Optimization of Texture Density Distribution of Carbide Alloy Micro-Textured Ball-End Milling Cutter Based on Stress Field


Abstract
:1. Introduction
2. Experiment of Milling Titanium Alloy with the Variable Density Micro-Textured Ball-End Milling Cutter
2.1. Design and Fabrication of Variable Density Micro-Textures
2.2. Design of Test Scheme and Test Equipment
2.2.1. Design of Test Scheme
2.2.2. Test Equipment
2.3. Analysis of Milling Force Test Results
2.4. Analysis of Test Results of Cutter-Chip Contact Area
3. Force Density Function of Variable Density Micro-Texture Ball-End Milling Cutter
3.1. Milling Force Model of Micro-Textured Ball-End Milling Cutter
3.2. Test Formula for Cutter-Chip Contact Area
3.3. Establishment of Force Density Function for Variable Density Micro-Textured Cutter
4. Stress Field Simulation of Variable Density Micro-Textured Ball-End Milling Cutter
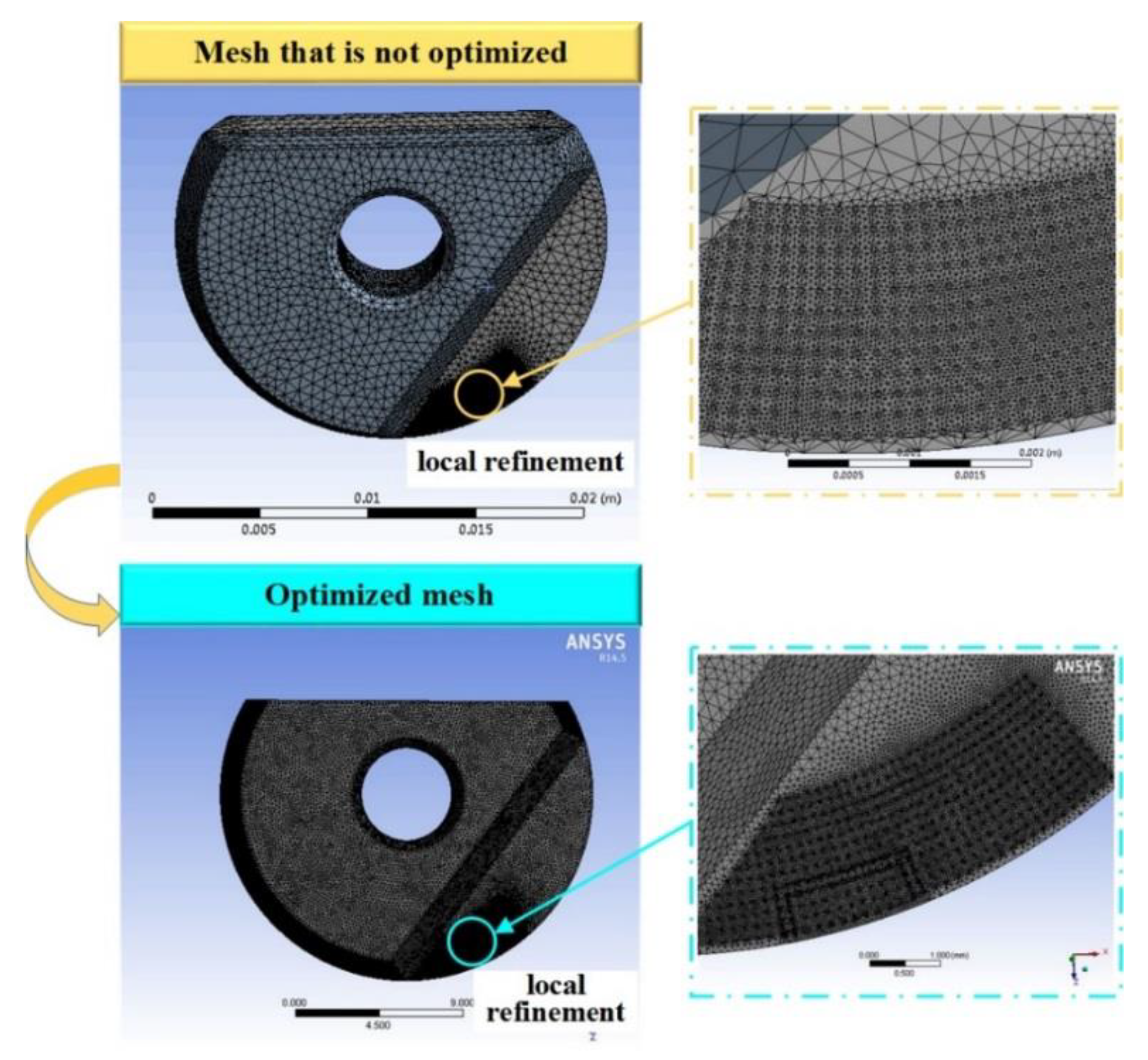
4.1. Establishing the Tool Model
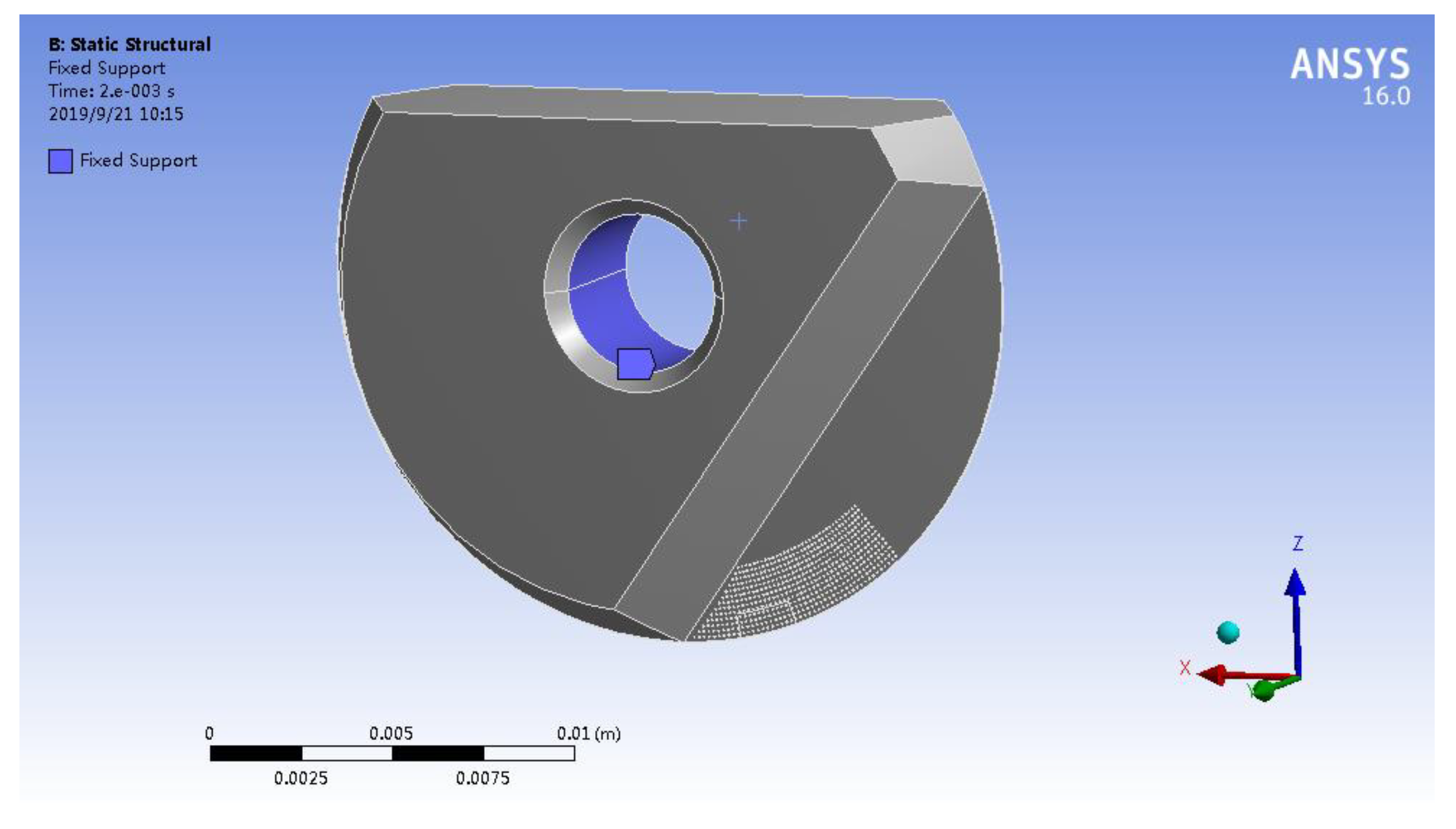
4.2. Setting Boundary Conditions
4.3. Analysis of the Simulation Results
5. Optimization of Variable Density Distribution of Micro-Textured Cutter
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Arulkirubakaran, D.; Senthilkumar, V. Performance of TiN and TiAlN coated micro-grooved tools during machining of Ti-6Al-4V alloy. Int. J. Refract. Met. Hard Mater. 2016, 62, 47–57. [Google Scholar] [CrossRef]
- Durairaj, S.; Guo, J.; Aramcharoen, A.; Castagne, S. An experimental study into the effect of micro-textures on the performance of cutting tool. Int. J. Adv. Manuf. Technol. 2018, 98, 1011–1030. [Google Scholar] [CrossRef]
- Pratap, A.; Patra, K. Effects of electric discharge dressing parameters on polycrystalline diamond micro-tool surface topography and their micro-grinding performances. Int. J. Refract. Met. Hard Mater. 2019, 82, 297–309. [Google Scholar] [CrossRef]
- Cheng, Y.; Li, Z. Physics fields analysis of milling insert with 3D complex groove based on density functions. Tool Technol. 2008, 42, 48–52. [Google Scholar]
- Li, Z.J.; Cheng, Y.N.; Tan, G.Y.; Wang, Y.B.; Rong, Y.M. Study on the adhering disrepair and groove optimization of cutting tools for difficult-to-machine materials. Key Eng. Mater. 2006, 315–316, 715–719. [Google Scholar] [CrossRef]
- Fan, N. Analysis of cutting stress-fields of functionally gradient ceramic tools by FEM. Tool Technol. 1999, 4, 4. [Google Scholar]
- Xu, W.; Yuan, J.; Yin, Z.; Chen, M.; Wang, Z. Effect of metal phases on microstructure and mechanical properties of Si3N4-based ceramic tool materials by microwave sintering. Ceram. Int. 2018, 44, 19872–19878. [Google Scholar] [CrossRef]
- Li, Y.; Li, H. Finite element analysis of cutting stress field of functionally gradient ceramic tool. Equip. Manuf. Technol. 2018, 288, 69–72. [Google Scholar]
- Zhang, H.; Zhao, J.; Wang, F.; Zhao, J.; Li, A. Cutting forces and tool failure in high-speed milling of titanium alloy TC21 with coated carbide tools. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 20–27. [Google Scholar] [CrossRef]
- Kim, H.S.; Ehmann, K.F. A cutting force model for face milling operations. Int. J. Mach. Tool Manuf. 1993, 33, 651–673. [Google Scholar] [CrossRef]
- Wertheim, R.; Satran, A.; Ber, A. Modifications of the cutting edge geometry and chip formation in milling. CIRP Ann. Manuf. Technol. 1994, 43, 63–68. [Google Scholar] [CrossRef]
- Li, G.; Qu, D.; Feng, W.W.; Wang, B.; Li, N. Modeling and experimental study on the force of micro-milling titanium alloy based on tool runout. Int. J. Adv. Manuf. Technol. 2016, 87, 1193–1202. [Google Scholar] [CrossRef]
- Oliaei SN, B.; Karpat, Y. Built-up edge effects on process outputs of titanium alloy micro milling. Precis. Eng. J. Int. Soc. Precis. Eng. Nanotechnol. 2017, 49, 305–315. [Google Scholar] [CrossRef] [Green Version]
- Zhang, R. Study on Force Density Function and Stress Field for Milling Insert with 3D Complex Groove; Harbin University of Science and Technology: Harbin, China, 2004. [Google Scholar]
- Zhang, R.; Zheng, M.; Li, Z. Study on the force density function of the flat front face milling insert. J. Harbin Univ. Sci. Technol. 2004, 9, 7–10. [Google Scholar]
- Sun, J.; Zhou, Y.; Deng, J.; Zhao, J. Effect of hybrid texture combining micro-pits and micro-grooves on cutting performance of WC/Co-based tools. Int. J. Adv. Manuf. Technol. 2016, 86, 3383–3394. [Google Scholar] [CrossRef]
- Orra, K.; Choudhury, S.K. Tribological aspects of various geometrically shaped micro-textures on cutting insert to improve tool life in hard turning process. J. Manuf. Process. 2018, 31, 502–513. [Google Scholar] [CrossRef]
- Wu, Z.; Deng, J.; Su, C.; Luo, C.; Xia, D. Performance of the micro-texture self-lubricating and pulsating heat pipe self-cooling tools in dry cutting process. Int. J. Refract. Met. Hard Mater. 2014, 45, 238–248. [Google Scholar] [CrossRef]
- Wei, Y.; Kim, M.-R.; Lee, D.W.; Park, C.; Park, S.S. Effects of micro textured sapphire tool regarding cutting forces in turning operations. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 141–147. [Google Scholar] [CrossRef]
- Pang, M.; Nie, Y.; Ma, L. Effect of symmetrical conical micro-grooved texture on tool–chip friction property of WC-TiC/Co cemented carbide tools. Int. J. Adv. Manuf. Technol. 2018, 99, 737–746. [Google Scholar] [CrossRef]
- Lin, B.; Wang, L.; Guo, Y.; Yao, J. Modeling of cutting forces in end milling based on oblique cutting analysis. Int. J. Adv. Manuf. Technol. 2016, 84, 727–736. [Google Scholar] [CrossRef]
- Li, Q.; Yang, S.; Zhang, Y.; Zhou, Y.; Cui, J. Evaluation of the machinability of titanium alloy using a micro-textured ball end milling cutter. Int. J. Adv. Manuf. Technol. 2018, 98, 2083–2092. [Google Scholar] [CrossRef]
- Darshan, C.; Jain, S.; Dogra, M.; Gupta, M.K.; Mia, M. Machinability improvement in Inconel-718 by enhanced tribological and thermal environment using textured tool. J. Therm. Anal. Calorim. 2019, 138, 273–285. [Google Scholar] [CrossRef]
- Darshan, C.; Jain, S.; Dogra, M.; Gupta, M.K.; Mia, M.; Haque, R. Influence of dry and solid lubricant-assisted MQL cooling conditions on the machinability of Inconel 718 alloy with textured tool. Int. J. Adv. Manuf. Technol. 2019, 105, 1835–1849. [Google Scholar] [CrossRef]
- Yang, S.; He, C.; Zheng, M.; Wan, Q.; Zhang, Y. Study on the influence of meso-geometrical features on milling force in precision machining of titanium alloy. Mach. Sci. Technol. 2018, 22, 742–765. [Google Scholar] [CrossRef]
- Singh, R.; Dureja, J.S.; Dogra, M.; Gupta, M.K.; Mia, M. Influence of graphene-enriched nanofluids and textured tool on machining behavior of Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 2019, 105, 1685–1697. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. Development of a cutting tool with a nano/micro-textured surface—Improvement of anti-adhesive effect by considering the texture patterns. Precis. Eng. J. Int. Soc. Precis. Eng. Nanotechnol. 2009, 33, 425–429. [Google Scholar] [CrossRef]
- Yang, S.; Wang, Z.; Zhang, Y.; Wan, Q.; Cui, X.; Xie, Y. Finite element simulation for machining titanium alloy with micro-texture ball-end milling cutter. J. Shenyang Univ. Technol. 2015, 37, 530–535. [Google Scholar]
- Zhang, Z.; Lu, W.; He, Y.; Zhou, G. Research on optimal laser texture parameters about antifriction characteristics of cemented carbide surface. Int. J. Refract. Met. Hard Mater. 2019, 82, 287–296. [Google Scholar] [CrossRef]
- Tong, X.; Yang, S.; Liu, X. Friction, wear, and fatigue analysis for micro-textured cemented carbide. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 223, 5989–6004. [Google Scholar] [CrossRef]
- Yang, S.; He, C.; Zheng, M. A prediction model for titanium alloy surface roughness when milling with micro-textured ball-end cutters at different workpiece inclination angles. Int. J. Adv. Manuf. Technol. 2018, 23, 688–711. [Google Scholar]
- Wei, Z.C.; Guo, M.L.; Wang, M.J.; Li, S.Q.; Wang, J. Prediction of cutting force for ball end mill in sculptured surface based on analytic model of CWE and ICCE. Mach. Sci. Technol. 2019, 23, 688–711. [Google Scholar] [CrossRef]
- Du, J.; Yue, C.; Liu, X.; Liang, S.Y.; Wang, L.; Gao, H.; Li, H. Transient temperature field model of wear land on the flank of end mills: A focus on time-varying heat intensity and time-varying heat distribution ratio. Appl. Sci. 2019, 9, 1698. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Distribution of Micro-Texture | Arrangement and Combination of Micro-Texture |
|---|---|
| Uniform distribution | 0.05-0.05-0.05, 0.07-0.07-0.07, 0.09–0.09–0.09 |
| Variable density distribution | 0.05-0.07-0.09, 0.05-0.09-0.07, 0.07-0.05-0.09, 0.07-0.09-0.05, 0.09-0.07-0.05, 0.09-0.07-0.05. |
| Factor | Cutting Speed vc (m/min) | Cutting Depth ap (mm) | Feed per Tooth fz (mm/z) | |
|---|---|---|---|---|
| Level | ||||
| 1 | 120 | 0.3 | 0.04 | |
| 2 | 140 | 0.5 | 0.06 | |
| 3 | 160 | 0.7 | 0.08 | |
| 4 | 180 | 0.9 | 0.10 | |
| Milling Force in the Three Directions | A Milling Cycle (s) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 0.0004 | 0.0008 | 0.0012 | 0.0016 | 0.002 | 0.0024 | 0.0028 | 0.0032 | 0.0036 | |
| X(N) | 3.15 | 50.46 | 122.33 | 235.85 | 305.37 | 226.94 | 78.26 | 9.34 | 0 |
| Y(N) | −14.92 | −77.98 | −156.15 | −220.8 | −284.28 | −229.1 | −156.22 | −12.44 | 0 |
| Z(N) | 17.87 | 65.51 | 103.94 | 136.53 | 147.88 | 126.03 | 79.28 | 10.63 | 0 |
| Cutting Parameters | Cutting Depth ap (mm) | Feed per Tooth fz (mm) | Cutter-Chip Contact Width lw (mm) | Cutter-Chip Contact Length lf (mm) | |
|---|---|---|---|---|---|
| Number | |||||
| 1 | 0.3 | 0.04 | 0.768 | 0.5302 | |
| 2 | 0.3 | 0.06 | 0.775 | 0.5613 | |
| 3 | 0.3 | 0.08 | 0.784 | 0.5888 | |
| 4 | 0.3 | 0.1 | 0.788 | 0.6031 | |
| 5 | 0.5 | 0.06 | 1.017 | 0.5691 | |
| 6 | 0.5 | 0.04 | 1.008 | 0.5405 | |
| 7 | 0.5 | 0.1 | 1.029 | 0.6124 | |
| 8 | 0.5 | 0.08 | 1.021 | 0.5911 | |
| 9 | 0.7 | 0.08 | 1.318 | 0.5928 | |
| 10 | 0.7 | 0.1 | 1.327 | 0.6103 | |
| 11 | 0.7 | 0.04 | 1.326 | 0.5445 | |
| 12 | 0.7 | 0.06 | 1.315 | 0.5968 | |
| 13 | 0.9 | 0.1 | 1.658 | 0.6179 | |
| 14 | 0.9 | 0.08 | 1.651 | 0.5946 | |
| 15 | 0.9 | 0.06 | 1.636 | 0.5675 | |
| 16 | 0.9 | 0.04 | 1.628 | 0.5494 | |
| Number | ap (mm) | fz (mm/z) | Fx (N) | Fy (N) | Fz (N) | Lg(Fx) | lg(Fy) | lg(Fz) | lg(ap) | lg(fz) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.3 | 0.04 | 146.61 | 121.23 | 73.22 | 2.17 | 2.08 | 1.86 | −0.52 | −1.4 |
| 2 | 0.3 | 0.06 | 208.35 | 134.99 | 96.28 | 2.32 | 2.13 | 1.98 | −0.52 | −1.22 |
| 3 | 0.3 | 0.08 | 205.80 | 143.05 | 80.48 | 2.31 | 2.16 | 1.91 | −0.52 | −1.1 |
| 4 | 0.3 | 0.1 | 226.13 | 177.86 | 88.71 | 2.35 | 2.25 | 1.95 | −0.52 | −1 |
| 5 | 0.5 | 0.06 | 214.47 | 197.65 | 102.15 | 2.33 | 2.30 | 2.01 | −0.3 | −1.22 |
| 6 | 0.5 | 0.04 | 230.43 | 227.16 | 139.25 | 2.36 | 2.36 | 2.14 | −0.3 | −1.4 |
| 7 | 0.5 | 0.1 | 416.26 | 389.46 | 135.73 | 2.62 | 2.59 | 2.13 | −0.3 | −1 |
| 8 | 0.5 | 0.08 | 222.35 | 216.19 | 99.25 | 2.35 | 2.33 | 2.00 | −0.3 | −1.1 |
| 9 | 0.7 | 0.08 | 305.37 | 284.28 | 147.88 | 2.48 | 2.45 | 2.17 | −0.15 | −1.1 |
| 10 | 0.7 | 0.1 | 408.36 | 296.41 | 162.39 | 2.61 | 2.47 | 2.21 | −0.15 | −1 |
| 11 | 0.7 | 0.04 | 238.45 | 208.29 | 110.56 | 2.38 | 2.32 | 2.04 | −0.15 | −1.4 |
| 12 | 0.7 | 0.06 | 348.95 | 315.82 | 164.58 | 2.54 | 2.50 | 2.22 | −0.15 | −1.22 |
| 13 | 0.9 | 0.1 | 355.73 | 333.41 | 196.27 | 2.55 | 2.52 | 2.29 | −0.05 | −1 |
| 14 | 0.9 | 0.08 | 328.63 | 304.18 | 200.08 | 2.52 | 2.48 | 2.30 | −0.05 | −1.1 |
| 15 | 0.9 | 0.06 | 293.05 | 302.13 | 178.88 | 2.47 | 2.48 | 2.25 | −0.05 | −1.22 |
| 16 | 0.9 | 0.04 | 280.62 | 293.06 | 152.83 | 2.45 | 2.47 | 2.18 | −0.05 | −1.4 |
| Density kg/m3 | Thermal Conductivity (W/(m·C)) | Coefficient of Thermal Expansion α (×10−6 C−1) | Modulus of Elasticity E (Gpa) | Poisson Ratio | Specific Heat Capacity C (J/(kg·C)) | Melting Point (°C) | Boiling Point (°C) |
|---|---|---|---|---|---|---|---|
| 14,700 | 75.4 | 4.5 | 540 | 0.3 | 470 | 2780 | 6000 |
| Combination of Texture Density | Equivalent Stress | Equivalent Displacement |
|---|---|---|
| 0.05-0.05-0.05 | Maximum value: 3.9444 × 109 | Maximum value: 4.1231 × 10−6 |
 |  | |
| 0.05-0.07-0.09 | Maximum value: 2.6527 × 109 | Maximum value: 3.887 × 10−6 |
 |  | |
| 0.05-0.09-0.07 | Maximum value: 3.6813 × 109 | Maximum value: 4.0945 × 10−6 |
 |  | |
| 0.07-0.07-0.07 | Maximum value: 2.849 × 109 | Maximum value: 3.5375 × 10−6 |
 |  | |
| 0.07-0.05-0.09 | Maximum value: 2.7749 × 109 | Maximum value: 3.9043 × 10−6 |
 |  | |
| 0.07-0.09-0.05 | Maximum value: 2.6155 × 109 | Maximum value: 3.7479 × 10−6 |
 |  | |
| 0.09–0.09–0.09 | Maximum value: 2.1418 × 109 | Maximum value: 2.891 × 10−6 |
 |  | |
| 0.09-0.05-0.07 | Maximum value: 2.0607 × 109 | Maximum value: 3.0588 × 10−6 |
 |  | |
| 0.09-0.07-0.05 | Maximum value: 1.7714 × 109 | Maximum value: 2.7058 × 10−6 |
 |  | |
| Non-textured cutter | Maximum value: 6.14 × 109 | Maximum value: 4.2764 × 10−6 |
 |  |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, M.; He, C.; Yang, S. Optimization of Texture Density Distribution of Carbide Alloy Micro-Textured Ball-End Milling Cutter Based on Stress Field. Appl. Sci. 2020, 10, 818. https://doi.org/10.3390/app10030818
Zheng M, He C, Yang S. Optimization of Texture Density Distribution of Carbide Alloy Micro-Textured Ball-End Milling Cutter Based on Stress Field. Applied Sciences. 2020; 10(3):818. https://doi.org/10.3390/app10030818
Chicago/Turabian StyleZheng, Minli, Chunsheng He, and Shucai Yang. 2020. "Optimization of Texture Density Distribution of Carbide Alloy Micro-Textured Ball-End Milling Cutter Based on Stress Field" Applied Sciences 10, no. 3: 818. https://doi.org/10.3390/app10030818
APA StyleZheng, M., He, C., & Yang, S. (2020). Optimization of Texture Density Distribution of Carbide Alloy Micro-Textured Ball-End Milling Cutter Based on Stress Field. Applied Sciences, 10(3), 818. https://doi.org/10.3390/app10030818