Microstructure and Mechanical Properties of AISI 316L Produced by Directed Energy Deposition-Based Additive Manufacturing: A Review

 ,
,  ,
,  ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Microstructure
3. Mechanical Properties
3.1. Building Parameters
3.2. Building Direction
- Grain morphology
- Texture
- Elongated dendrites
- Lack of fusion defects
3.3. Powder Quality
3.4. Building Atmosphere
3.5. Heat Treatment
4. Conclusions
- Optimization of process parameters is a vital step that should be carried out carefully in order to achieve defect-free components with desired final characteristics.
- DED process parameters markedly affect the cooling rate, thermal gradient and, accordingly, thermal history and porosity content of the parts. It is well known that the quality of DED parts is chiefly determined by the process parameters, as well as the starting powder (particle size and chemical composition).
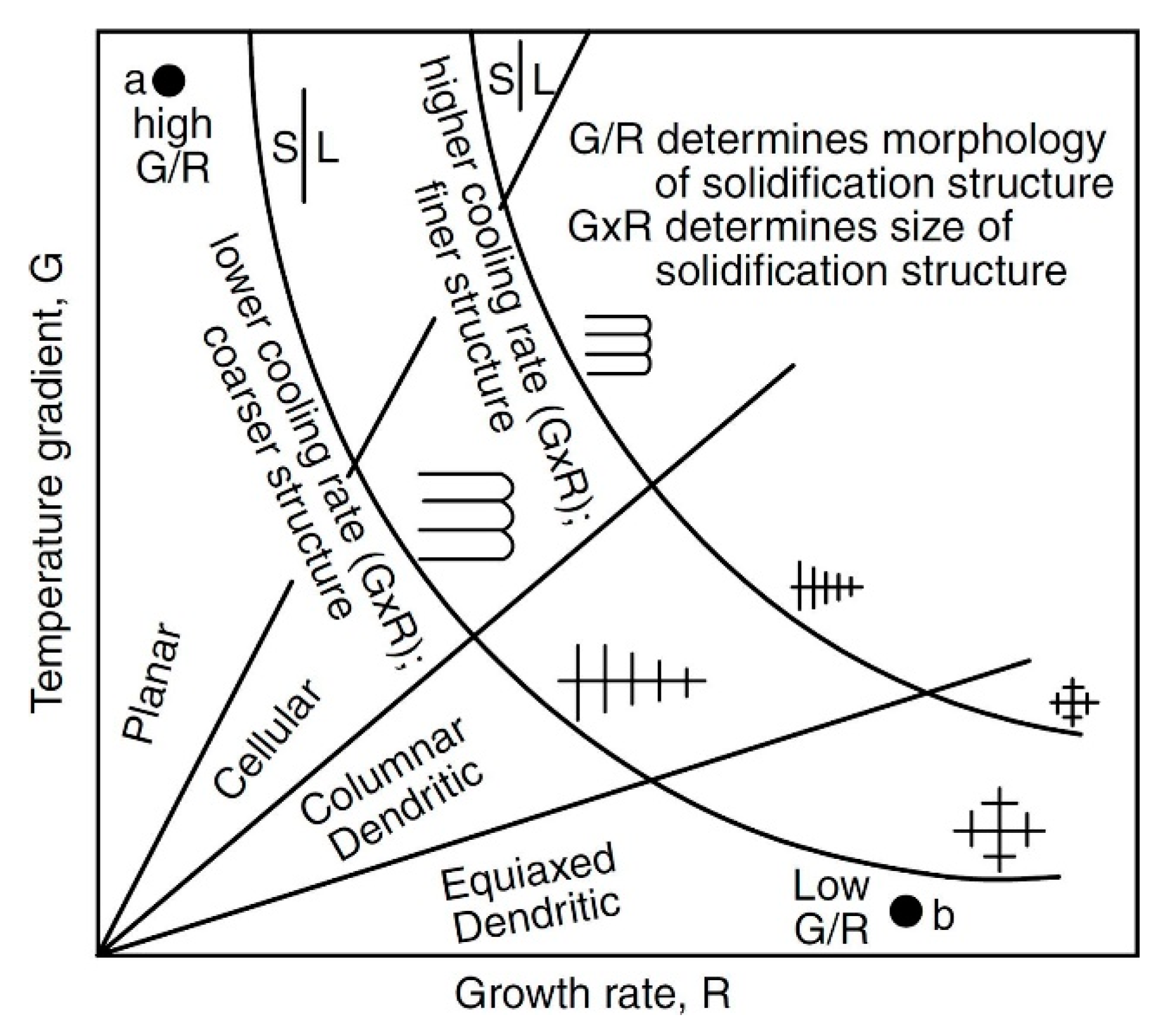
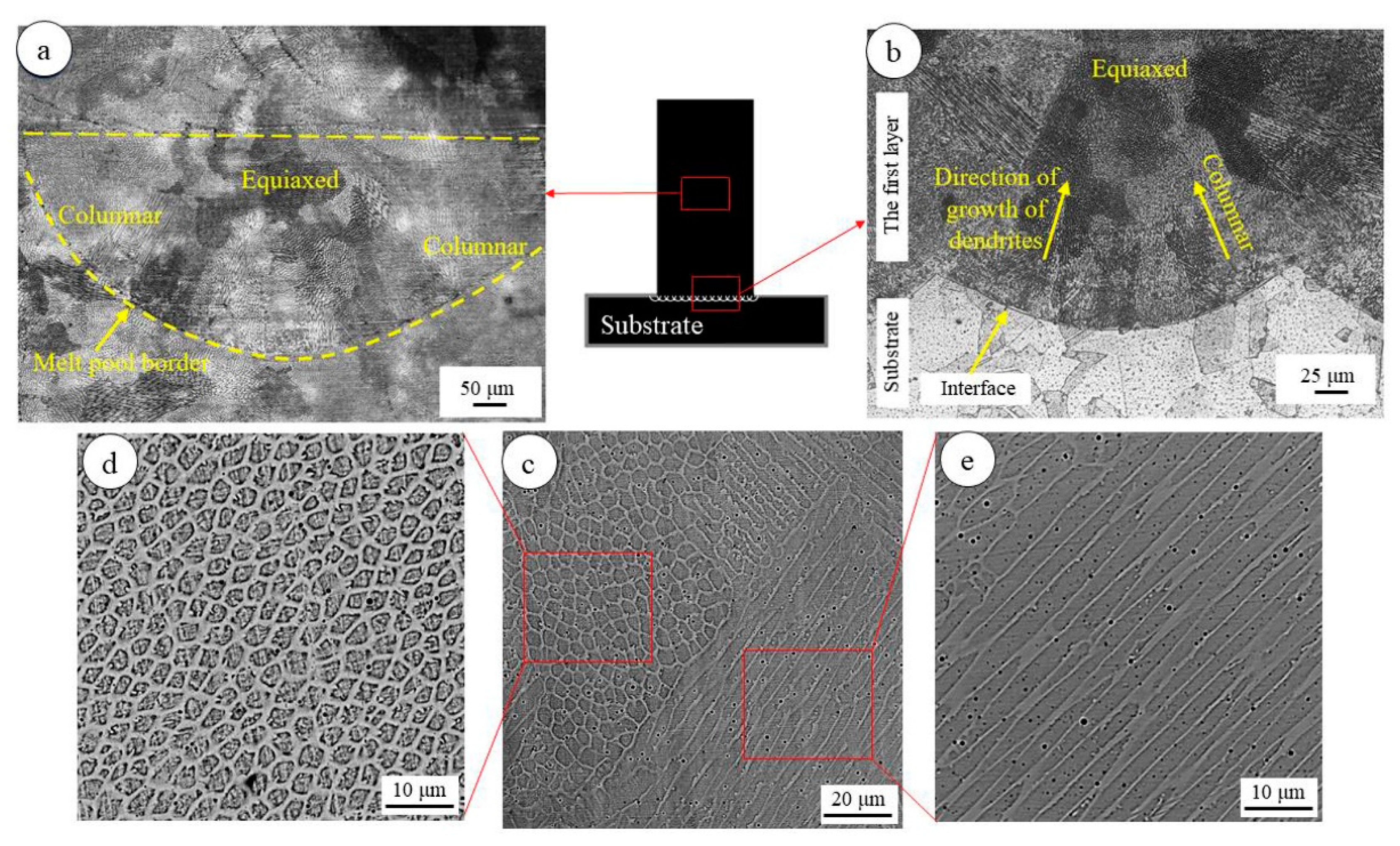
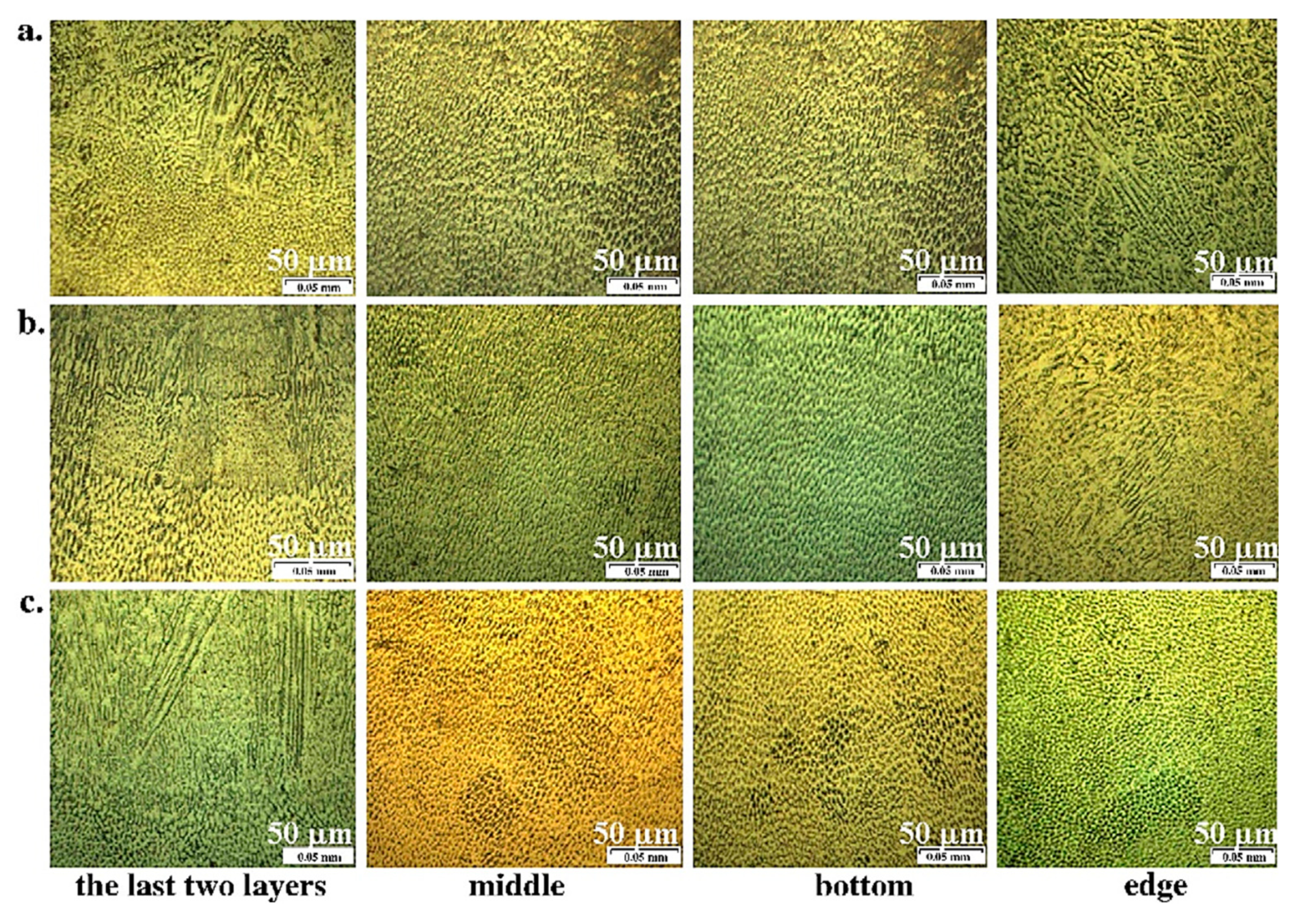
- Regarding the process parameters, the most important are laser power, scan speed, powder feed rate, building atmosphere, and deposition pattern. All these parameters influence the microstructure. The very high cooling rates of DED processes, with values around 103–104 °C/s, involve the formation of columnar and cellular structures based on the direction of thermal flux. It was reported that the columnar structures are dominant throughout the specimens, while the cellular structures are predominant in the last deposited layers.
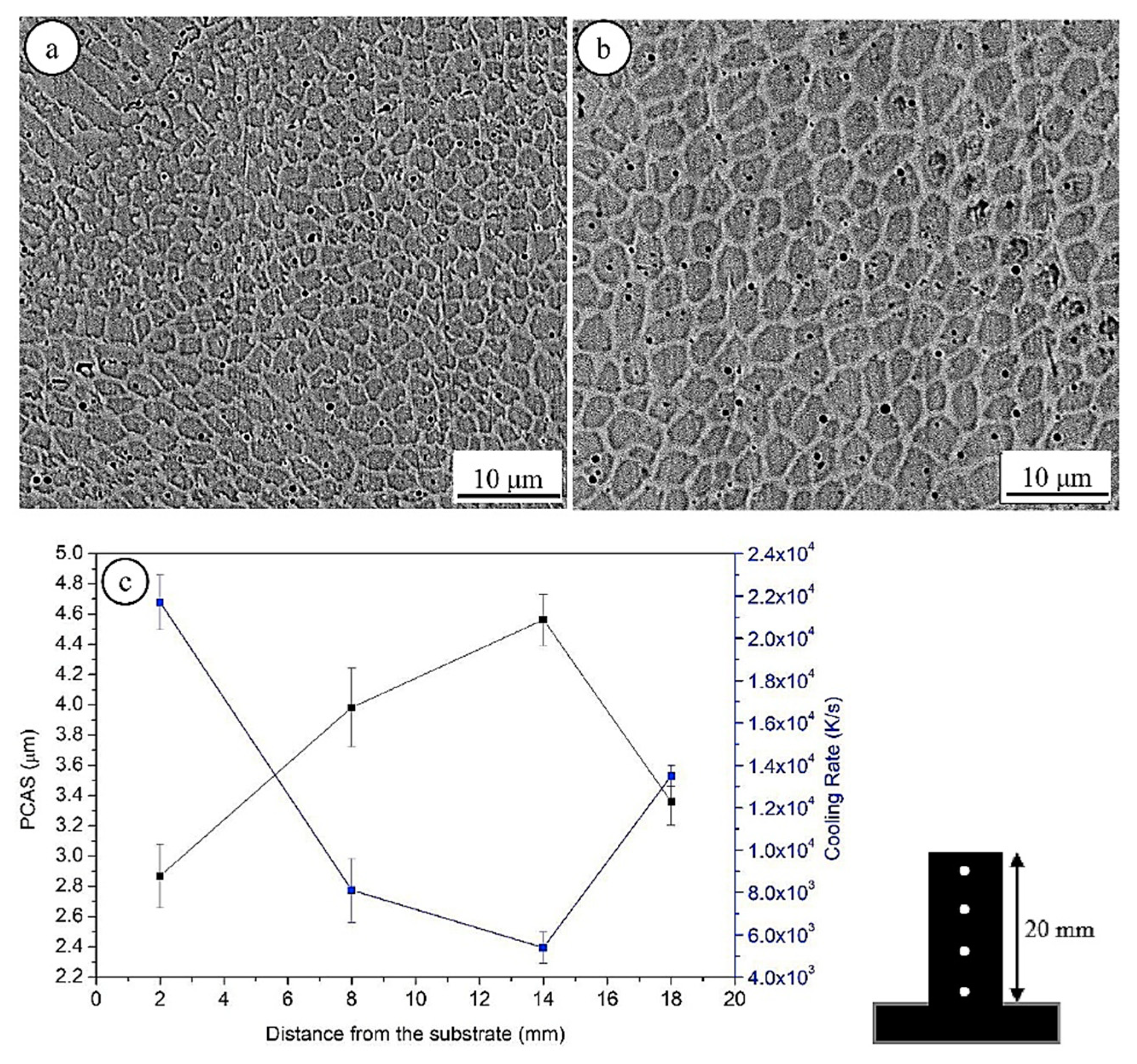
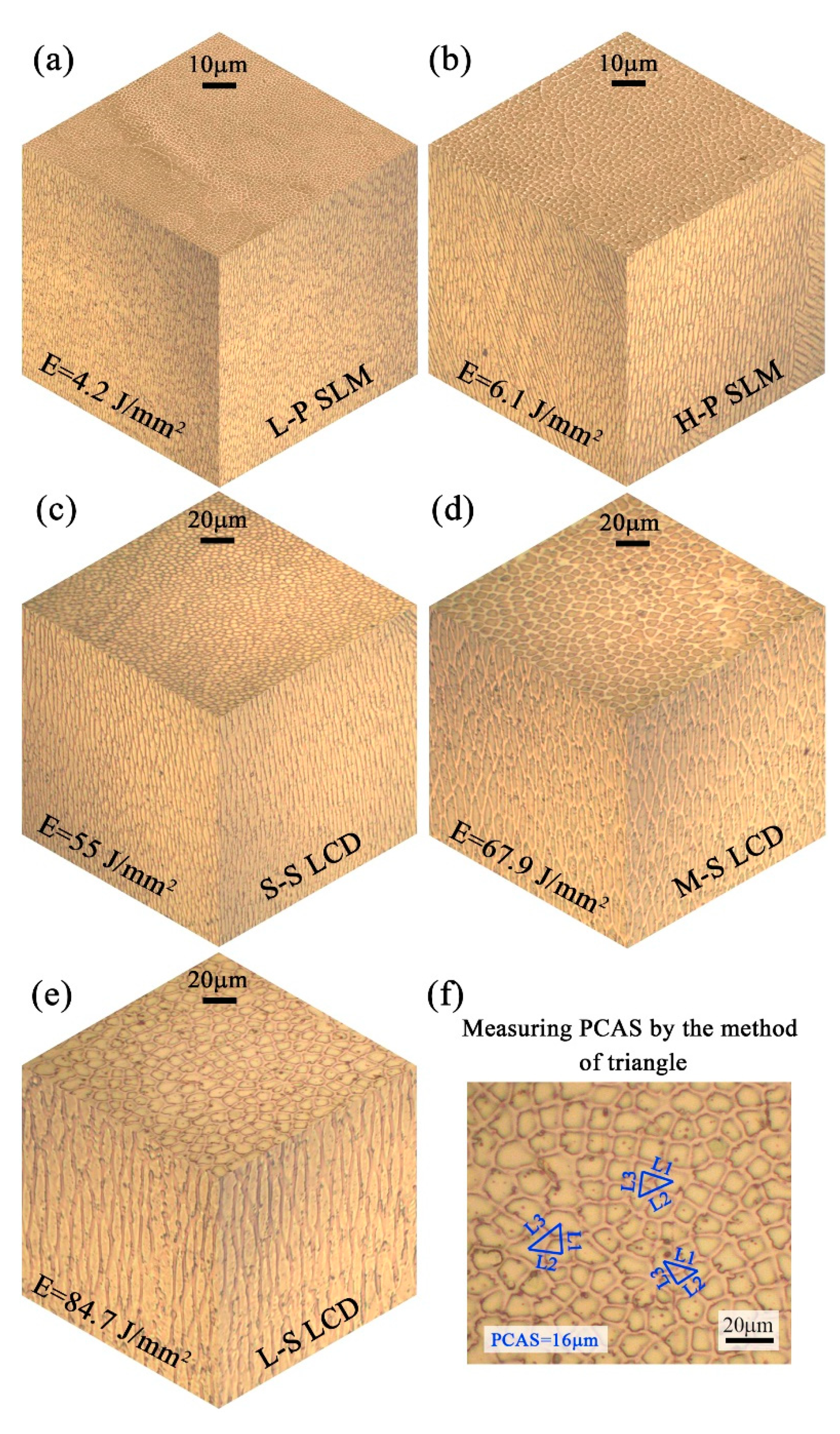
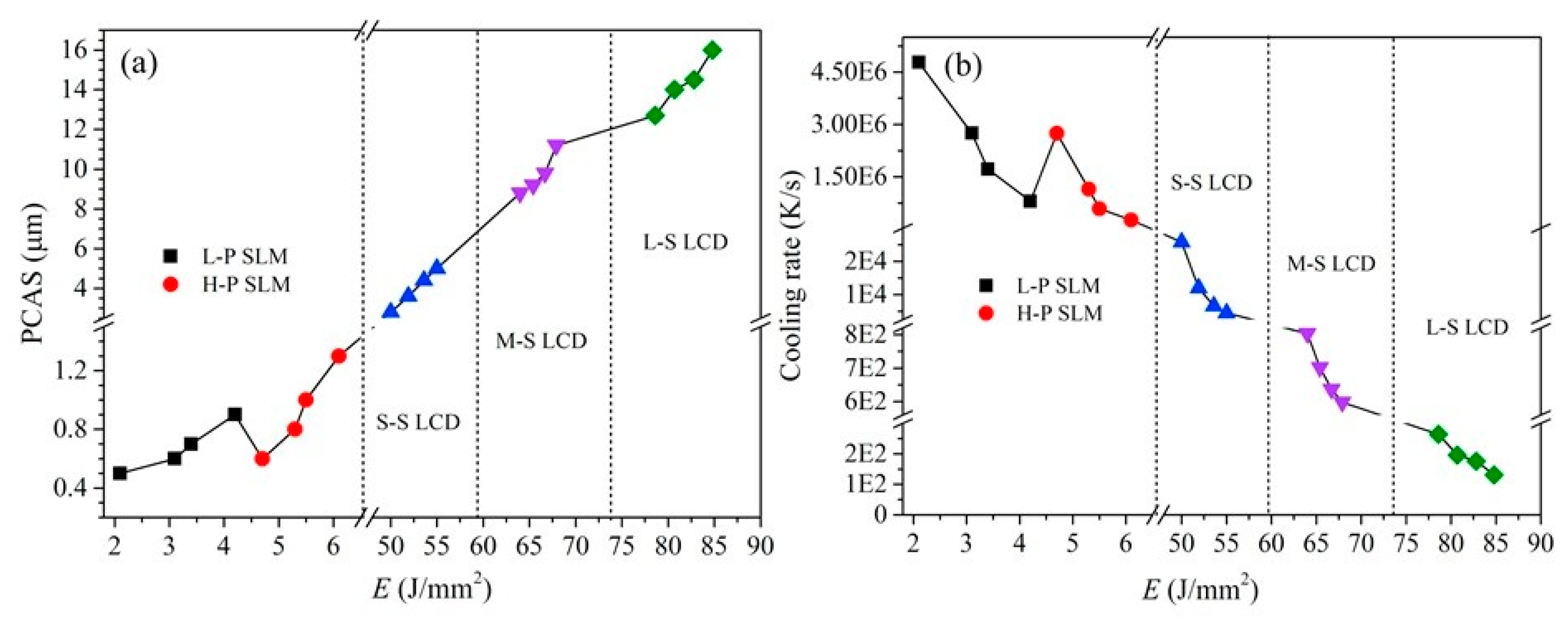
- It is found that, the finer the PCAS, the higher the cooling rates. The high cooling rates generate very fine dendritic structures, as well as high dislocation densities, resulting in higher mechanical strength.
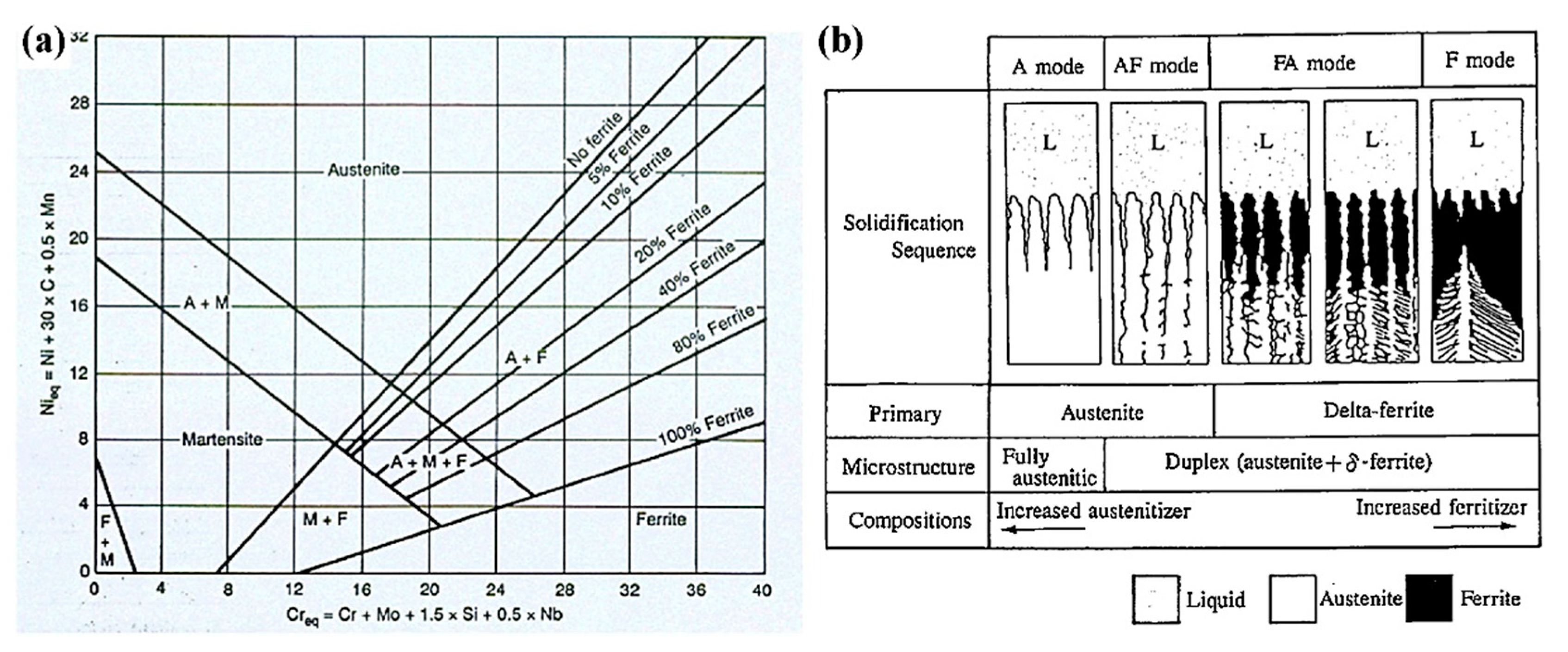
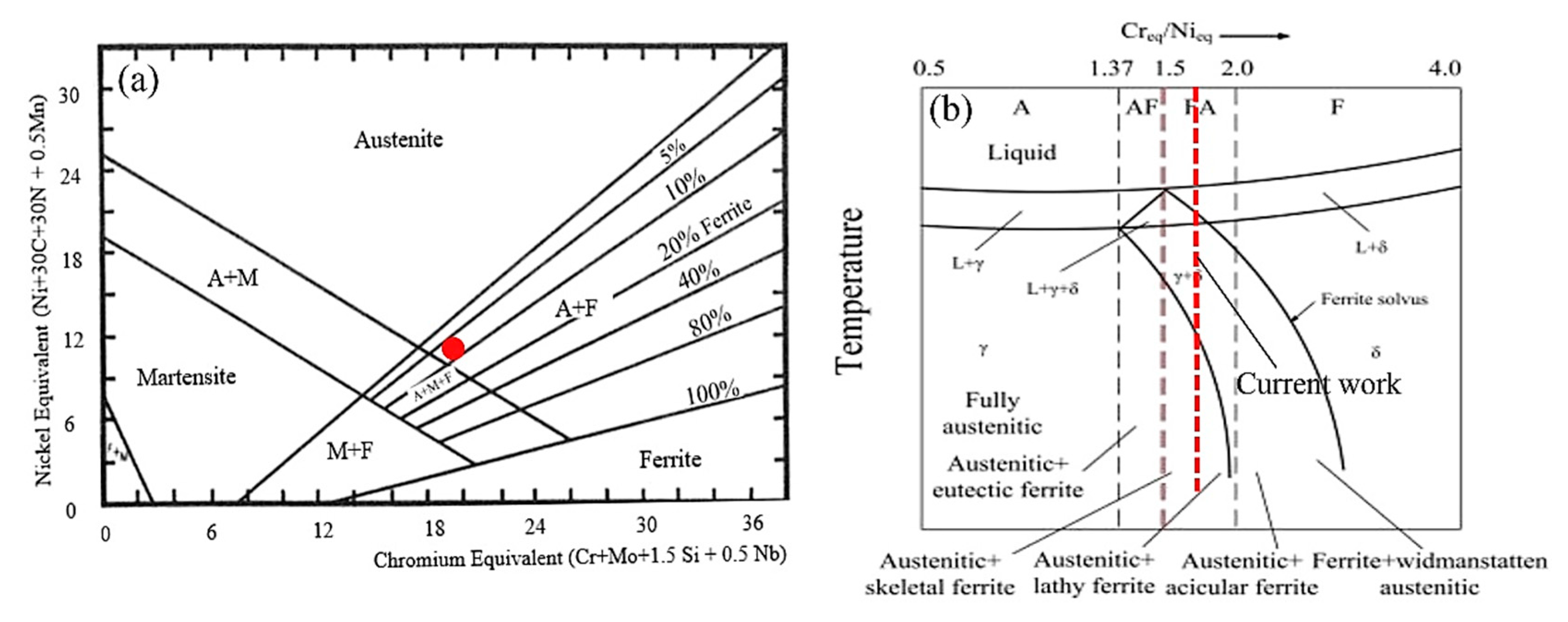
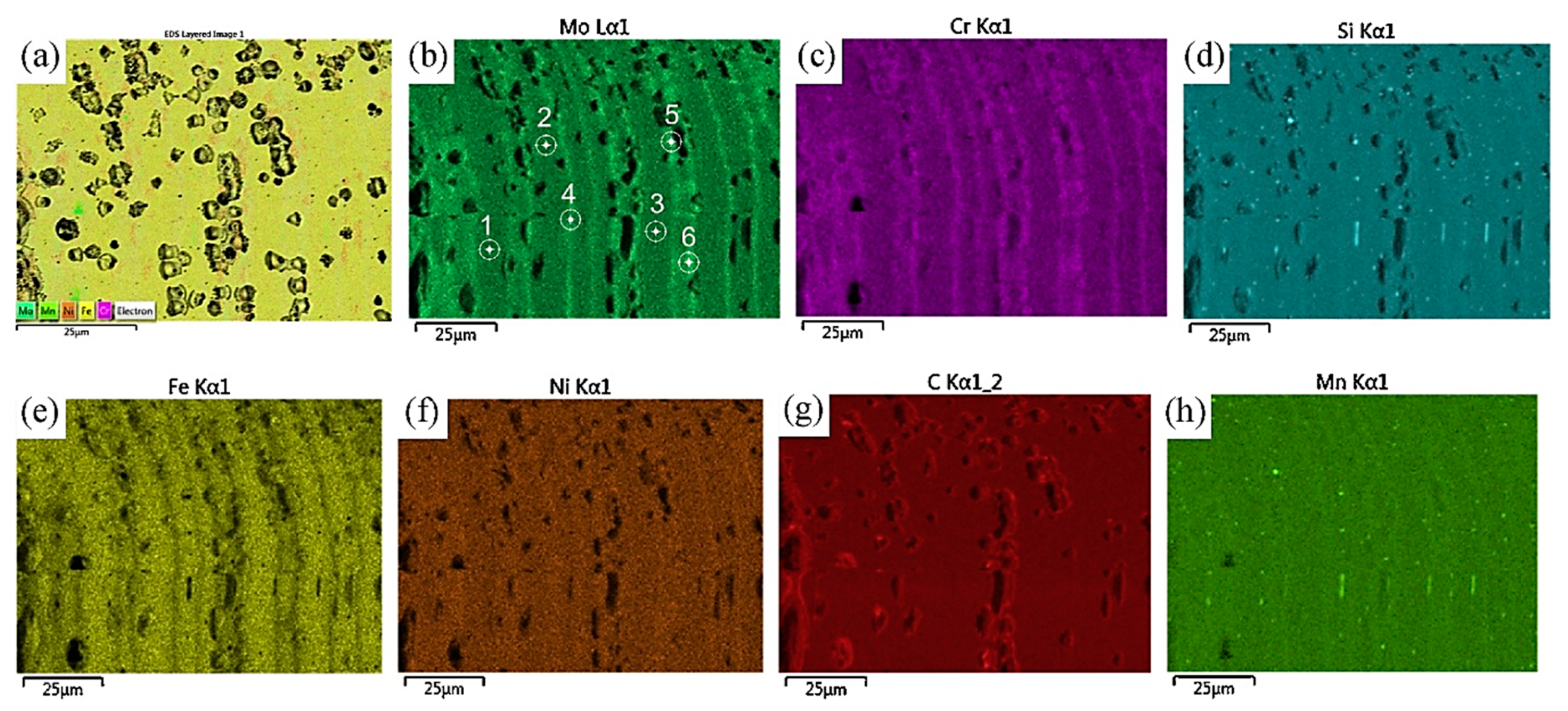
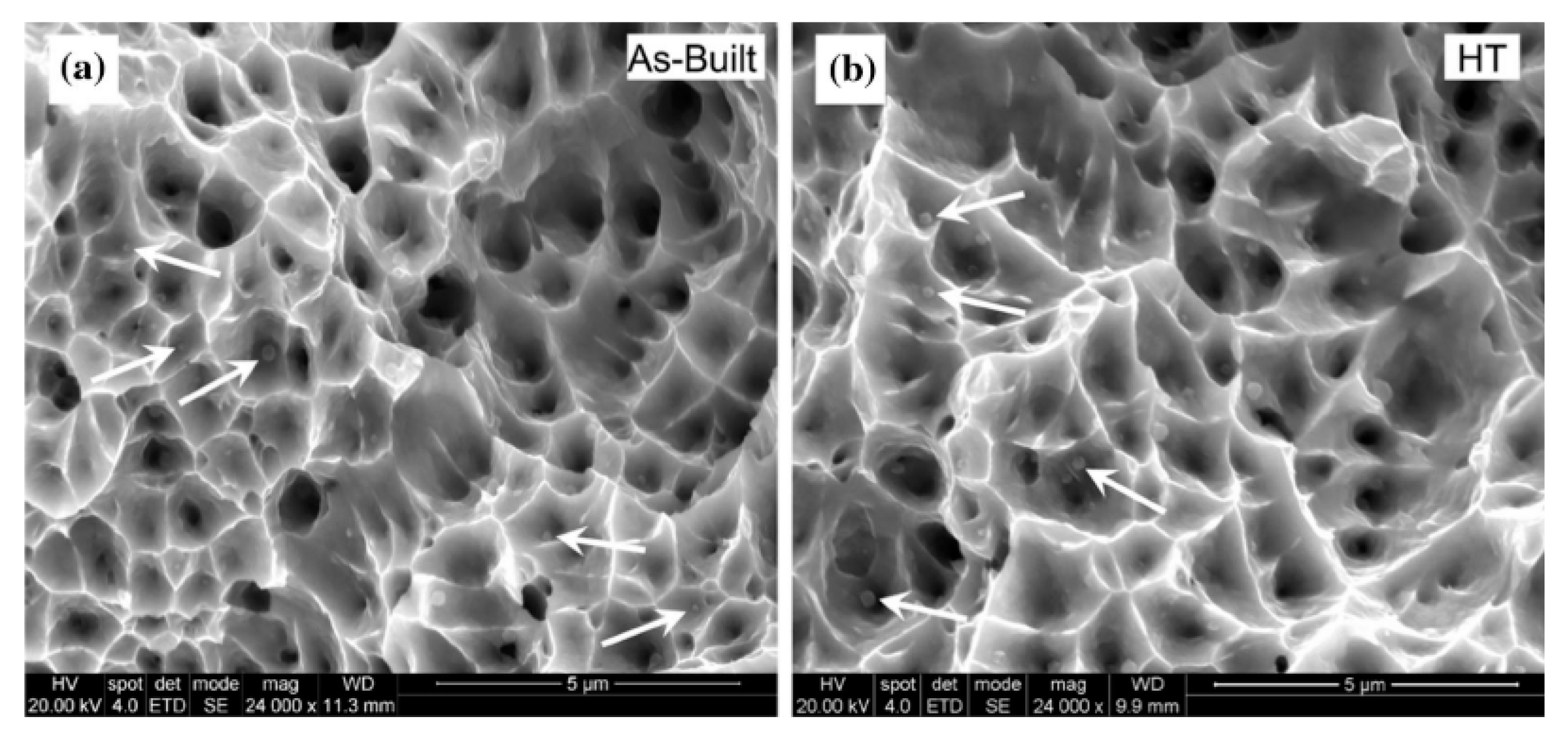
- The microstructure is composed of austenite γ and δ-ferrite, which is typically formed with the sub-grain structures enriched in Cr and Mo (δ-ferrite stabilize elements).
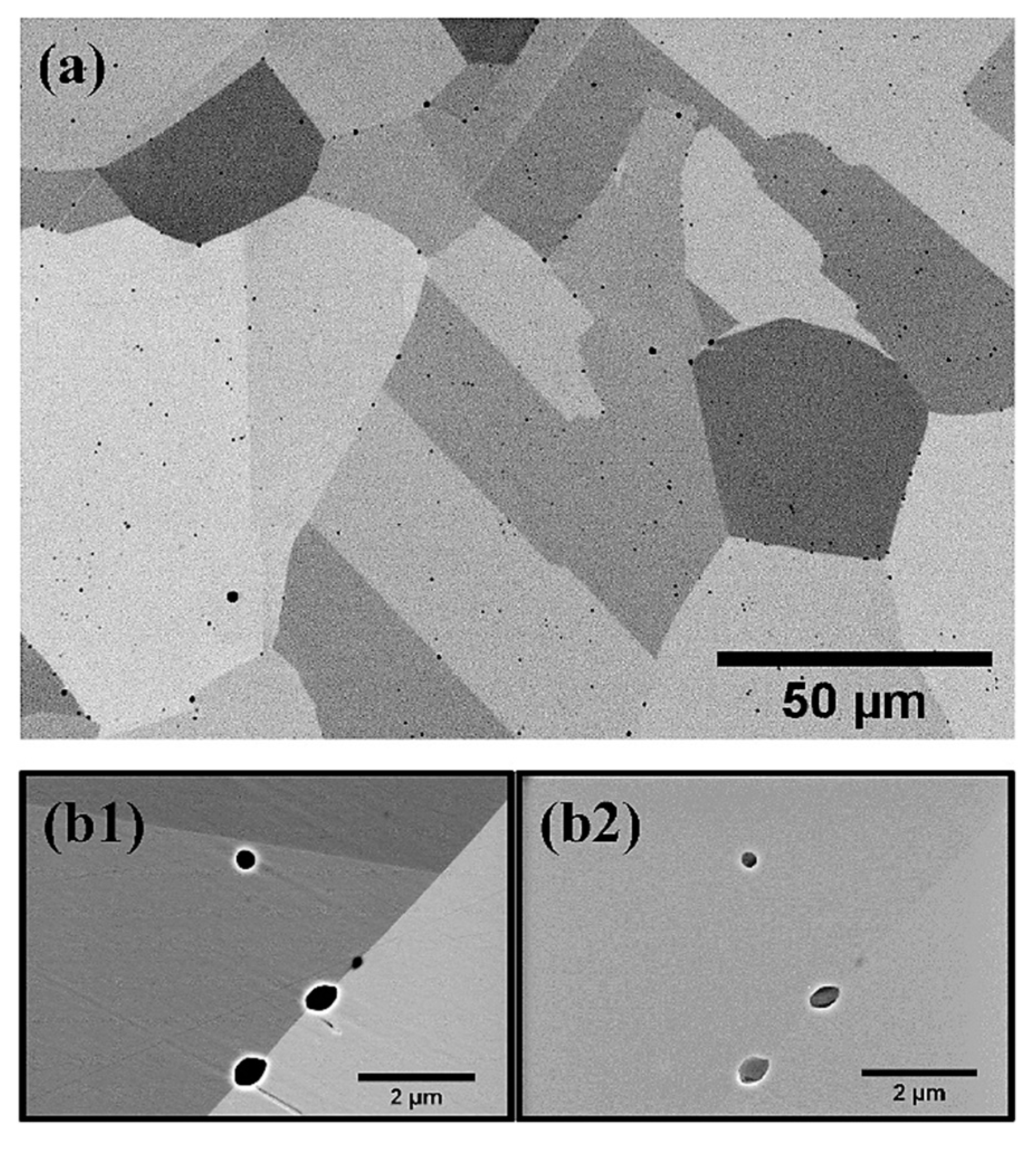
- Oxide formation is an undesired feature that affects the production of AISI 316L by the DED process. It is found that the presence of oxides can negatively affect the mechanical properties, even though an inert gas atmosphere is employed.
- The aforementioned microstructure features lead to materials with higher strength and lower ductility values with respect to conventionally processed AISI 316L stainless steel.
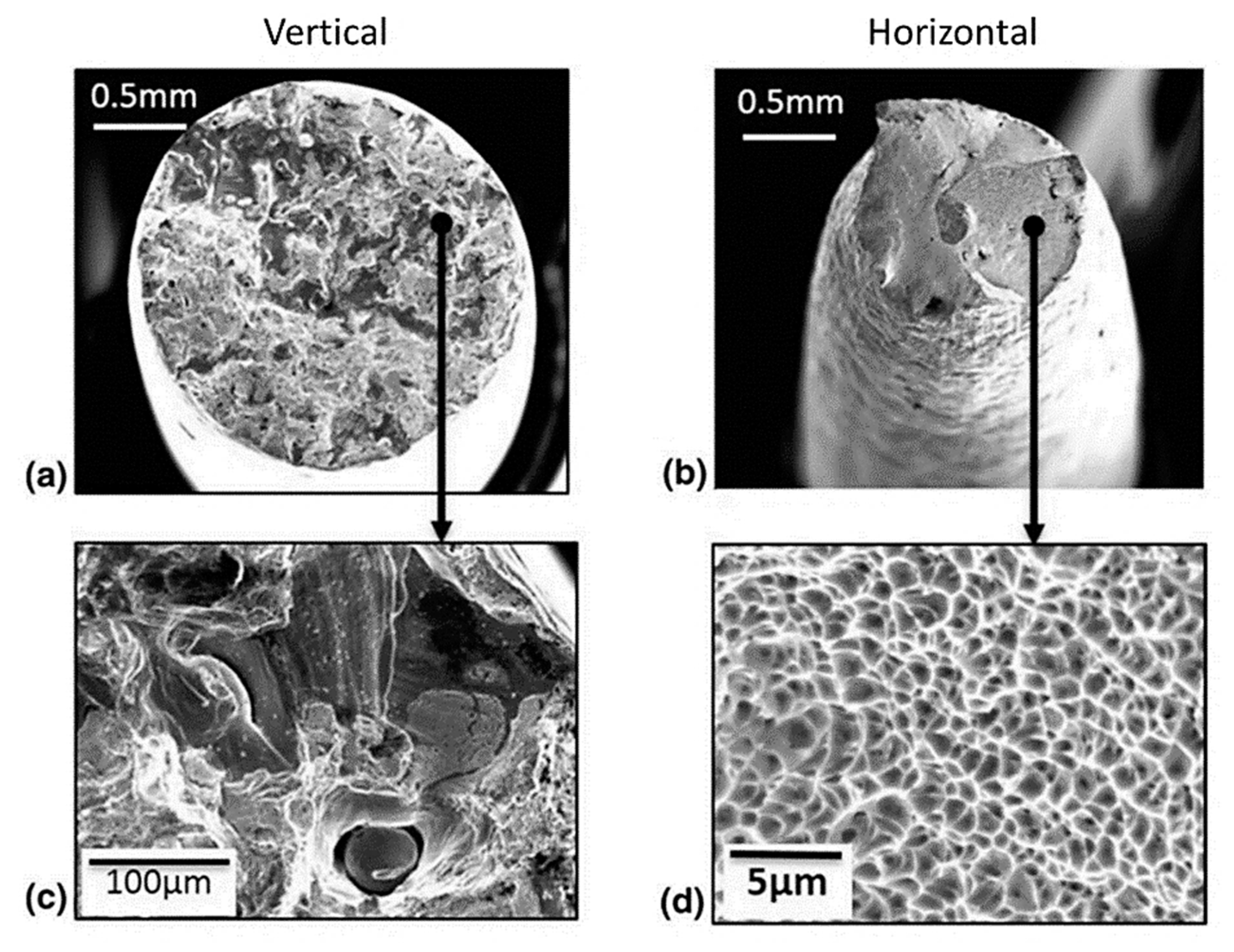
- Anisotropy in the tensile properties of DED components is widely detected; typically, the specimens produced along a direction parallel to the building platform present higher YS and US than specimens built perpendicular to the building platform. This can be attributed to different microstructure and thermal history, although there is a lack of extensive studies.
- Grain morphology, texture, elongated dendrites, and lack of fusion defects are found to be the main factors associated with the perpendicular building direction that have an effect on the tensile properties of DED AISI 316L components.
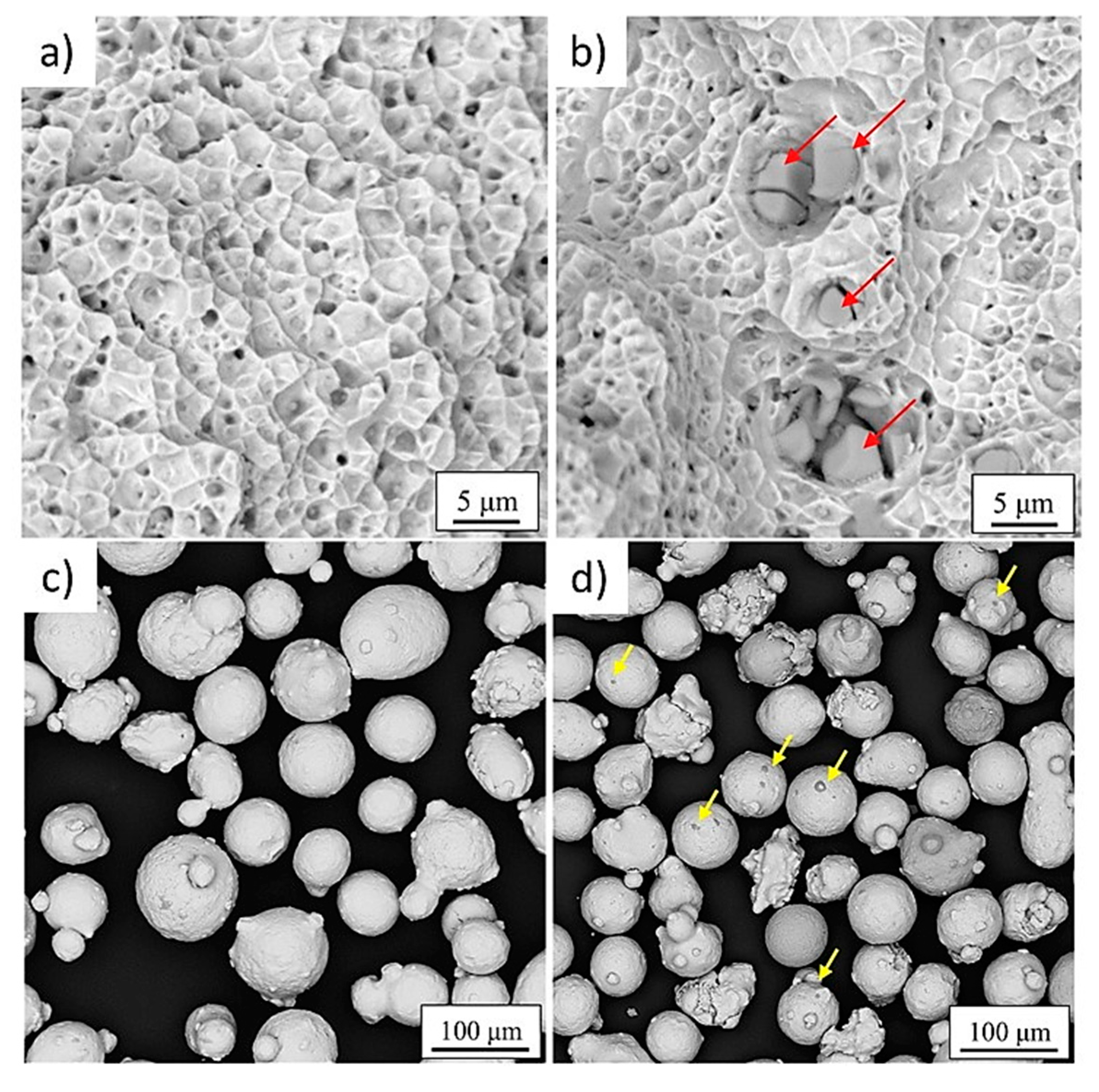
- Variations of the chemical composition associated with the recycling of the starting powder can influence microstructure and mechanical properties. In particular, the recycling of the powder can result in a higher oxide concentration (Mn and Si oxides) and, consequently, in a lower ductility of the final DED AISI 316L parts.
Author Contributions
Funding
Conflicts of Interest
References
- Saboori, A.; Gallo, D.; Biamino, S.; Fino, P.; Lombardi, M. An Overview of Additive Manufacturing of Titanium Components by Directed Energy Deposition: Microstructure and Mechanical Properties. Appl. Sci. 2017, 7, 883. [Google Scholar] [CrossRef] [Green Version]
- Marchese, G.; Parizia, S.; Rashidi, M.; Saboori, A.; Manfredi, D.; Ugues, D.; Lombardi, M.; Hryha, E.; Biamino, S. The role of texturing and microstructure evolution on the tensile behavior of heat-treated Inconel 625 produced via laser powder bed fusion. Mater. Sci. Eng. A 2020, 769, 138500. [Google Scholar] [CrossRef]
- Liou, F.; Slattery, K.; Kinsella, M.; Newkirk, J.W.; Landers, R.; Chou, H.-N. Applications of a hybrid manufacturing process for fabrication of metallic structures. Rapid Prototyp. J. 2007, 13, 236–244. [Google Scholar] [CrossRef]
- Bosio, F.; Saboori, A.; Lacagnina, A.; Librera, E.; De Chirico, M.; Biamino, S.; Fino, P.; Lombardi, M. Directed energy deposition of 316L steel: Effect of type of powders and gas related parameters. In Proceedings of the Euro PM2018 Congress & Exhibition, Bilbao, Spain, 14–18 October 2018; pp. 1–6. [Google Scholar]
- Galati, M.; Iuliano, L. A literature review of powder-based electron beam melting focusing on numerical simulations. Addit. Manuf. 2018, 19, 1–20. [Google Scholar] [CrossRef]
- Aristizabal, M.; Jamshidi, P.; Saboori, A.; Cox, S.C.; Attallah, M.M. Laser powder bed fusion of a Zr-alloy: Tensile properties and biocompatibility. Mater. Lett. 2020, 259, 126897. [Google Scholar] [CrossRef]
- Barros, R.; Silva, F.J.G.; Gouveia, R.; Saboori, A.; Marchese, G.; Biamino, S.; Salmi, A.; Atzeni, E. Laser Powder Bed Fusion of Inconel 718: Residual Stress Analysis Before and After Heat Treatment. Metals 2019, 9, 1290. [Google Scholar] [CrossRef] [Green Version]
- Marchese, G.; Bassini, E.; Aversa, A.; Lombardi, M.; Ugues, D.; Fino, P.; Biamino, S. Microstructural Evolution of Post-Processed Hastelloy X Alloy Fabricated by Laser Powder Bed Fusion. Materials 2019, 12, 486. [Google Scholar] [CrossRef] [Green Version]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Del Guercio, G.; Galati, M.; Saboori, A.; Fino, P.; Iuliano, L. Microstructure and Mechanical Performance of Ti–6Al–4V Lattice Structures Manufactured via Electron Beam Melting (EBM): A Review. Acta Met. Sin. 2020, 33, 183–203. [Google Scholar] [CrossRef] [Green Version]
- Mazzucato, F.; Valente, A.; Lai, M.; Biamino, S.; Lombardi, M.; Lombardi, M. Monitoring Approach to Evaluate the Performances of a New Deposition Nozzle Solution for DED Systems. Technologies 2017, 5, 29. [Google Scholar] [CrossRef] [Green Version]
- Gibson, I.; Rosen, D.; Stucker, B. Directed Energy Deposition Processes. Addit. Manuf. Technol. 2015, 245–268. [Google Scholar] [CrossRef]
- Keicher, D.M.; Miller, W.D. LENSTM moves beyond RP to direct fabrication. Met. Powder Rep. 1998, 53, 26–28. [Google Scholar]
- Wołosz, P.; Baran, A.; Polański, M. The influence of laser engineered net shaping (LENSTM) technological parameters on the laser deposition efficiency and properties of H13 (AISI) steel. J. Alloys Compd. 2020, 823, 153840. [Google Scholar] [CrossRef]
- Petrat, T.; Graf, B.; Gumenyuk, A.; Rethmeier, M. Laser Metal Deposition as Repair Technology for a Gas Turbine Burner Made of Inconel 718. Phys. Procedia 2016, 83, 761–768. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, L.; Lu, W.; Wei, D.; Meng, T.; Gao, S. Microstructure and elevated temperature mechanical properties of IN718 alloy fabricated by laser metal deposition. Mater. Sci. Eng. A 2020, 771, 138580. [Google Scholar] [CrossRef]
- Weerasinghe, V.M.; Steen, W.M. Laser Cladding By Powder Injection. In Proceedings of the 1st International Conference on Lasers in Manufacturing, Brighton, UK, 1–3 November 1983; pp. 125–132. [Google Scholar]
- Weerasinghe, V.M.; Steen, W.M. Laser Cladding With Blown Powder. Met. Constr. 1987, 19, 581–585. [Google Scholar]
- Mazumder, J.; Choi, J.; Nagarathnam, K.; Koch, J.; Hetzner, D. The direct metal deposition of H13 tool steel for 3-D components. JOM 1997, 49, 55–60. [Google Scholar] [CrossRef]
- Chen, B.; Su, Y.; Xie, Z.; Tan, C.; Feng, J. Development and characterization of 316L/Inconel625 functionally graded material fabricated by laser direct metal deposition. Opt. Laser Technol. 2020, 123, 105916. [Google Scholar] [CrossRef]
- Zhang, J.; Liou, F. Adaptive Slicing for a Multi-Axis Laser Aided Manufacturing Process. J. Mech. Des. 2004, 126, 254–261. [Google Scholar] [CrossRef]
- Milewski, J.; Lewis, G.; Thoma, D.; Keel, G.; Nemec, R.; Reinert, R. Directed light fabrication of a solid metal hemisphere using 5-axis powder deposition. J. Mater. Process. Technol. 1998, 75, 165–172. [Google Scholar] [CrossRef]
- Wu, X.; Liang, J.; Mei, J.; Mitchell, C.; Goodwin, P.; Voice, W. Microstructures of laser-deposited Ti–6Al–4V. Mater. Des. 2004, 25, 137–144. [Google Scholar] [CrossRef]
- Shao, S.; Yadollahi, A.; Bian, L.; Thompson, S.M. An overview of Direct Laser Deposition for additive manufacturing; Part II: Mechanical behavior, process parameter optimization and control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Application of Directed Energy Deposition-Based Additive Manufacturing in Repair. Appl. Sci. 2019, 9, 3316. [Google Scholar] [CrossRef] [Green Version]
- Mazumder, J.; Dutta, D.; Kikuchi, N.; Ghosh, A. Closed loop direct metal deposition: Art to part. Opt. Lasers Eng. 2000, 34, 397–414. [Google Scholar] [CrossRef]
- Bontha, S.; Klingbeil, N.; Kobryn, P.A.; Fraser, H.L. Thermal process maps for predicting solidification microstructure in laser fabrication of thin-wall structures. J. Mater. Process. Technol. 2006, 178, 135–142. [Google Scholar] [CrossRef]
- Bontha, S.; Klingbeil, N.; Kobryn, P.A.; Fraser, H.L. Effects of process variables and size-scale on solidification microstructure in beam-based fabrication of bulky 3D structures. Mater. Sci. Eng. A 2009, 513, 311–318. [Google Scholar] [CrossRef]
- Zadi-Maad, A.; Rohib, R.; Irawan, A. Additive manufacturing for steels: A review. IOP Conf. Series: Mater. Sci. Eng 2018, 285, 12028. [Google Scholar] [CrossRef]
- Saboori, A.; Tusacciu, S.; Busatto, M.; Lai, M.; Biamino, S.; Fino, P.; Lombardi, M. Production of Single Tracks of Ti-6Al-4V by Directed Energy Deposition to Determine the Layer Thickness for Multilayer Deposition. J. Vis. Exp. 2018, e56966. [Google Scholar] [CrossRef]
- Wang, Z.; Palmer, T.A.; Beese, A.M. Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Mater. 2016, 110, 226–235. [Google Scholar] [CrossRef] [Green Version]
- Majumdar, J.D.; Pinkerton, A.; Liu, Z.; Manna, I.; Li, L. Mechanical and electrochemical properties of multiple-layer diode laser cladding of 316L stainless steel. Appl. Surf. Sci. 2005, 247, 373–377. [Google Scholar] [CrossRef] [Green Version]
- Sun, G.F.; Shen, X.; Wang, Z.; Zhan, M.; Yao, S.; Zhou, R.; Ni, Z. Laser metal deposition as repair technology for 316L stainless steel: Influence of feeding powder compositions on microstructure and mechanical properties. Opt. Laser Technol. 2019, 109, 71–83. [Google Scholar] [CrossRef]
- Bertoli, U.S.; Guss, G.; Wu, S.; Matthews, M.; Schoenung, J.M. In-situ characterization of laser-powder interaction and cooling rates through high-speed imaging of powder bed fusion additive manufacturing. Mater. Des. 2017, 135, 385–396. [Google Scholar] [CrossRef]
- Ziętala, M.; Durejko, T.; Polański, M.; Kunce, I.; Płociński, T.; Zieliński, W.; Łazińska, M.; Stępniowski, W.; Czujko, T.; Kurzydłowski, K.J.; et al. The microstructure, mechanical properties and corrosion resistance of 316L stainless steel fabricated using laser engineered net shaping. Mater. Sci. Eng. A 2016, 677, 1–10. [Google Scholar] [CrossRef]
- Yadollahi, A.; Seely, D.; Patton, B.; Shao, S. Microstructural Features and Mechanical Properties of 316L Stainless Steel fabricated by Laser Additive Manufacture. In Proceedings of the 56th AIAA/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference, Kissimmee, FL, USA, 9 January 2015. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Bosio, F.; Bassini, E.; Librera, E.; De Chirico, M.; Biamino, S.; Ugues, D.; Fino, P.; Lombardi, M. An investigation on the effect of powder recycling on the microstructure and mechanical properties of AISI 316L produced by Directed Energy Deposition. Mater. Sci. Eng. A 2019, 766, 138360. [Google Scholar] [CrossRef]
- Saboori, A.; Piscopo, G.; Lai, M.; Salmi, A.; Biamino, S. An investigation on the effect of deposition pattern on the microstructure, mechanical properties and residual stress of 316L produced by Directed Energy Deposition. Mater. Sci. Eng. A 2020, 780, 139179. [Google Scholar] [CrossRef]
- Zheng, B.; Haley, J.; Yang, N.; Yee, J.; Terrassa, K.; Zhou, Y.; Lavernia, E.; Schoenung, J. On the evolution of microstructure and defect control in 316L SS components fabricated via directed energy deposition. Mater. Sci. Eng. A 2019, 764, 138243. [Google Scholar] [CrossRef]
- Terrassa, K.L.; Smith, T.R.; Jiang, S.; Sugar, J.D.; Schoenung, J.M. Improving build quality in Directed Energy Deposition by cross-hatching. Mater. Sci. Eng. A 2019, 765, 138269. [Google Scholar] [CrossRef]
- Tan, Z.E.; Pang, J.H.L.; Kaminski, J.; Pepin, H.; Zhi’En, E.T. Characterisation of porosity, density, and microstructure of directed energy deposited stainless steel AISI 316L. Addit. Manuf. 2019, 25, 286–296. [Google Scholar] [CrossRef]
- Griffith, M.; Schlienger, M.; Harwell, L.; Oliver, M.; Baldwin, M.; Ensz, M.; Essien, M.; Brooks, J.; Robino, C.; Smugeresky, J.; et al. Understanding thermal behavior in the LENS process. Mater. Des. 1999, 20, 107–113. [Google Scholar] [CrossRef]
- Kobryn, P.A.; Semiatin, S.L. Mechanical properties of laser-deposited Ti-6Al-4V. In Proceedings of the Solid Freeform fabrication proceedings, Austin, TX, USA, 6 August 2001; pp. 179–186. [Google Scholar]
- Saboori, A.; Biamino, S.; Lombardi, M.; Tusacciu, S.; Busatto, M.; Lai, M.; Fino, P. How the nozzle position affects the geometry of the melt pool in directed energy deposition process. Powder Met. 2019, 62, 213–217. [Google Scholar] [CrossRef]
- Selcuk, C. Laser metal deposition for powder metallurgy parts. Powder Met. 2011, 54, 94–99. [Google Scholar]
- Vilar, R. Laser cladding. Laser Appl. 2001, 11, 64–79. [Google Scholar] [CrossRef]
- Ensz, M.; Griffith, M.; Hofmeister, W.; Philliber, J.A.; Smugeresky, J.; Wert, M. Investigation of Solidification in the Laser Engineered Net Shaping (LENS) Process; Sandia National Laboratories: Livermore, CA, USA, 1999. [Google Scholar]
- Debroy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Zeng, X. A comparison on metallurgical behaviors of 316L stainless steel by selective laser melting and laser cladding deposition. Mater. Sci. Eng. A 2017, 685, 265–273. [Google Scholar] [CrossRef]
- El Kadiri, H.; Wang, L.; Horstemeyer, M.F.; Yassar, R.S.; Berry, J.T.; Felicelli, S.; Wang, P.T. Phase transformations in low-alloy steel laser deposits. Mater. Sci. Eng. A 2008, 494, 10–20. [Google Scholar] [CrossRef]
- Zheng, B.; Zhou, Y.; Smugeresky, J.; Schoenung, J.; Lavernia, E. Thermal Behavior and Microstructural Evolution during Laser Deposition with Laser-Engineered Net Shaping: Part I. Numerical Calculations. Met. Mater. Trans. A 2008, 39, 2228–2236. [Google Scholar] [CrossRef]
- Bi, G.; Gasser, A.; Wissenbach, K.; Drenker, A.; Poprawe, R. Characterization of the process control for the direct laser metallic powder deposition. Surf. Coat. Technol. 2006, 201, 2676–2683. [Google Scholar] [CrossRef]
- Kurz, W. Solidification Microstructure-Processing Maps: Theory and Application. Adv. Eng. Mater. Banner. 2001, 3, 443–452. [Google Scholar] [CrossRef]
- Kelly, S.M.; Kampe, S. Microstructural evolution in laser-deposited multilayer Ti-6Al-4V builds: Part I. Microstructural characterization. Met. Mater. Trans. A 2004, 35, 1861–1867. [Google Scholar] [CrossRef]
- Colaço, R.; Vilar, R. Phase selection during laser surface melting of martensitic stainless tool steels. Scr. Mater. 1997, 36, 199–205. [Google Scholar] [CrossRef]
- Hofmeister, W.; Griffith, M. Solidification in direct metal deposition by LENS processing. JOM 2001, 53, 30–34. [Google Scholar] [CrossRef]
- Griffith, M.L. Understanding the microstructure and properties of components fabricated by laser engineered net shaping (LENSTM). In Proceedings of the Materials Research Society Symposium, Boston, MA, USA, 26 November–1 December 2000; p. 625. [Google Scholar]
- Grujicic, M.; Cao, G.; Figliola, R. Computer simulations of the evolution of solidification microstructure in the LENS™ rapid fabrication process. Appl. Surf. Sci. 2001, 183, 43–57. [Google Scholar] [CrossRef]
- Ye, R.; Smugeresky, J.E.; Zheng, B.; Zhou, Y.; Lavernia, E.J. Numerical modeling of the thermal behavior during the LENS® process. Mater. Sci. Eng. A 2006, 428, 47–53. [Google Scholar] [CrossRef]
- Hofmeister, W.; Wert, M.; Smugeresky, J.; Philliber, J.A.; Griffith, M.; Ensz, M. Investigating Solidification with the Laser-Engineered Net Shaping (LENSTM) Process. JOM 1999, 51, 1–6. [Google Scholar]
- Ghosh, S.; Choi, J. Modeling and Experimental Verification of Transient/Residual Stresses and Microstructure Formation in Multi-Layer Laser Aided DMD Process. J. Heat Transf. 2005, 128, 662–679. [Google Scholar] [CrossRef]
- Yin, H.; Felicelli, S.D. Dendrite growth simulation during solidification in the LENS process. Acta Mater. 2010, 58, 1455–1465. [Google Scholar] [CrossRef]
- Flemings, M.C. Solidification processing. Met. Mater. Trans. A 1974, 5, 2121–2134. [Google Scholar] [CrossRef]
- Aversa, A.; Saboori, A.; Librera, E.; de Chirico, M.; Biamino, S.; Lombardi, M.; Fino, P. The Role of Directed Energy Deposition Atmosphere Mode on the Microstructure and Mechanical Properties of 316L Samples. Addit. Manuf. 2020, 101274. [Google Scholar] [CrossRef]
- Song, J.; Deng, Q.; Chen, C.; Hu, D.; Li, Y. Rebuilding of metal components with laser cladding forming. Appl. Surf. Sci. 2006, 252, 7934–7940. [Google Scholar] [CrossRef]
- Syed, W.U.H.; Pinkerton, A.; Li, L. A comparative study of wire feeding and powder feeding in direct diode laser deposition for rapid prototyping. Appl. Surf. Sci. 2005, 247, 268–276. [Google Scholar] [CrossRef]
- Smugeresky, J.; Keicher, D.; Romero, J.; Griffith, M.; Harwell, L. aser engineered net shaping(LENS) process: Optimization of surface finish and microstructural properties. Adv. Powder Metall. Part. Mater. 1997, 3, 21. [Google Scholar]
- Kocabekir, B.; Kaçar, R.; Gündüz, S.; Hayat, F. An effect of heat input, weld atmosphere and weld cooling conditions on the resistance spot weldability of 316L austenitic stainless steel. J. Mater. Process. Technol. 2008, 195, 327–335. [Google Scholar] [CrossRef]
- Jacob, G. Prediction of Solidification Phases in Cr-Ni Stainless Steel Alloys Manufactured by Laser Based Powder Bed Fusion Process, NIST. Adv. Manuf. Ser. 2018, 100–114, 1–38. [Google Scholar]
- Guo, P.; Zou, B.; Huang, C.; Gao, H. Study on microstructure, mechanical properties and machinability of efficiently additive manufactured AISI 316L stainless steel by high-power direct laser deposition. J. Mater. Process. Technol. 2017, 240, 12–22. [Google Scholar] [CrossRef]
- De Lima, M.S.F.; Sankare, S. Microstructure and mechanical behavior of laser additive manufactured AISI 316 stainless steel stringers. Mater. Des. 2014, 55, 526–532. [Google Scholar] [CrossRef]
- Saboori, A.; Toushekhah, M.; Aversa, A.; Lai, M.; Lombardi, M.; Biamino, S.; Fino, P. Critical Features in the Microstructural Analysis of AISI 316L Produced By Metal Additive Manufacturing. Met. Microstruct. Anal. 2020, 9, 92–96. [Google Scholar] [CrossRef] [Green Version]
- Yan, F.; Xiong, W.; Faierson, E.; Olson, G. Characterization of nano-scale oxides in austenitic stainless steel processed by powder bed fusion. Scr. Mater. 2018, 155, 104–108. [Google Scholar] [CrossRef]
- Babu, S.S.; David, S.A.; Vitek, J.M.; Mundra, K.; Debroy, T. Development of macro- and microstructures of carbon–manganese low alloy steel welds: Inclusion formation. Mater. Sci. Technol. 1995, 11, 186–199. [Google Scholar] [CrossRef]
- Lou, X.; Andresen, P.L.; Rebak, R.B. Oxide inclusions in laser additive manufactured stainless steel and their effects on impact toughness and stress corrosion cracking behavior. J. Nucl. Mater. 2018, 499, 182–190. [Google Scholar] [CrossRef]
- Ganesh, P.; Giri, R.; Kaul, R.; Sankar, P.R.; Tiwari, P.; Atulkar, A.; Porwal, R.; Dayal, R.; Kukreja, L. Studies on pitting corrosion and sensitization in laser rapid manufactured specimens of type 316L stainless steel. Mater. Des. 2012, 39, 509–521. [Google Scholar] [CrossRef]
- Saboori, A.; Dadkhah, M.; Fino, P.; Pavese, M. An Overview of Metal Matrix Nanocomposites Reinforced with Graphene Nanoplatelets; Mechanical, Electrical and Thermophysical Properties. Metals 2018, 8, 423. [Google Scholar] [CrossRef] [Green Version]
- Saboori, A.; Pavese, M.; Badini, C.; Fino, P. Effect of Sample Preparation on the Microstructural Evaluation of Al–GNPs Nanocomposites. Met. Microstruct. Anal. 2017, 6, 619–622. [Google Scholar] [CrossRef]
- Eo, D.-R.; Park, S.-H.; Cho, J.-W. Inclusion evolution in additive manufactured 316L stainless steel by laser metal deposition process. Mater. Des. 2018, 155, 212–219. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shao, S.; Thompson, S.M.; Seely, D.W. Effects of process time interval and heat treatment on the mechanical and microstructural properties of direct laser deposited 316L stainless steel. Mater. Sci. Eng. A 2015, 644, 171–183. [Google Scholar] [CrossRef]
- Gale, J.; Achuhan, A. Application of ultrasonic peening during DMLS production of 316L stainless steel and its effect on material behavior. Rapid Prototyp. J. 2017, 23, 1185–1194. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Lofaj, F.; Kvetková, L.; Shen, Z. Transformation of austenite to duplex austenite-ferrite assembly in annealed stainless steel 316L consolidated by laser melting. J. Alloys Compd. 2015, 633, 463–469. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, S.; Liu, W.; Shang, X. Characterization of stainless steel parts by Laser Metal Deposition Shaping. Mater. Des. 2014, 55, 104–119. [Google Scholar] [CrossRef]
- Yang, N.; Yee, J.; Zheng, B.; Gaiser, K.; Reynolds, T.; Clemon, L.; Lu, W.Y.; Schoenung, J.M.; Lavernia, E.J. Process-Structure-Property Relationships for 316L Stainless Steel Fabricated by Additive Manufacturing and Its Implication for Component Engineering. J. Spray Technol. 2016, 26, 610–626. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Zhong, Y.; Shen, Z. Hardened austenite steel with columnar sub-grain structure formed by laser melting. Mater. Sci. Eng. A 2015, 625, 221–229. [Google Scholar] [CrossRef]
- Kim, N.-K.; Woo, W.; Kim, E.-Y.; Choi, S.-H. Microstructure and mechanical characteristics of multi-layered materials composed of 316L stainless steel and ferritic steel produced by direct energy deposition. J. Alloys Compd. 2019, 774, 896–907. [Google Scholar] [CrossRef]
- Park, J.S.; Park, J.H.; Lee, M.-G.; Sung, J.H.; Cha, K.J.; Kim, D.H. Effect of Energy Input on the Characteristic of AISI H13 and D2 Tool Steels Deposited by a Directed Energy Deposition Process. Met. Mater. Trans. A 2016, 47, 2529–2535. [Google Scholar] [CrossRef]
- Gülenç, B.; Develi, K.; Kahraman, N.; Durgutlu, A. Experimental study of the effect of hydrogen in argon as a shielding gas in MIG welding of austenitic stainless steel. Int. J. Hydrogen Energy 2005, 30, 1475–1481. [Google Scholar] [CrossRef]
- Boes, J.; Röttger, A.; Becker, L.; Theisen, W. Processing of gas-nitrided AISI 316L steel powder by laser powder bed fusion—Microstructure and properties. Addit. Manuf. 2019, 30, 100836. [Google Scholar] [CrossRef]
- Morrow, B.; Lienert, T.J.; Knapp, C.M.; Sutton, J.O.; Brand, M.J.; Pacheco, R.M.; Livescu, V.; Carpenter, J.S.; Gray, G.T. Impact of Defects in Powder Feedstock Materials on Microstructure of 304L and 316L Stainless Steel Produced by Additive Manufacturing. Met. Mater. Trans. A 2018, 49, 3637–3650. [Google Scholar] [CrossRef]
- Ganesh, P.; Kaul, R.; Sasikala, G.; Kumar, H.; Venugopal, S.; Tiwari, P.; Rai, S.; Prasad, R.C.; Kukreja, L.M. Fatigue Crack Propagation and Fracture Toughness of Laser Rapid Manufactured Structures of AISI 316L Stainless Steel. Met. Microstruct. Anal. 2014, 3, 36–45. [Google Scholar] [CrossRef]
- Gordon, J.; Hochhalter, J.; Haden, C.; Harlow, D.G. Enhancement in fatigue performance of metastable austenitic stainless steel through directed energy deposition additive manufacturing. Mater. Des. 2019, 168, 107630. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Acronym | Technology | Ref. |
|---|---|---|
| LENS | Laser Energy Net Shaping | [12,13] |
| LMD | Laser Metal Deposition | [14,15] |
| LC | Laser Cladding | [16,17] |
| DMD | Direct Metal Deposition | [18,19] |
| LAMP | Laser aided manufacturing process | [3,20] |
| DLF | Direct Laser Fabrication | [21,22] |
| LPF | Laser Powder Fusion | [23] |
| Author | Dimension (µm) | Ref. |
|---|---|---|
| Saboori et al. | 2.8–4.8 | [37] |
| Song et al. | 1.3–3.0 | [65] |
| Hofmeister et al. | 3.25–8.68 | [42] |
| Syed et al. | <5 | [66] |
| Zheng et al. | 8–20 | [51] |
| Smugeresky et al. | 2–15 | [67] |
| AM Technology | Composition | Size | Effect | Ref. |
|---|---|---|---|---|
| LPBF | Si/Mn and Si/Mn/Mo rich oxides | 50 nm–1 mm | Detrimental effect on toughness and stress corrosion cracking | [75] |
| DED | Cr2O3, MnO and SiO2 | 0.31–0.49 µm | Higher yield strength | [77] |
| DED | Mn/Si-rich oxides | - | Detrimental effect on the elongation | [37] |
| DED | MnO and SiO2 | - | Possible effect on ductility reduction | [78] |
| P (W) | V (mm/s) | Direction | Gas | Hv | YS (MPa) | US (MPa) | ε (%) | Hc | Ref. | |
|---|---|---|---|---|---|---|---|---|---|---|
| CT | Hot rolled | - | 360 | 625 | 69 | 0.74 | [81] | |||
| Cast | 170 | 310 | 620 | 45 | 1.00 | [82] | ||||
| Building parameters | 1600 | 28 | - | Ar BC | 250 | 430 | 650 | 43 | 0.51 | [49] |
| 3400 | 10 | - | Ar BC | 210 | 370 | 590 | 36 | 0.59 | [49] | |
| 4600 | 5 | - | Ar BC | 190 | 300 | 560 | 31 | 0.87 | [49] | |
| * | 2 | H | Ar SG | 310 | 505 | 625 | 19 | 0.24 | [83] | |
| * | 10 | H | Ar SG | 370 | 610 | 690 | 24 | 0.13 | [83] | |
| 600 | * | H | Ar SG | 350 | 585 | 655 | 18 | 0.12 | [83] | |
| 1400 | * | H | Ar SG | 320 | 545 | 620 | 19 | 0.14 | [83] | |
| Building direction | 2000 | 8.3 | V | - | - | 415 | 770 | 6.5 | 0.86 | [70] |
| 2000 | 8.3 | H | - | - | 580 | 900 | 4 | 0.55 | [70] | |
| - | - | V | Ar SG | - | 352 | 536 | 46 | 0.52 | [83] | |
| - | - | H | Ar SG | - | 558 | 639 | 21 | 0.15 | [83] | |
| 400 | 15 | V | - | 272 | 479 | 703 | 46 | 0.47 | [35] | |
| 400 | 15 | H | - | 289 | 576 | 776 | 33 | 0.35 | [35] | |
| 360 | 16 | V | Ar BC | 220–260 | 538–552 | 690–703 | 35–38 | 0.28–0.27 | [84] | |
| 360 | 16 | H | Ar BC | 220–260 | 448–455 | 545–634 | 4–25 | 0.22–0.39 | [84] | |
| Powder quality | - | - | H ** | N2 SG | - | 469 | 628 | 31 | 0.34 | [37] |
| - | - | H *** | N2 SG | - | 458 | 652 | 16 | 0.42 | [37] | |
| Atmosphere | 328 | 17 | V | Ar BC | - | - | 550 | - | - | [39] |
| 360 | 16 | V | Ar BC | 222–260 | 448–455 | 545–634 | 4–25 | 0.22–0.39 | [84] | |
| 400 | 15 | V | Ar SG | - | 352 | 536 | 46 | - | [83] | |
| - | - | H | N2 SG | - | 469 ± 3 | 628 ± 7 | 31 ± 2 | 0.34 | [64] | |
| - | - | H | N2 BC | - | 530 ± 5 | 670 ± 6 | 34 ± 1 | 0.26 | [64] | |
| P (W) | V (mm/s) | Conditions | YS (MPa) | US (MPa) | ε (%) | Hc | Ref. |
|---|---|---|---|---|---|---|---|
| 360 | 8.5 | As-built | 405–415 | 620–660 | 32–40 | 0.49–0.63 | [78] |
| 1150 °C 2 h Air quenched | 325–355 | 600–620 | 42–43 | 0.69–0.91 | |||
| 380 | - | As-built | - | 720 | 56 | [90] | |
| 1060 °C 1 h Vacuum treated | 605 | 78 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Microstructure and Mechanical Properties of AISI 316L Produced by Directed Energy Deposition-Based Additive Manufacturing: A Review. Appl. Sci. 2020, 10, 3310. https://doi.org/10.3390/app10093310
Saboori A, Aversa A, Marchese G, Biamino S, Lombardi M, Fino P. Microstructure and Mechanical Properties of AISI 316L Produced by Directed Energy Deposition-Based Additive Manufacturing: A Review. Applied Sciences. 2020; 10(9):3310. https://doi.org/10.3390/app10093310
Chicago/Turabian StyleSaboori, Abdollah, Alberta Aversa, Giulio Marchese, Sara Biamino, Mariangela Lombardi, and Paolo Fino. 2020. "Microstructure and Mechanical Properties of AISI 316L Produced by Directed Energy Deposition-Based Additive Manufacturing: A Review" Applied Sciences 10, no. 9: 3310. https://doi.org/10.3390/app10093310
APA StyleSaboori, A., Aversa, A., Marchese, G., Biamino, S., Lombardi, M., & Fino, P. (2020). Microstructure and Mechanical Properties of AISI 316L Produced by Directed Energy Deposition-Based Additive Manufacturing: A Review. Applied Sciences, 10(9), 3310. https://doi.org/10.3390/app10093310