Sintering Behavior of a Six-Oxide Silicate Bioactive Glass for Scaffold Manufacturing


 ,
,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Glass Production
2.2. Scaffold Manufacturing
2.3. Thermal Analyses: DTA and HSM
- -
- Step 1: from 20 to 400 °C, heating rate 60 °C/min;
- -
- Step 2: from 400 to Ts, heating rate 5°C/min;
- -
- Step 3: 3 h-dwell, Ts.
2.4. X-ray Diffraction
2.5. SEM Morphological Characterization
2.6. Mechanical Tests
3. Results and Discussion
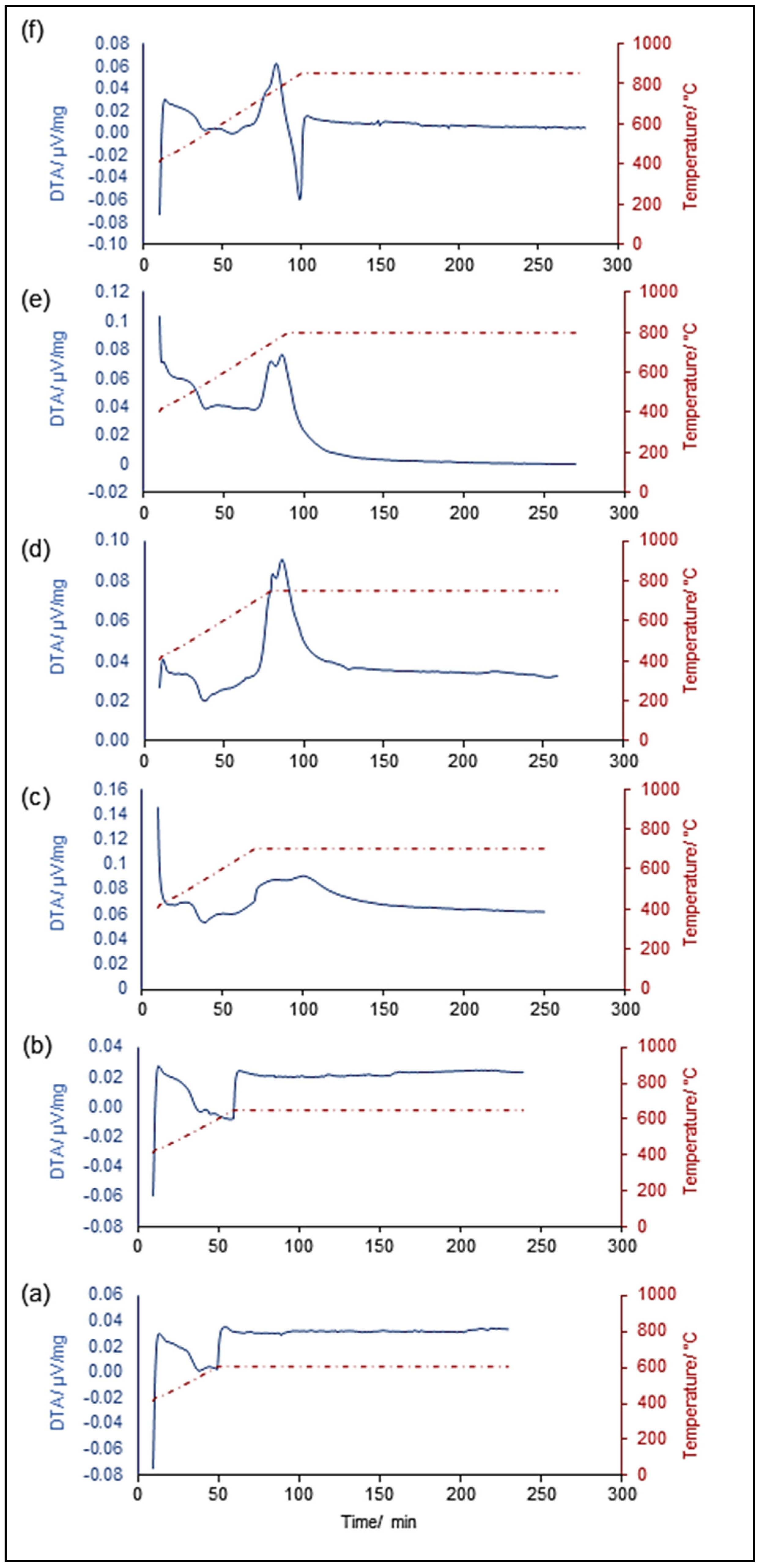
- (i)
- the nucleation of a metastable crystalline phase at 750 °C, which gradually evolves to a second more stable crystalline system, resulting in a second exothermic signal at temperatures T ≥ 800 °C;
- (ii)
- the nucleation of two different metastable phases at 750 °C and 780 °C, which evolve to a third crystalline system stable at temperatures ≥ 850 °C.
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Jones, J.R. Review of bioactive glass: From Hench to hybrids. Acta Biomater. 2013, 9, 4457–4486. [Google Scholar] [CrossRef]
- Greenspan, D. Bioglass at 50-A look at Larry Hench’s legacy and bioactive materials. Biomed. Glas. 2019, 5, 178–184. [Google Scholar] [CrossRef]
- Hench, L.L. Chronology of Bioactive Glass Development and Clinical Applications. New J. Glas. Ceram. 2013, 3, 67–73. [Google Scholar] [CrossRef] [Green Version]
- Hench, L.L. The story of Bioglass®. J. Mater. Sci. Mater. Med. 2006, 17, 967–978. [Google Scholar] [CrossRef] [PubMed]
- Greenspan, D.C. Bioactive glass: Mechanisms of bone bonding. Tandläkartidningen Ǻrk. 1999, 91, 1–32. [Google Scholar]
- Brauer, D.S. Bioactive Glasses—Structure and Properties. Angewandte. Chem. Int. Ed. 2015, 54, 4160–4181. [Google Scholar] [CrossRef] [PubMed]
- Taha, A.A.; Patel, M.P.; Hill, R.G.; Fleming, P.S. The effect of bioactive glasses on enamel remineralization: A systematic review. J. Dent. 2017, 67, 9–17. [Google Scholar] [CrossRef] [PubMed]
- Sola, A.; Bellucci, D.; Cannillo, V.; Cattini, A. Bioactive glass coatings: A review. Surf. Eng. 2011, 27, 560–572. [Google Scholar] [CrossRef]
- Baino, F.; Verné, E. Glass-based coatings on biomedical implants: A state-of-the-art review. Biomed. Glas. 2017, 3, 1–17. [Google Scholar] [CrossRef] [Green Version]
- Oliver, J.N.; Su, Y.; Lu, X.; Kuo, P.-H.; Du, J.; Zhu, D. Bioactive Materials Bioactive glass coatings on metallic implants for biomedical applications. Bioact. Mater. 2020, 4, 261–270. [Google Scholar] [CrossRef]
- Dorcemus, D.L.; Nukavarapu, S.P. Tissue Engineering of Skeletal Tissues. In Reference Module in Biomedical Sciences; Elsevier Inc.: Amsterdam, The Netherlands, 2018. [Google Scholar] [CrossRef]
- Sarkar, S.K.; Lee, B.T. Hard tissue regeneration using bone substitutes: An update on innovations in materials. Korean J. Intern. Med. 2015, 30, 279–293. [Google Scholar] [CrossRef]
- Baino, F.; Novajra, G.; Vitale-Brovarone, C. Bioceramics and Scaffolds: A Winning Combination for Tissue Engineering. Front. Bioeng. Biotechnol. 2015, 3, 1–17. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, Q.Z.; Thompson, I.D.; Boccaccini, A.R. 45S5 Bioglass®-derived glass–ceramic scaffolds for bone tissue engineering. Biomaterials 2006, 27, 2414–2425. [Google Scholar] [CrossRef]
- Wu, C.; Fan, W.; Zhu, Y.; Gelinsky, M.; Chang, J.; Cuniberti, G. Multifunctional magnetic mesoporous bioactive glass scaffolds with a hierarchical pore structure. Acta Biomater. 2011, 7, 3563–3572. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fiume, E.; Serino, G.; Bignardi, C.; Verné, E.; Baino, F. Bread-derived bioactive porous scaffolds: An innovative and sustainable approach to bone tissue engineering. Molecules 2019, 24, 2954. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cunningham, E.; Dunne, N.J.; Clarke, S.A.; Choi, S.Y. Comparative Characterisation of 3-D Hydroxyapatite Scaffolds Developed Via Replication of Synthetic Polymer Foams and Natural Marine Sponges. J. Tissue Sci. Eng. 2011. [Google Scholar] [CrossRef] [Green Version]
- Sepulveda, P.; Jones, J.R.; Hench, L.L. Bioactive Sol—Gel Foams for Tissue Repair Bioactive sol-gel foams for tissue repair. J. Biomed. Mater. Res. 2013, 59, 340–348. [Google Scholar] [CrossRef]
- Jones, J.R.; Hench, L.L. Effect of surfactant concentration and composition on the structure and properties of sol-gel-derived bioactive glass foam scaffolds for tissue engineering. J. Mater. Sci. 2003, 38, 3783–3790. [Google Scholar] [CrossRef]
- Fiume, E.; Tulyaganov, D.; Ubertalli, G.; Verné, E.; Baino, F. Dolomite-Foamed Bioactive Silicate Scaffolds for Bone Tissue Repair. Materials 2020, 13, 628. [Google Scholar] [CrossRef] [Green Version]
- Baino, F.; Barberi, J.; Fiume, E.; Orlygsson, G.; Massera, J.; Verné, E. Robocasting of Bioactive SiO2-P2O5-CaO-MgO-Na2O-K2O Glass Scaffolds. J. Health Eng. 2019, 2019, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Gmeiner, R.; Deisinger, U.; Schönherr, J.; Lechner, B.; Detsch, R.; Boccaccini, A.R.; Stampfl, J. Additive Manufacturing of Bioactive Glasses and Silicate Bioceramics. J. Ceram. Sci. Tech. 2015, 06, 75–86. [Google Scholar]
- Fu, Q.; Saiz, E.; Rahaman, M.N.; Tomsia, A.P. Bioactive glass scaffolds for bone tissue engineering: State of the art and future perspectives. Mater. Sci. Eng. C 2011, 31, 1245–1256. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Eqtesadi, S.; Motealleh, A.; Pajares, A.; Guiberteau, F.; Miranda, P. Improving mechanical properties of 13–93 bioactive glass robocast scaffold by poly (lactic acid) and poly (ε -caprolactone) melt in fi ltration. J. Non. Cryst. Solids 2016, 432, 111–119. [Google Scholar] [CrossRef]
- Lu, H.H.; El-amin, S.F.; Scott, K.D.; Laurencin, C.T. Three-dimensional, bioactive, biodegradable, polymer-bioactive glass composite scaffolds with improved mechanical properties support collagen synthesis and mineralization of human osteoblast-like cells in vitro. J. Biomed. Mater. Res. A 2003, 64, 465–474. [Google Scholar] [CrossRef]
- Wen, G.; Zheng, X.; Song, L. Effects of P 2 O 5 and sintering temperature on microstructure and mechanical properties of lithium disilicate glass-ceramics. Acta Mater. 2007, 55, 3583–3591. [Google Scholar] [CrossRef]
- Jones, J.R.; Ehrenfried, L.M.; Hench, L.L. Optimizing bioactive glass scaffolds for bone tissue engineering. Biomaterials 2006, 27, 964–973. [Google Scholar] [CrossRef]
- Kaur, G.; Kumar, V.; Baino, F.; Mauro, J.C.; Pickrell, G.; Evans, I.; Bretcanu, O. Mechanical properties of bioactive glasses, ceramics, glass-ceramics and composites: State-of-the-art review and future challenges. Mater. Sci. Eng. C 2019, 104, 109895. [Google Scholar] [CrossRef]
- Tilocca, A. Structural models of bioactive glasses from molecular dynamics simulations. Proc. R Soc. A 2009, 465, 1003–1027. [Google Scholar] [CrossRef]
- Filho, O.P.; Latorre, G.P.; Hench, L.L. Effect of crystallization on apatite-layer formation of bioactive glass 45S5. J. Biomed. Mater. Res. 1996, 30, 509–514. [Google Scholar] [CrossRef]
- Plewinsky, M.; Schickle, K.; Lindner, M.; Kirsten, A.; Weber, M.; Fischer, H. The effect of crystallization of bioactive bioglass 45S5 on apatite formation and degradation. Dent. Mater. 2013, 29, 1256–1264. [Google Scholar] [CrossRef]
- Verné, E.; Bretcanu, O.; Balagna, C.; Bianchi, C.L.; Cannas, M.; Hatti, S.; Vitale-Brovarone, C. Early Stage Reactivity and In Vitro Behavior of Silica-Based Bioactive Glasses and Glass-Ceramics. J. Mater. Sci. Med. 2009, 20, 75–87. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fiume, E.; Schiavi, A.; Orlygsson, G.; Bignardi, C.; Verné, E.; Baino, F. Comprehensive assessment of bioactive glass and glass-ceramic scaffold permeability: Experimental measurements by pressure wave drop, modelling and computed tomography-based analysis. Acta Biomater. 2020, in press. [Google Scholar] [CrossRef] [PubMed]
- Fiume, E.; Baino, F. Crystallization behavior of SiO 2—P 2 O 5—CaO—MgO—Na 2 O—K 2 O bioactive glass powder. Biomed. Glas. 2019, 5, 46–52. [Google Scholar] [CrossRef]
- Karageorgiou, V.; Kaplan, D. Porosity of 3D biomaterial scaffolds and osteogenesis. Biomaterials 2005, 26, 5474–5491. [Google Scholar] [CrossRef]
- Barberi, J.; Baino, F.; Fiume, E.; Orlygsson, G.; Nommeots-Nomm, A.; Massera, J.; Verné, E. Robocasting of SiO2-based bioactive glass scaffolds with porosity gradient for bone regeneration and potential load-bearing applications. Materials 2019, 12, 2691. [Google Scholar] [CrossRef] [Green Version]
- Gerhardt, L.-C.; Boccaccini, A.R. Bioactive Glass and Glass-Ceramic Scaffolds for Bone Tissue Engineering. Materials 2010, 3, 3867–3910. [Google Scholar] [CrossRef] [Green Version]
- Barberi, J.; Nommeots-Nomm, A.; Fiume, E.; Verné, E.; Massera, J.; Baino, F. Mechanical characterization of pore-graded bioactive glass scaffolds produced by robocasting. Biomed. Glas. 2019, 5, 140–147. [Google Scholar] [CrossRef]
- Vitale-Brovarone, C.; Baino, F.; Verné, E. High strength bioactive glass-ceramic scaffolds for bone regeneration. J. Mater. Sci. Mater. Med. 2009, 20, 643–653. [Google Scholar] [CrossRef] [Green Version]
- Bretcanu, O.; Chatzistavrou, X.; Paraskevopoulos, K.; Conradt, R.; Thompson, I.; Boccaccini, A.R. Sintering and crystallization of 45S5 Bioglass ® powder. J. Eur. Ceram. Soc. 2009, 29, 3299–3306. [Google Scholar] [CrossRef]
- Huang, R.; Pan, J.; Boccaccini, A.R.; Chen, Q.Z. A two-scale model for simultaneous sintering and crystallization of glass–ceramic scaffolds for tissue engineering. Acta Biomater. 2008, 4, 1095–1103. [Google Scholar] [CrossRef]
- Erasmus, E.P.; Johnson, O.T.; Sigalas, I.; Massera, J. Effects of Sintering Temperature on Crystallization and Fabrication of Porous Bioactive Glass Scaffolds for Bone Regeneration. Sci. Rep. 2017, 7, 6046. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sintering Temperature T/°C | 600 | 650 | 700 | 750 | 800 | 850 |
|---|---|---|---|---|---|---|
| Diameter D/mm | 8.61 ± 0.27 | 8.01 ± 0.63 | 10.62 ± 0.41 | 8.85 ± 0.14 | 9.68 ± 0.12 | 8.70 ± 0.47 |
| Height H/mm | 7.04 ± 0.14 | 6.11 ± 0.11 | 6.24 ±0.43 | 6.00 ± 0.58 | 7.51 ± 0.39 | 6.65 ± 0.32 |
| Cross sectional area A/mm2 | 58.31 ± 3.70 | 51.07 ± 7.73 | 88.84 ± 6.86 | 61.77 ± 2.02 | 73.67 ± 1.80 | 59.68 ± 6.30 |
| Mass m/g | 0.250 ± 0.02 | 0.243 ± 0.01 | 0.285 ± 0.02 | 0.325 ± 0.03 | 0.249 ± 0.03 | 0.259 ± 0.02 |
| Sintering Temperature T/°C | Glass Transition Tg/°C | Crystallization Onset Tc/°C | Crystallization Peak Tp/°C | Maximum Shrinkage ΔH/% |
|---|---|---|---|---|
| 600 | 527 | - | - | 24 |
| 650 | 528 | - | - | 28 |
| 700 | 528 | - | - | 27 |
| 750 | 527 | 690 | 750 | 18 |
| 800 | 530 | 707 | 750, 783 | 21 |
| 850 | 531 | 697 | 772 | 29 |
| Ref. Code | Compound Name | Chemical Formula | Crystal System |
|---|---|---|---|
| 01-075-1686 | Combeite | Na2Ca2(Si3O9) | Rombohedral |
| 00-002-0455 | Tremolite | CaMg3(SiO4)3 | Monoclinic |
| 01-075-1332 | Sodium-calcium silicate | Na15.6Ca3.84(Si12O36) | Cubic |
| Sintering Temperature T/°C | Apparent Density ρa /g/cm3 | Total Porosity ε0 | Maximum Shrinkage ΔH/% | Compressive Strength σmax/MPa |
|---|---|---|---|---|
| 600 | 0.62 ± 0.06 | 0.76 ± 0.2 | 24 | 0.49 ± 0.08 |
| 650 | 0.72 ± 0.07 | 0.72 ± 0.03 | 28 | 1.02 ± 0.44 |
| 700 | 0.41 ± 0.02 | 0.85 ± 0.01 | 27 | 1.47 ± 0.09 |
| 750 | 0.87 ± 0.03 | 0.67 ± 0.01 | 18 | 1.93 ± 0.06 |
| 800 | 0.47 ± 0.01 | 0.82 ± 0.01 | 21 | 1.61 ± 0.29 |
| 850 | 0.69 ± 0.03 | 0.73 ± 0.01 | 29 | 2.09 ± 1.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fiume, E.; Serino, G.; Bignardi, C.; Verné, E.; Baino, F. Sintering Behavior of a Six-Oxide Silicate Bioactive Glass for Scaffold Manufacturing. Appl. Sci. 2020, 10, 8279. https://doi.org/10.3390/app10228279
Fiume E, Serino G, Bignardi C, Verné E, Baino F. Sintering Behavior of a Six-Oxide Silicate Bioactive Glass for Scaffold Manufacturing. Applied Sciences. 2020; 10(22):8279. https://doi.org/10.3390/app10228279
Chicago/Turabian StyleFiume, Elisa, Gianpaolo Serino, Cristina Bignardi, Enrica Verné, and Francesco Baino. 2020. "Sintering Behavior of a Six-Oxide Silicate Bioactive Glass for Scaffold Manufacturing" Applied Sciences 10, no. 22: 8279. https://doi.org/10.3390/app10228279
APA StyleFiume, E., Serino, G., Bignardi, C., Verné, E., & Baino, F. (2020). Sintering Behavior of a Six-Oxide Silicate Bioactive Glass for Scaffold Manufacturing. Applied Sciences, 10(22), 8279. https://doi.org/10.3390/app10228279