
Manufacturing Execution System Integration through the Standardization of a Common Service Model for Cyber-Physical Production Systems


Abstract
:1. Introduction
1.1. Main Contributions
- (i)
- Proposition of a simplified CPS conceptual and information model, whose elements represent the basis for the definition of a common vocabulary in service integration and interoperability semantics (see Section 3.2);
- (ii)
- Realization of such service integration model as the core of a new, minimalistic concept of MES, which is based on as few assumptions as possible. It privileges standardized industrial technology service and data publishing via Open Platform Communications Unified Architecture (OPC UA) and Message Queuing Telemetry Transport (MQTT) (see Section 3.3);
- (iii)
- Exploitation of such universal service integration model to a variety of heterogeneous manufacturing cells through by means of a so-called Production Administration Shell (PAS) (see Section 4.3);
- (iv)
- Demonstration of the presented approach in a research lab for manufacturing. This is a learning factory and an open ecosystem which offers students, researchers, as well as industrial partners the opportunity to perform research on CPPS related topics. An ideal place to study the challenges and to understand the benefits of elevating the CPS to a mature level of interoperability in a production context (see Section 5).
1.2. Paper Outline
2. Review of Literature and Standards
2.1. Cyber-Physical Production Systems
2.2. Distributed Intelligence Architectures in Manufacturing
2.3. MES from the Manufacturing Viewpoint
2.4. MES from IT Standpoint
2.5. Requirements of the Realized System
- (i)
- enabling both high- and low-level intelligent solutions in the production control hierarchy;
- (ii)
- facilitating modern, standardized and easy-to-adopt integration on both end-points;
- (iii)
- leveraging built-in asynchronous, message-based dispatching systems
- (iv)
- propagating both historical and real-time data collection;
- (v)
- obtaining a robust, process-focused, event-based and parallel-running control logic for the realization of a time and product “irrelevant” result;
- (vi)
- utilizing service-oriented architectural approaches and IT solutions;
- (vii)
- guaranteeing openness to predefined exception handling, as well as to unpredictable execution changing.
3. Methodology
3.1. Basic Concepts
3.2. Cps Service Model and Architecture of the Mess
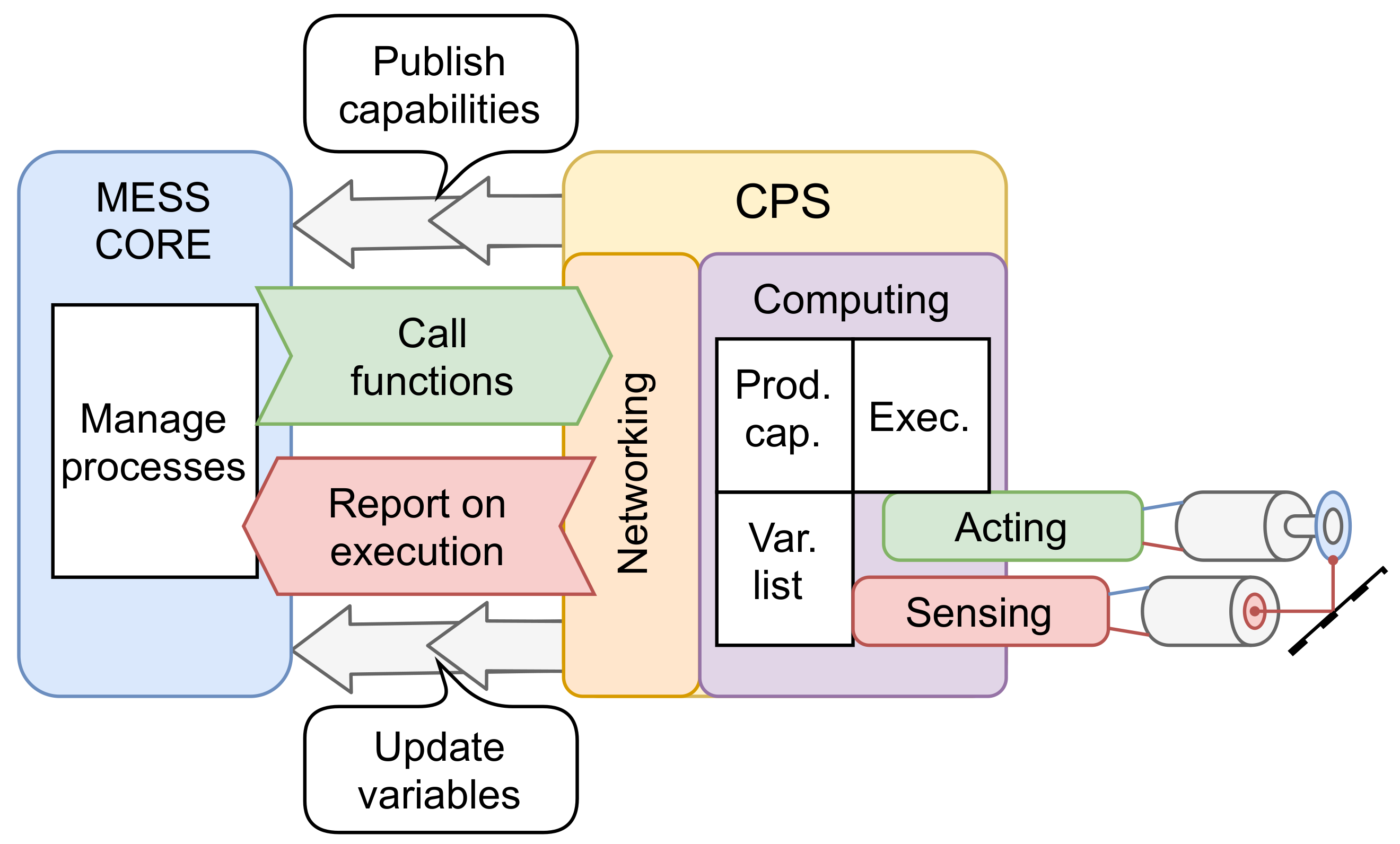
- (i)
- enables to connect, disconnect, and refresh requests from the system core;
- (ii)
- provides information on CPS structure—i.e., device description, capabilities, and variables—and its statuses;
- (iii)
- enables the execution of a function call;
- (iv)
- reports on the call’s status changes;
- (v)
- provides the call’s historical information;
- (vi)
- reports changes on subscribed variable; and
- (vii)
- provides error handling functions (cancel, end, kill process tasks).
- (i)
- one CPS may contain one or more physical devices;
- (ii)
- on the contrary, one device can only belong to exactly one CPS;
- (iii)
- variables and functionality of the devices can be reached only through the CPS abstraction model; and
- (iv)
- the CPS functions can be a logical combination of different physical devices’ functions.
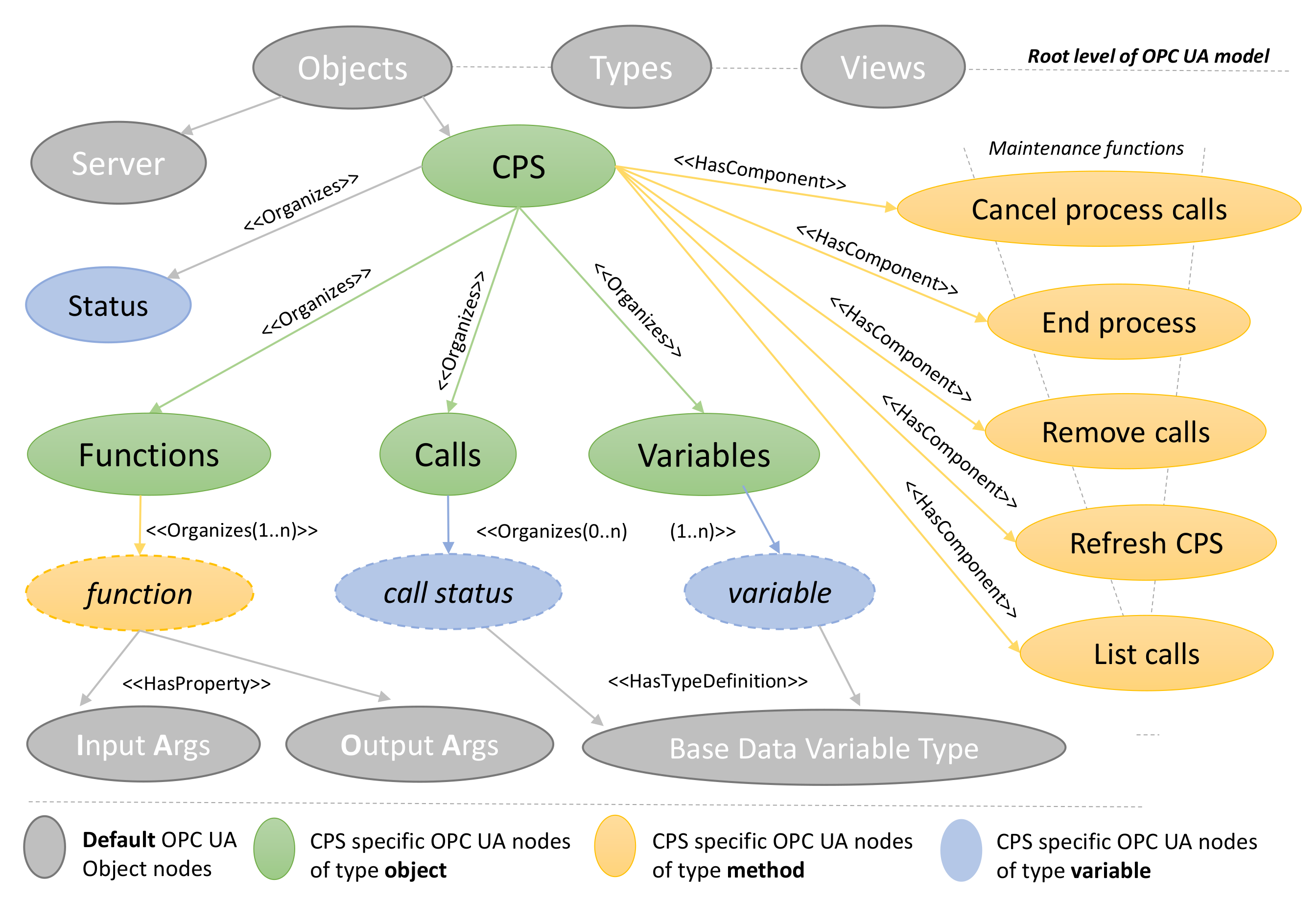
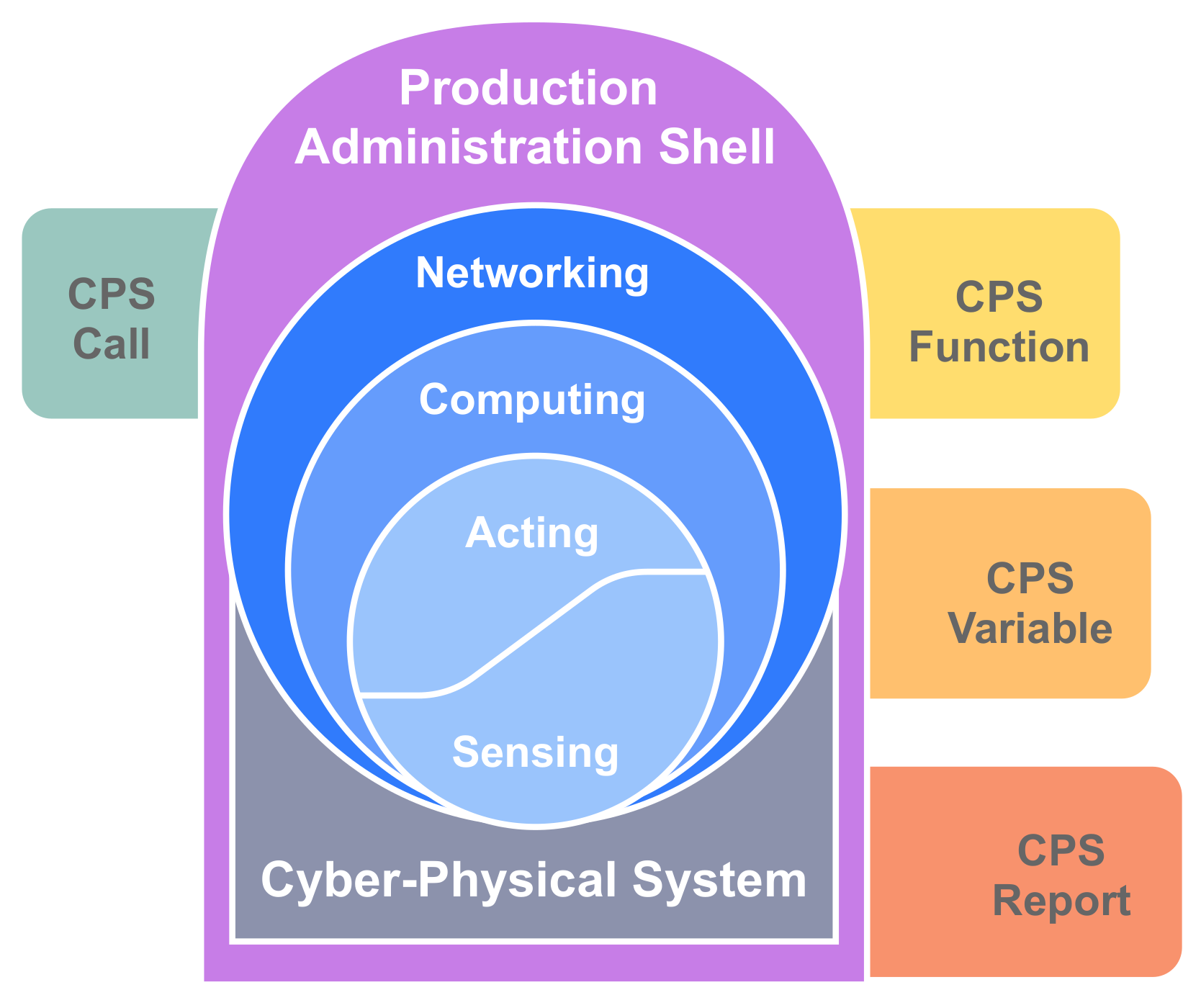
3.3. Common OPC UA Model of a CPS
4. System Implementation
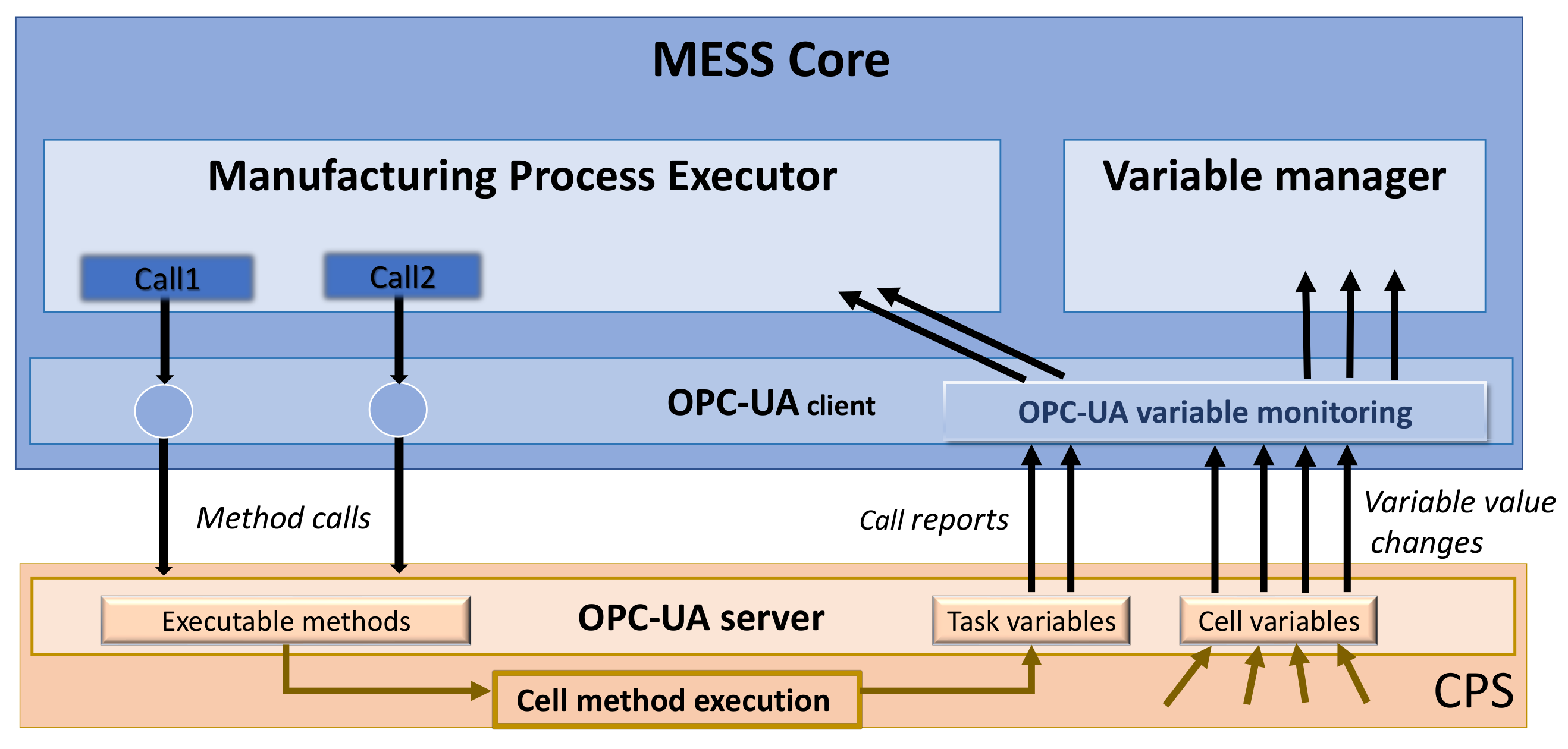
4.1. Mess Core
- –
- HTTP Service Brokering Manager for the front-end interface to the client components. It consists of an HTTP server to receive user requests, and an HTTP client to pass event messages to the connected clients;
- –
- OPC UA Server for external OPC UA compliant client interface. It embodies and leverages an extended version of the Milo open-source project for complete OPC UA stack management;
- –
- Process Manager is in charge for the execution of the process plans. It is one of the most crucial components of the MESS Core component. It manages the parallel execution of different process plans from different sources. It takes care of the proper locking and releasing mechanism of the resources. Nevertheless, it guarantees the precedence constraints between the operations (CPS functions) during the process plan execution, so that technologically irreplaceable operations cannot be interchanged. The sequence of CPS functions is to guarantee an acceptable and feasible production plan;
- –
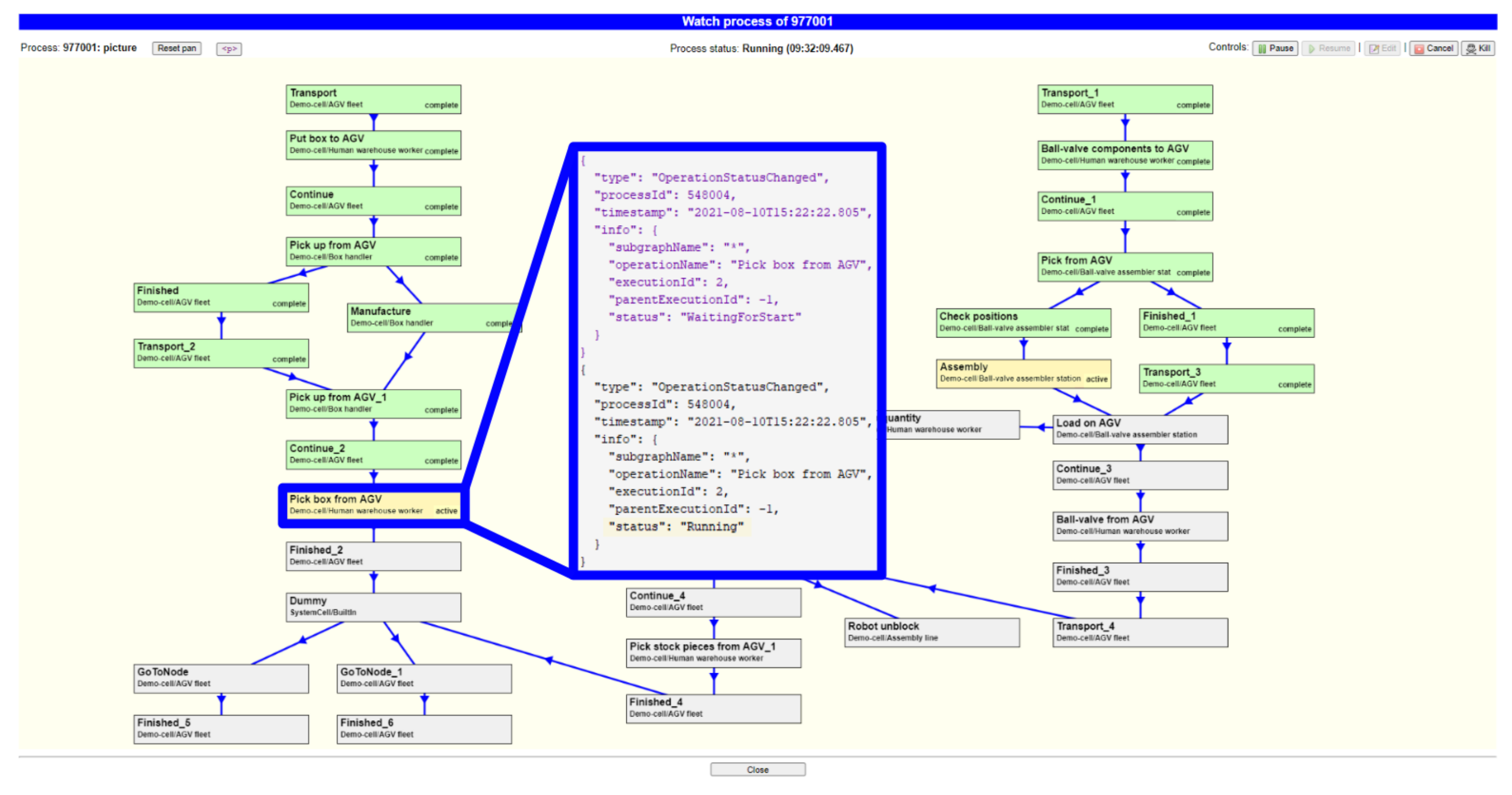
- Event Message Handler implements and manages the event-based logic of the MESS Core. Clients can sign up in order to monitor various kinds of events, and the manager is in charge to notify them both on the status changes of the MESS core and the CPS components, as well as on changes in the physical variables’ value. It can also dispatch messages from the CPS;
- –
- Database Manager is responsible for the persistent event logging. It records the events in the original form and manages the temporal labeling of the program, process, and operation life-cycles, as well;
- –
- MESS Manager controls the communication between the other program layers;
- –
- CPS Mapper is finally entitled to provide a unified mechanism to synchronize and consistently manage the connection and the information exchanged between the MESS Manager and the CPS Twinning layer (and its various CPS components).
4.2. CPS Twinning
4.3. Production Administration Shell
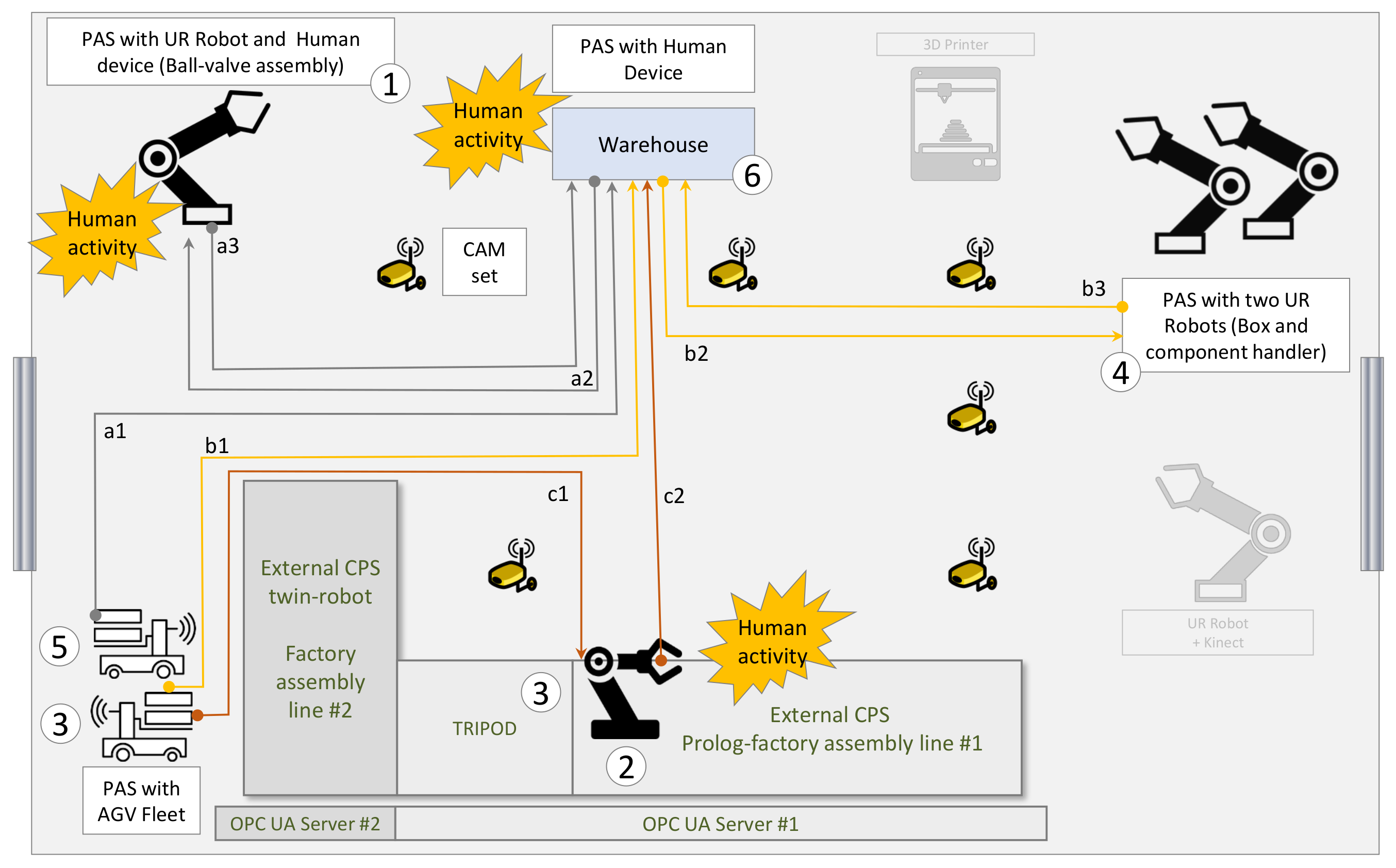
5. Demonstration Use-Case
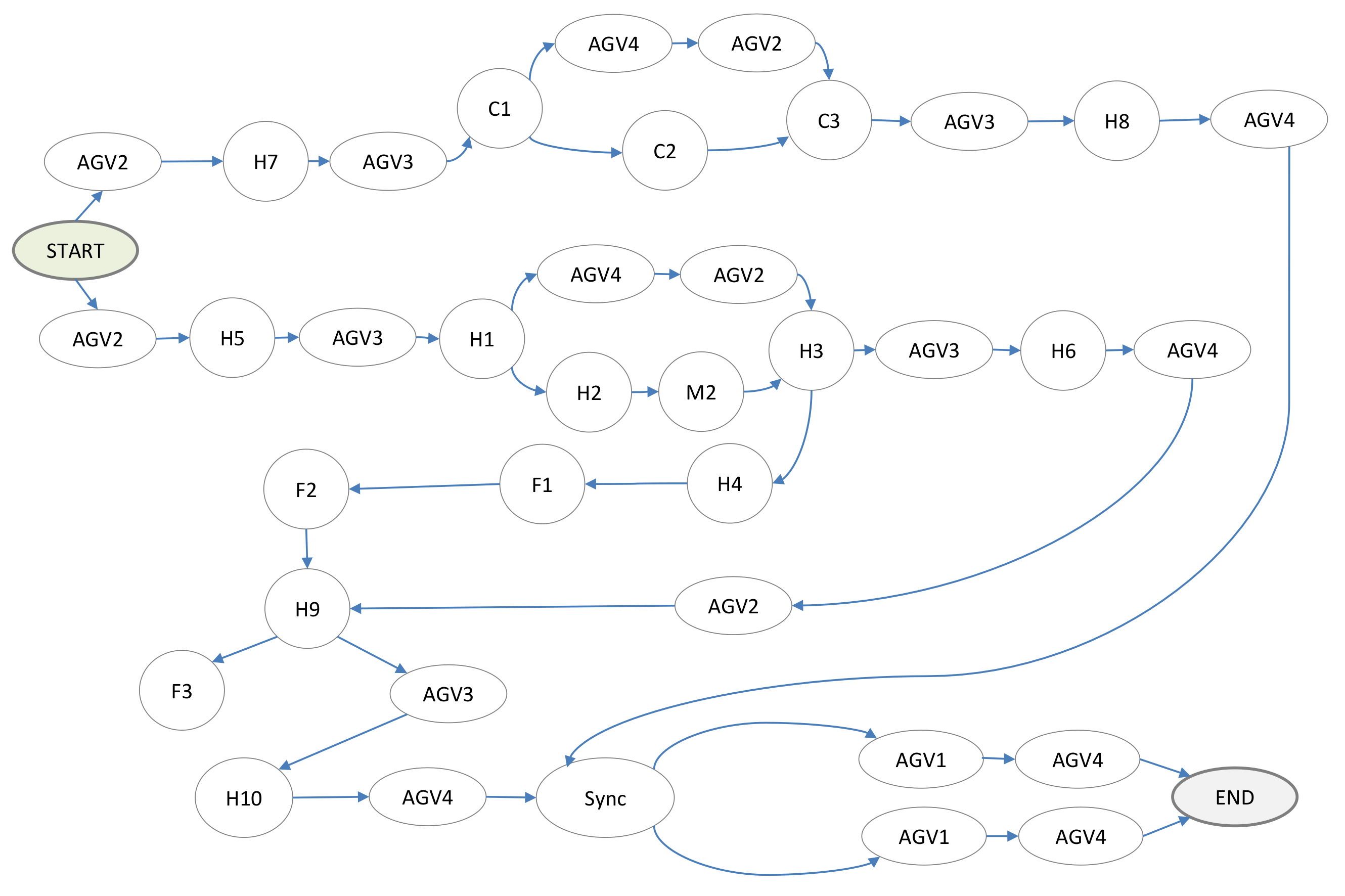
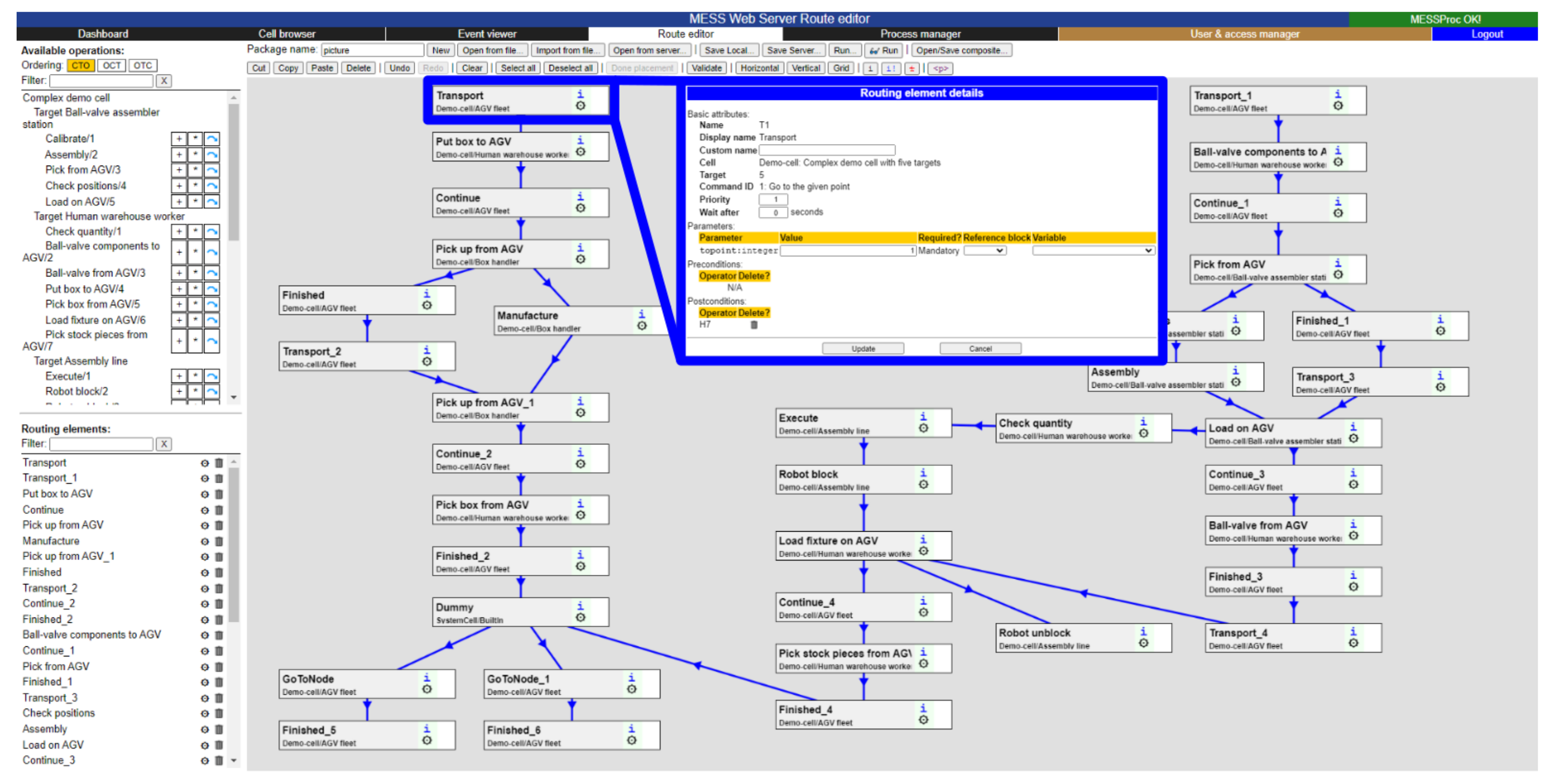
5.1. The Experimental Scenario
- Step 1:
- Request of an AGV at the warehouse, where the human operator loads the pieces needed at the box handling cell;
- Step 2:
- In parallel, another AGV is dispatched to the warehouse for the necessary ball–valve assembly pieces;
- Step 3:
- AGVs deliver the materials to the docking positions indicated;
- Step 4:
- The box-handling robot picks up the pieces, orders them, and releases the box by positioning it onto the AGV;
- Step 5:
- At the ball–valve station, the human operator picks up the pieces, places them on the fixture, checks position and tools, and acknowledges back. Calibration and assembly operations then follow. When completed, the human operator loads the assembled ball–valve onto the AGV, which delivers it to the warehouse;
- Step 6:
- The human operator at the warehouse unloads the manufactured pieces and stores them. The AGV is then released;
- Step 7:
- At a certain time, another AGV is requested to the factory line #1, which is operating on the thermometers;
- Step 8:
- When completed, the robot from factory line #1 will load the fixture containing thermometers onto the AGV, which will finally deliver them to the warehouse;
- Step 9:
- As in point 6;
- Step 10:
- AGVs are finally released and sent to the docking station for charging.
5.2. Discussion and Lessons Learned
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AGV | Automated Guided Vehicle |
| AI | Artificial Intelligence |
| ANSI | American National Standards Institute |
| ANSI/ISA-95 | International Standard for Enterprise-Control System Integration |
| API | Application Programming Interface |
| ARTI | Activity Resource Type Instance Reference Architecture |
| AS | Administration Shell |
| BoM | Bill of Materials |
| CIM | Computer Integrated Manufacturing |
| Cmd | Command |
| CPS | Cyber-Physical System |
| CPPS | Cyber-Physical Production System |
| DAI | Distributed Artificial Intelligence |
| DCL | Device Communication Layer |
| ERP | Enterprise Resource Planning |
| GUI | Graphical User Interface |
| HMS | Holonic Manufacturing System |
| HRC | Human–Robot Collaboration |
| HTTP | HyperText Transfer Protocol |
| I4.0 | Industry 4.0 |
| IIAF | Industrial Internet Architectural Framework |
| IIC | Industrial Internet Consortium |
| IIoT | Industrial Internet of Things |
| IIRA | Industrial Internet Reference Architecture |
| IIS | Industrial Internet System |
| IoT | Internet of Things |
| ISA | International Society of Automation |
| IT | Information Technology |
| JSON | JavaScript Object Notation |
| MAS | Multi-Agent System |
| MES | Manufacturing Execution System |
| MESA | Manufacturing Enterprise Solutions Association International |
| MESS | Manufacturing Execution System as a Service |
| MIES | Manufacturing Information and Execution System |
| MOM | Manufacturing Operations Management |
| MQTT | Message Queuing Telemetry Transport |
| OPC UA | Open Platform Communications Unified Architecture |
| NIST | National Institute of Standards and Technology |
| NES | Networked Embedded System |
| PAS | Production Administration Shell |
| PLM | Plant Lifecycle Management |
| PROSA | Product-Resource-Order-Staff (Reference) Architecture for HMS |
| RAMI 4.0 | Reference Architecture Model for Industry 4.0 |
| Rep | Report |
| SEMATECH | Semiconductor Manufacturing Technology Consortium |
| SIMA | Systems Integration of Manufacturing Applications Reference Architecture |
| TCP | Transmission Control Protocol |
| UDP | User Datagram Protocol |
| Var | Variable |
| VDI | Verein Deutscher Ingenieure |
| (translation: Association of German Engineers) | |
| ZVEI | Zentralverband Elektrotechnik- und Elektronikindustri eV |
| (translation: Electrical and Electronic Manufacturers’ Association) |
References
- Monostori, L.; Váncza, J. Towards living manufacturing systems. Procedia CIRP 2020, 93, 323–328. [Google Scholar] [CrossRef]
- Kletti, J. (Ed.) Manufacturing Execution System—MES; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar] [CrossRef]
- Monostori, L. Cyber-physical Production Systems: Roots, Expectations and R&D Challenges. Procedia CIRP 2014, 17, 9–13. [Google Scholar] [CrossRef]
- Monostori, L.; Kádár, B.; Bauernhansl, T.; Kondoh, S.; Kumara, S.; Reinhart, G.; Sauer, O.; Schuh, G.; Sihn, W.; Ueda, K. Cyber-physical systems in manufacturing. CIRP Ann. 2016, 65, 621–641. [Google Scholar] [CrossRef]
- Ezell, S. Why Manufacturing Digitalization Matters and How Countries Are Supporting It? 2018. Available online: http://www2.itif.org/2018-manufacturing-digitalization.pdf (accessed on 30 March 2020).
- Kilimis, P.; Zou, W.; Lehmann, M.; Berger, U. A Survey on Digitalization for SMEs in Brandenburg, Germany. IFAC PapersOnLine 2019, 52, 2140–2145. [Google Scholar] [CrossRef]
- Ignat, V. Digitalization and the global technology trends. In Proceedings of the 32nd International Conference on Computer Applications in Industry and Engineering, Sibiu, Romania, 14–17 June 2017; Volume 227, p. 012062. [Google Scholar] [CrossRef] [Green Version]
- Muhamad Ibrahim, N.; Hassan, M.F. A Comprehensive Comparative Study of MOM for Adaptive Interoperability Communications in Service Oriented Architecture. Int. J. Trend Sci. Res. Dev. 2019, 3, 23–30. [Google Scholar] [CrossRef] [Green Version]
- West, D.M. What Happens If Robots Take the Jobs? The Impact of Emerging Technologies on Employment and Public Policy. 2015. Available online: https://www.brookings.edu/wp-content/uploads/2016/06/robotwork.pdf (accessed on 20 April 2020).
- i-SCOOP. Manufacturing Execution Systems (MES)—Evolutions and Software Solutions. Available online: https://www.i-scoop.eu/industry-4-0/manufacturing-execution-systems-mes-evolutions-software-solutions/ (accessed on 24 March 2020).
- Stark, R.; Damerau, T. Digital Twin. In CIRP Encyclopedia of Production Engineering; Springer: Berlin/Heidelberg, Germany, 2019; pp. 1–8. [Google Scholar] [CrossRef]
- Report, M.S. The Multi-Directional Evolution of MES Software. 2018. Available online: https://www.sme.org/technologies/articles/2018/june/the-multi-directional-evolution-of-mes-software/ (accessed on 20 August 2020).
- MESA International. MESA Model V2.1. 2019. Available online: http://www.mesa.org/en/modelstrategicinitiatives/MESAModel.asp (accessed on 30 June 2020).
- VDI; VDE; ZVEI. GMA Status Report: Reference Architecture Model Industrie 4.0 (RAMI 4.0). 2015. Available online: https://www.zvei.org/fileadmin/user_upload/Presse_und_Medien/Publikationen/2016/januar/GMA_Status_Report__Reference_Archtitecture_Model_Industrie_4.0__RAMI_4.0_/GMA-Status-Report-RAMI-40-July-2015.pdf (accessed on 30 June 2020).
- Industrial Internet Consortium. Industrial Internet Reference Architecture. 2015. Available online: https://www.iiconsortium.org/IIRA.htm (accessed on 23 April 2018).
- Pedone, G.; Mezgár, I. Model similarity evidence and interoperability affinity in cloud-ready Industry 4.0 technologies. Comput. Ind. 2018, 100, 278–286. [Google Scholar] [CrossRef] [Green Version]
- Monostori, L.; Váncza, J.; Kumara, S.R. Agent-based systems for manufacturing. CIRP Ann. 2006, 55, 697–720. [Google Scholar] [CrossRef] [Green Version]
- Enterprise Information Systems. INDUSTRY 4.0 STANDARDS. 2017. Available online: http://i40.semantic-interoperability.org/ (accessed on 30 June 2020).
- Almada-Lobo, F. The Industry 4.0 revolution and the future of Manufacturing Execution Systems (MES). J. Innov. Manag. 2016, 3, 16–21. [Google Scholar] [CrossRef]
- Kemény, Z.; Váncza, J.; Wang, L.; Wang, X.V. Human–Robot Collaboration in Manufacturing: A Multi-agent View. In Advanced Human-Robot Collaboration in Manufacturing; Wang, L., Wang, X.V., Váncza, J., Kemény, Z., Eds.; Springer International Publishing: Cham, Switzerland, 2021; pp. 3–41. [Google Scholar]
- Mantravadi, S.; Møller, C. An Overview of Next,-generation Manufacturing Execution Systems: How important is MES for Industry 4.0? Procedia Manuf. 2019, 30, 588–595. [Google Scholar] [CrossRef]
- Alcácer, V.; Cruz-Machado, V. Scanning the Industry 4.0: A Literature Review on Technologies for Manufacturing Systems. Eng. Sci. Technol. Int. J. 2019, 22, 899–919. [Google Scholar] [CrossRef]
- Lu, Y.; Xu, X. Resource virtualization: A core technology for developing cyber-physical production systems. J. Manuf. Syst. 2018, 47, 128–140. [Google Scholar] [CrossRef]
- Cardin, O. Classification of cyber-physical production systems applications: Proposition of an analysis framework. Comput. Ind. 2019, 104, 11–21. [Google Scholar] [CrossRef] [Green Version]
- Trabesinger, S.; Pichler, R.; Schall, D.; Gfrerer, R. Connectivity as a prior challenge in establishing CPPS on basis of heterogeneous IT-software environments. Procedia Manuf. 2019, 31, 370–376. [Google Scholar] [CrossRef]
- Faller, C.; Höftmann, M. Service-oriented communication model for cyber-physical-production-systems. Procedia CIRP 2018, 67, 156–161. [Google Scholar] [CrossRef]
- Biesinger, F.; Meike, D.; Kraß, B.; Weyrich, M. A digital twin for production planning based on cyber-physical systems: A Case Study for a Cyber-Physical System-Based Creation of a Digital Twin. Procedia CIRP 2019, 79, 355–360. [Google Scholar] [CrossRef]
- Wunck, C. Towards a Microservice Architecture for the Manufacturing Operations Layer. In Proceedings of the 32nd International Conference on Computer Applications in Industry and Engineering, San Diego, CA, USA, 30 September–2 October 2019; Volume 63, pp. 241–250. [Google Scholar] [CrossRef] [Green Version]
- García, M.V.; Irisarri, E.; Pérez, F.; Estévez, E.; Marcos, M. An Open CPPS Automation Architecture based on IEC-61499 over OPC-UA for flexible manufacturing in Oil&Gas Industry. IFAC-PapersOnLine 2017, 50, 1231–1238. [Google Scholar] [CrossRef]
- Yang, C.; Lan, S.; Wang, L.; Shen, W.; Huang, G. Big data driven edge-cloud collaboration architecture for cloud manufacturing: A software defined perspective. IEEE Access 2020, 8, 45938–45950. [Google Scholar] [CrossRef]
- Jo, G.; Jang, S.H.; Jeong, J. Design and Implementation of CPPS and Edge Computing Architecture based on OPC UA Server. Procedia Comput. Sci. 2019, 155, 97–104. [Google Scholar] [CrossRef]
- Kim, J.; Jo, G.; Jeong, J. A Novel CPPS Architecture Integrated with Centralized OPC UA server for 5G-based Smart Manufacturing. Procedia Comput. Sci. 2019, 155, 113–120. [Google Scholar] [CrossRef]
- Regal, T.; Pereira, C.E. Towards a conceptual model of structural and behavioral elements in cyber-physical production systems. IFAC-PapersOnLine 2019, 52, 863–868. [Google Scholar] [CrossRef]
- Liu, C.; Jiang, P.; Jiang, W. Web-based digital twin modeling and remote control of cyber-physical production systems. Robot. Comput. Integr. Manuf. 2020, 64, 101956. [Google Scholar] [CrossRef]
- Engelsberger, M.; Greiner, T. Dynamic reconfiguration of service-oriented resources in cyber—Physical production systems by a process-independent approach with multiple criteria and multiple resource management operations. Future Gener. Comput. Syst. 2018, 88, 424–441. [Google Scholar] [CrossRef]
- Russell, S.; Wefald, E. Do the Right Thing—Studies in Limited Rationality; MIT Press: Cambridge, MA, USA, 1991. [Google Scholar]
- Shih, W.; Srihari, K. Distributed Artificial Intelligence in manufacturing systems control. Comput. Ind. Eng. 1995, 29, 199–203. [Google Scholar] [CrossRef]
- Arinez, J.F.; Chang, Q.; Gao, R.X.; Xu, C.; Zhang, J. Artificial Intelligence in Advanced Manufacturing: Current Status and Future Outlook. J. Manuf. Sci. Eng. 2020, 142, 110804. [Google Scholar] [CrossRef]
- Leitao, P. Multi-agent Systems in Industry: Current Trends & Future Challenges. In Beyond Artificial Intelligence. Topics in Intelligent Engineering and Informatics; Kelemen, J., Romportl, J.Z.E., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; Volume 4. [Google Scholar] [CrossRef]
- Van Brussel, H.; Wyns, J.; Valckenaers, P.; Bongaerts, L.; Peeters, P. Reference architecture for holonic manufacturing systems: PROSA. Comput. Ind. 1998, 37, 255–274. [Google Scholar] [CrossRef]
- Foit, K.; Banas, W.; Gwiazda, A.; Hryniewicz, P. The comparison of the use of holonic and agent-based methods in modeling of manufacturing systems. IOP Conf. Ser. Mater. Sci. Eng. 2017, 227, 012046. [Google Scholar] [CrossRef]
- Saint Germain, B.; Valckenaers, P.; Van Brussel, H.; Van Belle, J. Networked manufacturing control: An industrial case. Cirp J. Manuf. Sci. Technol. 2011, 4, 324–326. [Google Scholar] [CrossRef]
- Ádám, S.; Kádár, B. Platform and direct exchange-based mechanisms for resource sharing in distributed manufacturing: A comparison. CIRP Ann. 2021, 70, 407–410. [Google Scholar] [CrossRef]
- Ádám, S.; Pedone, G.; Egri, P.; Ádám, S.; Nick, G. A mutualistic framework for sustainable capacity sharing in manufacturing. Procedia CIRP 2020, 93, 938–943. [Google Scholar] [CrossRef]
- Beregi, R.; Pedone, G.; Preuveneers, D. Towards trustworthy Cyber-physical Production Systems: A dynamic agent accountability approach. J. Ambient. Intell. Smart Environ. 2021, 13, 157–180. [Google Scholar] [CrossRef]
- MESA International—White Paper #6. In MES Explained: A High Level Vision; Technical Report; MESA: Pittsburgh, PA, USA, 1997.
- Computer Security Resource Center, Information Technology Laboratory, NIST. Glossary. 2021. Available online: https://csrc.nist.gov/glossary/term/Manufacturing_Execution_System (accessed on 31 May 2021).
- Barkmeyer, E.; Christopher, N.; Feng, S.; Fowler, J.; Frechette, S.; Jones, A.; Jurrens, K.; McLean, C.; Pratt, M.; Scott, H.; et al. SIMA Reference Architecture Part I: Activity Models; NIST: Gaithersburg, MD, USA, 1987. [Google Scholar] [CrossRef]
- VDI 5600 Blatt 1. Fertigungsmanagementsysteme (Manufacturing Execution Systems—MES), Technical Report; VDI: Düsseldorf, Germany, 2016.
- Hawker, J.S. CIM Framework architecture and application models. In Information Infrastructure Systems for Manufacturing II: IFIP TC5 WG5.3/5.7, Proceedings of the Third International Working Conference on the Design of Information Infrastructure Systems for Manufacturing (DIISM’98), Fort Worth, TX, USA, 18–20 May 1998; Springer US: Boston, MA, USA, 1999; pp. 201–214. [Google Scholar] [CrossRef] [Green Version]
- OPC Foundation. OPC Unified Architecture. 2015. Available online: https://opcfoundation.org/developer-tools/specifications-unified-architecture (accessed on 19 May 2021).
- Edward, A.L.; Sanjit, A.S. Introduction to Embedded Systems, A Cyber-Physical Systems Approach, 2nd ed.; MIT Press: Cambridge, MA, USA, 2017. [Google Scholar]
- Mosterman, P.J.; Zander, J. Cyber-physical systems challenges: A needs analysis for collaborating embedded software systems. Softw. Syst. Model. 2016, 15, 5–16. [Google Scholar] [CrossRef]
- OPC Foundation. OPC Unified Architecture. Interoperability for Industrie 4.0 and the Internet of Things. 2019. Available online: https://www.festo.com/rep/en-gb_gb/assets/pdf/GB-OPC-UA-Interoperability-For-Industrie4-and-IoT-EN-v5-June-2017.pdf (accessed on 30 June 2020).
- Kemény, Z.; Beregi, R.; Tipary, B.; Abai, K.; Nacsa, J. Recent advances in learning content and infrastructure development for layout and process planning courses at the SZTAKI learning factories. Procedia Manuf. 2020, 45, 319–324. [Google Scholar] [CrossRef]
- Szántó, N.; Pedone, G.; Monek, G.; Háy, B.; Jósvai, J. Transformation of traditional assembly lines into interoperable CPPS for MES: An OPC UA enabled scenario. Procedia Manuf. 2021, 54, 118–123. [Google Scholar] [CrossRef]
- Kemény, Z.; Beregi, R.; Nacsa, J.; Kardos, C.; Horváth, D. Human–robot collaboration in the MTA SZTAKI learning factory facility at Győr. Procedia Manuf. 2018, 23, 105–110. [Google Scholar] [CrossRef]
- Kis, K.B.; Csempesz, J.; Csáji, B.C. A simultaneous localization and mapping algorithm for sensors with low sampling rate and its application to autonomous mobile robots. Procedia Manuf. 2021, 54, 154–159. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Framework, Association/Company (Headquarters, Year of Publication) | Proposed Functionalities |
|---|---|
| SIMA, NIST (USA, 1987) | production data collection production unit and resource tracking production unit dispatching operation sequence development detailed schedule development data analysis document management |
| MESA-11, MESA (USA, 1997) | data collection/acquisition operation/detail scheduling product tracking production unit dispatching resource allocation and status process management labor management quality management maintenance management performance analysis document control |
| MIES, SEMATECH (USA, 1999) | material movement machine control advanced process control factory labor process specification management schedule management factory services factory management and operations |
| MES, ZVEI (DE, 2007) | data acquisition and processing operating resources management material management personnel management interface management information management detailed planning and detailed scheduling control quality management performance analysis |
| ideal MES, MPDV Mikrolab (DE, 2007) | production data acquisition machine data collection control station planning table tool and resource management transmission of machine settings material and production logistics |
| Name | Description | Rationale |
|---|---|---|
| Production resource capabilities list | Provide a list of all of the resources available, together with their specific capabilities. | To have an overall view of what can or cannot be done in the system in terms of production capabilities combination. |
| Resource change management | Provide a preliminary analysis and validation work-flow for changes in production resources. It aims at guiding the users along a process of testing, configuration and acceptance of the new production resource and its capabilities. | To identify early problems in production environment configuration. |
| Production data acquisition and collection | Monitor all resources of the production system, and store the acquired data for later reporting and analysis. | To acquire and collect operational data. |
| Production tasks dispatching | Address each single production step to the correct CPS and evaluate the overall answer. | To guarantee the link between control and physical execution. |
| Production process control | Be the system responsible to initiate and execute the list of tasks contained in the production process in the correct order. | To guarantee the correct execution of tasks sequence on the basis of their precedence. |
| Production process tracking | Monitor the progress of production and provide up-to-the-minute report on the production status. | To provide process supervision and tracking adherent to the real advancement of production process. |
| Production process planning | Provide an adaptive digital twin of the production process, which makes timely decisions to adjust the schedule and the process plan when unexpected situations occur. | To have a system component capable of managing requests to adapt process execution on the basis of inter-occurred environmental changes. |
| Name | Description |
|---|---|
| Resource | Any manufacturing or logistic machine/device or human operator in the production system that has the ability to perform production related activity. |
| Capability | Abstract description of the functionality that is provided by the Resources towards the system (e.g., gripping, drilling, identification of elements). |
| Task | A binding between specific Resources and a selected Capability to perform the required production related activity. |
| Process Plan | A sequence of selected Tasks necessary to perform specific complex production related activities, based on the technological precedence constraints (e.g., assembling, transporting, quality checking). |
| Workpiece | Every material, part, sub-assembly, assembly and product which is in the production system. (out of scope of this paper) |
| Operation | A binding between a specific Task and the Workpiece, which is the object of the specified Task. (out of scope of this paper) |
| Routing/Schedule | The sequence of selected Operations necessary to produce one or more products in the manufacturing system. The Schedule is the time-based dimension of the planned Routing. (out of scope of this paper) |
| Name | Description |
|---|---|
| CPS Function | From the point of view of an external production environment, any consumable (micro or macro) service with a well-defined, perceivable utility in the overall process. |
| CPS Call | The sequence of actions and events after the invocation of a CPS Function on a specific CPS until it is carried out flawlessly. |
| CPS Report | Any feed-back or status update in the advancement of a CPS Call execution regarding production or environmental changes. |
| CPS Variable | Any observable physical signal or computed quantity produced by the CPS and published to the external world. |
| CPS | Integration Type | CPS Controllers | Production Services |
|---|---|---|---|
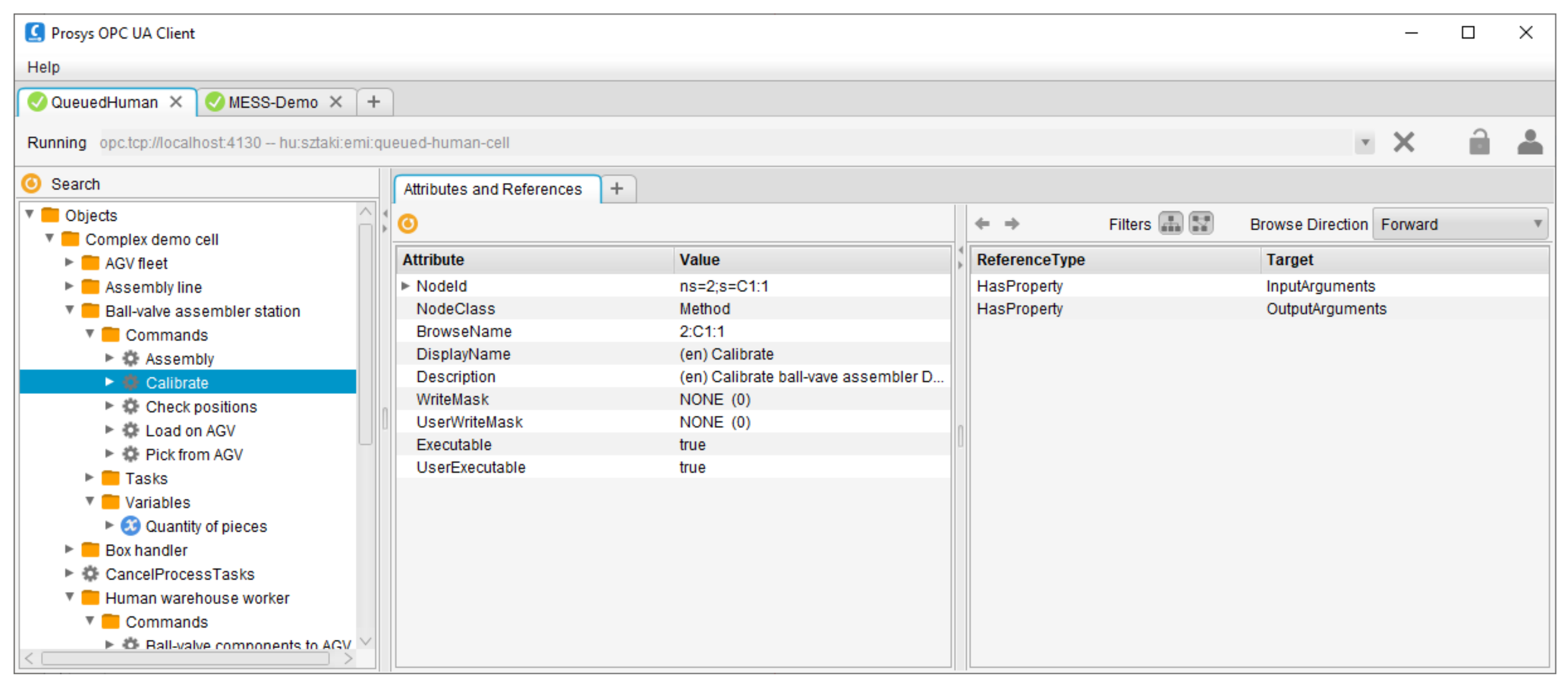
| Ball–valve assembly station | PAS with HTTP | Robot Controller | M1—Calibrate |
| M2—Assembly ball–valve | |||
| Human-directed device | H1—Pick pieces from AGV, place them on fixture and check position | ||
| H2—Check tools and robot add-ons correct positioning | |||
| H3—Load assembled ball–valve onto AGV | |||
| Warehouse | PAS with OPC-UA | Human-directed device | H4—Check correct quantity of pieces in containers |
| H5—Put ball–valve components on AGV | |||
| H6—Pick and stock assembled ball–valve from AGV | |||
| H7—Put components box on AGV | |||
| H8—Pick and stock ordered box from AGV | |||
| H9—Load fixture on AGV | |||
| H10—Pick, stock pieces from AGV and return fixture to factory docking station | |||
| Assembly line | External OPC-UA cell | PLC controller | F1—Execute assembly order |
| F2—Robot block (activates the secure handling zone of manufactured pieces by the human operator) | |||
| F3—Robot unblock (de-activates the secure zone) | |||
| Human operator | H11—Control correct flow of assembled pieces | ||
| Box handler | PAS with HTTP | Box controller | C1—Pick up components from AGV (without robotic arm) |
| C2—Manufacture pieces | |||
| C3—Load final pieces onto AGV | |||
| AGV Fleet | PAS with HTTP | Fleet controller | AGV1—Go and wait to a predefined location |
| AGV2—Transport components to a destination, through an intermediate cell | |||
| AGV3—Continue to destination | |||
| AGV4—Finish (indicates that transport is completed) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Beregi, R.; Pedone, G.; Háy, B.; Váncza, J. Manufacturing Execution System Integration through the Standardization of a Common Service Model for Cyber-Physical Production Systems. Appl. Sci. 2021, 11, 7581. https://doi.org/10.3390/app11167581
Beregi R, Pedone G, Háy B, Váncza J. Manufacturing Execution System Integration through the Standardization of a Common Service Model for Cyber-Physical Production Systems. Applied Sciences. 2021; 11(16):7581. https://doi.org/10.3390/app11167581
Chicago/Turabian StyleBeregi, Richárd, Gianfranco Pedone, Borbála Háy, and József Váncza. 2021. "Manufacturing Execution System Integration through the Standardization of a Common Service Model for Cyber-Physical Production Systems" Applied Sciences 11, no. 16: 7581. https://doi.org/10.3390/app11167581
APA StyleBeregi, R., Pedone, G., Háy, B., & Váncza, J. (2021). Manufacturing Execution System Integration through the Standardization of a Common Service Model for Cyber-Physical Production Systems. Applied Sciences, 11(16), 7581. https://doi.org/10.3390/app11167581