
A Literature Review of Energy Efficiency and Sustainability in Manufacturing Systems



Abstract
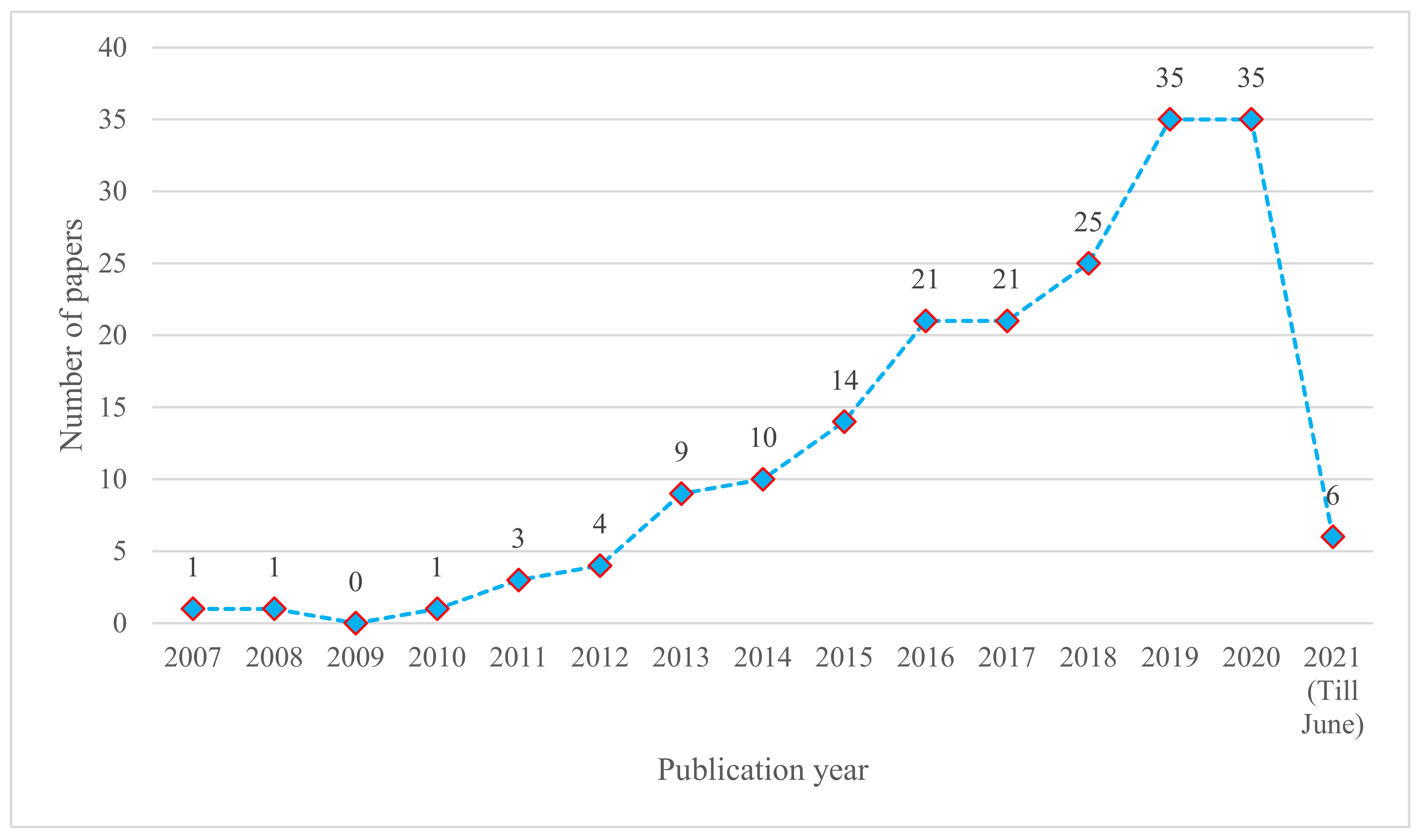
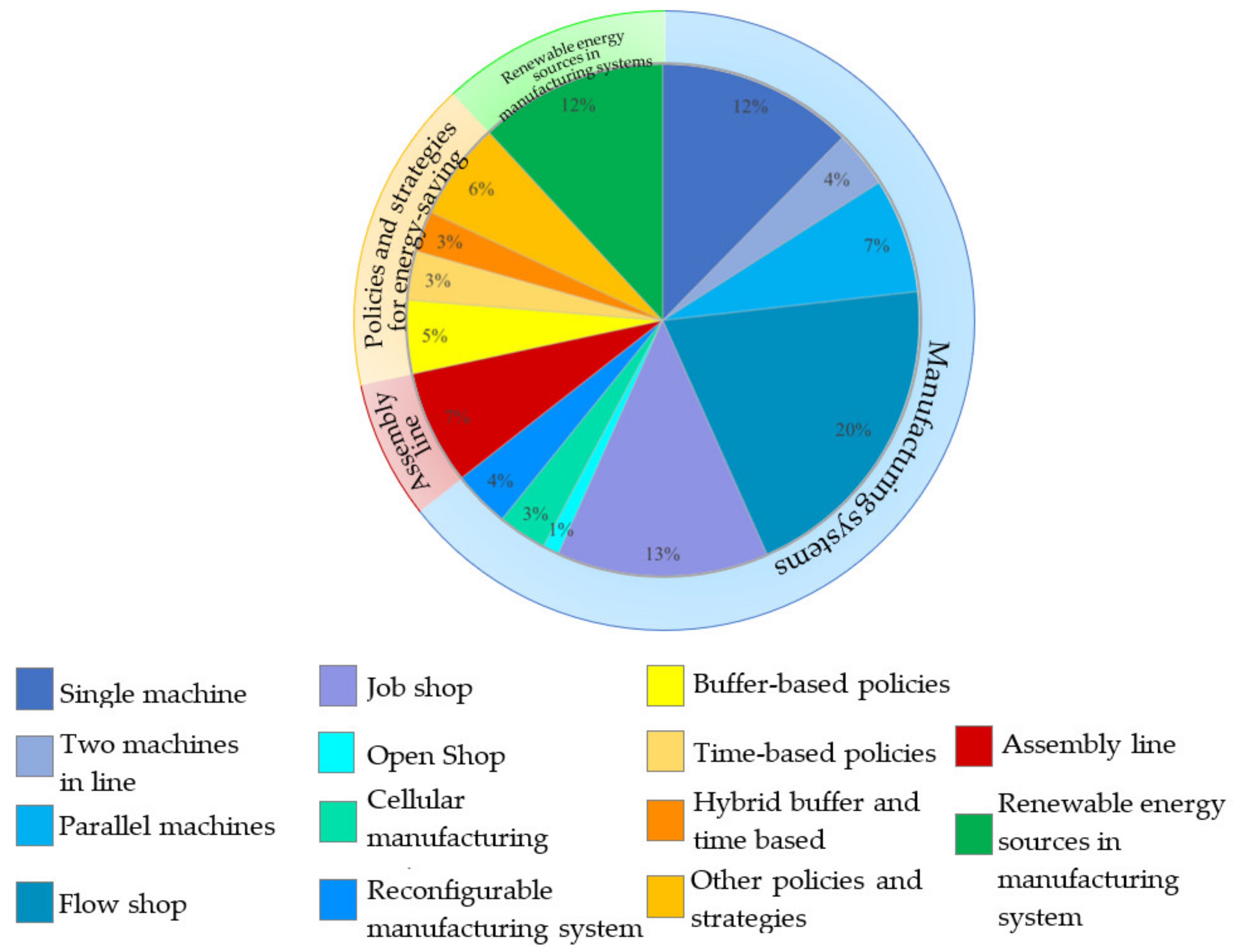
:1. Introduction and Review Methodology
- manufacturing system context;
- assembly line;
- policies and strategies for energy saving;
- renewable energy sources in manufacturing systems.
2. Manufacturing System Context
2.1. Single Machine
2.1.1. Milling
2.1.2. Turning
2.1.3. Drilling
2.1.4. Grinding
2.1.5. Single Machine Scheduling
2.2. Two Machines in Line
2.3. Parallel Machines
2.3.1. Identical Parallel Machines
2.3.2. Uniform Parallel Machines
2.3.3. Unrelated Parallel Machines
2.3.4. Hybrid Parallel Machines
2.4. Flow Shop
2.4.1. Permutation Flow Shop
2.4.2. Flexible Flow Shop
2.5. Job Shop
2.5.1. Classical Job Shop
2.5.2. Flexible Job Shop
2.6. Open Shop
2.7. Cellular Manufacturing System
2.8. Reconfigurable Manufacturing System
3. Assembly Line
4. Policies and Strategies for Energy-Saving
4.1. Buffer-Based Policies
4.2. Time-Based Policies
4.3. Hybrid Buffer and Time Based Policies
4.4. Other Policies and Strategies
5. Renewable Energy Sources in Manufacturing Systems
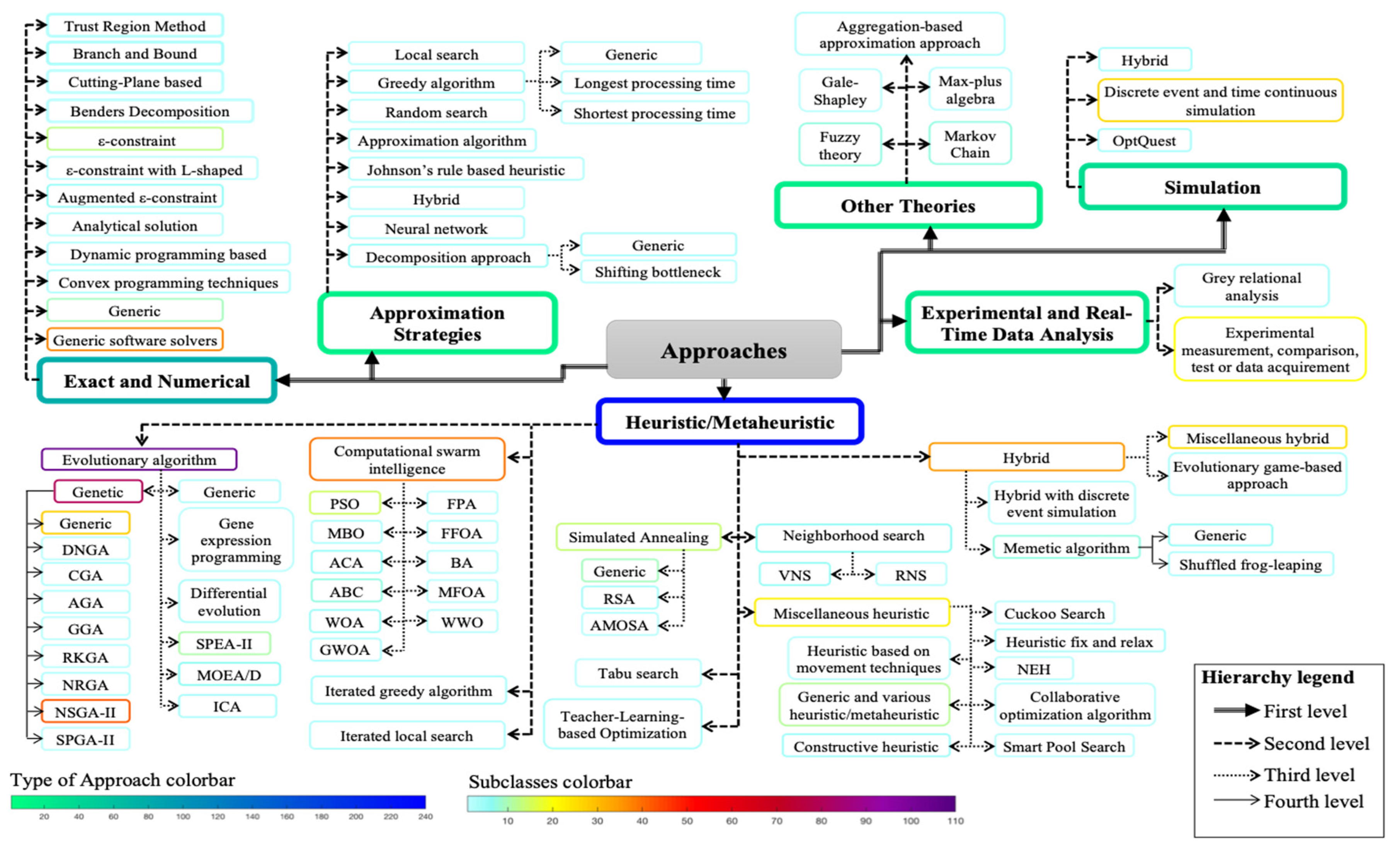
6. Energy Efficiency Approaches
7. Conclusions and Implications for Future Research
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- IRENA. Global Energy Transformation: A Roadmap to 2050. Global Energy Transformation. A Roadmap to 2050. 2019. Available online: https://www.irena.org/-/media/Files/IRENA/Agency/Publication/2019/Apr/IRENA_Global_Energy_Transformation_2019.pdf (accessed on 24 May 2021).
- IRENA. Reaching Zero with Renewables: Eliminating CO2 Emissions from Industry and Transport in Line with the 1.5 °C Climate Goal. 2020. Available online: https://www.irena.org/publications/2020/Sep/Reaching-Zero-with-Renewables (accessed on 24 May 2021).
- Watkiss, P.; Downing, T.; Handley, C.; Butterfield, R. The Impacts and Costs of Climate Change. In Modelling Support for Future Actions–Benefits and Cost of Climate Change Policies and Measures; (Report prepared for the DG Environment EC Brussels; Stockholm Environment Institute: Oxford, UK, 2005. [Google Scholar]
- Tsemekidi Tzeiranaki, S.; Bertoldi, P.; Paci, D.; Castellazzi, L.; Ribeiro Serrenho, T.; Economidou, M.; Zangheri, P. Energy Consumption and Energy Efficiency trends in the EU-28, 2000–2018. Publications Office of the European Union. 2020. Available online: https://ec.europa.eu/jrc/en/publication/eur-scientific-and-technical-research-reports/energy-consumption-and-energy-efficiency-trends-eu-28-2000-2018 (accessed on 24 May 2021).
- Ritchie, H.; Roser, M. CO2 and Greenhouse Gas Emissions. Our World in Data. 2020. Available online: https://ourworldindata.org/co2-and-other-greenhouse-gas-emissions (accessed on 24 May 2021).
- Eurostat. Electricity Price Statistics-Statistics Explained. 2020. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php/Electricity_price_statistics (accessed on 24 May 2021).
- Calvanese, M.L.; Albertelli, P.; Matta, A.; Taisch, M. Analysis of energy consumption in CNC machining centers and determination of optimal cutting conditions. In Proceedings of the Re-Engineering Manufacturing for Sustainability-Proceedings of the 20th CIRP International Conference on Life Cycle Engineering, Singapore, 17–19 April 2013; pp. 227–232. [Google Scholar] [CrossRef]
- Albertelli, P.; Keshari, A.; Matta, A. Energy oriented multi cutting parameter optimization in face milling. J. Clean. Prod. 2016, 137, 1602–1618. [Google Scholar] [CrossRef]
- Li, C.; Chen, X.; Tang, Y.; Li, L. Selection of optimum parameters in multi-pass face milling for maximum energy efficiency and minimum production cost. J. Clean. Prod. 2017, 140, 1805–1818. [Google Scholar] [CrossRef]
- Li, J.; Lu, Y.; Zhao, H.; Li, P.; Yao, Y. Optimization of cutting parameters for energy saving. Int. J. Adv. Manuf. Technol. 2014, 70, 117–124. [Google Scholar] [CrossRef]
- Yan, J.; Li, L. Multi-objective optimization of milling parameters–the trade-offs between energy, production rate and cutting quality. J. Clean. Prod. 2013, 52, 462–471. [Google Scholar] [CrossRef]
- Chen, X.; Li, C.; Tang, Y.; Li, L.; Du, Y.; Li, L. Integrated optimization of cutting tool and cutting parameters in face milling for minimizing energy footprint and production time. Energy 2019, 175, 1021–1037. [Google Scholar] [CrossRef]
- Wang, W.; Tian, G.; Chen, M.; Tao, F.; Zhang, C.; AI-Ahmari, A.; Li, Z.; Jiang, Z. Dual-objective program and improved artificial bee colony for the optimization of energy-conscious milling parameters subject to multiple constraints. J. Clean. Prod. 2020, 245, 118714. [Google Scholar] [CrossRef]
- Zhang, T.; Liu, Z.; Sun, X.; Xu, J.; Dong, L.; Zhu, G. Investigation on specific milling energy and energy efficiency in high-speed milling based on energy flow theory. Energy 2020, 192, 116596. [Google Scholar] [CrossRef]
- Hanafi, I.; Khamlichi, A.; Cabrera, F.M.; Almansa, E.; Jabbouri, A. Optimization of cutting conditions for sustainable machining of PEEK-CF30 using TiN tools. J. Clean. Prod. 2012, 33, 1–9. [Google Scholar] [CrossRef]
- Rajemi, M.F.; Mativenga, P.T.; Aramcharoen, A. Sustainable machining: Selection of optimum turning conditions based on minimum energy considerations. J. Clean. Prod. 2010, 18, 1059–1065. [Google Scholar] [CrossRef]
- Wang, Q.; Liu, F.; Wang, X. Multi-objective optimization of machining parameters considering energy consumption. Int. J. Adv. Manuf. Technol. 2014, 71, 1133–1142. [Google Scholar] [CrossRef]
- Mori, M.; Fujishima, M.; Inamasu, Y.; Oda, Y. A study on energy efficiency improvement for machine tools. CIRP Ann. Manuf. Technol. 2011, 60, 145–148. [Google Scholar] [CrossRef]
- Zhang, Z.; Wu, L.; Jia, S.; Peng, T. Multi-objective parameter optimization to support energy-efficient peck deep-hole drilling processes with twist drills. Int. J. Adv. Manuf. Technol. 2020, 106, 4913–4932. [Google Scholar] [CrossRef]
- Jia, S.; Yuan, Q.; Cai, W.; Lv, J.; Hu, L. Establishing prediction models for feeding power and material drilling power to support sustainable machining. Int. J. Adv. Manuf. Technol. 2019, 100, 2243–2253. [Google Scholar] [CrossRef]
- Jia, S.; Yuan, Q.; Cai, W.; Yuan, Q.; Liu, C.; Lv, J.; Zhang, Z. Establishment of an improved material-drilling power model to support energy management of drilling processes. Energies 2018, 11, 2013. [Google Scholar] [CrossRef] [Green Version]
- Heinzel, C.; Kolkwitz, B. The Impact of fluid supply on energy efficiency and process performance in grinding. CIRP Ann.-Manuf. Technol. 2019, 68, 337–340. [Google Scholar] [CrossRef]
- Winter, M.; Li, W.; Kara, S.; Herrmann, C. Determining optimal process parameters to increase the eco-efficiency of grinding processes. J. Clean. Prod. 2014, 66, 644–654. [Google Scholar] [CrossRef]
- Jiang, P.; Li, G.; Liu, P.; Jiang, L.; Li, X. Energy consumption model and energy efficiency evaluation for CNC continuous generating grinding machine tools. Int. J. Sustain. Eng. 2017, 10, 226–232. [Google Scholar] [CrossRef]
- Li, W.; Winter, M.; Kara, S.; Herrmann, C. Eco-efficiency of manufacturing processes: A grinding case. CIRP Ann. Manuf. Technol. 2012, 61, 59–62. [Google Scholar] [CrossRef]
- Mouzon, G.; Yildirim, M.B. A framework to minimise total energy consumption and total tardiness on a single machine. Int. J. Sustain. Eng. 2008, 1, 105–116. [Google Scholar] [CrossRef]
- Yildirim, M.B.; Mouzon, G. Single-Machine Sustainable Production Planning to Minimize Total Energy Consumption and Total Completion Time Using a Multiple Objective Genetic Algorithm. IEEE Trans. Eng. Manag. 2012, 59, 585–597. [Google Scholar] [CrossRef]
- Shrouf, F.; Ordieres-Meré, J.; García-Sánchez, A.; Ortega-Mier, M. Optimizing the production scheduling of a single machine to minimize total energy consumption costs. J. Clean. Prod. 2014, 67, 197–207. [Google Scholar] [CrossRef]
- Wang, S.; Liu, M.; Chu, F.; Chu, C. Bi-objective optimization of a single machine batch scheduling problem with energy cost consideration. J. Clean. Prod. 2016, 137, 1205–1215. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Che, A.; Wu, X.; Chu, C. Improved mixed-integer linear programming model and heuristics for bi-objective single-machine batch scheduling with energy cost consideration. Eng. Optim. 2018, 50, 1380–1394. [Google Scholar] [CrossRef]
- Mansouri, S.A.; Aktas, E.; Besikci, U. Green scheduling of a two-machine flowshop: Trade-off between makespan and energy consumption. Eur. J. Oper. Res. 2016, 248, 772–788. [Google Scholar] [CrossRef] [Green Version]
- Mansouri, S.A.; Aktas, E. Minimizing Energy consumption and makespan in a two-machine flowshop scheduling problem. J. Oper. Res. Soc. 2016, 67, 1382–1394. [Google Scholar] [CrossRef] [Green Version]
- Fang, K.; Luo, W.; Che, A. Speed scaling in two-machine lot-streaming flow shops with consistent sublots. J. Oper. Res. Soc. 2020. [Google Scholar] [CrossRef]
- Assia, S.; El Abbassi, I.; El Barkany, A.; Darcherif, M.; El Biyaali, A. Green Scheduling of Jobs and Flexible Periods of Maintenance in a Two-Machine Flowshop to Minimize Makespan, a Measure of Service Level and Total Energy Consumption. Adv. Oper. Res. 2020, 2020, 9732563. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Zhu, Z.; Fang, K.; Chu, F.; Chu, C. Scheduling on a two-machine permutation flow shop under time-of-use electricity tariffs. Int. J. Prod. Res. 2018, 56, 3173–3187. [Google Scholar] [CrossRef]
- Ho, M.H.; Hnaien, F.; Dugardin, F. Electricity cost minimisation for optimal makespan solution in flow shop scheduling under time-of-use tariffs. Int. J. Prod. Res. 2020, 1–27. [Google Scholar] [CrossRef]
- Yan, C.-B. Energy Consumption optimization in Two-Machine Bernoulli Serial Lines with Limits on Machine Efficiency. In Proceedings of the 2019 IEEE 15th International Conference on Automation Science and Engineering (CASE), Vancouver, BC, Canada, 22–26 August 2019; pp. 85–90. [Google Scholar] [CrossRef]
- Graham, R.L.; Lawler, E.L.; Lenstra, J.K.; Kan, A.H.G.R. Optimization and approximation in deterministic sequencing and scheduling: A survey. Ann. Discret. Math. 1979, 5, 287–326. [Google Scholar] [CrossRef] [Green Version]
- Jia, Z.H.; Zhang, Y.L.; Leung, J.Y.T.; Li, K. Bi-criteria ant colony optimization algorithm for minimizing makespan and energy consumption on parallel batch machines. Appl. Soft Comput. 2017, 55, 226–237. [Google Scholar] [CrossRef]
- Rocholl, J.; Mönch, L.; Fowler, J. Bi-criteria parallel batch machine scheduling to minimize total weighted tardiness and electricity cost. J. Bus. Econ. 2020, 90, 1345–1381. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Wang, X.; Yu, J.; Ma, S.; Liu, M. Bi-objective identical parallel machine scheduling to minimize total energy consumption and makespan. J. Clean. Prod. 2018, 193, 424–440. [Google Scholar] [CrossRef]
- Liu, C.-H.; Nanthapodej, R.; Hsu, S.-Y. Scheduling two interfering job sets on parallel machines under peak power constraint. Prod. Eng. 2018, 12, 611–619. [Google Scholar] [CrossRef]
- Zhou, S.; Li, X.; Du, N.; Pang, Y.; Chen, H. A multi-objective differential evolution algorithm for parallel batch processing machine scheduling considering electricity consumption cost. Comput. Oper. Res. 2018, 96, 55–68. [Google Scholar] [CrossRef]
- Zandi, A.; Ramezanian, R.; Monplaisir, L. Green parallel machines scheduling problem: A bi-objective model and a heuristic algorithm to obtain Pareto frontier. J. Oper. Res. Soc. 2020, 71, 967–978. [Google Scholar] [CrossRef]
- Kurniawan, B.; Gozali, A.A.; Weng, W.; Fujimura, S. A genetic algorithm for unrelated parallel machine scheduling minimizing makespan cost and electricity cost under time-of-use (TOU) tariffs with job delay mechanism. In Proceedings of the 2017 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 10–13 December 2017; pp. 583–587. [Google Scholar] [CrossRef]
- Moon, J.-Y.; Shin, K.; Park, J. Optimization of production scheduling with time-dependent and machine-dependent electricity cost for industrial energy efficiency. Int. J. Adv. Manuf. Technol. 2013, 68, 523–535. [Google Scholar] [CrossRef]
- Saberi-Aliabad, H.; Reisi-Nafchi, M.; Moslehi, G. Energy-efficient scheduling in an unrelated parallel-machine environment under time-of-use electricity tariffs. J. Clean. Prod. 2020, 249, 119393. [Google Scholar] [CrossRef]
- Wu, X.; Che, A. A memetic differential evolution algorithm for energy-efficient parallel machine scheduling. Omega 2019, 82, 155–165. [Google Scholar] [CrossRef]
- Pan, Z.; Lei, D.; Zhang, Q. A New Imperialist Competitive Algorithm for Multiobjective Low Carbon Parallel Machines Scheduling. Math. Probl. Eng. 2018, 2018, 5914360. [Google Scholar] [CrossRef] [Green Version]
- Meng, L.; Zhang, C.; Shao, X.; Ren, Y.; Ren, C. Mathematical modelling and optimisation of energy-conscious hybrid flow shop scheduling problem with unrelated parallel machines. Int. J. Prod. Res. 2019, 57, 1119–1145. [Google Scholar] [CrossRef] [Green Version]
- Cota, L.P.; Coelho, V.N.; Guimarães, F.G.; Souza, M.J. Bi-criteria formulation for green scheduling with unrelated parallel machines with sequence-dependent setup times. Int. Trans. Oper. Res. 2021, 28, 996–1017. [Google Scholar] [CrossRef]
- Zhang, H.; Wu, Y.; Pan, R.; Xu, G. Two-stage parallel speed-scaling machine scheduling under time-of-use tariffs. J. Intell. Manuf. 2021, 32, 91–112. [Google Scholar] [CrossRef]
- Zhang, H.; Zhao, F.; Fang, K.; Sutherland, J.W. Energy-conscious flow shop scheduling under time-of-use electricity tariffs. CIRP Ann. Manuf. Technol. 2014, 63, 37–40. [Google Scholar] [CrossRef]
- Nagasawa, K.; Ikeda, Y.; Irohara, T. Robust flow shop scheduling with random processing times for reduction of peak power consumption. Simul. Model. Pract. Theory 2015, 59, 102–113. [Google Scholar] [CrossRef]
- Liu, G.-S.; Yang, H.-D.; Cheng, M.-B. A three-stage decomposition approach for energy-aware scheduling with processing-time-dependent product quality. Int. J. Prod. Res. 2017, 55, 3073–3091. [Google Scholar] [CrossRef]
- Liu, G.-S.; Zhou, Y.; Yang, H.-D. Minimizing energy consumption and tardiness penalty for fuzzy flow shop scheduling with state-dependent setup time. J. Clean. Prod. 2017, 147, 470–484. [Google Scholar] [CrossRef]
- Zhou, B.; Liu, W. Energy-efficient multi-objective scheduling algorithm for hybrid flow shop with fuzzy processing time. Proc. Inst. Mech. Eng. Part I J. Syst. Control Eng. 2019, 233, 1282–1297. [Google Scholar] [CrossRef]
- Chen, G.; Zhang, L.; Arinez, J.; Biller, S. Energy-Efficient Production Systems through Schedule-Based Operations. IEEE Trans. Autom. Sci. Eng. 2013, 10, 27–37. [Google Scholar] [CrossRef]
- Masmoudi, O.; Yalaoui, A.; Ouazene, Y.; Chehade, H. Lot-sizing in flow-shop with energy consideration for sustainable manufacturing systems. IFAC Pap. 2015, 28, 727–732. [Google Scholar] [CrossRef]
- Masmoudi, O.; Yalaoui, A.; Ouazene, Y.; Chehade, H. Lot-sizing in a multi-stage flow line production system with energy consideration. Int. J. Prod. Res. 2017, 55, 1640–1663. [Google Scholar] [CrossRef]
- Masmoudi, O.; Yalaoui, A.; Ouazene, Y.; Chehade, H. Solving a capacitated flow-shop problem with minimizing total energy costs. Int. J. Adv. Manuf. Technol. 2017, 90, 2655–2667. [Google Scholar] [CrossRef]
- Masmoudi, O.; Yalaoui, A.; Ouazene, Y.; Chehade, H. Multi-item capacitated lot-sizing problem in a flow-shop system with energy consideration. IFAC Pap. 2016, 49, 301–306. [Google Scholar] [CrossRef]
- Pinedo, M.L. Scheduling: Theory, algorithms, and systems. In Scheduling: Theory 2008, Algorithms, and Systems; Springer: New York, NY, USA, 2008. [Google Scholar] [CrossRef]
- Han, Y.; Li, J.; Sang, H.; Liu, Y.; Gao, K.; Pan, Q. Discrete evolutionary multi-objective optimization for energy-efficient blocking flow shop scheduling with setup time. Appl. Soft Comput. 2020, 93, 106343. [Google Scholar] [CrossRef]
- Renna, P.; Materi, S. Design model of flow lines to include switch-off policies reducing energy consumption. Appl. Sci. 2020, 10, 1475. [Google Scholar] [CrossRef] [Green Version]
- Potts, C.N.; Shmoys, D.B.; Williamson, D.P. Permutation vs. non-permutation flow shop schedules. Oper. Res. Lett. 1991, 10, 281–284. [Google Scholar] [CrossRef] [Green Version]
- Fang, K.; Uhan, N.A.; Zhao, F.; Sutherland, J.W. Flow shop scheduling with peak power consumption constraints. Ann. Oper. Res. 2013, 206, 115–145. [Google Scholar] [CrossRef]
- Jiang, E.; Wang, L. An improved multi-objective evolutionary algorithm based on decomposition for energy-efficient permutation flow shop scheduling problem with sequence-dependent setup time. Int. J. Prod. Res. 2019, 57, 1756–1771. [Google Scholar] [CrossRef]
- Lu, C.; Gao, L.; Li, X.; Pan, Q.; Wang, Q. Energy-efficient permutation flow shop scheduling problem using a hybrid multi-objective backtracking search algorithm. J. Clean. Prod. 2017, 144, 228–238. [Google Scholar] [CrossRef]
- Öztop, H.; Tasgetiren, M.F.; Eliiyi, D.T.; Pan, Q.K.; Kandiller, L. An energy-efficient permutation flowshop scheduling problem. Expert Syst. Appl. 2020, 150, 113279. [Google Scholar] [CrossRef]
- Utama, D.M.; Widodo, D.S.; Ibrahim, M.F.; Hidayat, K.; Baroto, T.; Yurifah, A. The hybrid whale optimization algorithm: A new metaheuristic algorithm for energy-efficient on flow shop with dependent sequence setup. J. Phys. Conf. Ser. 2020, 1569, 022094. [Google Scholar] [CrossRef]
- Wu, X.; Che, A. Energy-efficient no-wait permutation flow shop scheduling by adaptive multi-objective variable neighborhood search. Omega 2020, 94, 102117. [Google Scholar] [CrossRef]
- Yüksel, D.; Taşgetiren, M.F.; Kandiller, L.; Gao, L. An energy-efficient bi-objective no-wait permutation flowshop scheduling problem to minimize total tardiness and total energy consumption. Comput. Ind. Eng. 2020, 145, 106431. [Google Scholar] [CrossRef]
- Naderi, B.; Ruiz, R. The distributed permutation flowshop scheduling problem. Comput. Oper. Res. 2010, 37, 754–768. [Google Scholar] [CrossRef]
- Chen, J.; Wang, L.; Peng, Z. A collaborative optimization algorithm for energy-efficient multi-objective distributed no-idle flow-shop scheduling. Swarm Evol. Comput. 2019, 50, 100557. [Google Scholar] [CrossRef]
- Wang, J.-J.; Wang, L. A Knowledge-Based Cooperative Algorithm for Energy-Efficient Scheduling of Distributed Flow-Shop. IEEE Trans. Syst. Man Cybern. Syst. 2020, 50, 1805–1819. [Google Scholar] [CrossRef]
- Bruzzone, A.A.; Anghinolfi, D.; Paolucci, M.; Tonelli, F. Energy-aware scheduling for improving manufacturing process sustainability: A mathematical model for flexible flow shops. CIRP Ann. Manuf. Technol. 2012, 61, 459–462. [Google Scholar] [CrossRef]
- Dai, M.; Tang, D.; Giret, A.; Salido, M.A.; Li, W.D. Energy-efficient scheduling for a flexible flow shop using an improved genetic-simulated annealing algorithm. Robot. Comput. Integr. Manuf. 2013, 29, 418–429. [Google Scholar] [CrossRef]
- Luo, H.; Du, B.; Huang, G.Q.; Chen, H.; Li, X. Hybrid flow shop scheduling considering machine electricity consumption cost. Int. J. Prod. Econ. 2013, 146, 423–439. [Google Scholar] [CrossRef]
- Gong, G.; Chiong, R.; Deng, Q.; Han, W.; Zhang, L.; Lin, W.; Li, K. Energy-efficient flexible flow shop scheduling with worker flexibility. Expert Syst. Appl. 2020, 141, 112902. [Google Scholar] [CrossRef]
- Huang, R.-H.; Yu, S.-C.; Chen, P.-H. Energy-Saving Scheduling in a Flexible Flow Shop Using a Hybrid Genetic Algorithm. J. Environ. Prot. 2017, 8, 1037–1056. [Google Scholar] [CrossRef] [Green Version]
- Hasani, A.; Hosseini, S.M.H. A bi-objective flexible flow shop scheduling problem with machine-dependent processing stages: Trade-off between production costs and energy consumption. Appl. Math. Comput. 2020, 386, 125533. [Google Scholar] [CrossRef]
- Luo, J.; Fujimura, S.; El Baz, D.; Plazolles, B. GPU based parallel genetic algorithm for solving an energy efficient dynamic flexible flow shop scheduling problem. J. Parallel Distrib. Comput. 2019, 133, 244–257. [Google Scholar] [CrossRef] [Green Version]
- Tang, D.; Dai, M.; Salido, M.A.; Giret, A. Energy-efficient dynamic scheduling for a flexible flow shop using an improved particle swarm optimization. Comput. Ind. 2016, 81, 82–95. [Google Scholar] [CrossRef]
- Nasiri, M.M.; Abdollahi, M.; Rahbari, A.; Salmanzadeh, N.; Salesi, S. Minimizing the energy consumption and the total weighted tardiness for the flexible flowshop using NSGA-II and NRGA. J. Ind. Syst. Eng. 2018, 11, 150–162. [Google Scholar]
- Yan, J.; Li, L.; Zhao, F.; Zhang, F.; Zhao, Q. A multi-level optimization approach for energy-efficient flexible flow shop scheduling. J. Clean. Prod. 2016, 137, 1543–1552. [Google Scholar] [CrossRef]
- Zhang, M.; Yan, J.; Zhang, Y.; Yan, S. Optimization for energy-efficient flexible flow shop scheduling under time of use electricity tariffs. Procedia CIRP 2019, 80, 251–256. [Google Scholar] [CrossRef]
- Zeng, Z.; Hong, M.; Man, Y.; Li, J.; Zhang, Y.; Liu, H. Multi-object optimization of flexible flow shop scheduling with batch process—Consideration total electricity consumption and material wastage. J. Clean. Prod. 2018, 183, 925–939. [Google Scholar] [CrossRef]
- Lei, D.; Gao, L.; Zheng, Y. A novel teaching-learning-based optimization algorithm for energy-efficient scheduling in hybrid flow shop. IEEE Trans. Eng. Manag. 2018, 65, 330–340. [Google Scholar] [CrossRef]
- Chen, T.-L.; Cheng, C.-Y.; Chou, Y.-H. Multi-objective genetic algorithm for energy-efficient hybrid flow shop scheduling with lot streaming. Ann. Oper. Res. 2020, 290, 813–836. [Google Scholar] [CrossRef]
- Jiang, S.; Zhang, L. Energy-Oriented Scheduling for Hybrid Flow Shop With Limited Buffers Through Efficient Multi-Objective Optimization. IEEE Access 2019, 7, 34477–34487. [Google Scholar] [CrossRef]
- Li, J.; Sang, H.; Han, Y.; Wang, C.; Gao, K. Efficient multi-objective optimization algorithm for hybrid flow shop scheduling problems with setup energy consumptions. J. Clean. Prod. 2018, 181, 584–598. [Google Scholar] [CrossRef]
- Schulz, S.; Buscher, U.; Shen, L. Multi-objective hybrid flow shop scheduling with variable discrete production speed levels and time-of-use energy prices. J. Bus. Econ. 2020, 90, 1315–1343. [Google Scholar] [CrossRef] [Green Version]
- Schulz, S.; Neufeld, J.S.; Buscher, U. A multi-objective iterated local search algorithm for comprehensive energy-aware hybrid flow shop scheduling. J. Clean. Prod. 2019, 224, 421–434. [Google Scholar] [CrossRef]
- Kemmoe, S.; Lamy, D.; Tchernev, N. Job-shop like manufacturing system with variable power threshold and operations with power requirements. Int. J. Prod. Res. 2017, 55, 6011–6032. [Google Scholar] [CrossRef]
- Tang, D.; Dai, M. Energy-efficient approach to minimizing the energy consumption in an extended job-shop scheduling problem. Chin. J. Mech. Eng. 2015, 28, 1048–1055. [Google Scholar] [CrossRef]
- Escamilla, J.; Salido, M.A.; Giret, A.; Barber, F. A metaheuristic technique for energy-efficiency in job-shop scheduling. Knowl. Eng. Rev. 2016, 31, 475–485. [Google Scholar] [CrossRef]
- Salido, M.A.; Escamilla, J.; Giret, A.; Barber, F. A genetic algorithm for energy-efficiency in job-shop scheduling. Int. J. Adv. Manuf. Technol. 2016, 85, 1303–1314. [Google Scholar] [CrossRef]
- Yin, L.; Li, X.; Gao, L.; Lu, C.; Zhang, Z. Energy-efficient job shop scheduling problem with variable spindle speed using a novel multi-objective algorithm. Adv. Mech. Eng. 2017, 9, 1687814017695959. [Google Scholar] [CrossRef] [Green Version]
- Masmoudi, O.; Delorme, X.; Gianessi, P. Job-shop scheduling problem with energy consideration. Int. J. Prod. Econ. 2019, 216, 12–22. [Google Scholar] [CrossRef]
- Zhang, R.; Chiong, R. Solving the energy-efficient job shop scheduling problem: A multi-objective genetic algorithm with enhanced local search for minimizing the total weighted tardiness and total energy consumption. J. Clean. Prod. 2016, 112, 3361–3375. [Google Scholar] [CrossRef]
- May, G.; Stahl, B.; Taisch, M.; Prabhu, V. Multi-objective genetic algorithm for energy-efficient job shop scheduling. Int. J. Prod. Res. 2015, 53, 7071–7089. [Google Scholar] [CrossRef]
- Nie, L.; Wang, X.; Pan, F. A game-theory approach based on genetic algorithm for flexible job shop scheduling problem. J. Phys. Conf. Ser. 2019, 1187, 32095. [Google Scholar] [CrossRef]
- Wang, H.; Jiang, Z.; Wang, Y.; Zhang, H.; Wang, Y. A two-stage optimization method for energy-saving flexible job-shop scheduling based on energy dynamic characterization. J. Clean. Prod. 2018, 188, 575–588. [Google Scholar] [CrossRef]
- Lei, D.; Li, M.; Wang, L. A Two-Phase Meta-Heuristic for Multiobjective Flexible Job Shop Scheduling Problem With Total Energy Consumption Threshold. IEEE Trans. Cybern. 2019, 49, 1097–1109. [Google Scholar] [CrossRef]
- Renna, P. Peak electricity demand control of manufacturing systems by Gale-Shapley algorithm with discussion on open innovation engineering. J. Open Innov. Technol. Mark. Complex. 2020, 6, 29. [Google Scholar] [CrossRef] [Green Version]
- Ebrahimi, A.; Jeon, H.W.; Lee, S.; Wang, C. Minimizing total energy cost and tardiness penalty for a scheduling-layout problem in a flexible job shop system: A comparison of four metaheuristic algorithms. Comput. Ind. Eng. 2020, 141, 106295. [Google Scholar] [CrossRef]
- Abedi, M.; Chiong, R.; Noman, N.; Zhang, R. A multi-population, multi-objective memetic algorithm for energy-efficient job-shop scheduling with deteriorating machines. Expert Syst. Appl. 2020, 157, 113348. [Google Scholar] [CrossRef]
- Zhang, L.; Li, Z.; Królczyk, G.; Wu, D.; Tang, Q. Mathematical modeling and multi-attribute rule mining for energy efficient job-shop scheduling. J. Clean. Prod. 2019, 241, 118289. [Google Scholar] [CrossRef]
- Jiang, T.; Zhang, C.; Zhu, H.; Gu, J.; Deng, G. Energy-efficient scheduling for a job shop using an improved whale optimization algorithm. Mathematics 2018, 6, 220. [Google Scholar] [CrossRef] [Green Version]
- Jiang, T.; Zhang, C.; Zhu, H.; Deng, G. Energy-Efficient Scheduling for a Job Shop Using Grey Wolf Optimization Algorithm with Double-Searching Mode. Math. Probl. Eng. 2018, 2018, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Jiang, E.; Wang, L.; Peng, Z. Solving energy-efficient distributed job shop scheduling via multi-objective evolutionary algorithm with decomposition. Swarm Evol. Comput. 2020, 58, 100745. [Google Scholar] [CrossRef]
- Moon, J.-Y.; Park, J. Smart production scheduling with time-dependent and machine-dependent electricity cost by considering distributed energy resources and energy storage. Int. J. Prod. Res. 2014, 52, 3922–3939. [Google Scholar] [CrossRef]
- Meng, L.; Zhang, C.; Shao, X.; Ren, Y. MILP models for energy-aware flexible job shop scheduling problem. J. Clean. Prod. 2019, 210, 710–723. [Google Scholar] [CrossRef]
- Lei, D.; Zheng, Y.; Guo, X. A shuffled frog-leaping algorithm for flexible job shop scheduling with the consideration of energy consumption. Int. J. Prod. Res. 2017, 55, 3126–3140. [Google Scholar] [CrossRef]
- Luo, S.; Zhang, L.; Fan, Y. Energy-efficient scheduling for multi-objective flexible job shops with variable processing speeds by grey wolf optimization. J. Clean. Prod. 2019, 234, 1365–1384. [Google Scholar] [CrossRef]
- Dai, M.; Tang, D.; Giret, A.; Salido, M.A. Multi-objective optimization for energy-efficient flexible job shop scheduling problem with transportation constraints. Robot. Comput. Integr. Manuf. 2019, 59, 143–157. [Google Scholar] [CrossRef]
- Mokhtari, H.; Hasani, A. An energy-efficient multi-objective optimization for flexible job-shop scheduling problem. Comput. Chem. Eng. 2017, 104, 339–352. [Google Scholar] [CrossRef]
- Wu, X.; Sun, Y. A green scheduling algorithm for flexible job shop with energy-saving measures. J. Clean. Prod. 2018, 172, 3249–3264. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Y.; Ren, S.; Wang, C.; Wang, W. Evolutionary game based real-time scheduling for energy-efficient distributed and flexible job shop. J. Clean. Prod. 2021, 293, 126093. [Google Scholar] [CrossRef]
- Lawler, E.L.; Luby, M.G.; Vazirani, V.V. Scheduling open shops with parallel machines. Oper. Res. Lett. 1982, 1, 161–164. [Google Scholar] [CrossRef]
- Sevastianov, S.V.; Woeginger, G.J. Makespan minimization in open shops: A polynomial time approximation scheme. Math. Program. 1998, 82, 191–198. [Google Scholar] [CrossRef]
- Lawler, E.L.; Lenstra, J.K.; Kan, A.H.G.R. Minimizing Maximum Lateness in a Two-Machine Open Shop. Math. Oper. Res. 1981, 6, 153–158. [Google Scholar] [CrossRef]
- Kravchenko, S.A. On the complexity of minimizing the number of late jobs in unit time open shop. Discret. Appl. Math. 2000, 100, 127–132. [Google Scholar] [CrossRef]
- Galambos, G.; Woeginger, G.J. Minimizing the weighted number of late jobs in UET open shops. ZOR Methods Models Oper. Res. 1995, 41, 109–114. [Google Scholar] [CrossRef]
- Achugbue, J.O.; Chin, F.Y. Scheduling the Open Shop to Minimize Mean Flow Time. SIAM J. Comput. 1982, 11, 709–720. [Google Scholar] [CrossRef]
- Tautenhahn, T.; Woeginger, G.J. Minimizing the total completion time in a unit-time open shop with release times. Oper. Res. Lett. 1997, 20, 207–212. [Google Scholar] [CrossRef]
- Hosseinabadi, A.A.R.; Vahidi, J.; Saemi, B.; Sangaiah, A.K.; Elhoseny, M. Extended Genetic Algorithm for solving open-shop scheduling problem. Soft Comput. 2019, 23, 5099–5116. [Google Scholar] [CrossRef]
- Bampis, E.; Letsios, D.; Lucarelli, G. A note on multiprocessor speed scaling with precedence constraints. In Proceedings of the 26th ACM Symposium on Parallelism in Algorithms and Architectures, Prague, Czech Republic, 23–25 June 2014; pp. 138–142. [Google Scholar] [CrossRef]
- Bampis, E.; Letsios, D.; Lucarelli, G. Green scheduling, flows and matchings. Theor. Comput. Sci. 2015, 579, 126–136. [Google Scholar] [CrossRef]
- Niakan, F.; Baboli, A.; Moyaux, T.; Botta-Genoulaz, V. A new bi-objective mathematical model for sustainable dynamic cellular manufacturing systems. In Proceedings of the 2014 IEEE International Conference on Industrial Engineering and Engineering Management, Selangor Darul Ehsan, Malaysia, 9–12 December 2014; pp. 938–942. [Google Scholar] [CrossRef]
- Niakan, F.; Baboli, A.; Moyaux, T.; Botta-Genoulaz, V. A bi-objective model in sustainable dynamic cell formation problem with skill-based worker assignment. J. Manuf. Syst. 2016, 38, 46–62. [Google Scholar] [CrossRef]
- Imran, M.; Kang, C.; Lee, Y.H.; Jahanzaib, M.; Aziz, H. Cell formation in a cellular manufacturing system using simulation integrated hybrid genetic algorithm. Comput. Ind. Eng. 2017, 105, 123–135. [Google Scholar] [CrossRef]
- Iqbal, A.; Al-Ghamdi, K.A. Energy-efficient cellular manufacturing system: Eco-friendly revamping of machine shop configuration. Energy 2018, 163, 863–872. [Google Scholar] [CrossRef]
- Saddikuti, V.; Pesaru, V. NSGA Based Algorithm for Energy Efficient Scheduling in Cellular Manufacturing. Procedia Manuf. 2019, 39, 1002–1009. [Google Scholar] [CrossRef]
- Lamba, K.; Kumar, R.; Mishra, S.; Rajput, S. Sustainable dynamic cellular facility layout: A solution approach using simulated annealing-based meta-heuristic. Ann. Oper. Res. 2020, 290, 5–26. [Google Scholar] [CrossRef]
- Choi, Y.-C.; Xirouchakis, P. A holistic production planning approach in a reconfigurable manufacturing system with energy consumption and environmental effects. Int. J. Comput. Integr. Manuf. 2015, 28, 379–394. [Google Scholar] [CrossRef]
- Zhang, J.; Khalgui, M.; Boussahel, W.M.; Frey, G.; Hon, C.; Wu, N.; Li, Z. Modeling and Verification of Reconfigurable and Energy-Efficient Manufacturing Systems. Discret. Dyn. Nat. Soc. 2015, 2015, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Liu, M.; An, L.; Zhang, J.; Chu, F.; Chu, C. Energy-oriented bi-objective optimisation for a multi-module reconfigurable manufacturing system. Int. J. Prod. Res. 2019, 57, 5974–5995. [Google Scholar] [CrossRef]
- Touzout, F.A.; Benyoucef, L. Multi-objective sustainable process plan generation in a reconfigurable manufacturing environment: Exact and adapted evolutionary approaches. Int. J. Prod. Res. 2019, 57, 2531–2547. [Google Scholar] [CrossRef]
- Khezri, A.; Haddou Benderbal, H.; Benyoucef, L. Sustainable Multi-Objective Process Plan Generation in RMS through Modelling Energy Consumption; Benyoucef, L., Ed.; Springer International Publishing: Cham, Switzerland, 2020; pp. 161–177. [Google Scholar] [CrossRef]
- Khezri, A.; Haddou Benderbal, H.; Benyoucef, L. Towards a sustainable reconfigurable manufacturing system (SRMS): Multi-objective based approaches for process plan generation problem. Int. J. Prod. Res. 2021, 59, 4533–4558. [Google Scholar] [CrossRef]
- Khezri, A.; Haddou Benderbal, H.; Benyoucef, L. A Sustainable Reconfigurable Manufacturing System Designing With Focus On Environmental Hazardous Wastes. In Proceedings of the 2019 24th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Zaragoza, Spain, 10–13 September 2019; pp. 317–324. [Google Scholar] [CrossRef]
- Abdullah, A.; Ab Rashid, M.F.F.; Ponnambalam, S.G.; Ghazalli, Z. Energy efficient modeling and optimization for assembly sequence planning using moth flame optimization. Assem. Autom. 2019, 39, 356–368. [Google Scholar] [CrossRef]
- Michalos, G.; Fysikopoulos, A.; Makris, S.; Mourtzis, D.; Chryssolouris, G. Multi criteria assembly line design and configuration-An automotive case study. CIRP J. Manuf. Sci. Technol. 2015, 9, 69–87. [Google Scholar] [CrossRef]
- Nilakantan, M.J.; Ponnambalam, S.G.; Jawahar, N. Design of energy efficient RAL system using evolutionary algorithms. Eng. Comput. 2016, 33, 580–602. [Google Scholar] [CrossRef]
- Nilakantan, M.J.; Ponnambalam, S.G.; Huang, G.Q. Minimizing energy consumption in a U-shaped robotic assembly line. In Proceedings of the 2015 International Conference on Advanced Mechatronic Systems (ICAMechS), Beijing, China, 22–24 August 2015; pp. 119–124. [Google Scholar] [CrossRef]
- Nilakantan, M.J.; Huang, G.Q.; Ponnambalam, S.G. An investigation on minimizing cycle time and total energy consumption in robotic assembly line systems. J. Clean. Prod. 2015, 90, 311–325. [Google Scholar] [CrossRef]
- Sun, B.; Wang, L.; Peng, Z.P. Bound-guided hybrid estimation of distribution algorithm for energy-efficient robotic assembly line balancing. Comput. Ind. Eng. 2020, 146, 106604. [Google Scholar] [CrossRef]
- Nilakantan, M.J.; Li, Z.; Tang, Q.; Nielsen, P. Multi-objective co-operative co-evolutionary algorithm for minimizing carbon footprint and maximizing line efficiency in robotic assembly line systems. J. Clean. Prod. 2017, 156, 124–136. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Tang, Q.; Li, Z.; Zhang, L. Modelling and optimisation of energy-efficient U-shaped robotic assembly line balancing problems. Int. J. Prod. Res. 2019, 57, 5520–5537. [Google Scholar] [CrossRef]
- Zhang, Z.; Tang, Q.; Zhang, L. Mathematical model and grey wolf optimization for low-carbon and low-noise U-shaped robotic assembly line balancing problem. J. Clean. Prod. 2019, 215, 744–756. [Google Scholar] [CrossRef]
- Zhang, B.; Xu, L. An improved flower pollination algorithm for solving a Type-II U-shaped assembly line balancing problem with energy consideration. Assem. Autom. 2020, 40, 847–856. [Google Scholar] [CrossRef]
- Zhang, B.; Xu, L.; Zhang, J. A multi-objective cellular genetic algorithm for energy-oriented balancing and sequencing problem of mixed-model assembly line. J. Clean. Prod. 2020, 244, 118845. [Google Scholar] [CrossRef]
- Zhang, B.; Xu, L.; Zhang, J. Developing mathematical model and optimization algorithm for designing energy efficient semi-automated assembly line. Comput. Ind. Eng. 2020, 149, 106768. [Google Scholar] [CrossRef]
- Zhou, B.; Kang, X. A multiobjective hybrid imperialist competitive algorithm for multirobot cooperative assembly line balancing problems with energy awareness. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 2991–3003. [Google Scholar] [CrossRef]
- Li, Z.; Tang, Q.; Zhang, L.P. Minimizing energy consumption and cycle time in two-sided robotic assembly line systems using restarted simulated annealing algorithm. J. Clean. Prod. 2016, 135, 508–522. [Google Scholar] [CrossRef]
- Frigerio, N.; Cornaggia, C.F.A.; Matta, A. An adaptive policy for on-line Energy-Efficient Control of machine tools under throughput constraint. J. Clean. Prod. 2021, 287, 125367. [Google Scholar] [CrossRef]
- Chen, G.; Zhang, L.; Arinez, J.; Biller, S. Feedback control of machine startup for energy-efficient manufacturing in Bernoulli serial lines. In Proceedings of the 2011 IEEE International Conference on Automation Science and Engineering, Trieste, Italy, 24–27 August 2011; pp. 666–671. [Google Scholar] [CrossRef]
- Su, H.; Frigerio, N.; Matta, A. Energy Saving Opportunities and Value of Information: A Trade-off in a Production Line. Procedia CIRP 2016, 48, 301–306. [Google Scholar] [CrossRef] [Green Version]
- Jia, Z.; Zhang, L.; Arinez, J.; Xiao, G. Performance analysis for serial production lines with Bernoulli Machines and Real-time WIP-based Machine switch-on/off control. Int. J. Prod. Res. 2016, 54, 6285–6301. [Google Scholar] [CrossRef]
- Jia, Z.; Zhang, L.; Arinez, J.; Xiao, G. Performance analysis of Bernoulli serial production lines with switch-on/off machine control. In Proceedings of the 2015 IEEE International Conference on Automation Science and Engineering (CASE), Gothenburg, Sweden, 24–28 August 2015; pp. 477–482. [Google Scholar] [CrossRef]
- Fei, Z.; Li, S.; Chang, Q.; Wang, J.; Huang, Y. Fuzzy Petri Net Based Intelligent Machine Operation of Energy Efficient Manufacturing System. In Proceedings of the 2018 IEEE 14th International Conference on Automation Science and Engineering (CASE), Munich, Germany, 20–24 August 2018; pp. 1593–1598. [Google Scholar] [CrossRef]
- Wang Junfeng Xue, J.; Duque, E.T.; Li, S.; Chang, Q. Fuzzy decision of machine switch on-off for energy efficient operation of manufacturing system. In Proceedings of the 2017 13th IEEE Conference on Automation Science and Engineering (CASE), Xi’an, China, 20–23 August 2017; pp. 1158–1162. [Google Scholar] [CrossRef]
- Wang Junfeng Fei, Z.; Chang, Q.; Fu, Y.; Li, S. Energy-Saving Operation of Multistage Stochastic Manufacturing Systems Based on Fuzzy Logic. Int. J. Simul. Model. 2019, 18, 138–149. [Google Scholar] [CrossRef]
- Wang, J.; Fei, Z.; Chang, Q.; Li, S.; Fu, Y. Multi-state decision of unreliable machines for energy-efficient production considering work-in-process inventory. Int. J. Adv. Manuf. Technol. 2019, 102, 1009–1021. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Fei, Z.; Chang, Q.; Li, S. Energy Saving Operation of Manufacturing System Based on Dynamic Adaptive Fuzzy Reasoning Petri Net. Energies 2019, 12, 2216. [Google Scholar] [CrossRef] [Green Version]
- Mouzon, G.; Yildirim, M.B.; Twomey, J. Operational methods for minimization of energy consumption of manufacturing equipment. Int. J. Prod. Res. 2007, 45, 4247–4271. [Google Scholar] [CrossRef] [Green Version]
- Frigerio, N.; Matta, A. Energy Efficient Control Strategy for Machine Tools with Stochastic Arrivals and Time Dependent Warm-up. Procedia CIRP 2014, 15, 56–61. [Google Scholar] [CrossRef] [Green Version]
- Frigerio, N.; Matta, A. Energy-Efficient Control Strategies for Machine Tools With Stochastic Arrivals. IEEE Trans. Autom. Sci. Eng. 2015, 12, 50–61. [Google Scholar] [CrossRef] [Green Version]
- Marzano, L.; Frigerio, N.; Matta, A. Energy Efficient State Control of Machine Tools: A Time-Based Dynamic Control Policy. In Proceedings of the 2019 IEEE 15th International Conference on Automation Science and Engineering (CASE), Vancouver, BC, Canada, 22–26 August 2019; pp. 596–601. [Google Scholar] [CrossRef]
- Squeo, M.; Frigerio, N.; Matta, A. Multiple Sleeping States for Energy Saving in CNC Machining Centers. Procedia CIRP 2019, 80, 144–149. [Google Scholar] [CrossRef]
- Frigerio, N.; Matta, A. Analysis on Energy Efficient Switching of Machine Tool With Stochastic Arrivals and Buffer Information. IEEE Trans. Autom. Sci. Eng. 2016, 13, 238–246. [Google Scholar] [CrossRef]
- Frigerio, N.; Matta, A. Analysis of an Energy Oriented Switching Control of Production Lines. Procedia CIRP 2015, 29, 34–39. [Google Scholar] [CrossRef]
- Renna, P. Energy saving by switch-off policy in a pull-controlled production line. Sustain. Prod. Consum. 2018, 16, 25–32. [Google Scholar] [CrossRef]
- Sun, Z.; Li, L. Opportunity Estimation for Real-Time Energy Control of Sustainable Manufacturing Systems. IEEE Trans. Autom. Sci. Eng. 2013, 10, 38–44. [Google Scholar] [CrossRef]
- Duque, E.T.; Fei, Z.; Wang, J.; Li, S.; Li, Y.F. Energy Consumption Control of One Machine Manufacturing System with Stochastic Arrivals Based on Fuzzy Logic. In Proceedings of the 2018 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Bangkok, Thailand, 16–19 December 2018; pp. 1503–1507. [Google Scholar] [CrossRef]
- Fernandez, M.; Li, L.; Sun, Z. “Just-for-Peak” buffer inventory for peak electricity demand reduction of manufacturing systems. Int. J. Prod. Econ. 2013, 146, 178–184. [Google Scholar] [CrossRef]
- Sun, Z.; Li, L.; Fernandez, M.; Wang, J. Inventory control for peak electricity demand reduction of manufacturing systems considering the tradeoff between production loss and energy savings. J. Clean. Prod. 2014, 82, 84–93. [Google Scholar] [CrossRef]
- Hu, S.; Liu, F.; He, Y.; Hu, T. An on-line approach for energy efficiency monitoring of machine tools. J. Clean. Prod. 2012, 27, 133–140. [Google Scholar] [CrossRef]
- Diaz, J.L.; Bermeo, M.; Diaz-Rozo, J.; Ocampo-Martinez, C. An optimization-based control strategy for energy efficiency of discrete manufacturing systems. ISA Trans. 2019, 93, 399–409. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chang, Q.; Xiao, G.; Biller, S.; Li, L. Energy Saving Opportunity Analysis of Automotive Serial Production Systems (March 2012). IEEE Trans. Autom. Sci. Eng. 2013, 10, 334–342. [Google Scholar] [CrossRef]
- Brundage, M.P.; Chang, Q.; Li, Y.; Arinez, J.; Xiao, G. Implementing a Real-Time, Energy-Efficient Control Methodology to Maximize Manufacturing Profits. IEEE Trans. Syst. Man Cybern. Syst. 2016, 46, 855–866. [Google Scholar] [CrossRef]
- Brundage, M.P.; Chang, Q.; Li, Y.; Arinez, J.; Xiao, G. Utilizing energy opportunity windows and energy profit bottlenecks to reduce energy consumption per part for a serial production line. In Proceedings of the2014 IEEE International Conference on Automation Science and Engineering (CASE), New Taipei, Taiwan, 18–22 August 2014; pp. 461–466. [Google Scholar] [CrossRef]
- Zou, J.; Arinez, J.; Chang, Q.; Lei, Y. Opportunity Window for Energy Saving and Maintenance in Stochastic Production Systems. J. Manuf. Sci. Eng. 2016, 138, 121009. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Chang, Q.; Ni, J.; Brundage, M.P. Event-Based Supervisory Control for Energy Efficient Manufacturing Systems. IEEE Trans. Autom. Sci. Eng. 2018, 15, 92–103. [Google Scholar] [CrossRef]
- Huang, Y.; Wang, J.; Li, S. Max-Plus Algebra Based Machine Sleep Decision for Energy Efficient Manufacturing. In Proceedings of the 2018 Chinese Automation Congress (CAC), Xi’an, China, 30 November–2 December 2018; pp. 3986–3991. [Google Scholar] [CrossRef]
- Mashaei, M.; Lennartson, B. Energy Reduction in a Pallet-Constrained Flow Shop through On–Off Control of Idle Machines. IEEE Trans. Autom. Sci. Eng. 2013, 10, 45–56. [Google Scholar] [CrossRef]
- Renna, P.; Materi, S. Switch off policies in job-shop manufacturing systems including workload evaluation. Int. J. Manag. Sci. Eng. Manag. 2021. [Google Scholar] [CrossRef]
- Materi, S.; D’Angola, A.; Renna, P. A dynamic decision model for energy-efficient scheduling of manufacturing system with renewable energy supply. J. Clean. Prod. 2020, 270, 122028. [Google Scholar] [CrossRef]
- Materi, S.; D’Angola, A.; Enescu, D.; Renna, P. Reducing energy costs and CO2 emissions by production system energy flexibility through the integration of renewable energy. Prod. Eng. 2021. [Google Scholar] [CrossRef]
- Abikarram, J.B.; McConky, K. Real time machine coordination for instantaneous load smoothing and photovoltaic intermittency mitigation. J. Clean. Prod. 2017, 142, 1406–1416. [Google Scholar] [CrossRef]
- Beier, J.; Neef, B.; Thiede, S.; Herrmann, C. Integrating on-site Renewable Electricity Generation into a Manufacturing System with Intermittent Battery Storage from Electric Vehicles. Procedia CIRP 2016, 48, 483–488. [Google Scholar] [CrossRef] [Green Version]
- Beier, J.; Thiede, S.; Herrmann, C. Energy flexibility of manufacturing systems for variable renewable energy supply integration: Real-time control method and simulation. J. Clean. Prod. 2017, 141, 648–661. [Google Scholar] [CrossRef]
- Schulze, C.; Blume, S.; Siemon, L.; Herrmann, C.; Thiede, S. Towards energy flexible and energy self-sufficient manufacturing systems. Procedia CIRP 2019, 81, 683–688. [Google Scholar] [CrossRef]
- Schulz, J.; Scharmer, V.M.; Zaeh, M.F. Energy self-sufficient manufacturing systems-Integration of renewable and decentralized energy generation systems. Procedia Manuf. 2020, 43, 40–47. [Google Scholar] [CrossRef]
- Popp, R.S.H.; Liebl, C.; Zaeh, M.F. Evaluation of the Energy Flexible Operation of Machine Tool Components. Procedia CIRP 2017, 63, 76–81. [Google Scholar] [CrossRef]
- Biel, K.; Zhao, F.; Sutherland, J.W.; Glock, C.H. Flow shop scheduling with grid-integrated onsite wind power using stochastic MILP. Int. J. Prod. Res. 2018, 56, 2076–2098. [Google Scholar] [CrossRef]
- Santana-Viera, V.; Jimenez, J.; Jin, T.; Espiritu, J. Implementing factory demand response via onsite renewable energy: A design-of-experiment approach. Int. J. Prod. Res. 2015, 53, 7034–7048. [Google Scholar] [CrossRef]
- Wang, X.; Ding, H.; Qiu, M.; Dong, J. A low-carbon production scheduling system considering renewable energy. In Proceedings of the 2011 IEEE International Conference on Service Operations Logistics and Informatics, Beijing, China, 10–12 July 2011; pp. 101–106. [Google Scholar] [CrossRef]
- Liu, C.-H. Mathematical programming formulations for single-machine scheduling problems while considering renewable energy uncertainty. Int. J. Prod. Res. 2016, 54, 1122–1133. [Google Scholar] [CrossRef]
- Liu, C.-H. Discrete lot-sizing and scheduling problems considering renewable energy and CO2 emissions. Prod. Eng. 2016, 10, 607–614. [Google Scholar] [CrossRef]
- Fattahi, M.; Mosadegh, H.; Hasani, A. Sustainable planning in mining supply chains with renewable energy integration: A real-life case study. Resources Policy 2018, 101296. [Google Scholar] [CrossRef]
- Zhai, Y.; Biel, K.; Zhao, F.; Sutherland, J.W. Dynamic scheduling of a flow shop with on-site wind generation for energy cost reduction under real time electricity pricing. CIRP Ann.-Manuf. Technol. 2017, 66, 41–44. [Google Scholar] [CrossRef]
- Wang, S.; Mason, S.J.; Gangammanavar, H. Stochastic optimization for flow-shop scheduling with on-site renewable energy generation using a case in the United States. Comput. Ind. Eng. 2020, 149, 106812. [Google Scholar] [CrossRef]
- Fazli Khalaf, A.; Wang, Y. Energy-cost-aware flow shop scheduling considering intermittent renewables, energy storage, and real-time electricity pricing. Int. J. Energy Res. 2018, 42, 3928–3942. [Google Scholar] [CrossRef]
- Jin, T.; Subramanyam, V.K.; Castillo-Villar, K.K.; Sun, F. Optimal sizing of renewable microgrid for flow shop systems under island operations. Procedia Manuf. 2020, 51, 1779–1784. [Google Scholar] [CrossRef]
- Subramanyam, V.; Jin, T.; Novoa, C. Sizing a renewable microgrid for flow shop manufacturing using climate analytics. J. Clean. Prod. 2020, 252, 119829. [Google Scholar] [CrossRef]
- Wu, X.; Shen, X.; Cui, Q. Multi-Objective Flexible Flow Shop Scheduling Problem Considering Variable Processing Time due to Renewable Energy. Sustainability 2018, 10, 841. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Cai, J.; Fang, K.; Zhao, F.; Sutherland, J.W. Operational optimization of a grid-connected factory with onsite photovoltaic and battery storage systems. Appl. Energy 2017, 205, 1538–1547. [Google Scholar] [CrossRef]
- Nayak, A.; Lee, S.; Sutherland, J.W. Dynamic Load Scheduling for Energy Efficiency in a Job Shop with On-site Wind Mill for Energy Generation. Procedia CIRP 2019, 80, 197–202. [Google Scholar] [CrossRef]
- Cui, W.; Li, L.; Lu, Z. Energy-efficient scheduling for sustainable manufacturing systems with renewable energy resources. Nav. Res. Logist. (NRL) 2019, 66, 154–173. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ABC | Artificial Bee Colony | MFOA | Moth Flame Optimization Algorithm |
|---|---|---|---|
| ACA | ant colony algorithm | MOEA/D | multi-objective evolutionary algorithm based on decomposition |
| AGA | adaptive genetic algorithm | ||
| AMOSA | archived multi-objective simulated annealing | NEH | nawaz-enscore-ham heuristic |
| NRGA | non-dominated ranked genetic algorithm | ||
| BA | bat algorithm | NSGA-II | non-dominated sorting genetic algorithm ii |
| CGA | cellular genetic algorithm | PSO | particle swarm optimization |
| DNGA | domination number-based genetic algorithm | RKGA | random key genetic algorithm |
| RNS | randomized neighborhood search | ||
| FFOA | fruit fly optimization algorithm | RSA | restarted simulated annealing |
| FPA | flower pollination algorithm | SPEA-II | strength pareto evolutionary algorithm ii |
| GGA | grouping genetic algorithm | SPGA-II | sub population genetic algorithm ii |
| GWOA | grey wolf optimization algorithm | VNS | variable neighborhood search |
| ICA | imperialist competitive algorithm | WOA | whale optimization algorithm |
| MBO | migrating bird optimization | WWO | water wave optimization |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Renna, P.; Materi, S. A Literature Review of Energy Efficiency and Sustainability in Manufacturing Systems. Appl. Sci. 2021, 11, 7366. https://doi.org/10.3390/app11167366
Renna P, Materi S. A Literature Review of Energy Efficiency and Sustainability in Manufacturing Systems. Applied Sciences. 2021; 11(16):7366. https://doi.org/10.3390/app11167366
Chicago/Turabian StyleRenna, Paolo, and Sergio Materi. 2021. "A Literature Review of Energy Efficiency and Sustainability in Manufacturing Systems" Applied Sciences 11, no. 16: 7366. https://doi.org/10.3390/app11167366
APA StyleRenna, P., & Materi, S. (2021). A Literature Review of Energy Efficiency and Sustainability in Manufacturing Systems. Applied Sciences, 11(16), 7366. https://doi.org/10.3390/app11167366