Performance Analysis of Multi-Spindle Drilling of Al2024 with TiN and TiCN Coated Drills Using Experimental and Artificial Neural Networks Technique

 ,
, 
 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
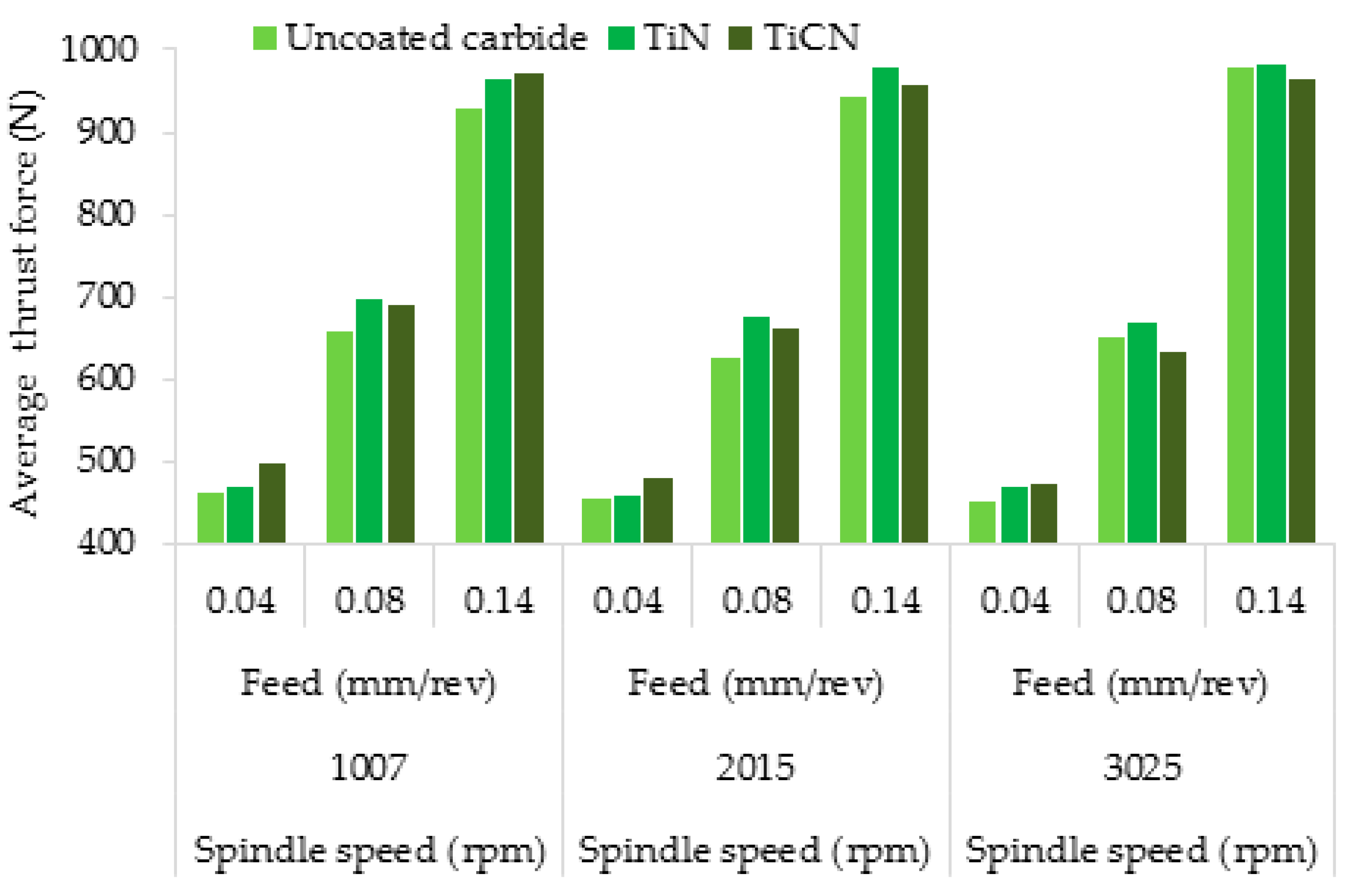
3.1. Analysis of Thrust Force
3.2. Evaluation of the Hole Quality
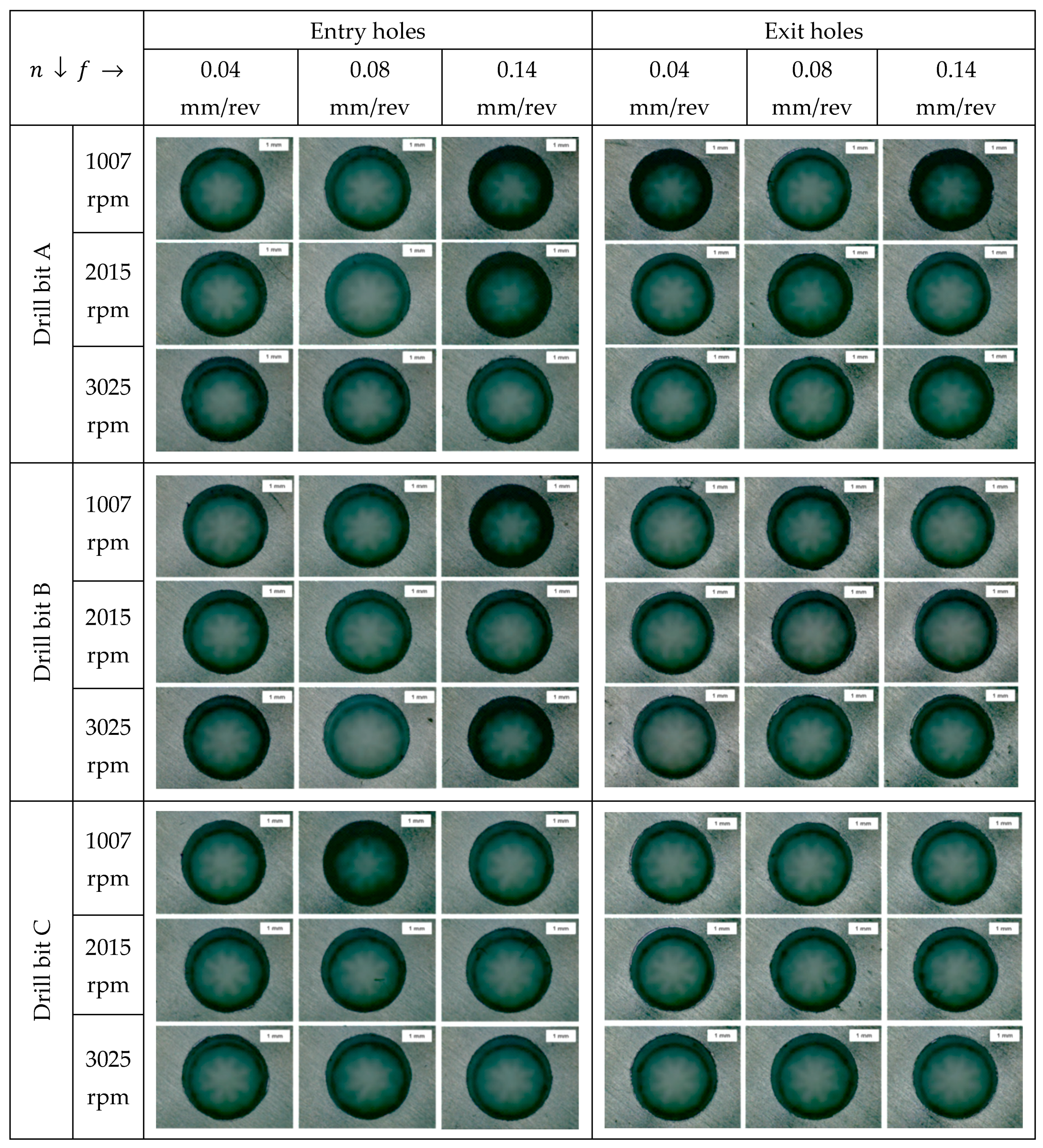
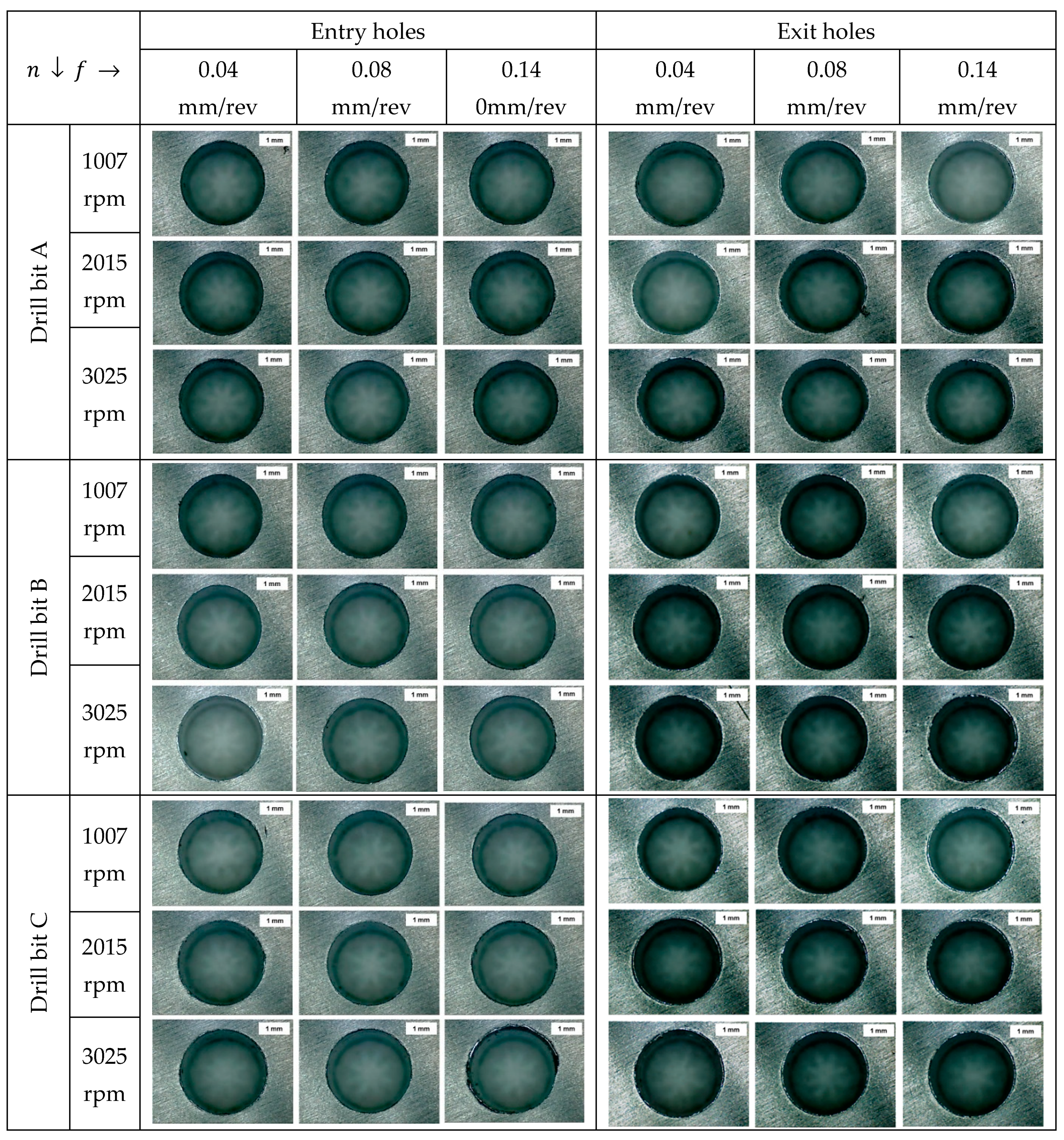
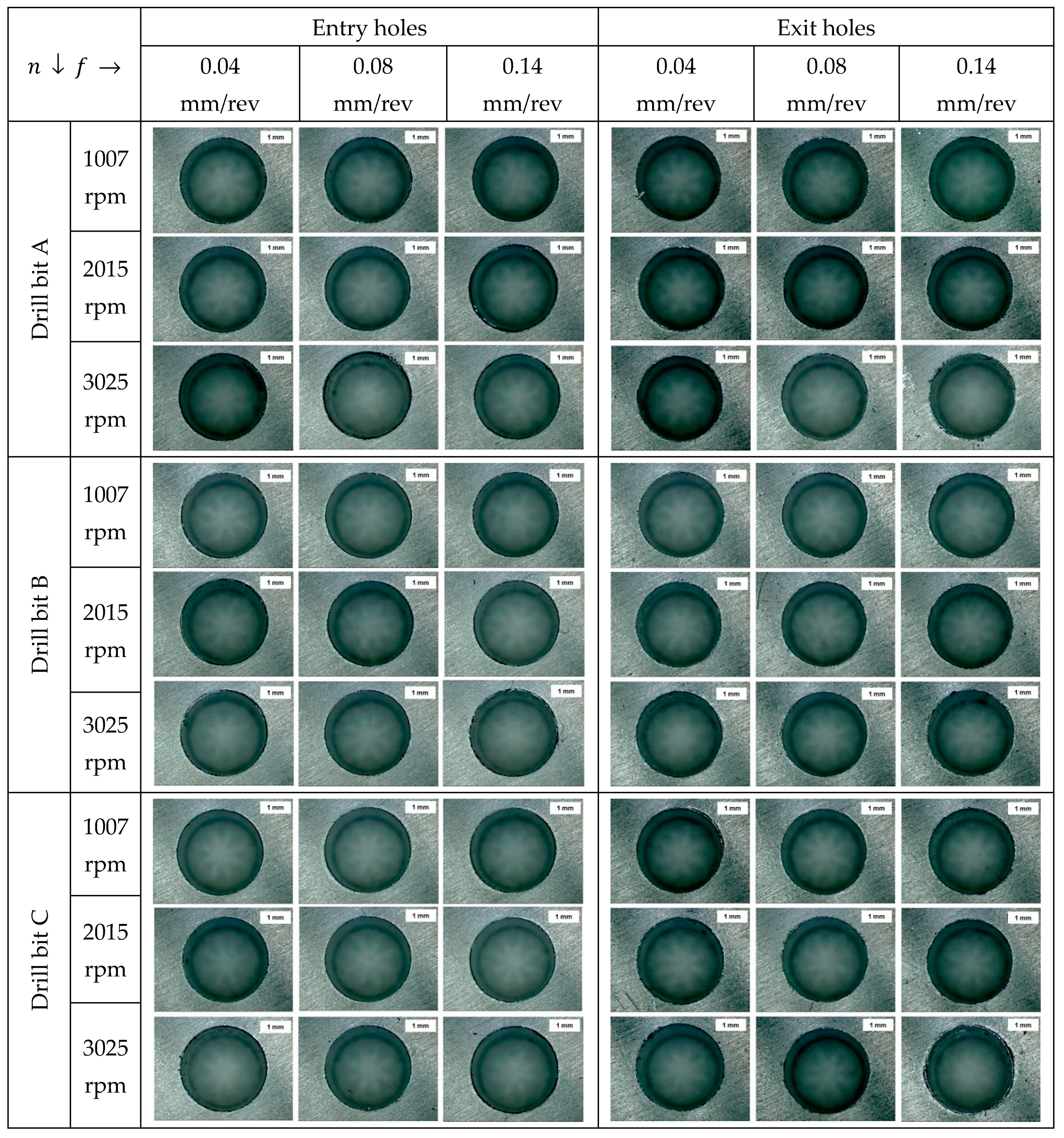
3.2.1. Analyses of Drilled-Hole Images
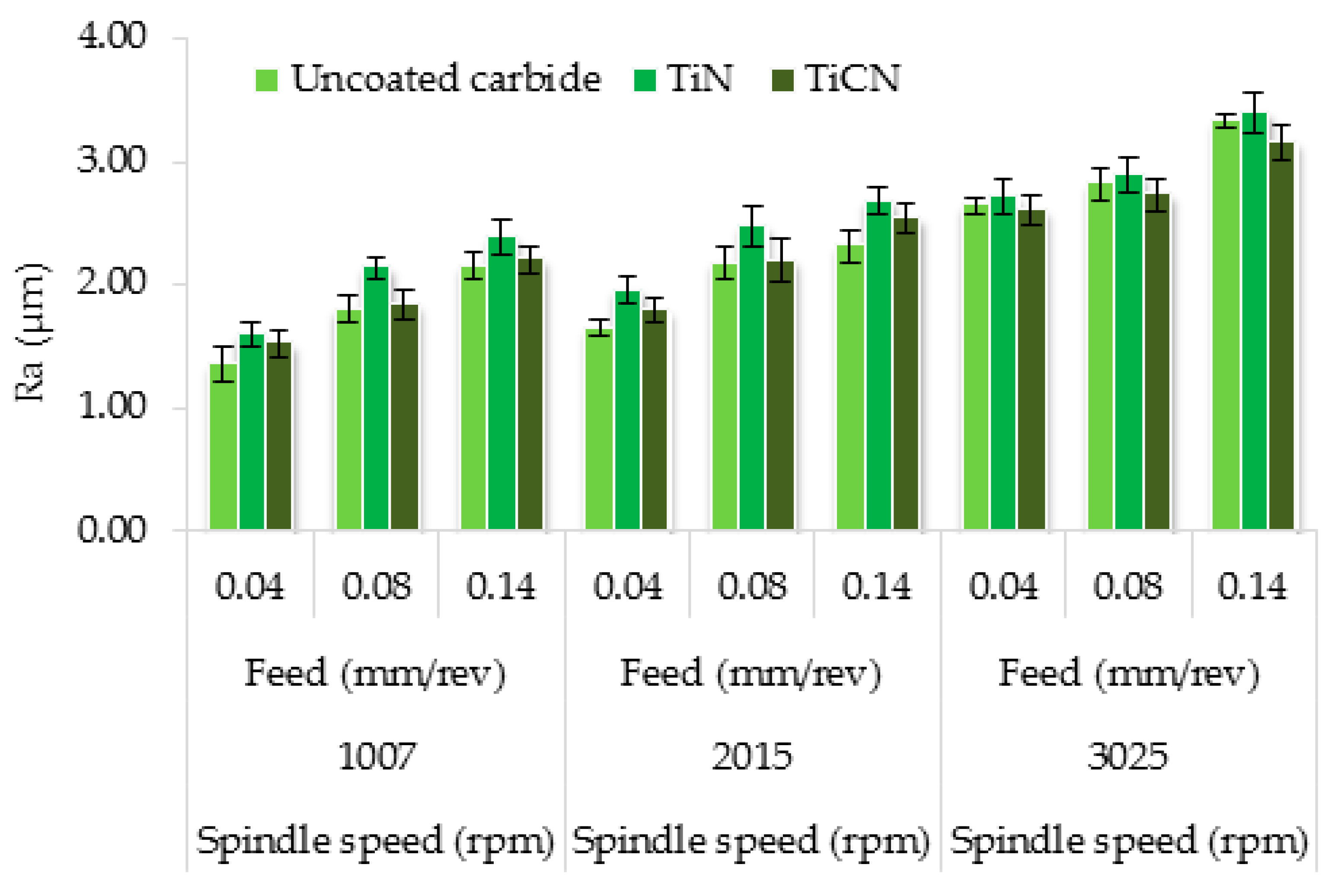
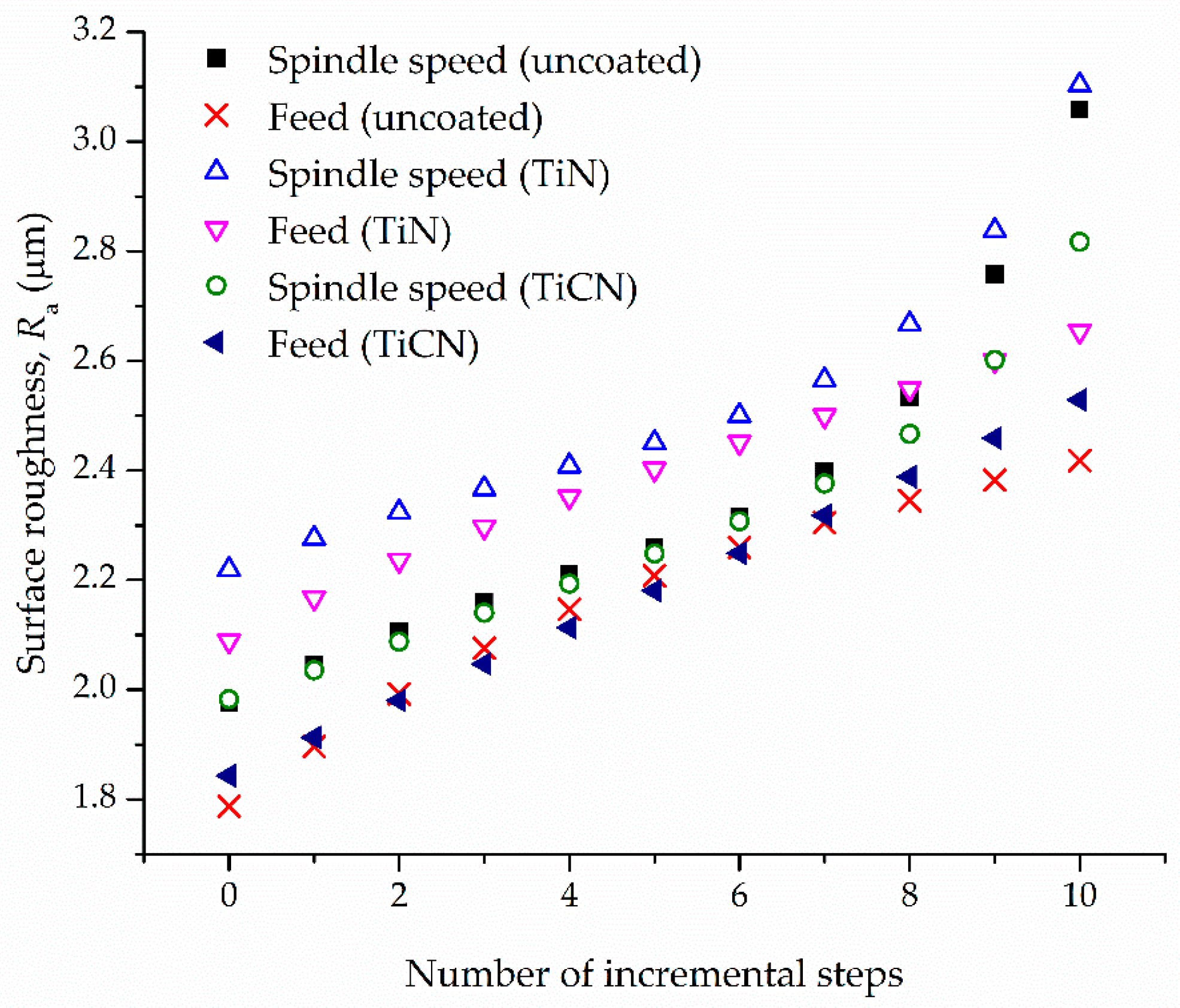
3.2.2. Surface Roughness
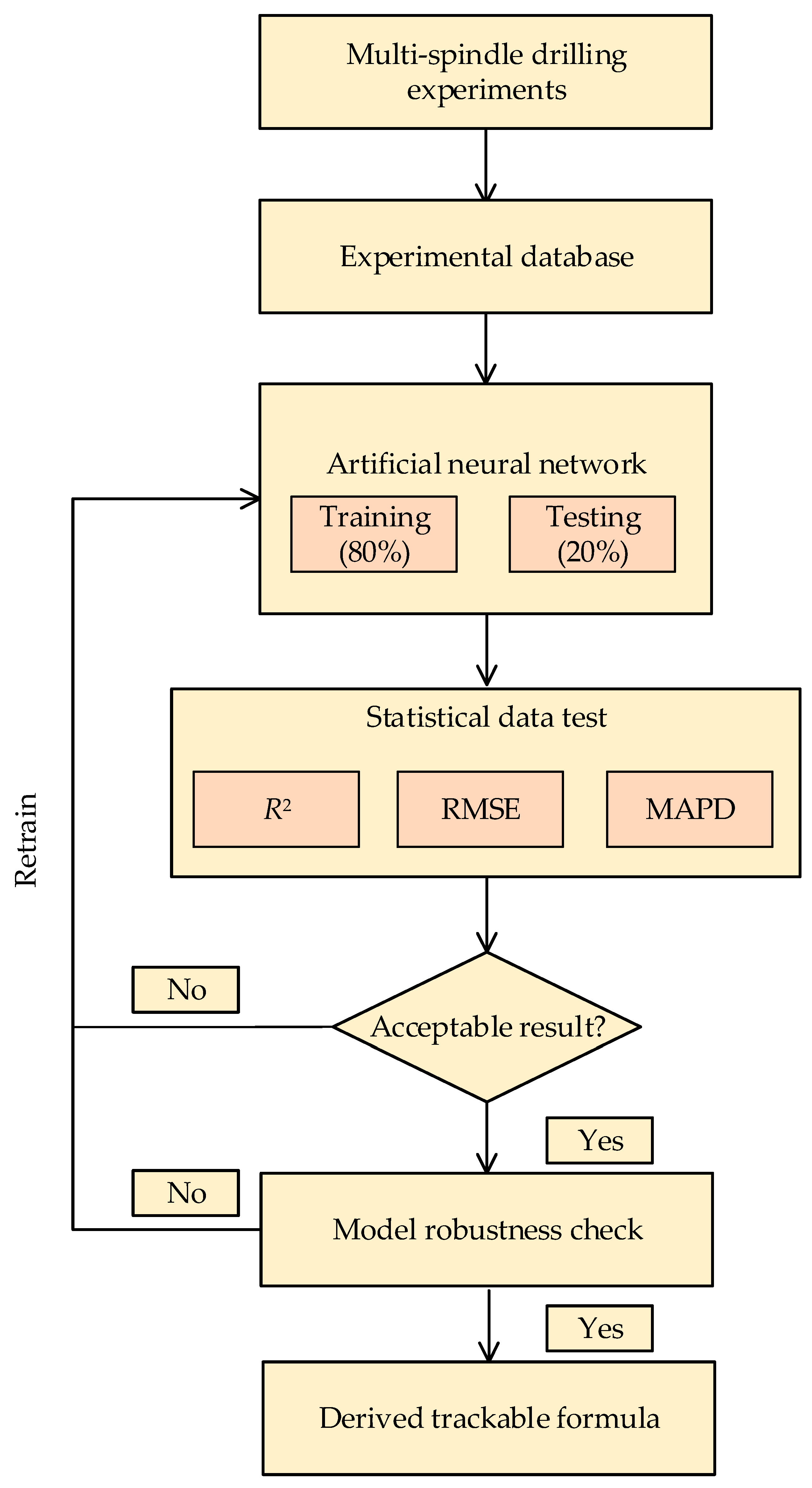
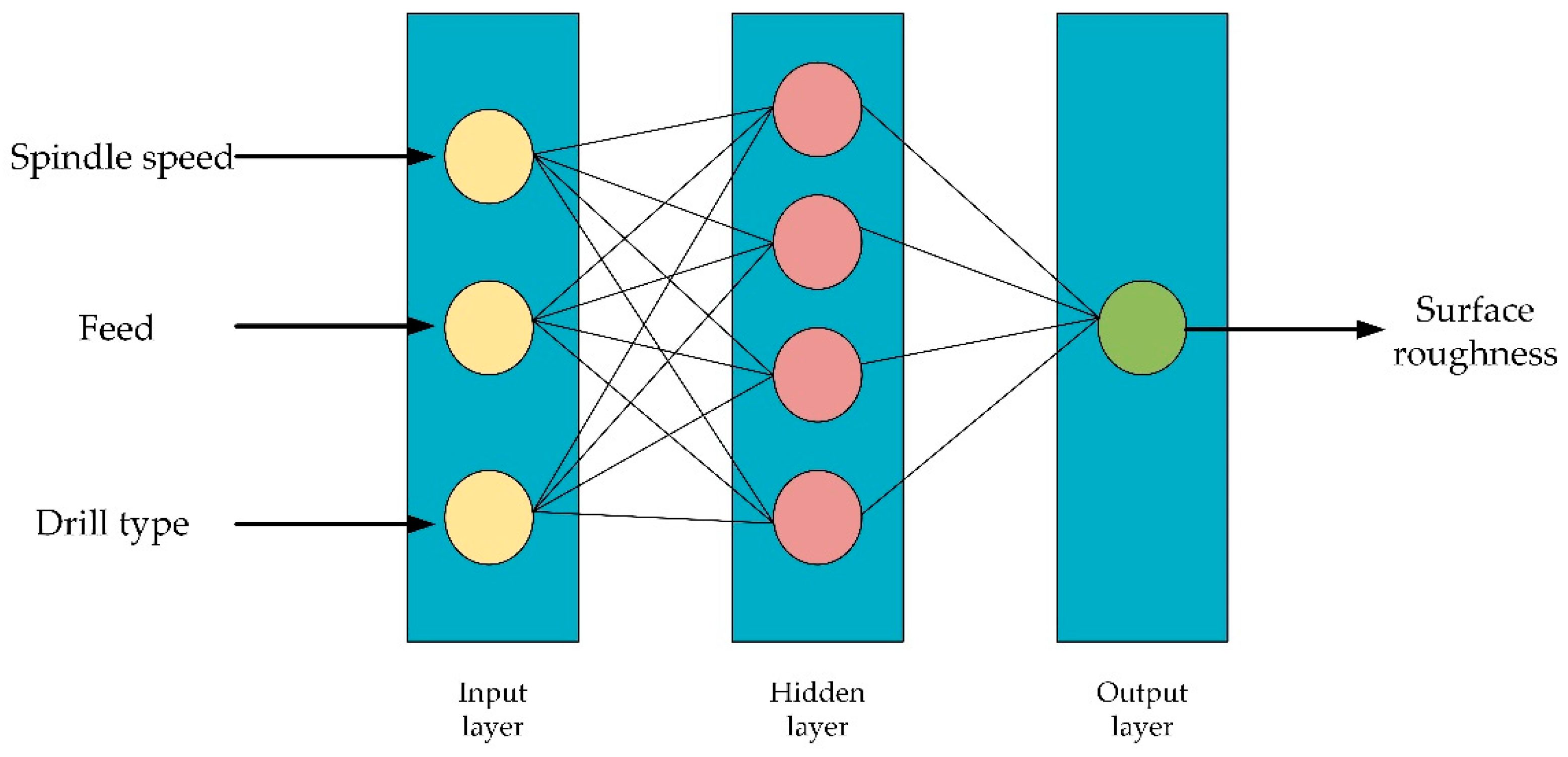
4. Artificial Neural Network
4.1. ANN-Based Formula
- Step 1: Normalise the input parameters according to Equation (1). The minimum and maximum ranges of all the parameters are given in Table 4.
- Step 2: Calculate the normalised as follows:
- Step 3: Calculate the as follows:
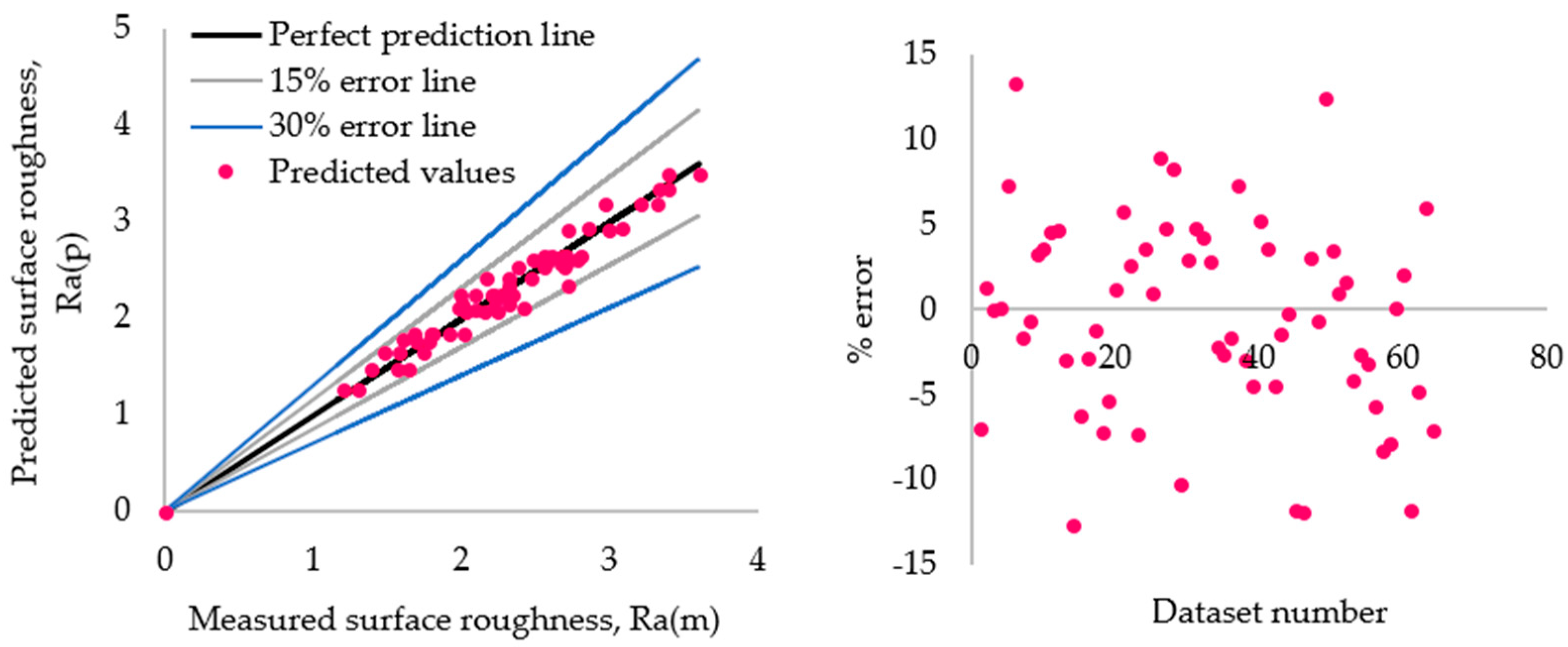
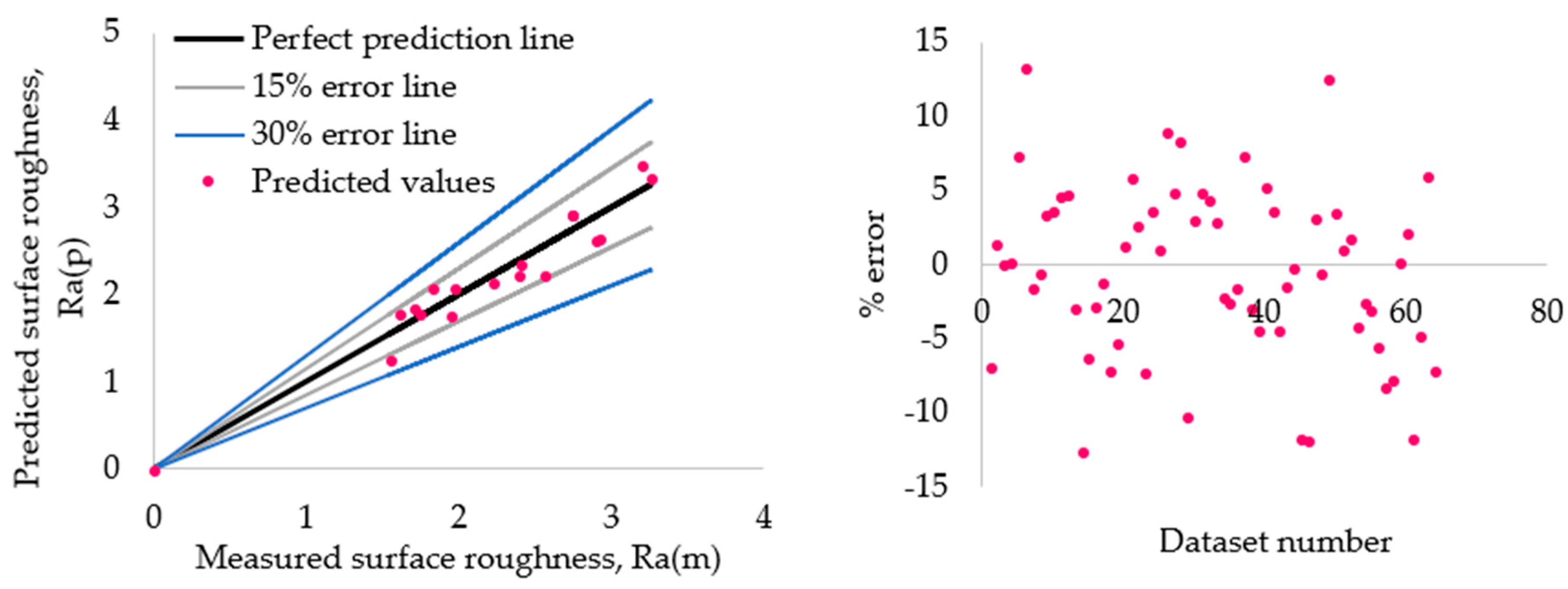
4.2. Model Performance Evaluation
4.3. Model Robustness
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| ANN | artificial neural network |
| BUE | built-up edge |
| HSS | high-speed steel |
| MAPD | mean absolute per cent deviation |
| MLP | multilayer perceptron |
| RMSE | root mean square error |
| Dt | drill type |
| (mm/rev) | feed |
| (rpm) | spindle speed |
| R2 | coefficient of determination |
| (µm) | surface roughness |
Appendix A. Numerical Example for Calculating the Surface Roughness
References
- Aamir, M.; Giasin, K.; Tolouei-Rad, M.; Vafadar, A. A review: Drilling performance and hole quality of aluminium alloys for aerospace applications. J. Mater. Res. Technol. 2020, 9, 12484–12500. [Google Scholar] [CrossRef]
- Santos, M.C.; Machado, A.R.; Sales, W.F.; Barrozo, M.A.; Ezugwu, E.O. Machining of aluminum alloys: A review. Int. J. Adv. Manuf. Technol. 2016, 86, 3067–3080. [Google Scholar] [CrossRef]
- Giasin, K.; Hodzic, A.; Phadnis, V.; Ayvar-Soberanis, S. Assessment of cutting forces and hole quality in drilling Al2024 aluminium alloy: Experimental and finite element study. Int. J. Adv. Manuf. Technol. 2016, 87, 2041–2061. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Nosrati, A. Recent advances in drilling of carbon fiber–reinforced polymers for aerospace applications: A review. Int. J. Adv. Manuf. Technol. 2019, 105, 2289–2308. [Google Scholar] [CrossRef]
- Zmarzły, P. Technological Heredity of the Turning Process. Tehnički Vjesnik 2020, 27, 1194–1203. [Google Scholar] [CrossRef]
- Nouari, M.; List, G.; Girot, F.; Gehin, D. Effect of machining parameters and coating on wear mechanisms in dry drilling of aluminium alloys. Int. J. Mach. Tools Manuf. 2005, 45, 1436–1442. [Google Scholar] [CrossRef]
- Kalidas, S.; DeVor, R.E.; Kapoor, S.G. Experimental investigation of the effect of drill coatings on hole quality under dry and wet drilling conditions. Surf. Coat. Technol. 2001, 148, 117–128. [Google Scholar] [CrossRef]
- Nouari, M.; List, G.; Girot, F.; Coupard, D. Experimental analysis and optimisation of tool wear in dry machining of aluminium alloys. Wear 2003, 255, 1359–1368. [Google Scholar] [CrossRef]
- Davoudinejad, A.; Ashrafi, S.A.; Hamzah, R.I.R.; Niazi, A. Experimental analysis of wear mechanism and tool life in dry drilling of Al2024. Adv. Mater. Res. 2012, 556, 217–221. [Google Scholar] [CrossRef]
- Roy, P.; Sarangi, S.; Ghosh, A.; Chattopadhyay, A. Machinability study of pure aluminium and Al–12% Si alloys against uncoated and coated carbide inserts. Int. J. Refract. Met. Hard Mater. 2009, 27, 535–544. [Google Scholar] [CrossRef]
- Kurt, M.; Kaynak, Y.; Bagci, E. Evaluation of drilled hole quality in Al 2024 alloy. Int. J. Adv. Manuf. Technol. 2008, 37, 1051–1060. [Google Scholar] [CrossRef]
- Tolouei-Rad, M.; Zolfaghari, S. Productivity improvement using Special-Purpose Modular machine tools. Int. J. Manuf. Res. 2009, 4, 219–235. [Google Scholar]
- Tolouei-Rad, M. An efficient algorithm for automatic machining sequence planning in milling operations. Int. J. Product. Res. 2003, 41, 4115–4131. [Google Scholar] [CrossRef]
- Tolouei-Rad, M. An intelligent approach to high quantity automated machining. J. Achiev. Mater. Manuf. Eng. 2011, 47, 195–204. [Google Scholar]
- Tolouei-Rad, M. Intelligent Analysis of Utilization of Special Purpose Machines for Drilling Operations. In Intelligent Systems; Koleshko, V.M., Ed.; InTech: Croatia, 2012; pp. 297–320. ISBN 978-953-51-0054-6. Available online: http://www.intechopen.com/books/intelligent-systems/intelligent-analysis-of-utilization-of-special-purposemachines-for-drilling-operations (accessed on 10 August 2020).
- Aamir, M.; Tu, S.; Giasin, K.; Tolouei-Rad, M. Multi-hole simultaneous drilling of aluminium alloy: A preliminary study and evaluation against one-shot drilling process. J. Mater. Res. Technol. 2020, 9, 3994–4006. [Google Scholar] [CrossRef]
- Aamir, M.; Tu, S.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Optimization and modeling of process parameters in multi-hole simultaneous drilling using taguchi method and fuzzy logic approach. Materials 2020, 13, 680. [Google Scholar] [CrossRef] [Green Version]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Machinability of Al2024, Al6061, and Al5083 alloys using multi-hole simultaneous drilling approach. J. Mater. Res. Technol. 2020, 9, 10991–11002. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Feasibility of tool configuration and the effect of tool material, and tool geometry in multi-hole simultaneous drilling of Al2024. Int. J. Adv. Manuf. Technol. 2020, 111, 861–879. [Google Scholar] [CrossRef]
- Pontes, F.J.; Ferreira, J.R.; Silva, M.B.; Paiva, A.P.; Balestrassi, P.P. Artificial neural networks for machining processes surface roughness modeling. Int. J. Adv. Manuf. Technol. 2010, 49, 879–902. [Google Scholar] [CrossRef]
- Basheer, A.C.; Dabade, U.A.; Joshi, S.S.; Bhanuprasad, V.; Gadre, V. Modeling of surface roughness in precision machining of metal matrix composites using ANN. J. Mater. Process. Technol. 2008, 197, 439–444. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.Y. Machining of Polymer Composites; Springer: Boston, MA, USA, 2009. [Google Scholar]
- Statoncoating. Coatings for Cutting Tools. Available online: https://www.statoncoating.com/en/coatings/coatings-cutting-tools (accessed on 18 August 2020).
- Ratnam, M. Factors affecting surface roughness in finish turning. In Comprehensive Materials Finishing; Elsevier, 2017; Volume 1, pp. 1–25. Available online: https://corp.credoreference.com/component/booktracker/edition/11261.html (accessed on 18 August 2020).
- Kowalczyk, M. Application of Taguchi and Anova methods in selection of process parameters for surface roughness in precision turning of titanium. Adv. Manuf. Sci. Technol. 2014, 38. [Google Scholar] [CrossRef]
- Xu, J.; Mkaddem, A.; El Mansori, M. Recent advances in drilling hybrid FRP/Ti composite: A state-of-the-art review. Compos. Struct. 2016, 135, 316–338. [Google Scholar] [CrossRef] [Green Version]
- Meral, G.; Sarıkaya, M.; Mia, M.; Dilipak, H.; Şeker, U. Optimization of hole quality produced by novel drill geometries using the Taguchi S/N approach. Int. J. Adv. Manuf. Technol. 2019, 101, 339–355. [Google Scholar] [CrossRef]
- Giasin, K.; Gorey, G.; Byrne, C.; Sinke, J.; Brousseau, E. Effect of machining parameters and cutting tool coating on hole quality in dry drilling of fibre metal laminates. Compos. Struct. 2019, 212, 159–174. [Google Scholar] [CrossRef]
- Giasin, K. The effect of drilling parameters, cooling technology, and fiber orientation on hole perpendicularity error in fiber metal laminates. Int. J. Adv. Manuf. Technol. 2018, 97, 4081–4099. [Google Scholar] [CrossRef] [Green Version]
- Giasin, K.; Ayvar-Soberanis, S. An Investigation of burrs, chip formation, hole size, circularity and delamination during drilling operation of GLARE using ANOVA. Compos. Struct. 2017, 159, 745–760. [Google Scholar] [CrossRef]
- Giasin, K.; Ayvar-Soberanis, S. Evaluation of workpiece temperature during drilling of GLARE fiber metal laminates using infrared techniques: Effect of cutting parameters, fiber orientation and spray mist application. Materials 2016, 9, 622. [Google Scholar] [CrossRef]
- Giasin, K.; Ayvar-Soberanis, S.; Hodzic, A. The effects of minimum quantity lubrication and cryogenic liquid nitrogen cooling on drilled hole quality in GLARE fibre metal laminates. Mater. Des. 2016, 89, 996–1006. [Google Scholar] [CrossRef]
- Giasin, K.; Ayvar-Soberanis, S.; Hodzic, A. An experimental study on drilling of unidirectional GLARE fibre metal laminates. Compos. Struct. 2015, 133, 794–808. [Google Scholar] [CrossRef]
- Kilickap, E. Modeling and optimization of burr height in drilling of Al-7075 using Taguchi method and response surface methodology. Int. J. Adv. Manuf. Technol. 2010, 49, 911–923. [Google Scholar] [CrossRef]
- Kurt, M.; Bagci, E.; Kaynak, Y. Application of Taguchi methods in the optimization of cutting parameters for surface finish and hole diameter accuracy in dry drilling processes. Int. J. Adv. Manuf. Technol. 2009, 40, 458–469. [Google Scholar] [CrossRef]
- Zhu, Z.; Guo, K.; Sun, J.; Li, J.; Liu, Y.; Zheng, Y.; Chen, L. Evaluation of novel tool geometries in dry drilling aluminium 2024-T351/titanium Ti6Al4V stack. J. Mater. Process. Technol. 2018, 259, 270–281. [Google Scholar] [CrossRef]
- Hanif, M.I.; Aamir, M.; Ahmed, N.; Maqsood, S.; Muhammad, R.; Akhtar, R.; Hussain, I. Optimization of facing process by indigenously developed force dynamometer. Int. J. Adv. Manuf. Technol. 2019, 100, 1893–1905. [Google Scholar] [CrossRef]
- Hanif, M.I.; Aamir, M.; Muhammad, R.; Ahmed, N.; Maqsood, S. Design and development of low cost compact force dynamometer for cutting forces measurements and process parameters optimization in turning applications. Int. J. Innov. Sci. 2015, 3, 306–3016. [Google Scholar]
- Melentiev, R.; Priarone, P.C.; Robiglio, M.; Settineri, L. Effects of tool geometry and process parameters on delamination in CFRP drilling: An overview. Procedia CIRP 2016, 45, 31–34. [Google Scholar] [CrossRef] [Green Version]
- Karabulut, S. Study on machining parameters for thrust force and torque in milling aa7039 composites reinforced with al2o3/b4c/sic particles. Int. J. Eng. Technol. 2016, 2, 68–75. [Google Scholar] [CrossRef]
- Ramulu, M.; Branson, T.; Kim, D. A study on the drilling of composite and titanium stacks. Compos. Struct. 2001, 54, 67–77. [Google Scholar] [CrossRef]
- Giasin, K.; Ayvar-Soberanis, S.; French, T.; Phadnis, V. 3D finite element modelling of cutting forces in drilling fibre metal laminates and experimental hole quality analysis. Appl. Compos. Mater. 2017, 24, 113–137. [Google Scholar] [CrossRef] [Green Version]
- Jindal, P.; Santhanam, A.; Schleinkofer, U.; Shuster, A. Performance of PVD TiN, TiCN, and TiAlN coated cemented carbide tools in turning. Int. J. Refract. Met. Hard Mater. 1999, 17, 163–170. [Google Scholar] [CrossRef]
- Hosokawa, A.; Shimamura, K.; Ueda, T. Cutting characteristics of PVD-coated tools deposited by unbalanced magnetron sputtering method. CIRP Ann. 2012, 61, 95–98. [Google Scholar] [CrossRef]
- Dumkum, C.; Jaritngam, P.; Tangwarodomnukun, V. Surface characteristics and machining performance of TiAlN-, TiN-and AlCrN-coated tungsten carbide drills. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 1075–1086. [Google Scholar] [CrossRef]
- McCulloch, W.S.; Pitts, W. A logical calculus of the ideas immanent in nervous activity. Bull. Math. Biophys. 1943, 5, 115–133. [Google Scholar] [CrossRef]
- Nazari, S.; Bahiraei, M.; Moayedi, H.; Safarzadeh, H. A proper model to predict energy efficiency, exergy efficiency, and water productivity of a solar still via optimized neural network. J. Clean. Prod. 2020, 227, 123232. [Google Scholar] [CrossRef]
- Raja, M.N.A.; Shukla, S.K. An extreme learning machine model for geosynthetic-reinforced sandy soil foundations. Proc. Inst. Civ. Eng. Geotech. Eng. 2020, 1–21. [Google Scholar] [CrossRef]
- Gao, W.; Alsarraf, J.; Moayedi, H.; Shahsavar, A.; Nguyen, H. Comprehensive preference learning and feature validity for designing energy-efficient residential buildings using machine learning paradigms. Appl. Soft Comput. 2019, 84, 105748. [Google Scholar] [CrossRef]
- Hornik, K. Approximation capabilities of multilayer feedforward networks. Neural Netw. 1991, 4, 251–257. [Google Scholar] [CrossRef]
- Ghorbani, B.; Arulrajah, A.; Narsilio, G.; Horpibulsuk, S.; Bo, M.W. Development of genetic-based models for predicting the resilient modulus of cohesive pavement subgrade soils. Soils Found. 2020, 60, 398–412. [Google Scholar] [CrossRef]
- Cybenko, G. Approximation by superpositions of a sigmoidal function. Math. Control Signals Syst. 1989, 2, 303–314. [Google Scholar] [CrossRef]
- Ziaee, S.A.; Sadrossadat, E.; Alavi, A.H.; Shadmehri, D.M. Explicit formulation of bearing capacity of shallow foundations on rock masses using artificial neural networks: Application and supplementary studies. Environ. Earth Sci. 2015, 73, 3417–3431. [Google Scholar] [CrossRef]
- Kingston, G.B.; Maier, H.R.; Lambert, M.F. Calibration and validation of neural networks to ensure physically plausible hydrological modeling. J. Hydrol. 2005, 314, 158–176. [Google Scholar] [CrossRef]
- Hamby, D. A comparison of sensitivity analysis techniques. Health Phys. 1995, 68, 195–204. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shahin, M.A.; Maier, H.R.; Jaksa, M.B. Predicting settlement of shallow foundations using neural networks. J. Geotech. Geoenviron. Eng. 2002, 128, 785–793. [Google Scholar] [CrossRef]
- Khosrojerdi, M.; Xiao, M.; Qiu, T.; Nicks, J. Nonlinear Equation for Predicting the Settlement of Reinforced Soil Foundations. J. Geotech. Geoenviron. Eng. 2019, 145, 04019013. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machining Process | Tool Materials/Coatings | Aluminium Alloy | Conclusions | Ref |
|---|---|---|---|---|
| One shot-drilling process | HSS uncoated drills Coatings: TiAlN/TiN (multilayer) TiAlN | 356 alloy | The results showed that the coatings did not show any significant impact on the temperature of the workpiece and the surface texture of the holes. However, drills with coatings of TiAlN/TiN and TiAlN showed better dimensional accuracy of the hole. | [7] |
| One shot-drilling process | Uncoated carbide Coatings: TiN TiN + Ag TiAlN TiAlN + WC/C Diamond | Al2024-T351 | It was reported that in terms of hole quality and tool life in dry drilling of Al2024, the coated drills did not perform well, expect a diamond and Hardlube coated drills with results closed to that obtained in uncoated carbide drills. | [8] |
| One shot-drilling process | Uncoated HSS Coatings: Cobalt | Al2024 | The study recommended that in comparison to uncoated HSS drills, the longer tool life was obtained when the HSS-Co drills were used. | [9] |
| Turning | Uncoated carbide Coatings: TiC TiN Al2O3 AlON TiB2 Diamond | Pure aluminium and Al–12% Si | It was concluded that coatings were not successful in dry machining of pure aluminium and Al–12% Si alloys because of the formation of built-up edge on the tools and subsequent increased in cutting forces and surface roughness of the materials. | [10] |
| One shot-drilling process | Uncoated HSS Coatings: TiAlN %5 Co TiN | Al2024 | The use of TiAlN and TiN coated HSS drills were not recommended at low cutting parameters. The only coated drill suggested in their study was the HSS-Co 5% that delivered an outstanding performance in all cutting parameters. | [11] |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|---|
| Model | 18 | 11,25,285 | 1,125,285 | 62,516 | 671.61 | 0 | 99.93% |
| Linear | 6 | 1,120,666 | 1,120,666 | 186,778 | 2006.57 | 0 | 99.52% |
| 2 | 663 | 663 | 332 | 3.56 | 0.078 | 0.06% | |
| 2 | 1,117,200 | 1,117,200 | 558,600 | 6001.1 | 0 | 99.22% | |
| 2 | 2803 | 2803 | 1401 | 15.06 | 0.002 | 0.25% | |
| 2-Way Interactions | 12 | 4619 | 4619 | 385 | 4.14 | 0.026 | 0.41% |
| × | 4 | 2131 | 2131 | 533 | 5.72 | 0.018 | 0.19% |
| × | 4 | 1363 | 1363 | 341 | 3.66 | 0.056 | 0.12% |
| × | 4 | 1125 | 1125 | 281 | 3.02 | 0.086 | 0.10% |
| Error | 8 | 745 | 745 | 93 | - | - | 0.07% |
| Total | 26 | 1,126,029 | - | - | - | - | 100.00% |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|---|
| Model | 18 | 7.70713 | 7.70713 | 0.42817 | 191.81 | 0 | 99.77% |
| Linear | 6 | 7.52638 | 7.52638 | 1.2544 | 561.93 | 0 | 97.43% |
| 2 | 5.04159 | 5.04159 | 2.52079 | 1129.24 | 0 | 65.26% | |
| 2 | 2.23015 | 2.23015 | 1.11508 | 499.52 | 0 | 28.87% | |
| 2 | 0.25465 | 0.25465 | 0.12732 | 57.04 | 0 | 3.30% | |
| 2-Way Interactions | 12 | 0.18075 | 0.18075 | 0.01506 | 6.75 | 0.006 | 2.34% |
| × | 4 | 0.102 | 0.102 | 0.0255 | 11.42 | 0.002 | 1.32% |
| × | 4 | 0.06481 | 0.06481 | 0.0162 | 7.26 | 0.009 | 0.84% |
| × | 4 | 0.01394 | 0.01394 | 0.00349 | 1.56 | 0.274 | 0.18% |
| Error | 8 | 0.01786 | 0.01786 | 0.00223 | - | - | 0.23% |
| Total | 26 | 7.72499 | - | - | - | - | 100.00% |
| Statistical Properties | Spindle Speed (rpm) | Feed (mm/rev) | Surface Roughness (µm) |
|---|---|---|---|
| Mean | 2015.67 | 0.09 | 2.34 |
| Standard Error | 92.11 | 0.00 | 0.06 |
| Median | 2015.00 | 0.08 | 2.32 |
| Standard Deviation | 828.98 | 0.04 | 0.55 |
| Range | 2018.00 | 0.10 | 2.40 |
| Minimum | 1007.00 | 0.04 | 1.20 |
| Maximum | 3025.00 | 0.14 | 3.60 |
| Dataset | Statistical Indices Magnitudes | ||
|---|---|---|---|
| RMSE | MAPD (%) | R2 | |
| Training | 0.127 | 4.69 | 0.95 |
| Testing | 0.204 | 8.12 | 0.88 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aamir, M.; Tolouei-Rad, M.; Vafadar, A.; Raja, M.N.A.; Giasin, K. Performance Analysis of Multi-Spindle Drilling of Al2024 with TiN and TiCN Coated Drills Using Experimental and Artificial Neural Networks Technique. Appl. Sci. 2020, 10, 8633. https://doi.org/10.3390/app10238633
Aamir M, Tolouei-Rad M, Vafadar A, Raja MNA, Giasin K. Performance Analysis of Multi-Spindle Drilling of Al2024 with TiN and TiCN Coated Drills Using Experimental and Artificial Neural Networks Technique. Applied Sciences. 2020; 10(23):8633. https://doi.org/10.3390/app10238633
Chicago/Turabian StyleAamir, Muhammad, Majid Tolouei-Rad, Ana Vafadar, Muhammad Nouman Amjad Raja, and Khaled Giasin. 2020. "Performance Analysis of Multi-Spindle Drilling of Al2024 with TiN and TiCN Coated Drills Using Experimental and Artificial Neural Networks Technique" Applied Sciences 10, no. 23: 8633. https://doi.org/10.3390/app10238633
APA StyleAamir, M., Tolouei-Rad, M., Vafadar, A., Raja, M. N. A., & Giasin, K. (2020). Performance Analysis of Multi-Spindle Drilling of Al2024 with TiN and TiCN Coated Drills Using Experimental and Artificial Neural Networks Technique. Applied Sciences, 10(23), 8633. https://doi.org/10.3390/app10238633