; Feng, Z.; Wang, G. Microstructure and mechanical properties of hot wire laser clad layers for repairing precipitation hardening martensitic stainless steel. Opt. Laser Technol. 2015, 75, 207–213. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, J.; Deng, L.; Hao, G. Microstructure and corrosion behaviour of laser-cladded γ-Ni/Mo 2 Ni 3 Si alloy coating. Surf. Eng. 2019, 35, 59–65. [Google Scholar] [CrossRef]
- Zhou, F.; Zhang, H.; Sun, C.; Dai, J. Microstructure and wear properties of multi ceramics reinforced metal-matrix composite coatings on Ti–6Al–4V alloy fabricated by laser surface alloying. Surf. Eng. 2019, 35, 683–691. [Google Scholar] [CrossRef]
- Li, R.; Yuan, T.; Qiu, Z.; Zhou, K.; Li, J. Nanostructured Co–Cr–Fe alloy surface layer fabricated by combination of laser clad and friction stir processing. Surf. Coat. Technol. 2014, 258, 415–425. [Google Scholar] [CrossRef]
- Lee, C.; Park, H.; Yoo, J.; Lee, C.; Woo, W.; Park, S. Residual stress and crack initiation in laser clad composite layer with Co-based alloy and WC + NiCr. Appl. Surf. Sci. 2015, 345, 286–294. [Google Scholar] [CrossRef]
- Hadipour, A.; Rahsepar, M.; Hayatdavoudi, H. Fabrication and characterisation of functionally graded Ni-P coatings with improved wear and corrosion resistance. Surf. Eng. 2019, 35, 883–890. [Google Scholar] [CrossRef]
- Kaiming, W.; Yulong, L.; Hanguang, F.; Yongping, L.; Zhenqing, S.; Pengfei, M. A study of laser cladding NiCrBSi/Mo composite coatings. Surf. Eng. 2018, 34, 267–275. [Google Scholar] [CrossRef]
- Zhu, S. Ponderation and analysis on remanufacturing technology. China Surf. Eng. 2013, 26, 1–8. [Google Scholar]
- Matsumoto, M.; Yang, S.; Martinsen, K.; Kainuma, Y. Trends and Research Challenges in Remanufacturing. Int. J. Precis. Eng. Manuf. Green Technol. 2016, 3, 129–142. [Google Scholar] [CrossRef]
- Lei, X.; Huajun, C.; Hailong, L.; Yubo, Z. Study on laser cladding remanufacturing process with FeCrNiCu alloy powder for thin-wall impeller blade. Int. J. Adv. Manuf. Technol. 2017, 90, 1383–1392. [Google Scholar] [CrossRef]
- Penaranda, X.; Moralejo, S.; Lamikiz, A.; Figueras, J. An adaptive laser cladding methodology for blade tip repair. Int. J. Adv. Manuf. Technol. 2017, 92, 4337–4343. [Google Scholar] [CrossRef]
- Liu, H.; Hu, Z.; Qin, X.; Wang, Y.; Zhang, J.; Huang, S. Parameter optimization and experimental study of the sprocket repairing using laser cladding. Int. J. Adv. Manuf. Technol. 2017, 91, 3967–3975. [Google Scholar] [CrossRef]
- Zhou, C.; Zhao, S.; Wang, Y.; Liu, F.; Gao, W.; Lin, X. Mitigation of pores generation at overlapping zone during laser cladding. J. Mater. Process. Technol. 2015, 216, 369–374. [Google Scholar] [CrossRef]
- Zhu, G.; Shi, S.; Fu, G.; Shi, J.; Yang, S.; Meng, W.; Jiang, F. The influence of the substrate-inclined angle on the section size of laser cladding layers based on robot with the inside-beam powder feeding. Int. J. Adv. Manuf. Technol. 2016, 88, 2163–2168. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Angelastro, A.; Signorile, C.G.; Casalino, G. Investigation on direct laser powder deposition of 18 Ni (300) marage steel using mathematical model and experimental characterisation. Int. J. Adv. Manuf. Technol. 2016, 89, 885–895. [Google Scholar] [CrossRef]
- Wang, X.; Sun, W.; Chen, Y.; Zhang, J.; Huang, Y.; Huang, H. Research on trajectory planning of complex curved surface parts by laser cladding remanufacturing. Int. J. Adv. Manuf. Technol. 2018, 96, 2397–2406. [Google Scholar] [CrossRef]
- Liu, J.C.; Li, L.J. Effects of process variables on laser direct formation of thin wall. Opt. Laser Technol. 2007, 39, 231–236. [Google Scholar] [CrossRef]
- Zhu, G.; Li, D.; Zhang, A.; Pi, G.; Tang, Y. The influence of laser and powder defocusing characteristics on the surface quality in laser direct metal deposition. Opt. Laser Technol. 2012, 44, 349–356. [Google Scholar] [CrossRef]
- Shi, F.Z. CAGD& NURBS; Higher Education Press: Beijing, China, 1994. [Google Scholar]
- Yang, W.M.; Lou, T.L.; Lin, Z.W.; Shen, H.Y. Parametric surface triangulation based on curvature sphere. Manuf. Autom. 2014, 36, 66–71. [Google Scholar]
- Chen, Y.; Sun, W.L.; Huang, Y.; Huang, H.B.; Wang, X.L. Robot path planning of laser cladding surface parts remanufacturing. Chin. J. Lasers 2017, 44, 79–88. [Google Scholar]
- Liu, H.; Hao, J.; Han, Z.; Yu, G.; He, X.; Yang, H. Microstructural evolution and bonding characteristic in multi-layer laser cladding of NiCoCr alloy on compacted graphite cast iron. J. Mater. Process. Technol. 2016, 232, 153–164. [Google Scholar] [CrossRef] [Green Version]
- Gao, W.; Zhao, S.; Liu, F.; Wang, Y.; Zhou, C.; Lin, X. Effect of defocus manner on laser cladding of Fe-based alloy powder. Surf. Coat. Technol. 2014, 248, 54–62. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| The First Column | The Second Column | The Third Column | ||||||
|---|---|---|---|---|---|---|---|---|
| x | y | z | x | y | z | x | y | z |
| 12.00 | −14.71 | 5.00 | 10.00 | −19.66 | 5.00 | 8.00 | −22.93 | 5.74 |
| 12.00 | −14.20 | 5.36 | 10.00 | −19.04 | 5.59 | 8.00 | −22.24 | 6.43 |
| 12.00 | −13.67 | 5.71 | 10.00 | −18.37 | 6.13 | 8.00 | −21.50 | 7.07 |
| 12.00 | −13.13 | 6.03 | 10.00 | −17.68 | 6.64 | 8.00 | −20.71 | 7.66 |
| 12.00 | −7.83 | 8.07 | 10.00 | −11.46 | 9.54 | 8.00 | −10.55 | 11.49 |
| 12.00 | −7.21 | 8.21 | 10.00 | −10.63 | 9.78 | 8.00 | −9.56 | 11.71 |
| 12.00 | −6.59 | 8.35 | 10.00 | −9.80 | 10.01 | 8.00 | −8.57 | 11.91 |
| Element | C | Cr | Mo | Mn | Si | S | P | Fe |
|---|---|---|---|---|---|---|---|---|
| Content | 0.28–0.40 | 1.40–2.00 | 0.30–0.55 | 0.60–1.00 | 0.20–0.80 | ≤0.030 | ≤0.030 | Bal. |
| Element | Mn | Cr | Ni | Tb | B | Si | Fe |
|---|---|---|---|---|---|---|---|
| Content | 1.3 | 10.9 | 6.3 | 3.2 | 0.1 | 0.8 | Bal. |
| Laser Power/kW | Powder Feeding Rate/(g/s) | Laser Scanning Speed/(mm/s) | Lap Rate/% | Cladding Width/mm | Defocusing Amount/mm |
|---|---|---|---|---|---|
| 1.8 | 20 | 4 | 50 | 4 | 16 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, H.; Sun, W.; Huang, Y.; Yu, J. Properties of Curved Parts Laser Cladding Based on Controlling Spot Size. Appl. Sci. 2020, 10, 728. https://doi.org/10.3390/app10020728
Huang H, Sun W, Huang Y, Yu J. Properties of Curved Parts Laser Cladding Based on Controlling Spot Size. Applied Sciences. 2020; 10(2):728. https://doi.org/10.3390/app10020728
Chicago/Turabian StyleHuang, Haibo, Wenlei Sun, Yong Huang, and Jiangtong Yu. 2020. "Properties of Curved Parts Laser Cladding Based on Controlling Spot Size" Applied Sciences 10, no. 2: 728. https://doi.org/10.3390/app10020728
APA StyleHuang, H., Sun, W., Huang, Y., & Yu, J. (2020). Properties of Curved Parts Laser Cladding Based on Controlling Spot Size. Applied Sciences, 10(2), 728. https://doi.org/10.3390/app10020728