
Mechanical Property Comparison of Ni–Cr–Mo Alloys Fabricated via One Conventional and Two New Digital Manufacturing Techniques


Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimen Preparation
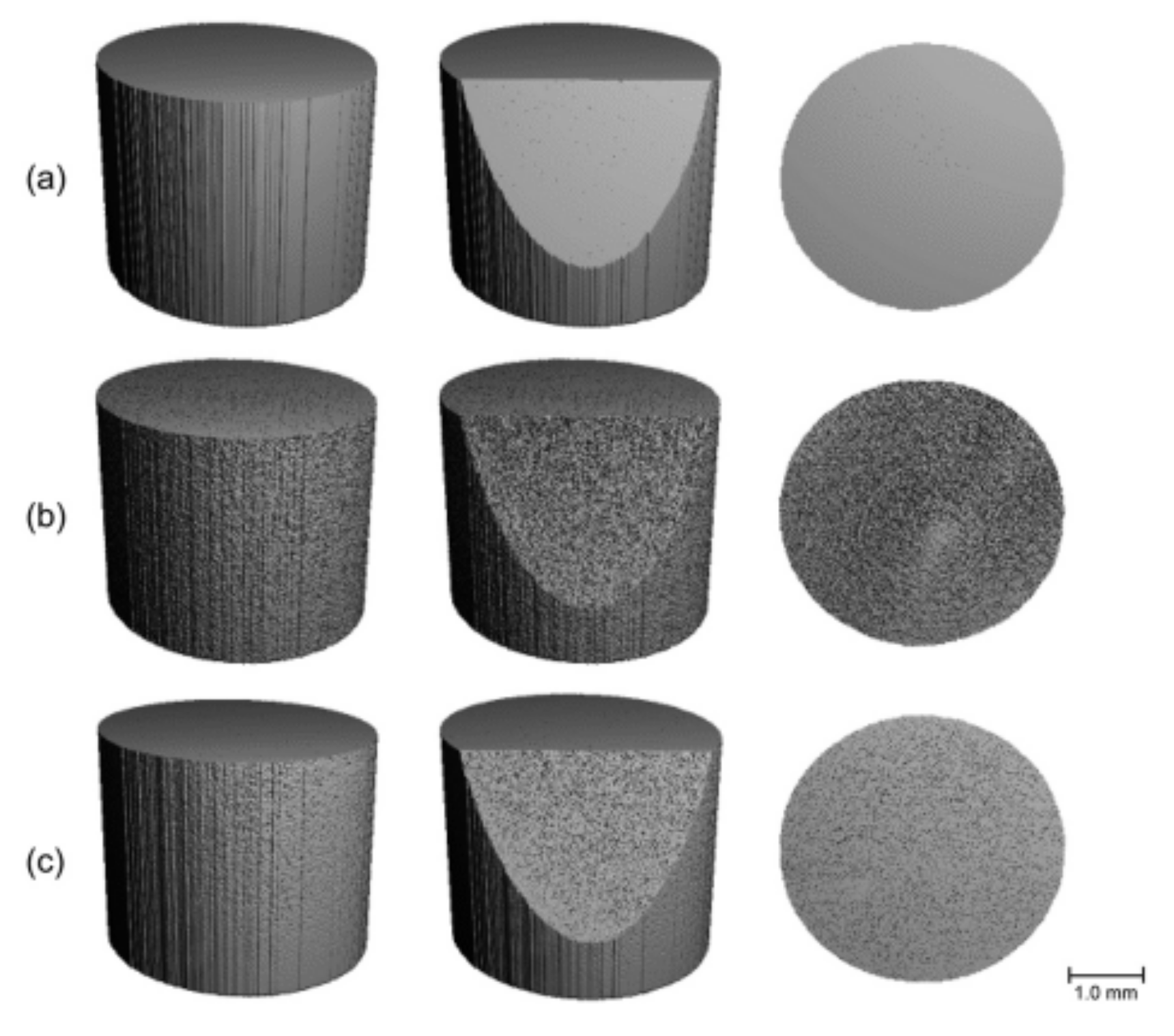
2.2. Micro-Computed Tomography (µCT)
2.3. Microstructures
2.4. Mechanical Properties
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xin, X.Z.; Chen, J.; Xiang, N.; Gong, Y.; Wei, B. Surface characteristics and corrosion properties of selective laser melted Co-Cr dental alloy after porcelain firing. Dent. Mater. 2014, 30, 263–270. [Google Scholar] [CrossRef] [PubMed]
- Kim, E.H.; Lee, D.H.; Kwon, S.M.; Kwon, T.Y. A microcomputed tomography evaluation of the marginal fit of cobalt-chromium alloy copings fabricated by new manufacturing techniques and alloy systems. J. Prosthet. Dent. 2017, 117, 393–399. [Google Scholar] [CrossRef]
- Wataha, J.C.; Messer, R.L. Casting alloys. Dent. Clin. N. Am. 2004, 48, 499–512. [Google Scholar] [CrossRef] [PubMed]
- Hong, M.H.; Hanawa, T.; Song, S.H.; Min, B.K.; Kwon, T.Y. Enhanced biocompatibility of a Ni–Cr alloy prepared by selective laser melting: A preliminary in vitro study. J. Mater. Res. Technol. 2019, 8, 1587–1592. [Google Scholar] [CrossRef]
- Roberts, H.W.; Berzins, D.W.; Moore, B.K.; Charlton, D.G. Metal-ceramic alloys in dentistry: A review. J. Prosthodont. 2009, 18, 188–194. [Google Scholar] [CrossRef]
- Kim, D.Y.; Kim, J.H.; Kim, H.Y.; Kim, W.C. Comparison and evaluation of marginal and internal gaps in cobalt-chromium alloy copings fabricated using subtractive and additive manufacturing. J. Prosthodont. Res. 2018, 62, 56–64. [Google Scholar] [CrossRef]
- Antanasova, M.; Kocjan, A.; Kovac, J.; Zuzek, B.; Jevnikar, P. Influence of thermo-mechanical cycling on porcelain bonding to cobalt-chromium and titanium dental alloys fabricated by casting, milling, and selective laser melting. J. Prosthodont. Res. 2018, 62, 184–194. [Google Scholar] [CrossRef]
- Li, J.; Chen, C.; Liao, J.; Liu, L.; Ye, X.; Lin, S.; Ye, J. Bond strengths of porcelain to cobalt-chromium alloys made by casting, milling, and selective laser melting. J. Prosthet. Dent. 2017, 118, 69–75. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2015. Additive Manufacturing-General Principles-Terminology; International Organization for Standardization/American Society for Testing and Materials (ISO/ASTM): Geneva, Switzerland; West Conshohocken, PA, USA, 2015. [Google Scholar]
- Pasang, T.; Tavlovich, B.; Yannay, O.; Jackson, B.; Fry, M.; Tao, Y.; Turangi, C.; Wang, J.C.; Jiang, C.P.; Sato, Y.; et al. Directionally-dependent mechanical properties of Ti6Al4V manufactured by electron beam melting (EBM) and selective laser melting (SLM). Materials 2021, 14, 3603. [Google Scholar] [CrossRef]
- Van Noort, R. The future of dental devices is digital. Dent. Mater. 2012, 28, 3–12. [Google Scholar] [CrossRef]
- Gokuldoss, P.K.; Kolla, S.; Eckert, J. Additive manufacturing processes: Selective laser melting, electron beam melting and binder jetting—Selection guidelines. Materials 2017, 10, 672. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.R.; Kim, Y.K.; Son, J.S.; Min, B.K.; Kim, K.H.; Kwon, T.Y. Comparison of in vitro biocompatibility of a Co–Cr dental alloy produced by new milling/post-sintering or traditional casting technique. Mater. Lett. 2016, 178, 300–303. [Google Scholar] [CrossRef]
- Krug, K.P.; Knauber, A.W.; Nothdurft, F.P. Fracture behavior of metal-ceramic fixed dental prostheses with frameworks from cast or a newly developed sintered cobalt-chromium alloy. Clin. Oral Investig. 2015, 19, 401–411. [Google Scholar] [CrossRef]
- Kim, H.R.; Jang, S.H.; Kim, Y.K.; Son, J.S.; Min, B.K.; Kim, K.H.; Kwon, T.Y. Microstructures and mechanical properties of Co-Cr dental alloys fabricated by three CAD/CAM-based processing techniques. Materials 2016, 9, 596. [Google Scholar] [CrossRef]
- ISO 22674:2016. Dentistry-Metallic Materials for Fixed and Removable Restorations and Appliances; International Organization for Standardization (ISO): Geneva, Switzerland, 2016. [Google Scholar]
- Hong, M.H.; Min, B.K.; Kwon, T.Y. The influence of process parameters on the surface roughness of a 3D-printed Co–Cr dental alloy produced via selective laser melting. Appl. Sci. 2016, 6, 401. [Google Scholar] [CrossRef] [Green Version]
- Krakhmalev, P.; Fredriksson, G.; Yadroitsava, I.; Kazantseva, N.; du Plessis, A.; Yadroitsev, I. Deformation behavior and microstructure of Ti6Al4V manufactured by SLM. Phys. Procedia 2016, 83, 778–788. [Google Scholar] [CrossRef] [Green Version]
- Tang, M.; Pistorius, P.C.; Beuth, J.L. Prediction of lack-of-fusion porosity for powder bed fusion. Addit. Manuf. 2017, 14, 39–48. [Google Scholar] [CrossRef]
- Sabzi, H.E.; Rivera-Diaz-del-Castillo, P.E.J. Defect prevention in selective laser melting components: Compositional and process effects. Materials 2019, 12, 3791. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bidulská, J.; Bidulský, R.; Actis Grande, M.; Kvačkaj, T. Different formation routes of pore structure in aluminum powder metallurgy alloy. Materials 2019, 12, 3724. [Google Scholar] [CrossRef] [Green Version]
- Yun, C.S.; Hanawa, T.; Hong, M.H.; Min, B.K.; Kwon, T.Y. Biocompatibility of Ni–Cr alloys, with the same composition, prepared by two new digital manufacturing techniques. Mater. Lett. 2021, 305, 130761. [Google Scholar] [CrossRef]
- Powers, J.M.; Wataha, J.C. Dental Materials: Properties and Manipulation, 10th ed.; Elsevier Mosby: St. Louis, MO, USA, 2013; pp. 133–149. [Google Scholar]
- Augustyn-Pieniążek, J.; Lukaszczyk, A.; Zapala, R. Microstructure and corrosion resistance characteristics of Cr-Co-Mo alloys designed for prosthetic materials. Arch. Metall. Mater. 2013, 58, 1281–1285. [Google Scholar] [CrossRef] [Green Version]
- Uranga, P.; Shang, C.J.; Senuma, T.; Yang, J.R.; Guo, A.M.; Mohrbacher, H. Molybdenum alloying in high-performance flat-rolled steel grades. Adv. Manuf. 2020, 8, 15–34. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.L.; Abe, H.; Kano, S.; Matsukawa, Y.; Satoh, Y. Effects of molybdenum on microstructural evolution and mechanical properties in Zr–Nb alloys as nuclear fuel cladding materials. J. Nucl. Sci. Technol. 2015, 52, 1265–1273. [Google Scholar] [CrossRef]
- Schwarz, B.; Göhring, H.; Meka, S.R.; Schacherl, R.E.; Mittemeijer, E.J. Pore formation upon nitriding iron and iron-based alloys: The role of alloying elements and grain boundaries. Metall. Mater. Trans. A 2014, 45, 6173–6186. [Google Scholar] [CrossRef] [Green Version]
- Roach, M. Base metal alloys used for dental restorations and implants. Dent. Clin. N. Am. 2007, 51, 603–627. [Google Scholar] [CrossRef]
- Obayi, C.S.; Tolouei, R.; Mostavan, A.; Paternoster, C.; Turgeon, S.; Okorie, B.A.; Obikwelu, D.O.; Mantovani, D. Effect of grain sizes on mechanical properties and biodegradation behavior of pure iron for cardiovascular stent application. Biomatter 2016, 6, e959874. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Patel, B.; Favaro, G.; Inam, F.; Reece, M.J.; Angadji, A.; Bonfield, W.; Huang, J.; Edirisinghe, M. Cobalt-based orthopaedic alloys: Relationship between forming route, microstructure and tribological performance. Mater. Sci. Eng. C 2012, 32, 1222–1229. [Google Scholar] [CrossRef]
- Yu, J.M.; Kang, S.Y.; Lee, J.S.; Jeong, H.S.; Lee, S.Y. Mechanical properties of dental alloys according to manufacturing process. Materials 2021, 14, 3367. [Google Scholar] [CrossRef]
- Çömlekoğlu, M.D.; Çömlekoğlu, E.M. Digital dental era. Mater. Sci. Eng. J. 2017, 1, 1004. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Tensile Strength (MPa) | 0.2% Offset Yield Strength (MPa) | Elongation (%) | Elastic Modulus (GPa) |
|---|---|---|---|---|
| LWC | 862 ± 49 a1 | 753 ± 44 a | 4.4 ± 0.9 a | 355 ± 37 a |
| SLM | 566 ± 25 b | 532 ± 23 b | 5.6 ± 1.3 a | 440 ± 35 b |
| SMM | 746 ± 34 c | 554 ± 31 b | 21.5 ± 1.8 b | 287 ± 16 c |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, K.-R.; Hanawa, T.; Kwon, T.-Y.; Min, B.-K.; Hong, M.-H. Mechanical Property Comparison of Ni–Cr–Mo Alloys Fabricated via One Conventional and Two New Digital Manufacturing Techniques. Appl. Sci. 2021, 11, 9308. https://doi.org/10.3390/app11199308
Yang K-R, Hanawa T, Kwon T-Y, Min B-K, Hong M-H. Mechanical Property Comparison of Ni–Cr–Mo Alloys Fabricated via One Conventional and Two New Digital Manufacturing Techniques. Applied Sciences. 2021; 11(19):9308. https://doi.org/10.3390/app11199308
Chicago/Turabian StyleYang, Kyung-Ran, Takao Hanawa, Tae-Yub Kwon, Bong-Ki Min, and Min-Ho Hong. 2021. "Mechanical Property Comparison of Ni–Cr–Mo Alloys Fabricated via One Conventional and Two New Digital Manufacturing Techniques" Applied Sciences 11, no. 19: 9308. https://doi.org/10.3390/app11199308
APA StyleYang, K. -R., Hanawa, T., Kwon, T. -Y., Min, B. -K., & Hong, M. -H. (2021). Mechanical Property Comparison of Ni–Cr–Mo Alloys Fabricated via One Conventional and Two New Digital Manufacturing Techniques. Applied Sciences, 11(19), 9308. https://doi.org/10.3390/app11199308