Optimizing Induction Heating of WNiCo Billets Processed via Intensive Plastic Deformation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Featured Application
Abstract
1. Introduction
2. Induction Heating and Numerical Simulations
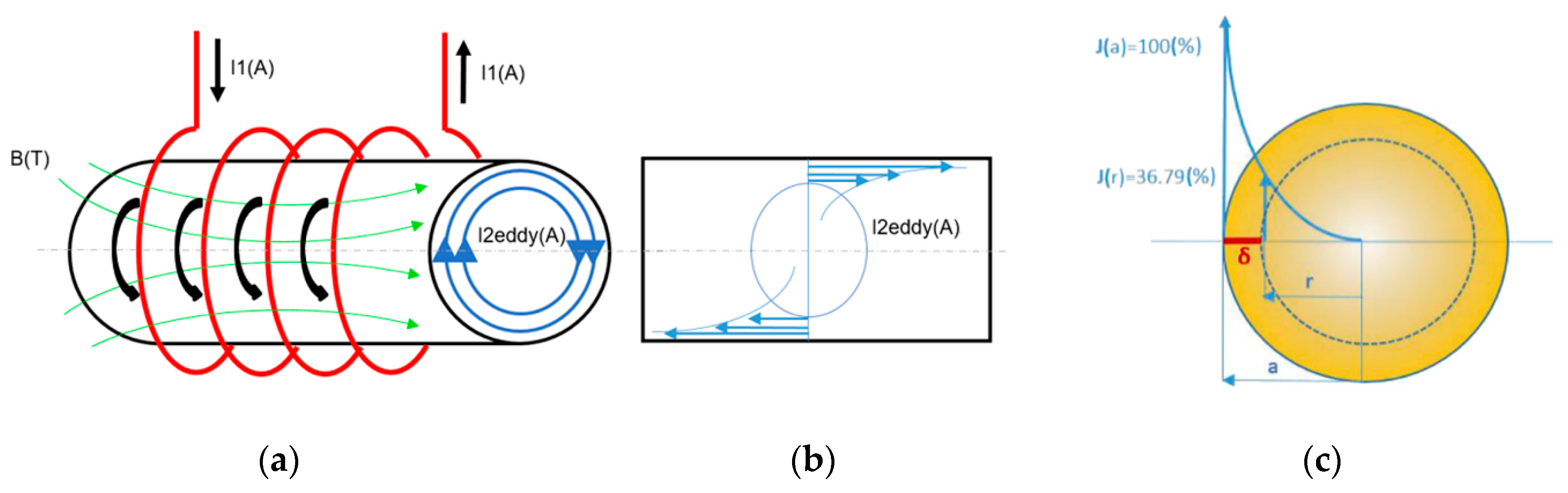
2.1. Induction Heating–Basic Principles
2.2. Analytical Solution
2.3. Numerical Solution
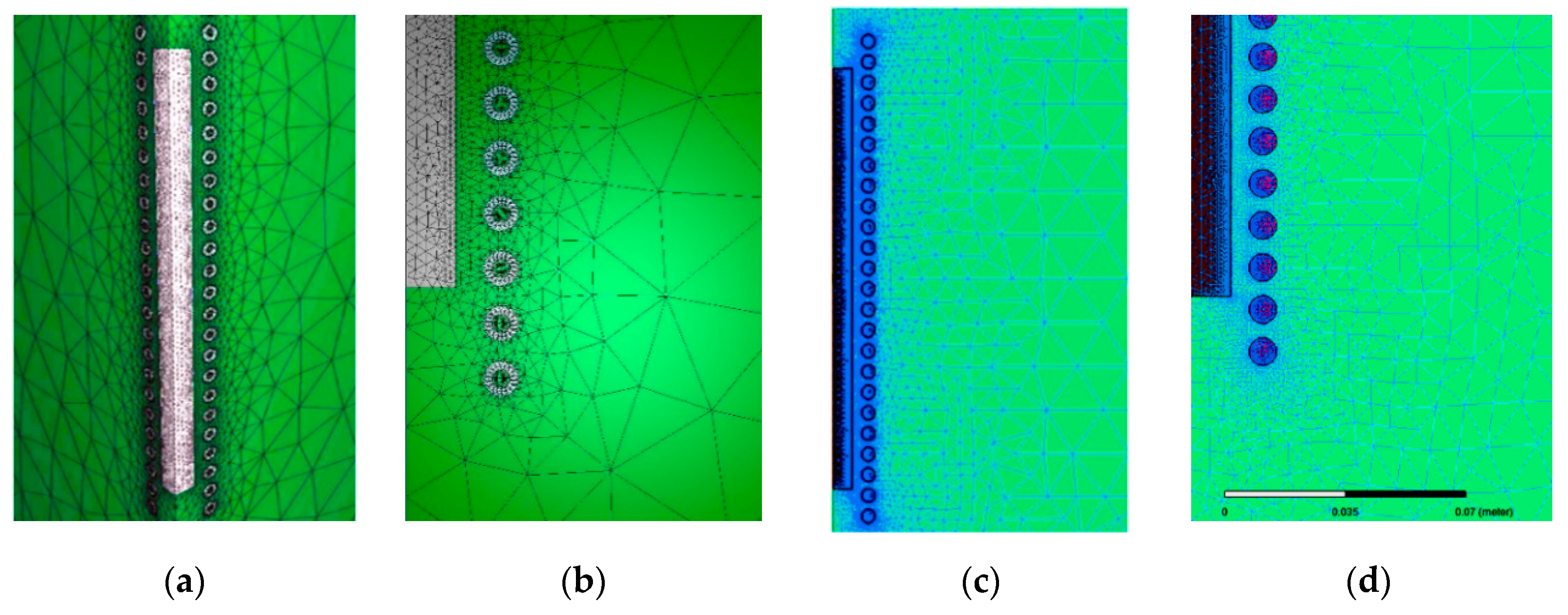
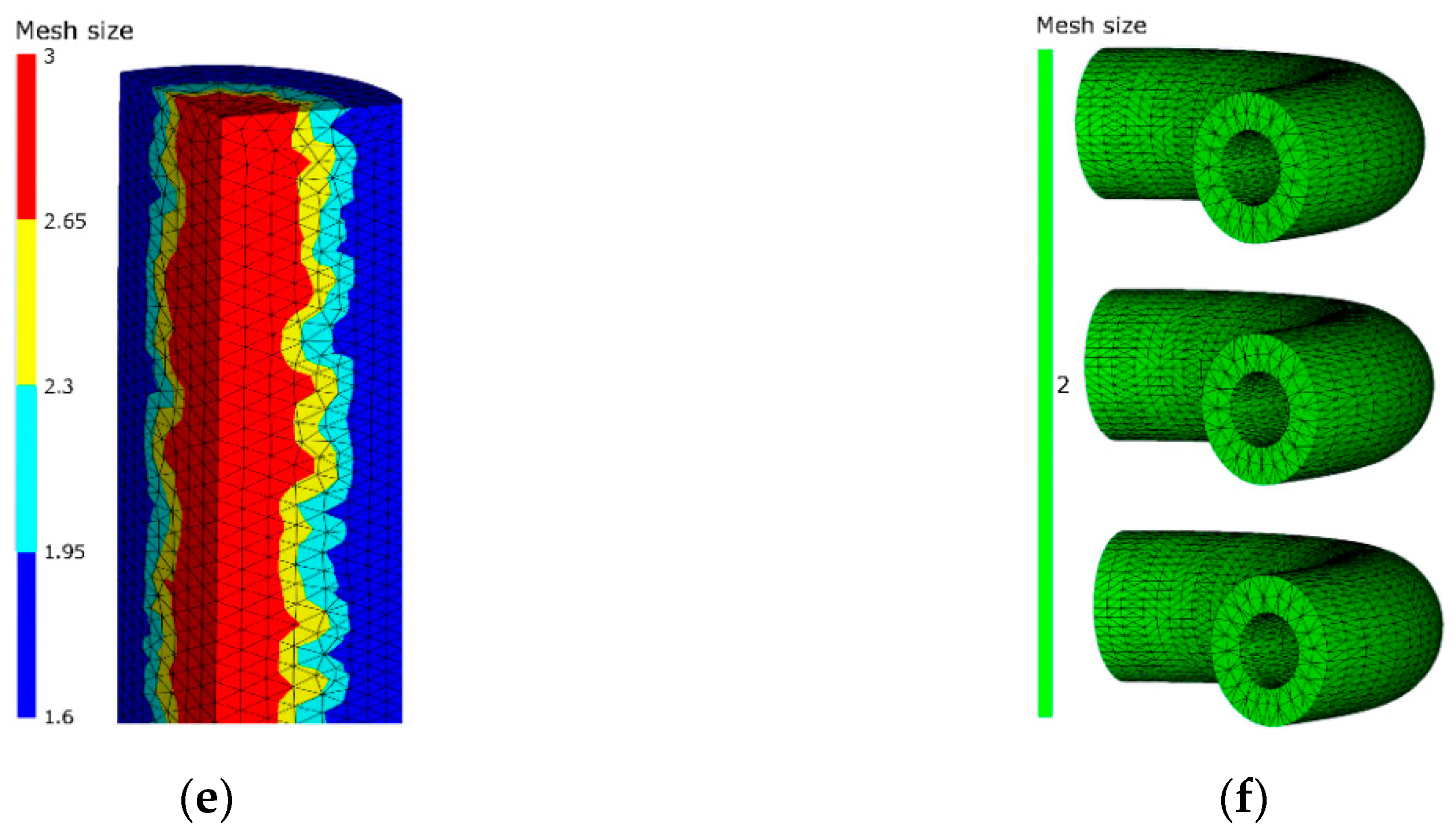
2.4. Finite Element Modeling
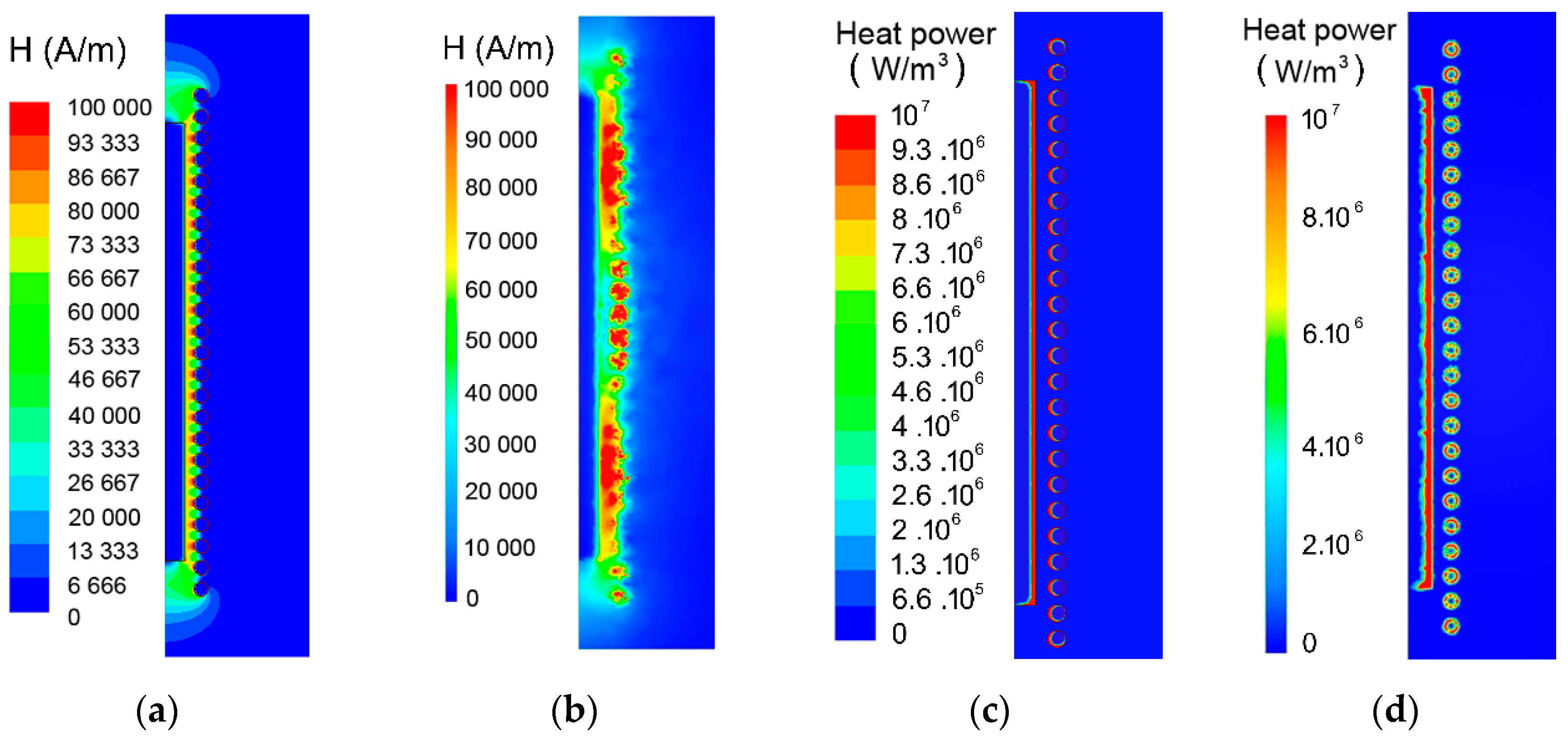
2.5. Comparison of Electromagnetic Tasks in 2D and 3D
3. Material and Methods
4. Results
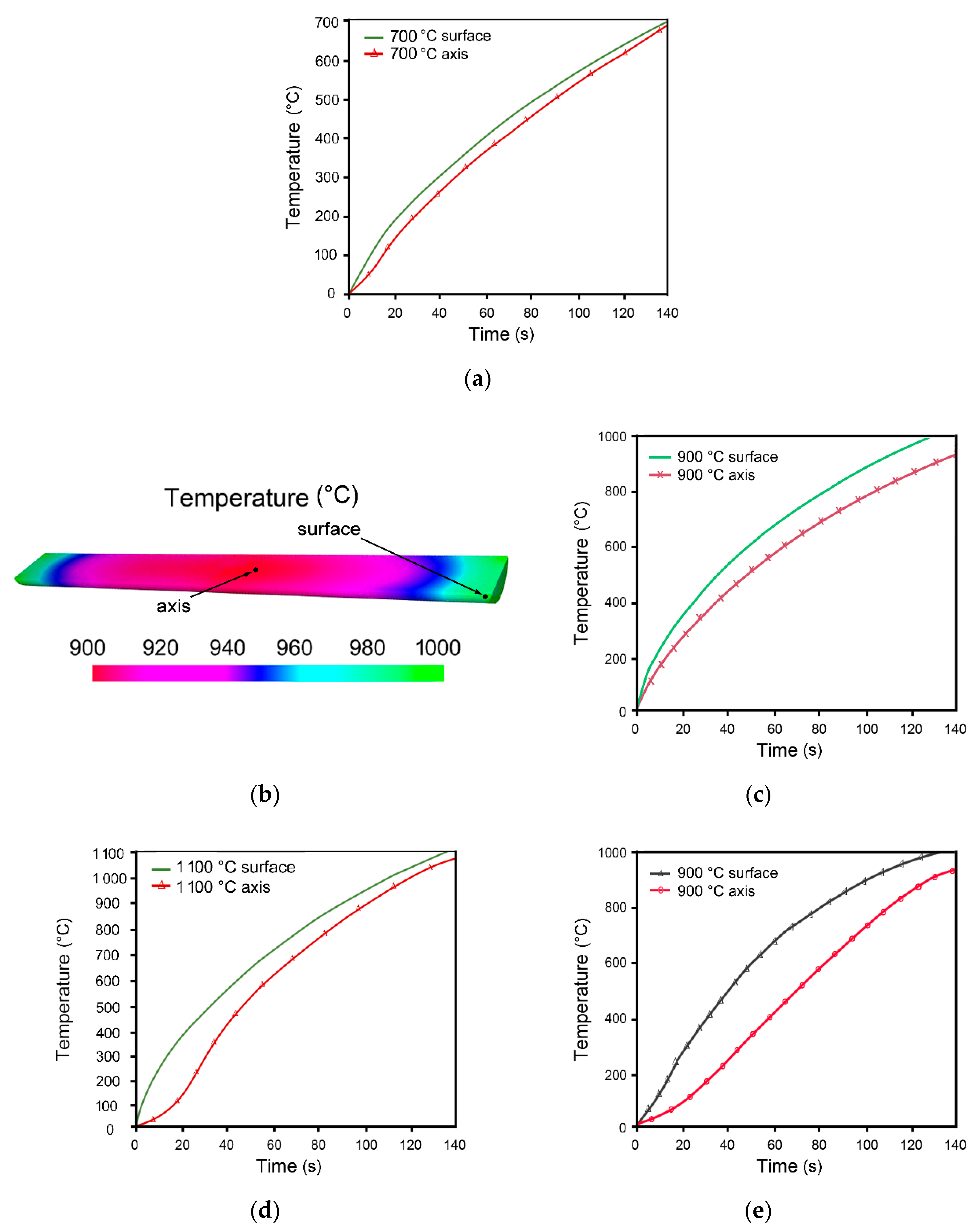
4.1. Induction Heating, Prediction vs. Experiment
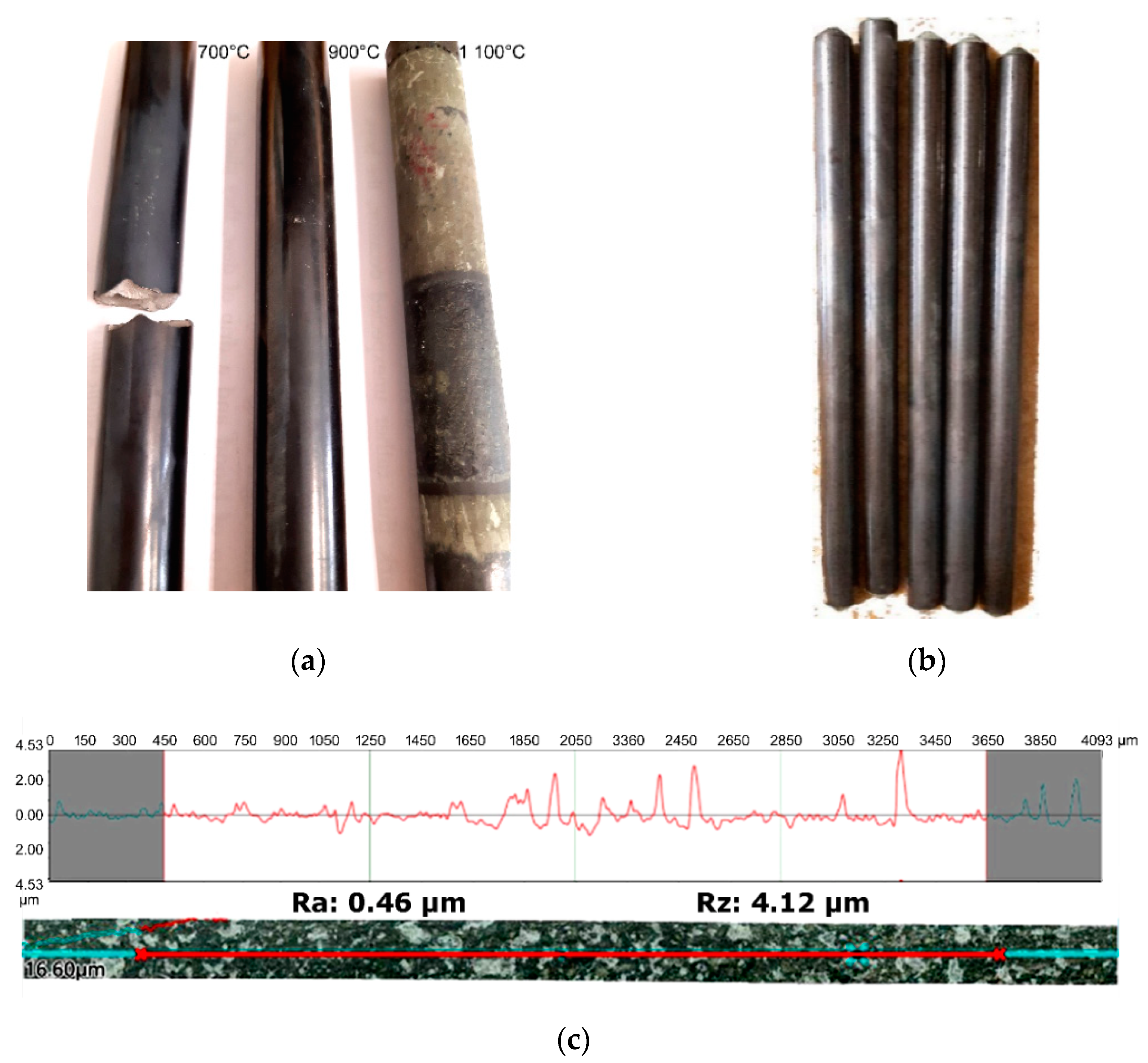
4.2. Experimental Swaging
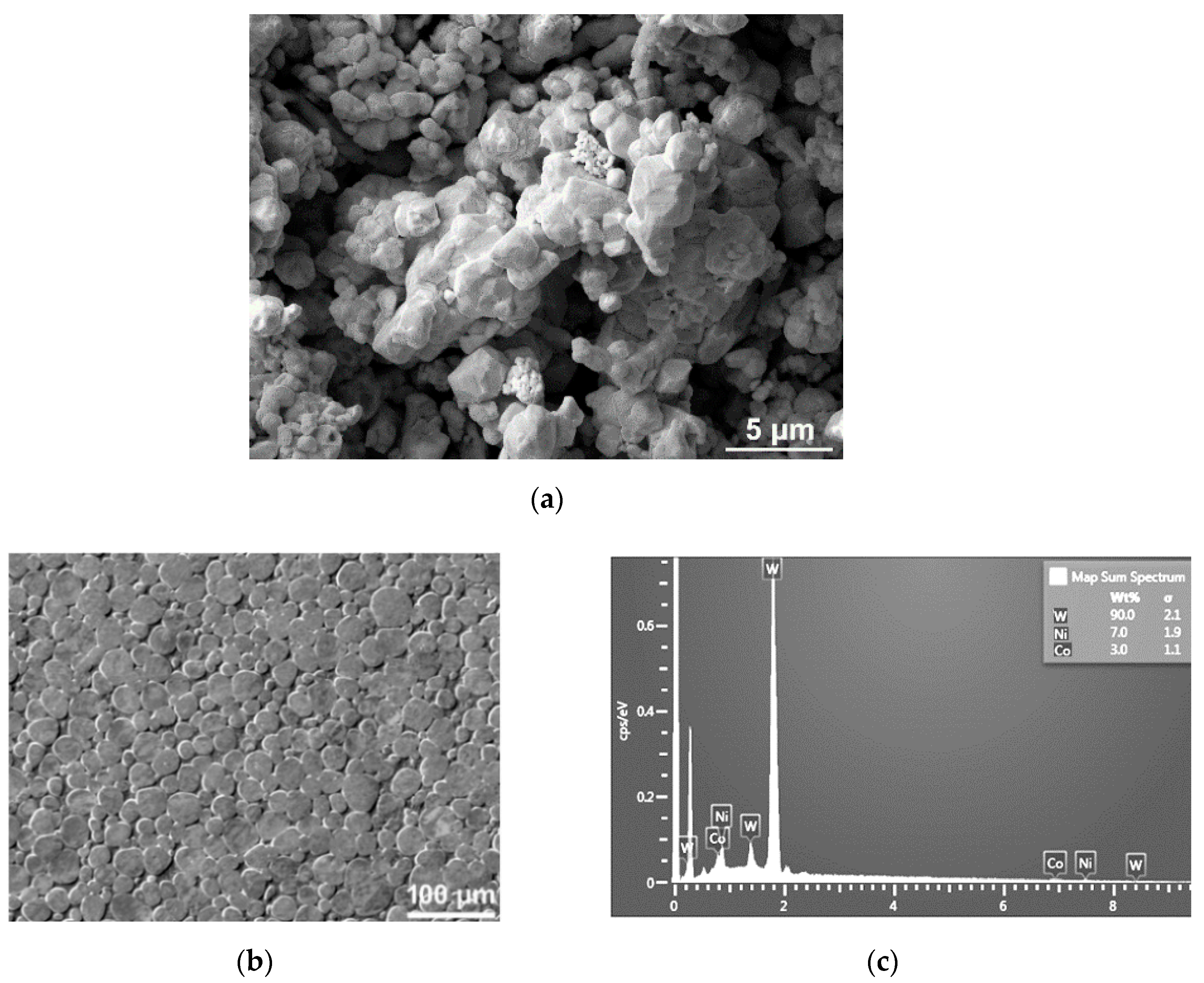
4.3. Microstructure Analyses
5. Discussion
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Dong, H.; Zhao, Y.; Yuan, H.; Hu, X.; Yang, Z. A Simplified Calculation Method of Heat Source Model for Induction Heating. Materials 2019, 12, 2938. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Di Luozzo, N.; Fontana, M.; Arcondo, B. Modelling of induction heating of carbon steel tubes: Mathematical analysis, numerical simulation and validation. J. Alloys Compd. 2012, 536, S564–S568. [Google Scholar] [CrossRef]
- Mühlbauer, A. History of Induction Heating and Melting, 1st ed.; Vulkan-Verlag GmbH: Essen, Germany, 2008; p. 202. [Google Scholar]
- Baake, E. Induction Heating: Heating|Hardening|Annealing|Brazing|Welding, 1st ed.; Vulkan-Verlag GmbH: Essen, Germany, 2016; p. 56. [Google Scholar]
- Zhao, Y.-Q.; Han, Y.; Xiao, Y. An asynchronous dual-frequency induction heating process for bevel gears. Appl. Therm. Eng. 2020, 169, 114981. [Google Scholar] [CrossRef]
- Bao, L.; Wang, B.; You, X.; Li, H.; Gu, Y.; Liu, W. Numerical and experimental research on localized induction heating process for hot stamping steel sheets. Int. J. Heat Mass Transf. 2020, 151, 119422. [Google Scholar] [CrossRef]
- Verlinden, B.; Driver, J.; Samajdar, I.; Doherty, R.D. Thermo-Mechanical Processing of Metallic Materials; Elsevier: Amsterdam, The Netherlands, 2007; p. 96. [Google Scholar]
- Kunčická, L.; Kocich, R.; Hervoches, C.; Macháčková, A. Study of structure and residual stresses in cold rotary swaged tungsten heavy alloy. Mater. Sci. Eng. A 2017, 704, 25–31. [Google Scholar] [CrossRef]
- Thomasová, M.; Seiner, H.; Sedlak, P.; Frost, M.; Ševčík, M.; Szurman, I.; Kocich, R.; Drahokoupil, J.; Sittner, P.; Landa, M. Evolution of macroscopic elastic moduli of martensitic polycrystalline NiTi and NiTiCu shape memory alloys with pseudoplastic straining. Acta Mater. 2017, 123, 146–156. [Google Scholar] [CrossRef]
- Montufar, E.B.; Horynová, M.; Casas-Luna, M.; Diaz-de-la-Torre, S.; Celko, L.; Klakurková, L.; Spotz, Z.; Diéguez-Trejo, G.; Fohlerová, Z.; Dvorak, K.; et al. Spark Plasma Sintering of Load-Bearing Iron–Carbon Nanotube-Tricalcium Phosphate CerMets for Orthopaedic Applications. JOM 2016, 68, 1134–1142. [Google Scholar] [CrossRef]
- Ročňáková, I.; Slámečka, K.; Montufar, E.B.; Remešová, M.; Dyčková, L.; Břínek, A.; Jech, D.; Dvořák, K.; Čelko, L.; Kaiser, J. Deposition of hydroxyapatite and tricalcium phosphate coatings by suspension plasma spraying: Effects of torch speed. J. Eur. Ceram. Soc. 2018, 38, 5489–5496. [Google Scholar] [CrossRef]
- Bay, F.; Labbe, V.; Favennec, Y.; Chenot, J.L. A numerical model for induction heating processes coupling electromagnetism and thermomechanics. Int. J. Numer. Methods Eng. 2003, 58, 839–867. [Google Scholar] [CrossRef]
- Liu, F.; Shi, Y.; Lei, X. Numerical investigation of the temperature field of a metal plate during high-frequency induction heat forming. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2009, 223, 979–986. [Google Scholar] [CrossRef]
- Riccio, A.; Russo, A.; Raimondo, A.; Cirillo, P.; Caraviello, A. A numerical/experimental study on the induction heating of adhesives for composite materials bonding. Mater. Today Commun. 2018, 15, 203–213. [Google Scholar] [CrossRef]
- Park, Z.S.; Lee, S.-J.; Lee, T.; Kim, J.H.; Moon, Y.H. Fabrication of long tubular parts made of tungsten-heavy alloys by inductive bonding of multiple tubes. Int. J. Refract. Met. Hard Mater. 2019, 85, 105058. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Dohnalík, D.; Macháčková, A.; Šofer, M. Cold rotary swaging of a tungsten heavy alloy: Numerical and experimental investigations. Int. J. Refract. Met. Hard Mater. 2016, 61, 264–272. [Google Scholar] [CrossRef]
- Hu, K.; Wang, G.; Li, X.; Qu, S. Microstructure and formation mechanism in a surface carburized tungsten heavy alloy. J. Alloys Compd. 2019, 787, 560–569. [Google Scholar] [CrossRef]
- Kunčická, L.; Macháčková, A.; Lavery, N.P.; Kocich, R.; Cullen, J.C.T.; Hlaváč, L.M. Effect of thermomechanical processing via rotary swaging on properties and residual stress within tungsten heavy alloy. Int. J. Refract. Met. Hard Mater. 2020, 87, 105120. [Google Scholar] [CrossRef]
- Dvorak, K.; Dolak, D.; Vsiansky, D.; Dobrovolny, P. Evaluation of the grindability of recycled glass in the production of blended cements. Mater. Technol. 2016, 50, 729–734. [Google Scholar] [CrossRef]
- Hafızoğlu, H.; Durlu, N. Effect of sintering temperature on the high strain rate-deformation of tungsten heavy alloys. Int. J. Impact Eng. 2018, 121, 44–54. [Google Scholar] [CrossRef]
- Kumari, A.; Prabhu, G.; Sankaranarayana, M.; Nandy, T.K. Effect of solution treatment temperature and cooling rate on the mechanical properties of tungsten heavy alloy. Mater. Sci. Eng. A 2017, 688, 225–236. [Google Scholar] [CrossRef]
- Das, J.; Rao, G.A.; Pabi, S.K.; Sankaranarayana, M.; Nandy, T.K. Thermo-mechanical processing, microstructure and tensile properties of a tungsten heavy alloy. Mater. Sci. Eng. A 2014, 613, 48–59. [Google Scholar] [CrossRef]
- Segal, V. Review: Modes and processes of severe plastic deformation (SPD). Materials 2018, 11, 1175. [Google Scholar] [CrossRef] [Green Version]
- Hlaváč, L.M.; Kocich, R.; Gembalová, L.; Jonšta, P.; Hlaváčová, I.M. AWJ cutting of copper processed by ECAP. Int. J. Adv. Manuf. Technol. 2016, 86, 885–894. [Google Scholar] [CrossRef]
- Furukawa, M.; Horita, Z.; Nemoto, M.; Langdon, T.G. Review: Processing of metals by equal-channel angular pressing. J. Mater. Sci. 2001, 36, 2835–2843. [Google Scholar] [CrossRef]
- Kocich, R.; Szurman, I.; Kursa, M.; Fiala, J. Investigation of influence of preparation and heat treatment on deformation behaviour of the alloy NiTi after ECAE. Mater. Sci. Eng. A 2009, 512, 100–104. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Macháčková, A. Twist Channel Multi-Angular Pressing ( TCMAP ) as a method for increasing the efficiency of SPD. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012006. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Král, P.; Pohludka, M.; Marek, M. Effect of strain path on severely deformed aluminium. Mater. Lett. 2016, 180, 280–283. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Drápala, J.; Andreyachshenko, V.A. FEM simulations and comparison of the ecap and ECAP-PBP influence on Ti6Al4V alloy’s deformation behaviour. In Proceedings of the 22nd International Conference on Metallurgy and Materials, Bron, Czech Republic, 15–17 May 2013; pp. 391–396. [Google Scholar]
- Xia, K.; Wu, X. Back pressure equal channel angular consolidation of pure Al particles. Scr. Mater. 2005, 53, 1225–1229. [Google Scholar] [CrossRef]
- Edalati, K.; Horita, Z. A review on high-pressure torsion (HPT) from 1935 to 1988. Mater. Sci. Eng. A 2016, 652, 325–352. [Google Scholar] [CrossRef]
- Kunčická, L.; Lowe, T.C.; Davis, C.F.; Kocich, R.; Pohludka, M. Synthesis of an Al/Al2O3 composite by severe plastic deformation. Mater. Sci. Eng. A 2015, 646, 234–241. [Google Scholar] [CrossRef]
- Derakhshan, J.F.; Parsa, M.H.; Jafarian, H.R. Microstructure and mechanical properties variations of pure aluminum subjected to one pass of ECAP-Conform process. Mater. Sci. Eng. A 2019, 747, 120–129. [Google Scholar] [CrossRef]
- Kocich, R.; Macháčková, A.; Fojtík, F. Comparison of strain and stress conditions in conventional and ARB rolling processes. Int. J. Mech. Sci. 2012, 64, 54–61. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Král, P.; Strunz, P. Characterization of innovative rotary swaged Cu-Al clad composite wire conductors. Mater. Des. 2018, 160, 828–835. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Strunz, P.; Macháčková, A. Texture and residual stress within rotary swaged Cu/Al clad composites. Mater. Lett. 2018, 230, 88–91. [Google Scholar] [CrossRef]
- Kunčická, L.; Král, P.; Dvořák, J.; Kocich, R. Texture evolution in biocompatible mg-y-re alloy after friction stir processing. Metals 2019, 9, 1181. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Q.; Jin, K.; Mu, D. Tube/tube joining technology by using rotary swaging forming method. J. Mater. Process. Technol. 2014, 214, 2085–2094. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Lowe, T.C. Advances in metals and alloys for joint replacement. Prog. Mater. Sci. 2017, 88, 232–280. [Google Scholar] [CrossRef]
- Gan, W.M.M.; Huang, Y.D.D.; Wang, R.; Zhong, Z.Y.Y.; Hort, N.; Kainer, K.U.U.; Schell, N.; Brokmeier, H.-G.G.; Schreyer, A. Bulk and local textures of pure magnesium processed by rotary swaging. J. Magnes. Alloys 2013, 1, 341–345. [Google Scholar] [CrossRef] [Green Version]
- Kunčická, L.; Kocich, R. Deformation behaviour of Cu-Al clad composites produced by rotary swaging. IOP Conf. Ser. Mater. Sci. Eng. 2018, 369, 012029. [Google Scholar] [CrossRef]
- Simpson, P.G. Induction Heating—Coil and System Design, 1st ed.; McGraw-Hill: New York, NY, USA, 1960; p. 147. [Google Scholar]
- Rudnev, V.; Loveless, D.; Cook, R.L. Handbook of Induction Heating, 2nd ed.; Taylor & Francis Ltd.: London, UK, 2017; p. 230. [Google Scholar]
- Rudnev, V. Handbook of Induction Heating, 2nd ed.; Marcel Dekker: New York, NY, USA, 2003; p. 128. [Google Scholar]
- Huray, P.G. Maxwell’s Equations; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2010; p. 214. [Google Scholar]
- Bastos, J.P.A.; Sadowski, N. Electromagnetic Modeling by Finite Element Methods; Marcel Dekker: New York, NY, USA, 2003; p. 27. [Google Scholar]
- Meunier, G. The Finite Element Method for Electromagnetic Modeling; ISTE Ltd.: London, UK, 2008; Available online: https://epdf.pub/the-finite-element-method-for-electromagnetic-modeling.html (accessed on 13 May 2020).
- Marek, M. Numerical Computation of Magnetic Field and Inductivity of Power Reactor with Respect of Real Magnetic Properties of Iron Core; Springer: Berlin/Heidelberg, Germany, 2006; pp. 233–239. [Google Scholar] [CrossRef]
- Zinn, S.; Semiatin, S.L.; Electric Power Research Institute; Battelle Memorial Institute; Columbus Laboratories. Elements of Induction Heating: Design, Control, and Applications; ASM International: Amsterdam, The Netherlands, 1988. [Google Scholar]
- Klonk, S.; Bay, F. Numerical analysis of computational models for induction heat treatment of complex geometrical parts. Int. J. Microstruct. Mater. Prop. 2016, 11, 48. [Google Scholar] [CrossRef]
- Biro, O.; Preis, K. On the use of the magnetic vector potential in the finite-element analysis of three-dimensional eddy currents. IEEE Trans. Magn. 1989, 25, 3145–3159. [Google Scholar] [CrossRef]
- Zapata, J.R.A.; Bay, F. Modeling and Analysis of Electromagnetism in Magnetic Forming Processes. IEEE Trans. Magn. 2016, 52, 7004011. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Dvořák, K.; Macháčková, A. Rotary swaged laminated Cu-Al composites, Effect of structure on residualstress and mechanical and electric properties. Mater. Sci. Eng. A 2019, 742, 743–750. [Google Scholar] [CrossRef]
- Kunčická, L.; Macháčková, A.; Krátká, L.; Kocich, R. Analysis of deformation behaviour and residual stress in rotary swaged Cu/Al clad composite wires. Materials 2019, 12, 3462. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kocich, R.; Kunčická, L.; Davis, C.F.; Lowe, T.C.; Szurman, I.; Macháčková, A. Deformation behavior of multilayered Al-Cu clad composite during cold-swaging. Mater. Des. 2016, 90, 379–388. [Google Scholar] [CrossRef]
- Russell, A.; Lee, K.L. Structure-Property Relations in Nonferrous Metals, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2005; p. 114. [Google Scholar]











Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kunčická, L.; Macháčková, A.; Petrmichl, R.; Klečková, Z.; Marek, M. Optimizing Induction Heating of WNiCo Billets Processed via Intensive Plastic Deformation. Appl. Sci. 2020, 10, 8125. https://doi.org/10.3390/app10228125
Kunčická L, Macháčková A, Petrmichl R, Klečková Z, Marek M. Optimizing Induction Heating of WNiCo Billets Processed via Intensive Plastic Deformation. Applied Sciences. 2020; 10(22):8125. https://doi.org/10.3390/app10228125
Chicago/Turabian StyleKunčická, Lenka, Adéla Macháčková, Rudolf Petrmichl, Zuzana Klečková, and Martin Marek. 2020. "Optimizing Induction Heating of WNiCo Billets Processed via Intensive Plastic Deformation" Applied Sciences 10, no. 22: 8125. https://doi.org/10.3390/app10228125
APA StyleKunčická, L., Macháčková, A., Petrmichl, R., Klečková, Z., & Marek, M. (2020). Optimizing Induction Heating of WNiCo Billets Processed via Intensive Plastic Deformation. Applied Sciences, 10(22), 8125. https://doi.org/10.3390/app10228125