
Methods for Developing Models in a Fuzzy Environment of Reactor and Hydrotreating Furnace of a Catalytic Reforming Unit

 , ,
, ,
Abstract
:1. Introduction
- -
- to develop methods for the development of mathematical models of technological objects, which are characterized by the fuzziness of initial information;
- -
- to develop mathematical models of the R-1 hydrotreating reactor in conditions of deficit and indistinctness of initial information;
- -
- to construct models of the F-101 hydrotreating furnace based on experimental and statistical information.
2. Materials and Methods
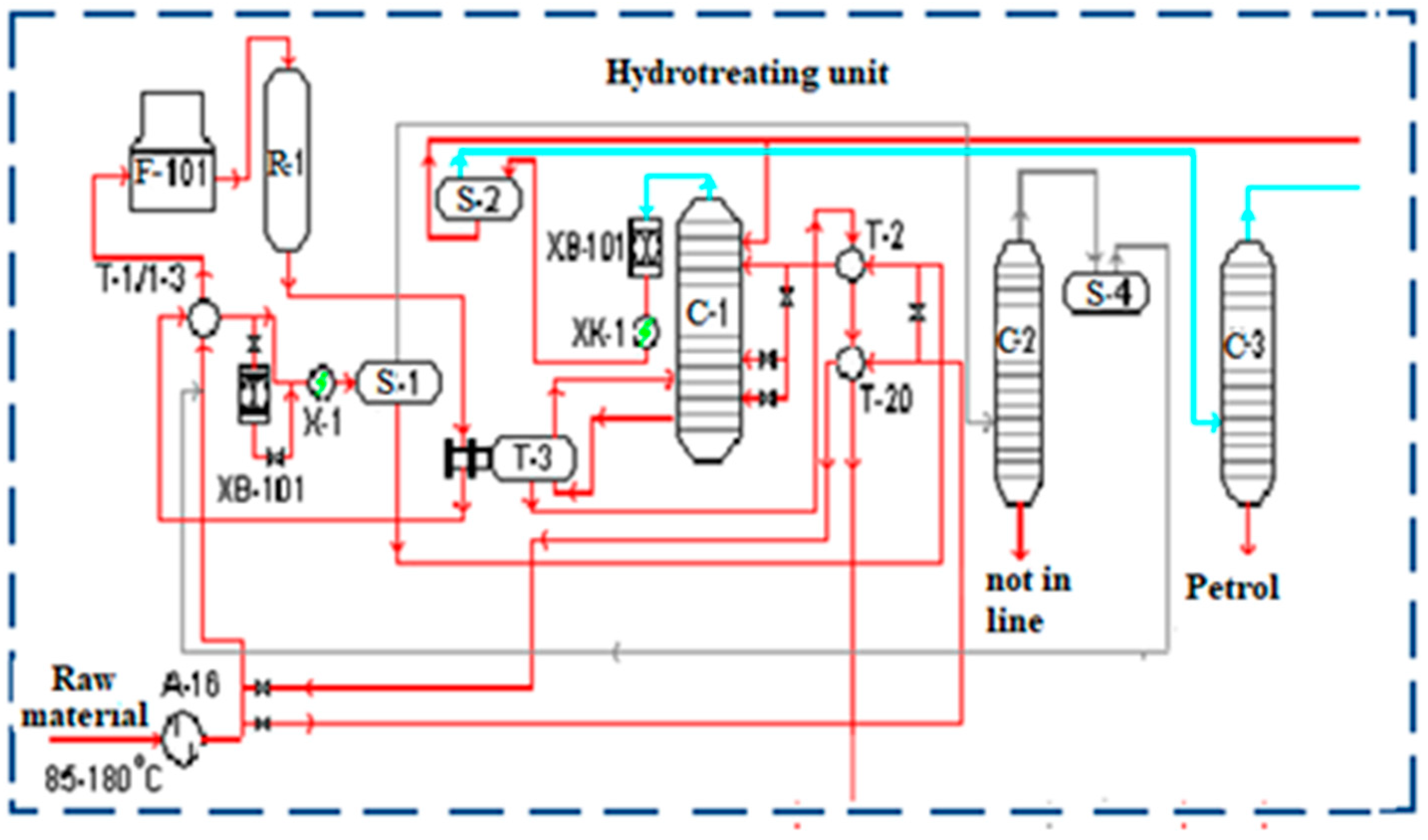
2.1. Brief Description of the Hydrotreating Unit of the Catalytic Reforming Cracking Unit LG-35-11/300-95
- (1)
- Circulating gas, which, after being compressed in the compressors, is fed back to the feedstock hydrotreating system;
- (2)
- Excessive HCG from the unit outlet.
- -
- to carry out hydrotreating processes in the optimal mode, which maximizes the productivity of the facility and the yield of target products;
- -
- to improve quality indicators of manufactured products.
2.2. Development of Mathematical Models of Technological Objects Functioning in Conditions of Indistinctness of Initial Information
- (1)
- an approach based on the idea of regression analysis, taking into account the fuzziness of some part of the initial information;
- (2)
- an approach based on the use of logical rules for conditional inference, used in the conditions of fuzzy input and output parameters of the object;
- (3)
- combined approaches.
2.3. A Method for Constructing Fuzzy Models Using Fuzzy Initial Information with Clear Input and Fuzzy Output Parameters of the Object
2.4. A Method for Constructing Linguistic Models with Fuzzy Values of the Input and Output Parameters of the Object
3. Results
3.1. Building Models of the Reactor and Hydrotreating Furnace of the Catalytic Reforming Unit Using Experimental-Statistical and Fuzzy Information
3.2. Discussion of Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Resolution of the Government of the Republic of Kazakhstan. Comprehensive Plan for the Development of oil Refineries in the Republic of Kazakhstan; Resolution of the Government of the Republic of Kazakhstan dated May 14, 2009 No. 712; Resolution of the Government of the Republic of Kazakhstan: Астана, Kazakhstan, 2009. (In Russian) [Google Scholar]
- Sarmurzina, R.G.; Orazbaeva, K.N. Construction projects of a complex for the production of aromatic hydrocarbons and deep oil refining at the Atyrau Oil refinery. Oil Gas 2010, 2, 93–99. (In Russian) [Google Scholar]
- Orazbayev, B.; Kozhakhmetova, D.; Wójtowicz, R.; Krawczyk, J. Modeling of a catalytic cracking in the gasoline production installation with a fuzzy environment. Energies 2020, 13, 4736. [Google Scholar] [CrossRef]
- Aliev, R.A.; Tserkovny, A.E.; Mamedova, G.A. Production Management with Fuzzy Initial Information. Energoatomizdat; M-Publ.: Moscow, Russia, 1991; p. 250. (In Russian) [Google Scholar]
- Kahraman, C. Fuzzy Multi-Criteria Decision Making: Theories and Applications with Recent Developments; Springer: New York, NY, USA, 2008; pp. 592–608. [Google Scholar]
- Dubois, D. The role of fuzzy sets indecision sciences: Old techniques and new directions. Fuzzy Set. Syst. 2011, 184, 3–17. [Google Scholar] [CrossRef] [Green Version]
- Rykov, A.S. Search Engine Optimization. Deformable Configuration Methods. Science; M-Publ.: Moscow, Russia, 1993; p. 216. (In Russian) [Google Scholar]
- Orazbayev, B.B.; Ospanov, Y.A.; Orazbayeva, K.N.; Serimbetov, B.A. Multicriteria optimization in control of a chemical-technological system for production of benzene with fuzzy information. Bull. Tomsk Polytech. Univ. Geo Аssets Eng. 2019, 330, 182–194. [Google Scholar] [CrossRef] [Green Version]
- Ryzhov, A.P. Fuzzy set Theory and Its Applications; Publishing house of Moscow State University: Moscow, Russia, 2017; p. 115. (In Russian) [Google Scholar]
- Fayaz, M.; Ahmad, S.; Ullah, I.; Kim, D. A blended risk index modeling and visualization based on hierarchical fuzzy logic for water supply pipelines assessment and management. Processes 2018, 6, 61. [Google Scholar] [CrossRef] [Green Version]
- Novikova, V.A. Artificial Intelligence and Expert Systems; Textbook: London, UK, 2015; p. 237. [Google Scholar]
- Makarenko, I.M. Intelligent Control Systems. Science; M-Publ.: Moscow, Russia, 2006; p. 337. (In Russian) [Google Scholar]
- Sabzi, H.Z. Developing an intelligent expert system for streamflow prediction, integrated in a dynamic decision support system for managing multiple reservoirs: A case study. Expert Syst. Appl. 2017, 82, 145–163. [Google Scholar] [CrossRef]
- Boose, J.H.; Bradshaw, J.M. Expertise transfer and complex problems: Using AQUINAS as a workbench for knowledge based systems. Int. J. Man Mach. Stud. 2018, 26, 1–28. [Google Scholar] [CrossRef]
- Syslova, E.V. Intelligent Systems of Decision-Making Support. Available online: https://moluch.ru/archive/137/38289/ (accessed on 8 November 2020).
- Abdylminev, K.G.; Ahmetov, A.F.; Saifullin, N.R.; Solovev, A.S.; Abdullah, H.M. Production of aromatic hydrocarbons and high-octane gasolines by fracttionation of reforming catalysts. Bashkir Chem. J. 2017, 7, 47–50. [Google Scholar]
- Maslianskii, G.N.; Shapiro, R.N. Catalytic Reforming of Gasoline. Chemistry; M-Publ.: Moscow, Russia, 2015; p. 310. (In Russian) [Google Scholar]
- Technological Regulations for the Catalytic Reforming Installation LG-35-11/300-95; Atyrau Oil Refinery: Atyrau, Kazakhstan, 2018; p. 130.
- Kondrasheva, N.K.; Kondrashev, D.O.; Abdýlminev, K.D. Technological Calculations and the Theory of Catalytic Reforming of Gasoline; (Monograph), LLC: Ufa, Russia, 2018; p. 212. [Google Scholar]
- Smidovich, E.V. Technology of Oil AND Gas Processing. Cracking of Crude Oil and Processing of Hydrocarbon Gases; M-Publ.: Alianc, Russia, 2011; pp. 186–195. (In Russian) [Google Scholar]
- Adzamic, Z.; Besic, S. The impact of the catalytic reforming operation severity on cycle duration and product quality at the Rijeka oil refinery. Fuels Lubr. 2013, 42, 83–87. [Google Scholar]
- Aspel, N.B.; Demkina, G.G. Hydrotreating of Motor Fuels; SPb: Moscow, Russia, 2017; p. 160. [Google Scholar]
- Petrov, V.V.; Moiseev, A.V.; Býrdakova, E.S.; Krasii, B.V. Hydrotreating of straight-run fuels on spherical aluminum-nickel-molybdenum catalysts. Oil Refin. Petrochem. 2016, 2, 16–19. [Google Scholar]
- Sharikov, Y.V.; Petrov, P.A. Universal model for catalytic reforming. Chem. Pet. Eng. 2013, 43, 580–597. [Google Scholar] [CrossRef]
- Seif Mohaddecy, S.R.; Zahedi, S.; Sadighi, S.; Bonyad, H. Reactor modeling and simulation of catalytic reforming process. Pet. Coal 2006, 48, 28–35. [Google Scholar]
- Sotnıkov, V.V.; Borzov, A.N.; Sıbarov, D.A.; Lısıtsyn, N.V. Mathematical model for controlling the process of diesel fuel hydrotreating. Izvestiya Orel State Technical University. Proceedings 2004, 3, 43–48. [Google Scholar]
- Orazbayev, B.B.; Kozhakhmetova, D.O.; Orazbayeva, K.N.; Berikkhanova, G.Y. Development of system of model columns K-1, K-2 and K-3 for fluid catalytic cracking unit based on varying information. In Proceedings of the 2nd International Conference on Information Management and Processing (ICIMP 2019), Laxenburg, Austria, 10–12 January 2019; pp. 122–125. [Google Scholar] [CrossRef]
- Orazbayev, B.B.; Ospanov, E.A.; Orazbayeva, K.N.; Kurmangazieva, L.T. A hybrid method for the development of mathematical models of a chemical engineering system in ambiguous condition. Math. Models Comput. Simul. 2018, 10, 748–758. [Google Scholar] [CrossRef]
- Leanenkov, A.V. Fuzzy Modeling in Matlab and FuzzyTech; BHV: Sankt Petersburg, Russia, 2005; pp. 725–727. [Google Scholar]
- Arýtiýnov, V.A.; Býhmırov, V.V.; Krýpennıkov, S.A. Mathematical Modeling of the Thermal Performance of Industrial Furnaces. In Metallurgy; M-Publishing House: Moscow, Russia, 2010; p. 339. (In Russian) [Google Scholar]
- Lisıenko, V.G.; Volkov, V.V. Mathematical Modeling of Heat Transfer in Furnaces and Units; Science: Kiev, Ukraine, 2008; p. 257. (In Russian) [Google Scholar]
- Belokon, N.I. Analytical foundations of thermal calculation of tube furnaces. Oil Ind. 1981, 3, 104–112. [Google Scholar]
- Shumsky, V.M.; Zyryanova, L.A. Engineering Tasks in Oil Refining and Petrochemistry; MPC Publ.: Moscow, Russia, 2014; p. 475. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fuzzy Parameter Values | Designation |
|---|---|
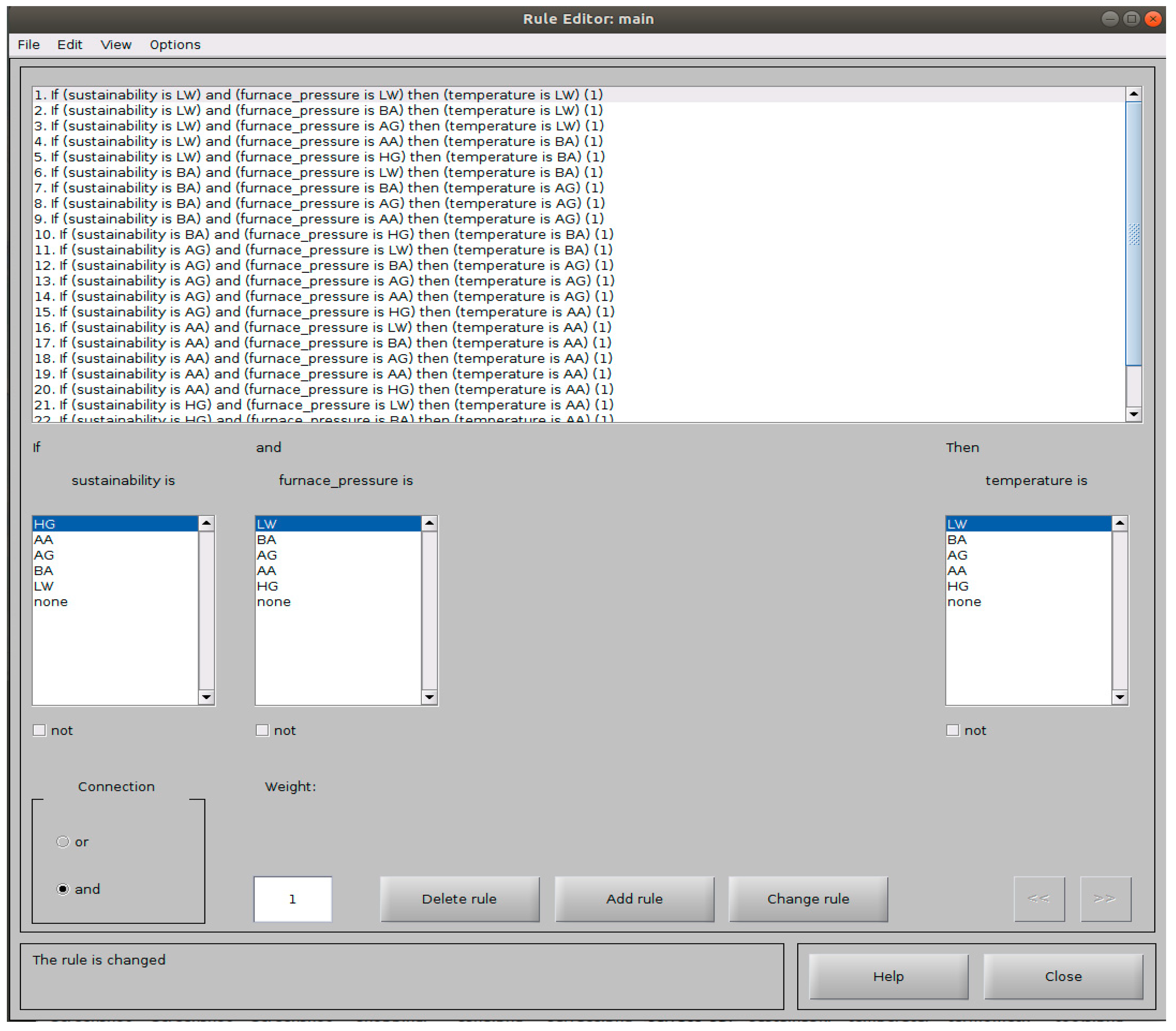
| low stability of raw materials, process temperature | LW |
| below average stability of raw materials, process temperature | BA |
| average stability of raw materials, process temperature | AG |
| above average stability of raw materials, process temperature | AA |
| high stability of raw materials, process temperature | HG |
| low pressure | LP |
| pressure below average | PBA |
| medium pressure | MP |
| pressure above average | PAA |
| high pressure | HP |
| Fuzzy Parameter | Level of Values of Fuzzy Parameters | ||||
|---|---|---|---|---|---|
| LW, LP low | BA, PBA lower average | AG, MP average | AA, PAA higher average | HG, HP high | |
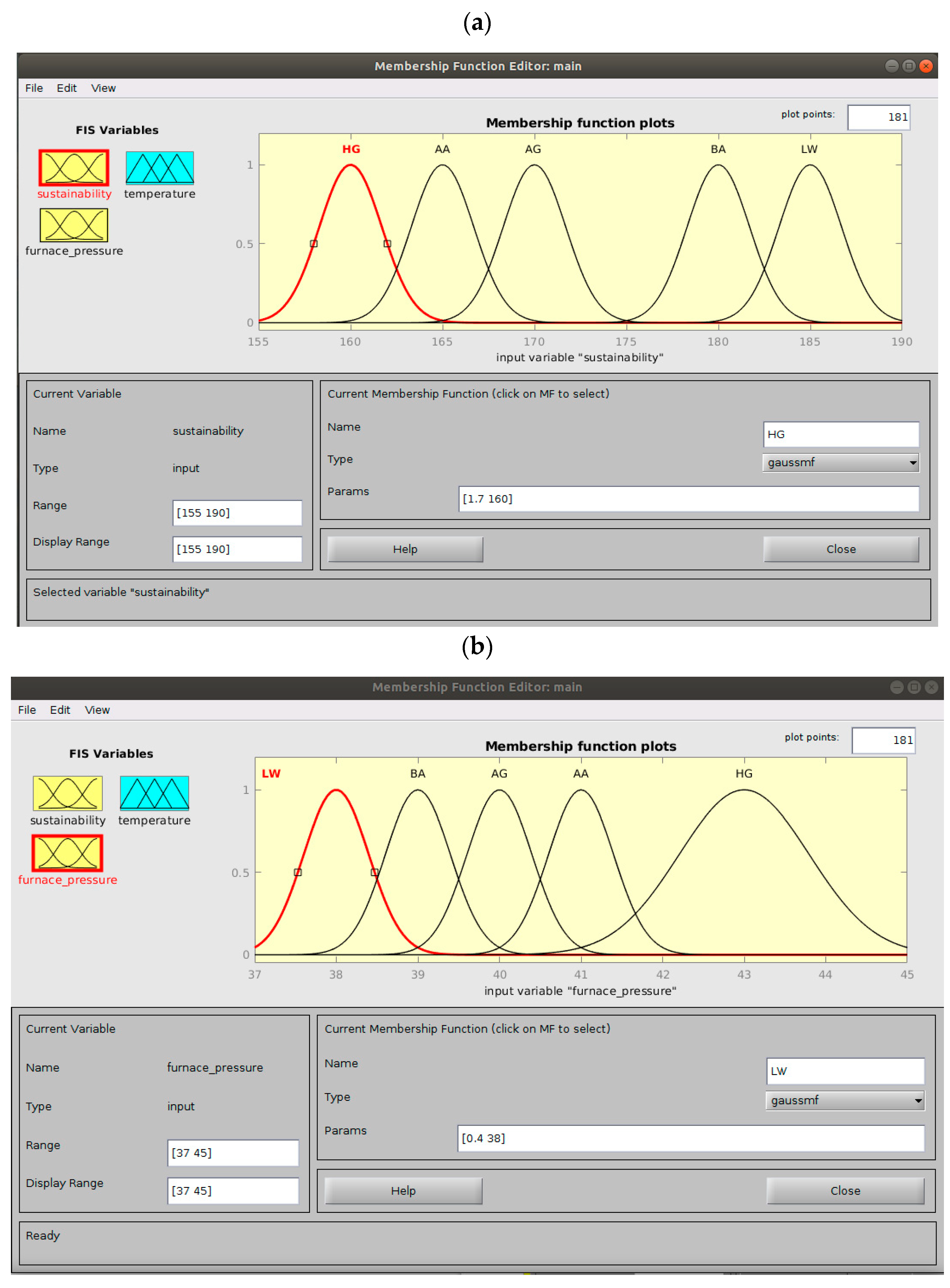
| quality, sustainability of raw materials | 180–19 | 175–185 | 165–175 | 160–170 | 155–165 |
| pressure of the hydrotreating furnace | 37–39 | 38–40 | 39–41 | 40–42 | 41–45 |
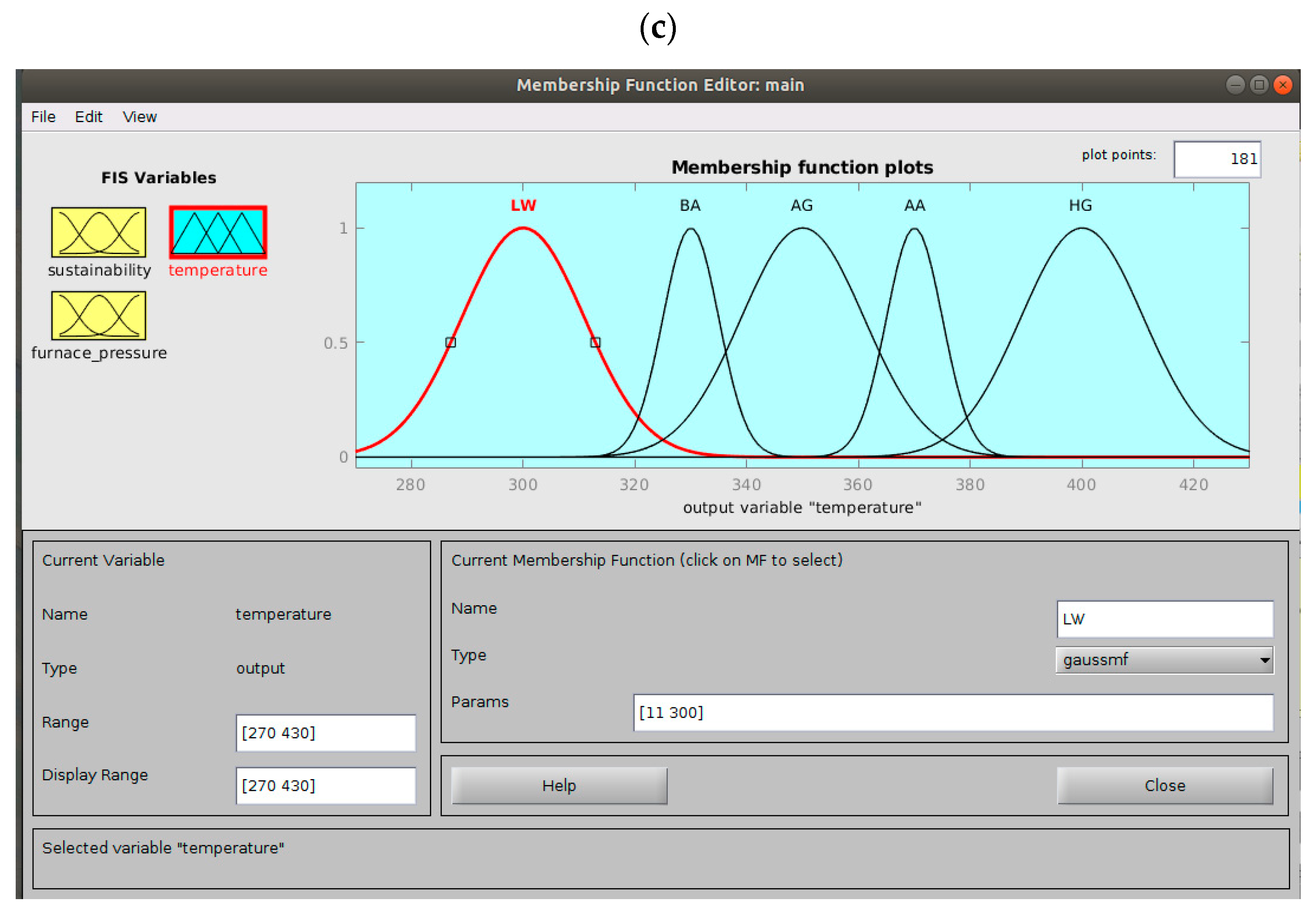
| hydrotreating process temperature | 270–330 | 320–340 | 330–370 | 360–380 | 370–430 |
| Output and Input Parameters | Known Models [33] | Taking Into Account the Fuzzy Information of the Model | Real, Experimental Data |
|---|---|---|---|
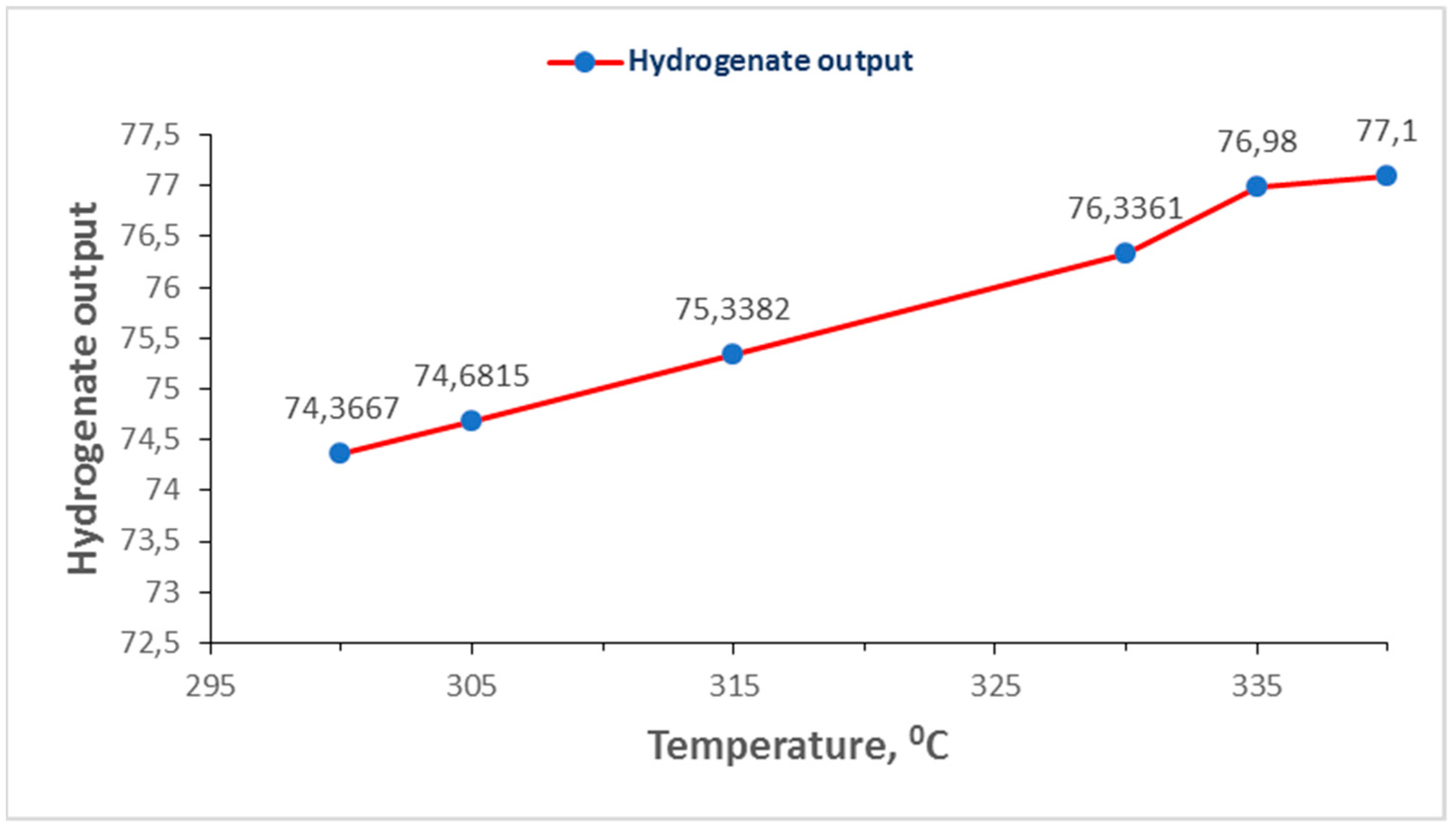
| hydrogenate output from reactor R-1, m3/h | 76 | 77.1 | 77 |
| unsaturated hydrocarbons in hydrogenate, , % | - | 0.97 | (0.98) P |
| sulfur in the hydrogenated product, , % | - | 0.00005 | (0.00005) P |
| water-soluble acids and alkalis in the hydrogenated product, , % | - | ) P | |
| the volume of raw materials at the entrance R-1, , m3/h; | 83 | 80 | 80 |
| pressure in R-1, , kg/cm; | 30 | 30 | 30 |
| temperature in R-1, , °C | 345 | 340 | 340 |
| Volumetric velocity, , h−1 | 3 | 3 | 3 |
| HCG circulation, , nm3. | 420 | 400 | 400 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Orazbayev, B.; Zhumadillayeva, A.; Orazbayeva, K.; Kurmangaziyeva, L.; Dyussekeyev, K.; Iskakova, S. Methods for Developing Models in a Fuzzy Environment of Reactor and Hydrotreating Furnace of a Catalytic Reforming Unit. Appl. Sci. 2021, 11, 8317. https://doi.org/10.3390/app11188317
Orazbayev B, Zhumadillayeva A, Orazbayeva K, Kurmangaziyeva L, Dyussekeyev K, Iskakova S. Methods for Developing Models in a Fuzzy Environment of Reactor and Hydrotreating Furnace of a Catalytic Reforming Unit. Applied Sciences. 2021; 11(18):8317. https://doi.org/10.3390/app11188317
Chicago/Turabian StyleOrazbayev, Batyr, Ainur Zhumadillayeva, Kulman Orazbayeva, Lyailya Kurmangaziyeva, Kanagat Dyussekeyev, and Sandugash Iskakova. 2021. "Methods for Developing Models in a Fuzzy Environment of Reactor and Hydrotreating Furnace of a Catalytic Reforming Unit" Applied Sciences 11, no. 18: 8317. https://doi.org/10.3390/app11188317
APA StyleOrazbayev, B., Zhumadillayeva, A., Orazbayeva, K., Kurmangaziyeva, L., Dyussekeyev, K., & Iskakova, S. (2021). Methods for Developing Models in a Fuzzy Environment of Reactor and Hydrotreating Furnace of a Catalytic Reforming Unit. Applied Sciences, 11(18), 8317. https://doi.org/10.3390/app11188317