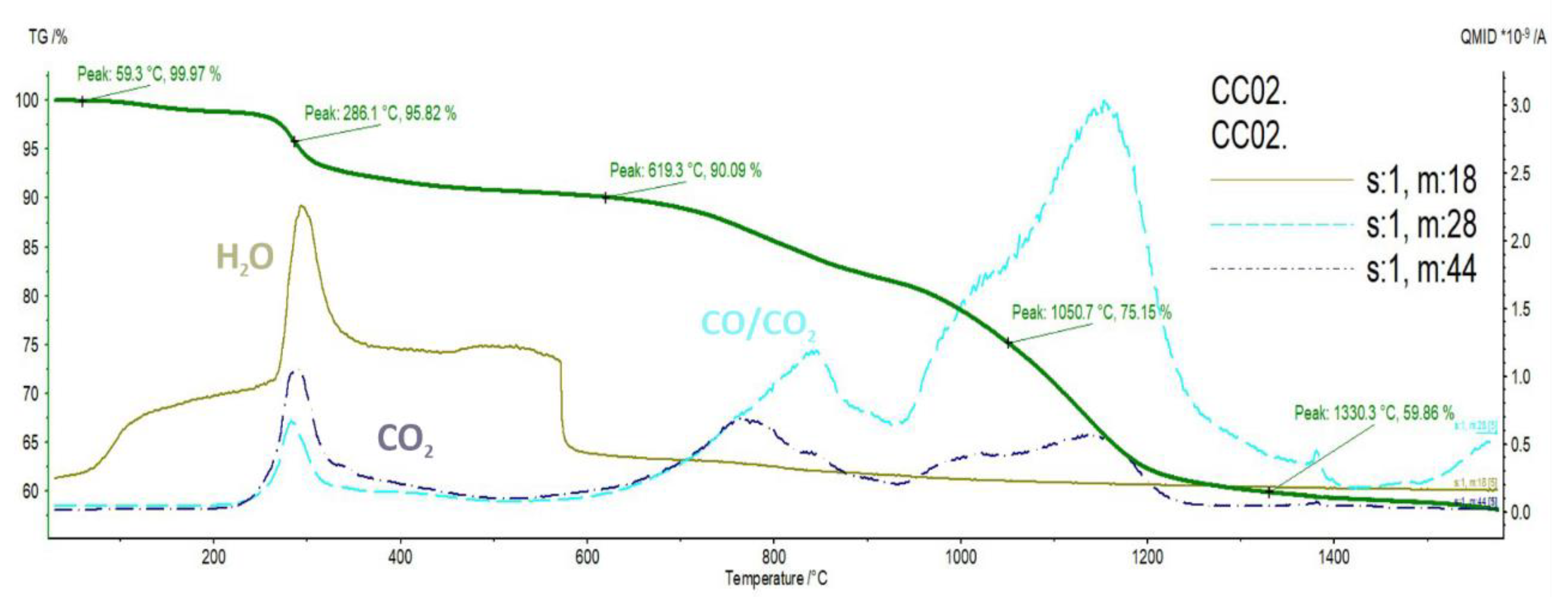
3.1. Thermal Behavior
Figure 4 shows the diagram of the TGA-MS for the CC02 briquette. Strong ion current signals of H
2O+ (
m/
z = 18) evolving starting from a temperature around 100 °C corresponds to sample moisture evaporation. A strong peak is formed at about 310 °C, which corresponds to binder decomposition. The strong signal persists up to a temperature of 570 °C, indicating chemically bound water leaving the sample. The signal then deteriorates up to a temperature of 670 °C, indicating a small amount of bound water is still leaving the sample. A decrease in mass up to 400 °C is likely to correspond to water leaving the sample as well as decomposition of fibers and starch. The decomposition fibers and starch is supported by strong peaks corresponding to the release of CO and CO
2 detected at around 288 °C. A decrease in mass starting around 700 and 950 °C likely corresponds to the reduction of hematite and magnetite, respectively. CO
2 is also detected at 763 °C, suggesting that significant reduction by CO is taking place, probably due to the iron oxides present in the briquette sample. A significant CO peak is detected near the end of measurement at around 1575 °C, suggesting that further reduction of oxides is taking place.
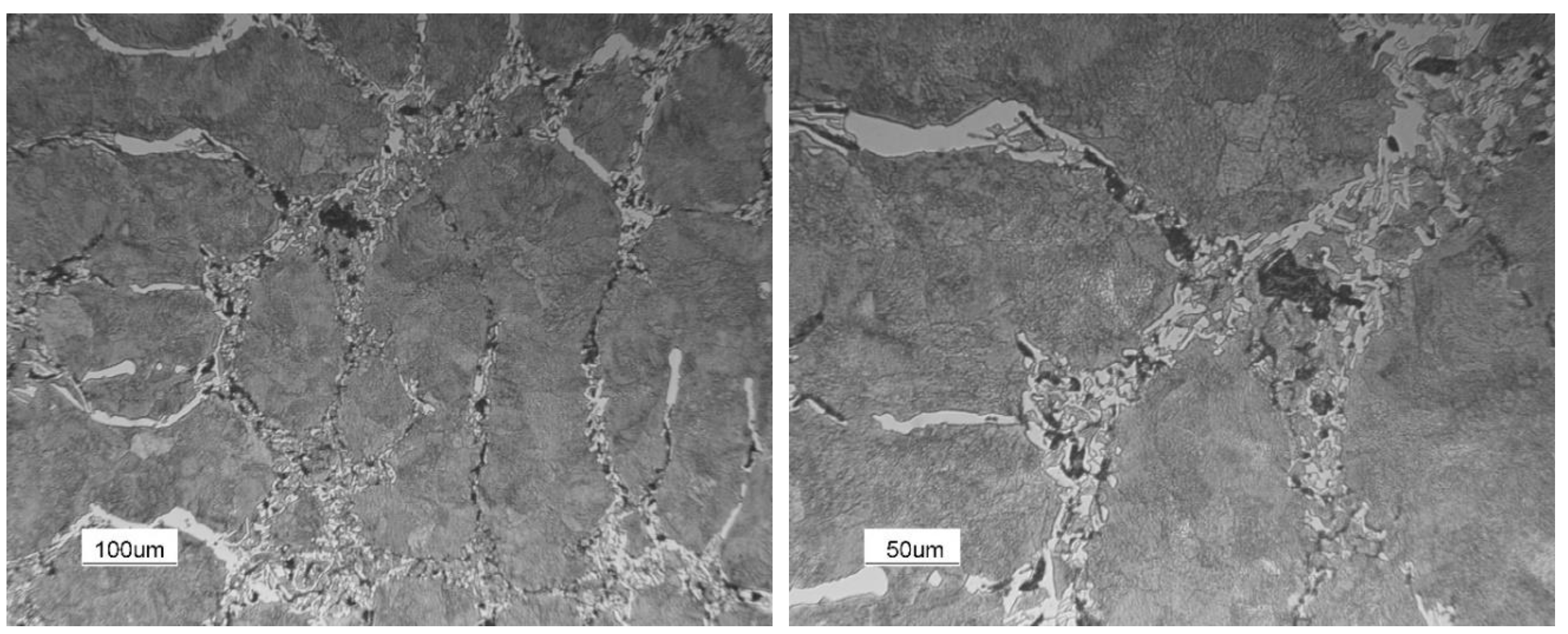
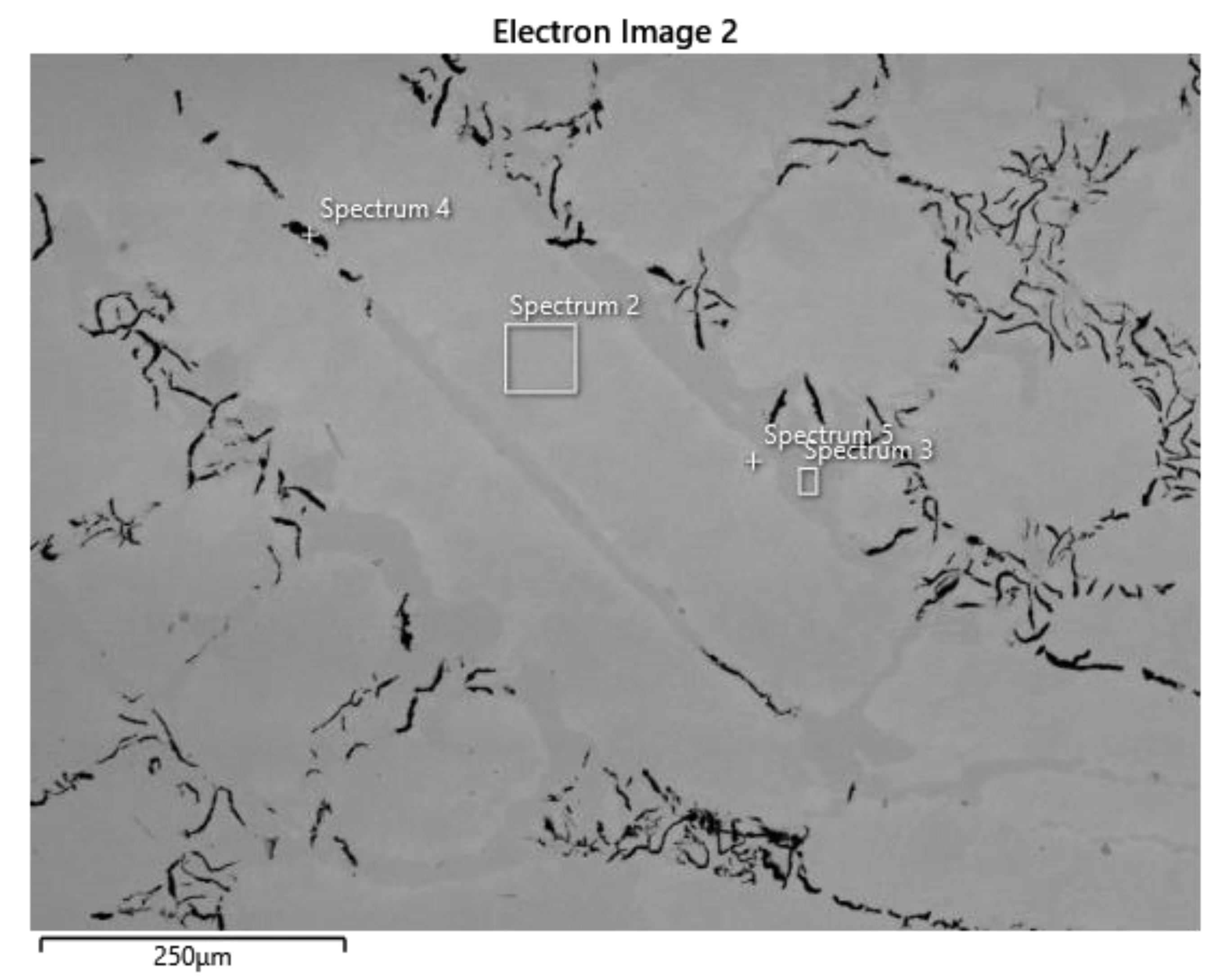
The results deduced from the MS analysis are confirmed by optical microscopy and XRD analysis of briquette residues collected from the crucible. Most of the briquette converted into metallic material, the microstructure and chemical composition of which are reported in
Figure 5 and
Figure 6 and
Table 4. The iron has assumed a typical cast-iron microstructure, with a pearlitic matrix surrounded by primary cementite and graphite flakes.
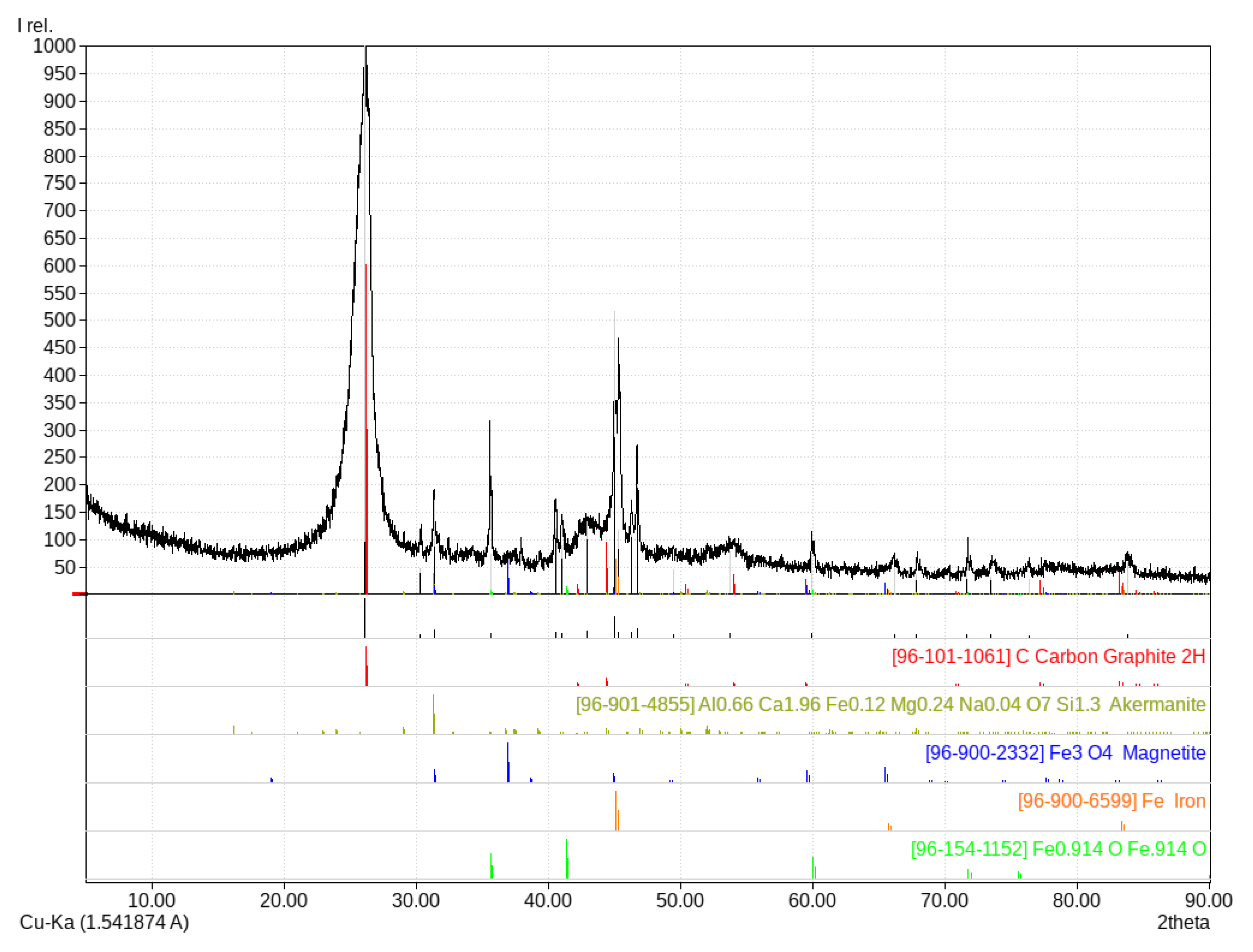
The non-metallic residue is mainly formed by unreduced iron oxides (especially wustite). An intense and wide XRD peak associated to unburned carbon is detected (
Figure 7). Akermanite is due to the reaction between oxides within the bricks and TGA crucible.
The BC03 briquette mainly consists of conveyer belt fines (more than 63 wt.-%). The chemical analysis of conveyer belt fines shows that consists of more than 90 wt.-% CaO, which is very stable at high temperatures and cannot be reduced by carbon at the testing temperature range according to the Ellingham diagram. Moreover, water addition during the making of the briquette was 31.1%.
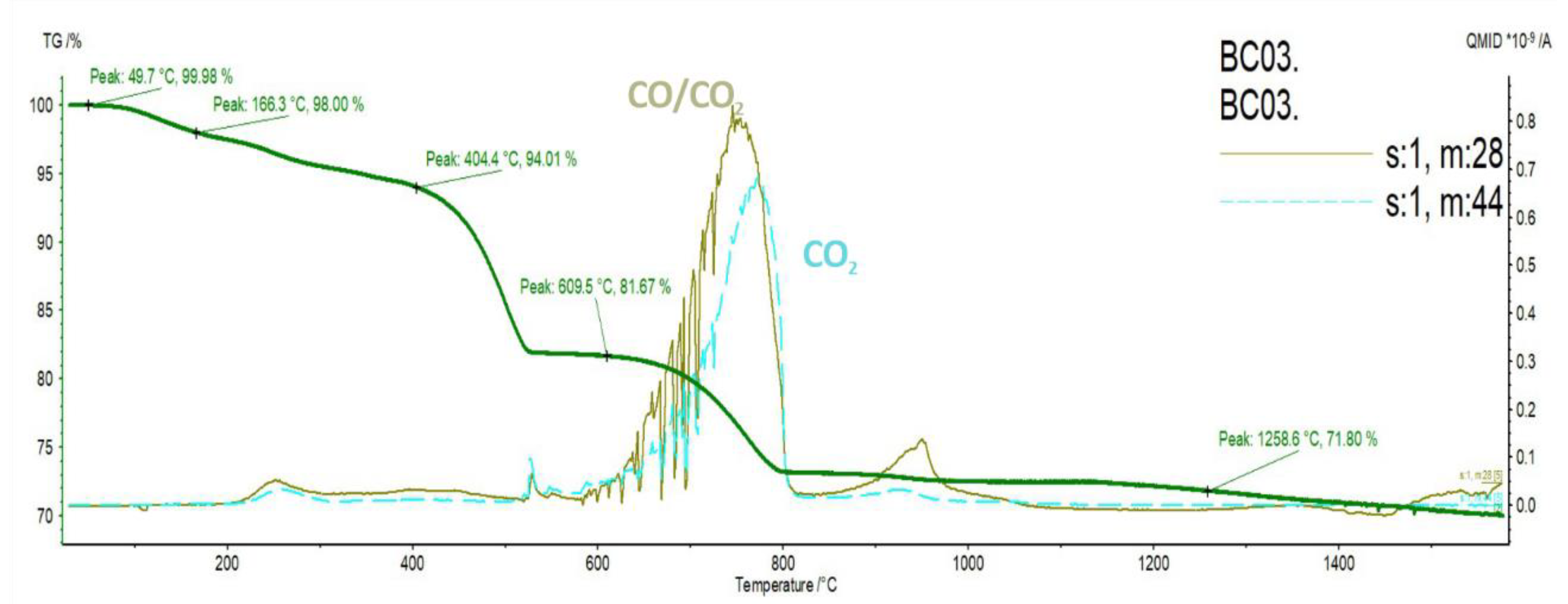
Figure 8 shows the TGA-MS diagram of BC03. During the initial stage of the heat, water and volatiles appear to be leaving the sample. The first sharp drop in the sample mass starting from around 400 °C is probably due to the release of chemically bound water. The CO and CO
2 peaks at around 250 °C probably correspond to the decomposition of starch and fibers. The second sharp decrease in mass occurring from 600 to 800 °C is likely due to the decomposition of residual calcium carbonate, as the loss of mass corresponds to significant peaks in CO and CO
2. For instance, at 1 atm pressure, CaCO
3 decomposes in the range 900–1200 °C. However, under argon flow, calcium carbonate decomposes to a lower temperature, typically in the range 550–950 °C [
25] Another source indicates the decomposition peak at 750 °C [
26], whereas Drobikova et al. [
27] indicate that CaCO
3 decomposes in the temperature range between 570 and 830 °C. Thus, the CO
2 peak is certainly associated to calcite decomposition.
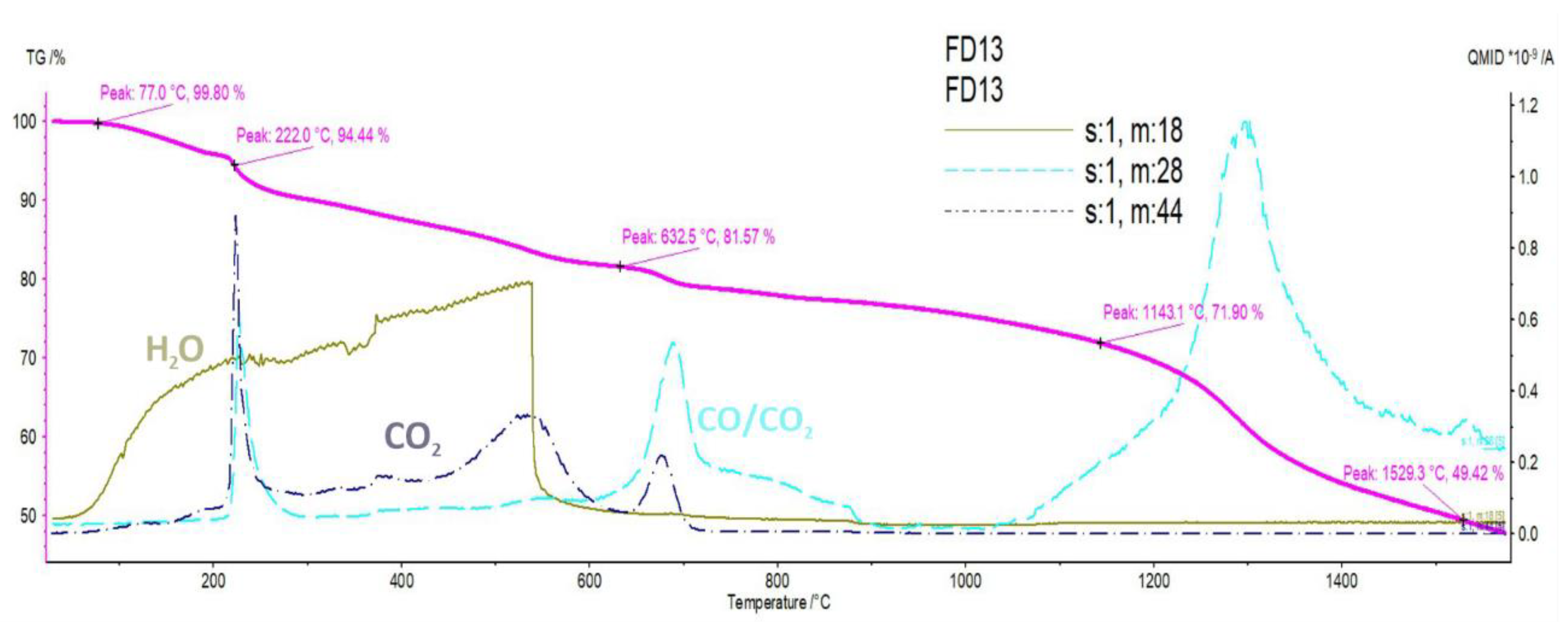
The FD13 briquette consists mainly of FMC (69.7 wt.-%). It also has a significant amount of added water (11.7 wt.-%).
Figure 9 shows a diagram of the TGA-MS analysis. Water appears to be released from the sample at a temperature of between 100 and 535 °C. At around 250 °C, a small amount of mass is lost, probably due to the decomposition of starch and fibers. This is consistent with the small CO and CO
2 peak. CO
2 also peaks significantly near 533° C, indicating that reduction takes place. Two more significant CO and CO
2 peaks appear near 680 °C accompanied by a steep and short decreasing mass curve, likely indicating another reduction. From 1200 to 1600 °C, the briquette lost more than 20% of its total original mass accompanied by a release of CO, indicating that high temperature reduction took place during this stage.
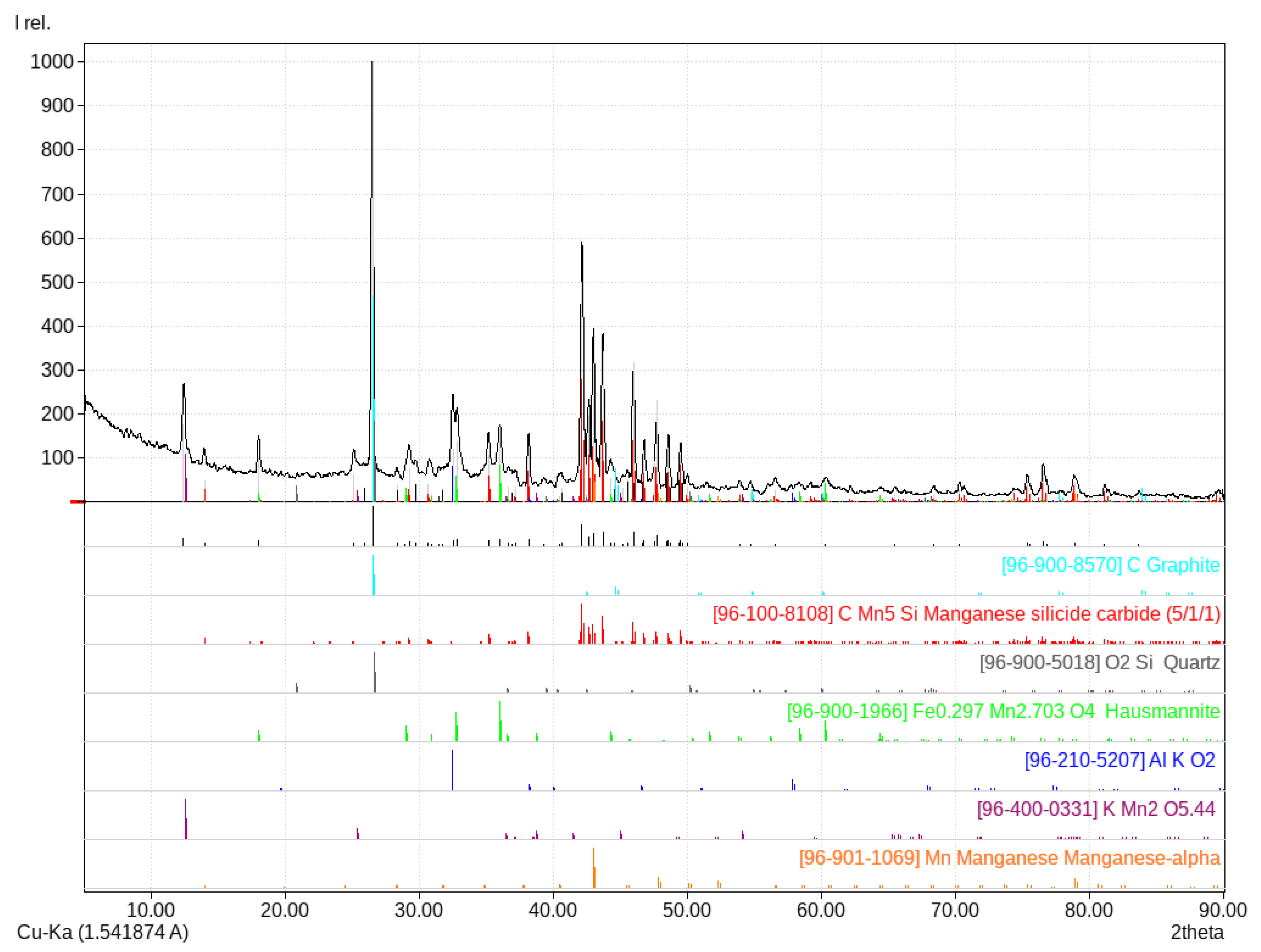
The analysis of the residue collected from the TGA crucible shows that a small fraction of metallic manganese was obtained by the reduction of manganese oxide (
Figure 10). However, the main product after the thermal test was manganese silicide carbide (Mn5SiC). This is a typical product of carbothermic reduction of manganese ores, as stated by Kononov [
28]. A residual fraction of hausmannite (Mn
3O
4) and Mn
2O
3 bearing compound (potassium birnessite) was observed.
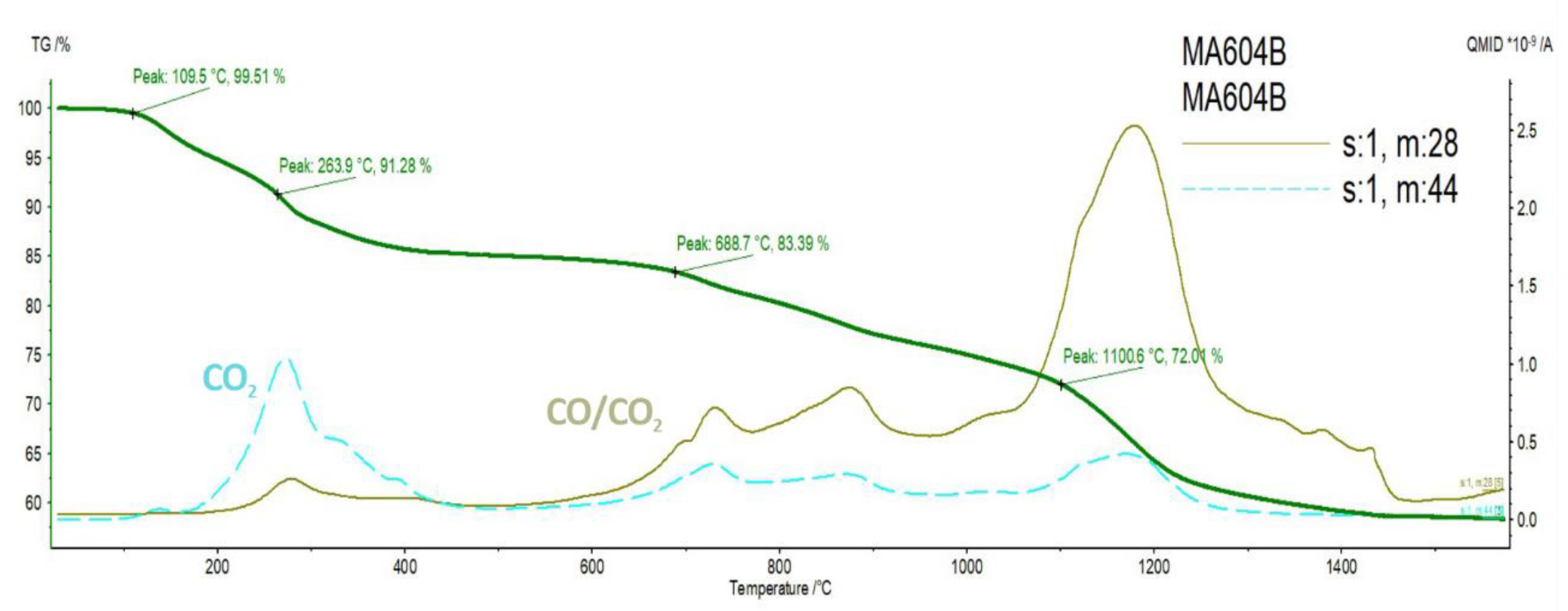
Figure 11 shows the TG-MS diagram of MA604B. MA604B mainly comprises grinding sludge and oxy-cutting fines. Grinding sludge and oxy-cutting fines consist for the most part of iron and iron oxides. In addition to grinding sludge and oxy-cutting fines, the briquette contains injection carbon which is mostly carbon. Water appears to be leaving the sample just under 100 °C up to 400 °C. Again, a small mass change near 250 °C accompanied with CO and CO
2 peaks suggest that fibers and starch are decomposed. Starting from a temperature of around 700 °C, it can be seen that there is continuous mass loss accompanied by emission of CO and CO
2. This indicates that carbon is utilized to reduce iron oxides in the following order Hematite → Magnetite → Wuestite → Metallic iron. Around 1100 °C, the mass loss becomes steeper, suggesting that further iron oxide reduction takes place.
A summary of TGA-MS results is presented in
Table 5.
3.2. Pilot-Scale Trials
For the trial with briquettes from MA604B, a total of 48.0 kg of iron alloy was tapped. The 8.0 kg mass increase in the alloy can be explained by both the reduction of iron oxide from the slag and the dissolution of the briquettes, which consist mainly of iron. It was not possible to determine the exact slag mass as significant amounts solidified in the furnace vessel during the tapping procedure. As shown in
Table 6, the chemical analysis of the ferrous alloy was not significantly influenced by the charging of the briquettes. The carbon content of the steel sample is high because of the dissolution of carbon from the bottom and top electrodes in the furnace. The chemical composition of the slag phase shows a drop in basicity due to the charging of the briquettes. At the same time, the iron oxide content decreased as can be seen in
Table 7. MgO on the other hand increased slightly. The experiment showed a good dissolution behavior of the briquettes although the ratio of charged material compared to the pre-molten slag and iron alloy was probably higher than it will be in an industrial application. Additionally, the iron content of the slag decreased, indicating good separation of the contained metallic iron without any unwanted oxidation. However, partial reduction of iron oxide by the electrode cannot be neglected.
For the trial with briquettes from MH51, a total of 19.6 kg ferrous alloy was tapped. The mass increase was due to the partial reduction of iron oxide from the slag and the dissolution of the charged briquettes. It was not possible to determine the exact slag mass as significant amounts solidified in the furnace vessel during the tapping procedure. Comparing the chemical analysis of the steel and slag phase before and after the adding of the briquettes in
Table 5 and
Table 6, it is evident that the composition was not influenced significantly. The high carbon content is due to the slight dissolution of the bottom and top electrode. The objective of the experiment was to evaluate the dissolving behavior of the briquettes in the slag when utilizing CaO as a substitute, and its influence on the chemical composition of slag and metal phase. The dissolution took place rapidly. The mass of charged briquettes was low compared to the amount of pre-molten slag and did not change the steel composition significantly. The target of substituting CaO additives with the briquettes seems to be achievable based on the good dissolution behavior.

 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}