
A Novel Methodology for Assessing and Modeling Manufacturing Processes



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Featured Application
Abstract
1. Introduction
2. Methodology, Fundamentals, and Materials
2.1. Methodology
- Literature research on the manufacturing process, process stability, quality management and control, maintenance management, manufacturing elements, flows, parameters, system dynamics, simulation, and the integrated manufacturing model.
- Development of a conceptual model as an integrated manufacturing model with the goal of serving as a framework for assessing and modeling the manufacturing process to support the management, control, and decision making for managerial and technical positions within industrial organizations.
- Interpretation of results and derivation of implications and use cases for managers and technicians.
- Critical reflection of the research performed and outlook of potential future research based on the findings of paper.
2.2. Resources and Flows Associated with the Manufacturing Process
2.3. Manufacturing System and Quality
3. A Novel Methodological Model for Manufacturing Processes
3.1. Delimitation of the Model
3.2. Conceptual Model Development Steps
- Identification of areas and flows with influence on a manufacturing process.
- Breakdown and classification of areas into input, process, output, or other elements; a system consists of elements, which in turn can also be viewed as systems [31].
- Definition of the factors in each area or flow and identification of the relevant factors in each area or flow. The state of the system also includes the state of its elements [31]. In summary, the process parameters of manufacturing processes depend on the variety of the goods and process tasks [14].
- Development of the conceptual framework for a generic manufacturing process: conceptual flow steps, status areas, regulation, variability elements, and output product.
3.3. Design of a Novel Methodological Model for Assessing and Modeling Manufacturing Processes
3.3.1. Identification of Areas and Flows That Have an Influence on the Manufacturing Process
- Money flow: The monetary flow is to be considered in any production process, as it converts inputs that have a certain monetary value into outputs with another monetary value; moreover, within the process, there are also elements used with their related costs. As a result, even in nonprofit organizations, the financial flow is considered, as it is a relevant element for operations regarding sustainability and to show the contribution of the industrial activity to society.
- Information flow: Communication is key for knowing what specific industrial process to perform and when, how, and why it should be performed. Therefore, the information flow moves with the product along its production process. Currently, information and communication technologies are becoming increasingly important with the rise of remote services [33]. A prerequisite for remote services is corresponding information and communication technology, which, today, typically includes the Internet. According to a survey by the Federal Statistical Office, 89% of all German manufacturing companies were already connected to the Internet with a broadband connection in 2012, and, in companies with more than 50 employees, this figure was even higher than 99% [33].
- Material flow: This includes the physical movement of raw materials, semifinished products, and finished products.
- Capital equipment flow: This refers to the material resources needed to perform operations, such as tools and shelves to place materials.
- Energy flow: Since the introduction of electricity in industrial processes, energy supply has become a key aspect for the stability of the production process.
- Human resource flow: Although automation has developed in recent decades, manual activities and assembly processes are still widespread. Moreover, human resources are key, as human activity is required in monitoring and decision-making functions even in assisted and automated processes. This especially applies to the resource management in engineering, where it is important to achieve high productivity and efficiency to handle the bottleneck of engineers [14].
- Order flow: The orders are the effects of decisions that have not been executed in flows of other flows, such as material, money, personnel, capital equipment [15], and energy flows.
- Maintenance management and control: The area related to the preservation of the functionality of all the flows and areas involved in the manufacturing process. This controls the flow of spare parts for manufacturing assets.
- Manufacturing process: The area related to the activities performed in the production process with the technical parameters for processing an input into an output.
- Quality management and control: The area related to quality with a focus on the end customer.
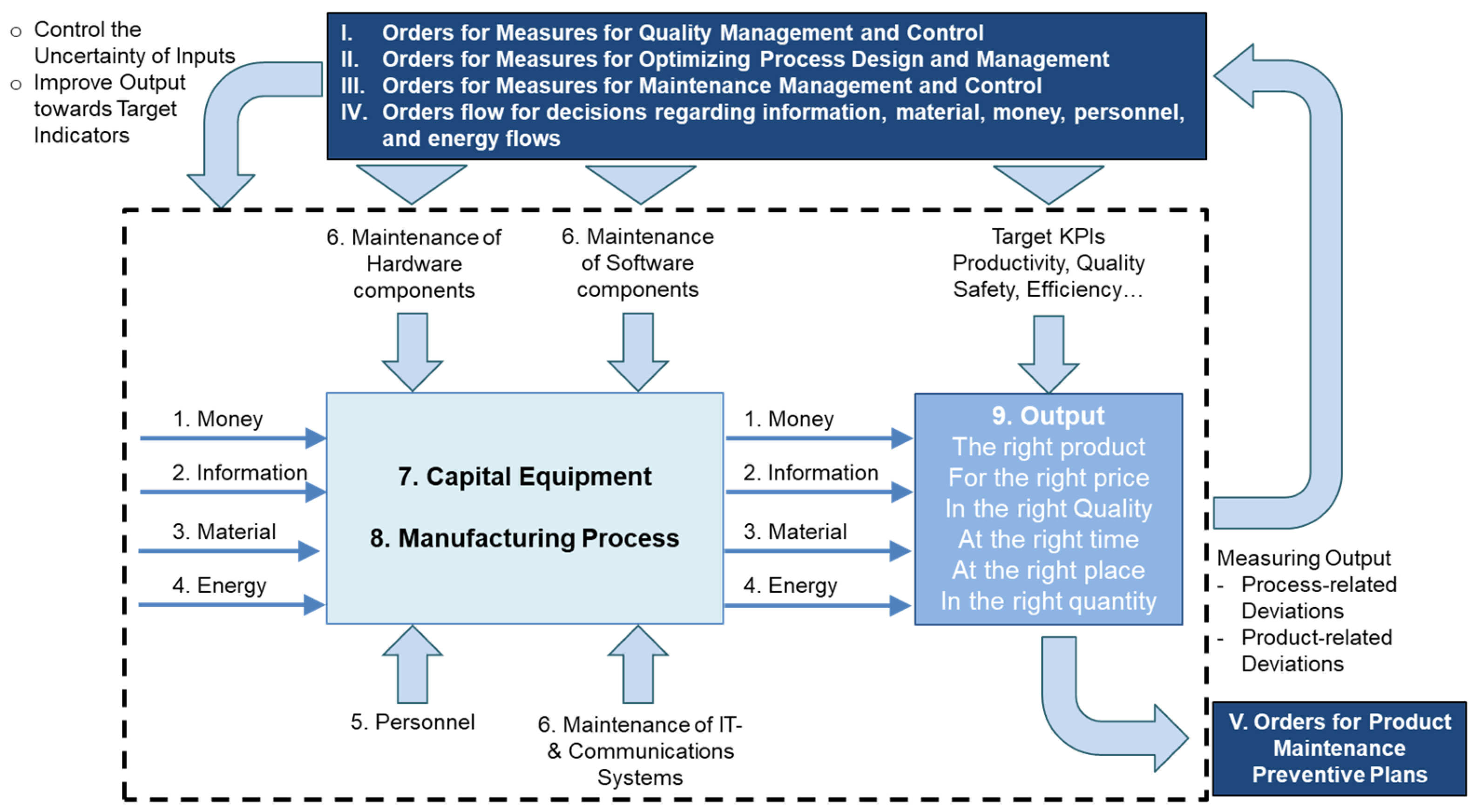
3.3.2. Manufacturing Process Model
- Input: Information, material, money, and energy flows are inputs that enable the initiation of the manufacturing processes.
- Process: During the manufacturing process, other factors are relevant, such as human resource functions, the information flow received from the IT systems, and communication technologies. To ensure that this information flow reaches the manufacturing asset and the product, the maintenance activities for hardware and software components, as well as the maintenance of IT and communication systems, are key. Maintenance during the process provides condition monitoring of the asset and process, and it enables the realization of corrective maintenance activities.
- Regulation mechanisms: These elements provide the areas whose function is to optimize and stabilize the process in future operating times. These are maintenance management and control, quality management and control, process design and optimization, and the order flows that are the decisions that influence the system from both current and future states.
- Lastly, the output areas are the information, material, money, and energy flows obtained because of the manufacturing process and the related transformation from the input to the output item. Furthermore, an important output is the quality control of output according to quality requirements. Moreover, the main goal of logistics is to be able to provide the right products in the right quantity and quality with full information at the right time and at the right place [34].

3.3.3. Factors and Parameters in Each Area of the Manufacturing Process
- Money flow: Indicators that describe the cost of the input item, value of the output item, and cost of resources used in the manufacturing process operation and maintenance. The aim of a company or an industry is to achieve output targets with the lowest possible financial resources in terms of investment and operating costs. Accordingly, it does not make sense to install excess capacities and, thus, make high investments in equipment, systems, buildings, and the necessary infrastructure. The goal is good overall equipment effectiveness (OEE). Moreover, particular attention is paid to the availability of the systems, as low system availability is in many cases the trigger for investments. High operating costs due to high energy costs or high maintenance costs can also trigger investments [13].
- Information flow: Parameters are related to the availability of input, process, and output data related to the product, the manufacturing process, or the information and communication technology infrastructure. The availability of information flow depends on oral communication, paper or e-mail communication, or today’s more usual communication systems information. For the latter, availability depends on the capability to transmit, receive, and gather data, and those activities normally depend on the network signal in use for these activities.
- Material flow: Material efficiency in raw materials, consumables, and supplies is an important factor, as the cost of materials is considerable within the profit and loss account of a company in the manufacturing sector, accounting for around or even over 40% of the total manufacturing costs. In a German study, manufacturing companies surveyed estimated their potential for material savings to be an average of 7%. A large part of the material saving potential can be found within the production processes, and specifically in the material losses during launching processes. Overproduction has enormous material efficiency potential [13]. Indicators in this flow are related to two areas:
- (a)
- Input material: the quality of material properties, stock levels, availability of materials, logistics flow reliability, replenishment times, etc.
- (b)
- Output material: the quality of material properties, availability of materials, material losses, etc.
- Energy flow: Indicators in this flow are related to the production, consumption, and use efficiency of energy in the manufacturing process. Efficiency in the use of energy is an important factor, as energy consumption for industry in an industrialized country is considerable, accounting, for instance, for 30% of final energy consumption in Germany, making the industry the largest consumer of final energy [13].
- Personnel resource flow: Parameters such as punctuality, availability, the absence rate, the illness rate, the accident rate, the motivation rate, and the divergence between the target and as-is personnel quantity are factors relevant to the manufacturing process. The working person will continue to be the focus in the production of the future, but the requirements will shift [35]. Future qualification requirements for specialists in production are an important factor in order to guide knowledge [32].
- Maintenance area: This refers to maintenance in the sense of condition monitoring of the process and the manufacturing assets and operating material used during the process. In this sense, parameters such as mean time ‘til repair (MTTR) or mean time between failures (MTBF), and reaction times for any disturbance are factors that are important to the stability of the manufacturing process. Moreover, maintenance does not only refer to hardware but also to software and data elements, as well as the maintenance of IT systems and communication technologies that provide information to execute, control, and monitor the process.
- Manufacturing process area: The stability of the processes is also a prerequisite for low rejection rates. Optimizing cutting processes, thereby reducing waste, for instance, is another method by which efficiency can be increased [13].
- Capital equipment flow: Quantity of machine groups, number of machines, acquisition of new machines, tools in use, etc. OEE (overall equipment effectiveness) is the main indicator composed of availability, performance, and quality. Capacity utilization is an additional factor. The condition of the manufacturing asset components and the related maintenance activities in terms of time, quality, adherence to plan, etc. are also important. This factor encompasses the operational material means; these are the quantity, availability, and condition of the tools, shelves, etc. used within the manufacturing operations.
- Output area: This refers to the values of the factors and parameters that assess whether the manufacturing process is reaching its desirable output. From the different types of output, there are quality requirement indicators, including legal compliance, logistics indicators, and economic indicators.
3.4. Manufacturing System Assessment
4. Discussion
- Decision to focus on one or some specific resource areas;
- Decision to treat all areas with an impact on the manufacturing process equally.
- Decision to analyze all factors and parameters within the area, as well as the interrelationships among them and the impacts that they have on the overall system;
- Decision to consider a selection of the factors, parameters, and impacts within each area.
- Within the function-oriented or process-oriented area;
- At the network or plant level or line or machine level;
- With operative units working in decentralized or centralized manner.
- Decision to progress toward Industry 4.0 and quality, maintenance, and production logistics improvements while focusing on specific or all areas;
- Decision to first focus on quality, maintenance, and production logistics improvements and then progress toward introducing Industry 4.0 capabilities to specific or all areas.
- Static analysis: This consists of mapping of the production flow, determining the manufacturing process (input areas, process parameters, and output areas), classifying areas and factors into normal, relevant, and indispensable areas or factors, identifying the product and its quality characteristics (functionalities of the final product and value-added to the end customer), relating areas and factors of the manufacturing process with product functionalities, and associating areas and factors with organizational structure.
- Dynamic analysis: This is an analysis of the manufacturing process to determine operational limitations for sustainable operations. This can be performed with real data and/or with iterative simulation of the manufacturing systems. This step defines how the system determines the decisions and actions over time. Moreover, it helps to identify all potential disturbances or variability sources of the areas and factors.
- Bottleneck resource identification for manufacturing system goals: The conceptual model can be used as series with parallel elements and expected availabilities that can be applied for managing and planning purposes, as well as identify the production output efficiency and the associated risks. Moreover, by applying predictive analytics and maintenance based on real data, the availability values can increase their accuracy. Taking into account the goals and the impact level of the different variability sources, priorities can be defined. For instance, if information availability is only secure at 80% due to IT systems disruption while the availability of all other areas is ensured at 99%, then all other areas are wasting resources from 80% to 99%.
- After determining which resource areas and factors need to be improved, the next step is to identify which measures can be applied to improve the bottleneck resources to satisfy the manufacturing system goals. The measures can be classified in four different types:
- Quality measures, such as quality management and control methods and systems;
- Maintenance measures, such as maintenance management and control methods and systems;
- Production logistics measures, such as production management and control methods and systems;
- Improving resource areas and their capabilities: money, information, material, energy, personnel, and capital equipment.
- The impact of the measures on the required time and economic efforts is determined, and an analysis of risks of their implementation for the global manufacturing system is conducted. After this analysis, decisions are to be made, and the measures are to be defined.
- An implementation plan, including communication and training, is initiated.
- It is necessary to plan how the new measures and their interrelationships within the system will be managed and controlled.
5. Conclusions
- Transferring this research method to real production systems and applying it as a digital twin tool or an assistance tool for sales, production, quality, and maintenance leaders by centralizing all data related to the manufacturing system, thereby allowing the simulation of what-if scenarios, as well as for the monitoring and assessment of the manufacturing system state.
- Improving the model based on implementation feedbacks, as well as applying it to production networks with several production plants.
- Including data analytics, artificial intelligence, and blockchain, as well as other Industry 4.0 advancements, into the model and its applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Qin, J.; Liu, Y.; Grosvenor, R. A categorical framework of manufacturing for industry 4.0 and beyond. Procedia CIRP 2016, 52, 173–178. [Google Scholar] [CrossRef] [Green Version]
- Schilberg, D.; Meisen, T.; Reinhard, R. Virtual Production-The connection of the modules through the Virtual Production Intelligence. In Proceedings of the World Congress on Engineering and Computer Science, San Francisco, CA, USA, 23–25 October 2013; Volume 2, pp. 23–25. [Google Scholar]
- Keddis, N.; Kainz, G.; Buckl, C.; Knoll, A. Towards adaptable manufacturing systems. In Proceedings of the 2013 IEEE International Conference on Industrial Technology (ICIT), Cape Town, South Africa, 23–28 February 2013; pp. 1410–1415. [Google Scholar]
- Perales, D.P.; Valero, F.A.; García, A.B. Industry 4.0: A classification scheme. In Closing the Gap between Practice and Research in Industrial Engineering; Springer: Berlin/Heidelberg, Germany, 2018; pp. 343–350. [Google Scholar]
- Florescu, A.; Barabas, S.A. Modeling and simulation of a flexible manufacturing system—A basic component of industry 4.0. Appl. Sci. 2020, 10, 8300. [Google Scholar] [CrossRef]
- Chen, B.; Wan, J.; Shu, L.; Li, P.; Mukherjee, M.; Yin, B. Smart factory of industry 4.0: Key technologies, application case, and challenges. IEEE Access 2017, 6, 6505–6519. [Google Scholar] [CrossRef]
- Cortés, C.B.Y.; Landeta, J.M.I.; Chacón, J.G.B. El entorno de la industria 4.0: Implicaciones y perspectivas futuras. Concienc. Tecnológica 2017, 54, 33–45. [Google Scholar]
- Tao, F.; Qi, Q. New IT driven service-oriented smart manufacturing: Framework and characteristics. IEEE Trans. Syst. Man Cybern. Syst. 2017, 49, 81–91. [Google Scholar] [CrossRef]
- Magnanini, M.C.; Tolio, T.A. A model-based Digital Twin to support responsive manufacturing systems. CIRP Annals 2021. [Google Scholar] [CrossRef]
- Alves, C.L.; De Noni, A., Jr.; Janßen, R.; Hotza, D.; Neto, J.R.; González, S.G.; Dosta, M. Integrated process simulation of porcelain stoneware manufacturing using flowsheet simulation. CIRP J. Manuf. Sci. Technol. 2021, 33, 473–487. [Google Scholar] [CrossRef]
- Al-Ahmari, A.M.A.; Ridgway, K. An integrated modeling method to support manufacturing systems analysis and design. Comput. Ind. 1999, 38, 225–238. [Google Scholar] [CrossRef]
- Gutenberg, E. Grundlagen der Betriebswirtschaftslehre, 22nd ed.; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 1976. [Google Scholar]
- Ramsauer, C. Industrie 4.0—Die Produktion der Zukunft. WINGbusiness 2013, 3, 6–12. [Google Scholar]
- Hinckeldeyn, J.; Dekkers, R.; Altfeld, N.; Kreutzfeldt, J. Bottleneck-based synchronisation of engineering and manufacturing. In Proceedings of the International Association for Management of Technology IAMOT 2010 19th International Conference on Management of Technology, Cairo, Egypt, 7–11 March 2010. [Google Scholar]
- Forrester, J.W. Industrial Dynamics, 4th ed.; MIT Press: Cambridge, UK, 1969. [Google Scholar]
- Blackstone, J.H. APICS Dictionary—The Standard for Excellence in the Operations Management Profession; APICS–The Association of Operations Management Dictionary: Chicago, IL, USA, 2008; pp. 1–156. [Google Scholar]
- Skander, A.; Roucoules, L.; Meyer, J.S.K. Design and manufacturing interface modelling for manufacturing processes selection and knowledge synthesis in design. Int. J. Adv. Manuf. Technol. 2008, 37, 443–454. [Google Scholar] [CrossRef] [Green Version]
- Schönemann, M.; Schmidt, C.; Herrmann, C.; Thiede, S. Multi-level modeling and simulation of manufacturing systems for lightweight automotive components. Procedia CIRP 2016, 41, 1049–1054. [Google Scholar] [CrossRef] [Green Version]
- Roupas, P. Predictive modelling of dairy manufacturing processes. Int. Dairy J. 2008, 18, 741–753. [Google Scholar] [CrossRef]
- Garcia-Crespo, A.; Ruiz-Mezcua, B.; Lopez-Cuadrado, J.L.; Gómez-Berbís, J.M. Conceptual model for semantic representation of industrial manufacturing processes. Comput. Ind. 2010, 61, 595–612. [Google Scholar] [CrossRef]
- Mawson, V.J.; Hughes, B.R. The development of modelling tools to improve energy efficiency in manufacturing processes and systems. J. Manuf. Syst. 2019, 51, 95–105. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Papacharalampopoulos, A.; Michail, C.K.; Chryssolouris, G. Robust Additive Manufacturing Performance through a Control Oriented Digital Twin. Metals 2021, 11, 708. [Google Scholar] [CrossRef]
- Papacharalampopoulos, A.; Bikas, H.; Michail, C.; Stavropoulos, P. On the generation of validated manufacturing process optimization and control schemes. Procedia CIRP 2021, 96, 57–62. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Nasiri, S.; Reinicke, T. Intelligent knowledge-based system to improve injection molding process. J. Ind. Inf. Integr. 2021, 100275, 100275. [Google Scholar]
- Wang, S.; Wan, J.; Li, D.; Zhang, C. Implementing smart factory of industrie 4.0: An outlook. Int. J. Distribut. Sens. Netw. 2016, 12, 3159805. [Google Scholar] [CrossRef] [Green Version]
- Oztemel, E.; Tekez, E.K. A general framework of a reference model for intelligent integrated manufacturing systems (REMIMS). Eng. Appl. Artif. Intell. 2009, 22, 855–864. [Google Scholar] [CrossRef]
- Bárkányi, Á.; Chován, T.; Németh, S.; Abonyi, J. Modelling for Digital Twins—Potential Role of Surrogate Models. Processes 2021, 9, 476. [Google Scholar] [CrossRef]
- ISO 9000. 2015 Sistemas de Gestión de la Calidad—Fundamentos y Vocabulario; ISO: Geneva, Switzerland, 2015. [Google Scholar]
- Permin, E.; Bertelsmeier, F.; Blum, M.; Bützler, J.; Haag, S.; Kuz, S.; Özdemir, D.; Stemmler, S.; Thombansen, U.; Schmitt, R.; et al. Self-optimizing production systems. Procedia CIRP 2016, 41, 417–422. [Google Scholar] [CrossRef]
- 19226, DIN: Leittechnik, Regelungstechnik und Steuerungstechnik. Allgemeine Grundlagen, Teil 1; Deutsches Institut für Normung: Berlin, Germany, 1994.
- Frank, U.; Giese, H.; Klein, F.; Oberschelp, O.; Schmidt, A.; Schulz, B.; Vocking, H.; Gausemeier, J. Selbstoptimierende Systeme des Maschinenbaus. Definitionen und Konzepte; Sonderforschungsbereich, Deutsche Forschungsgemeinschaft: Paderborn, Germany, 2004; p. 614. [Google Scholar]
- Zeller, B.; Achtenhagen, C.; Först, S. Das “Internet der Dinge” in der Industriellen Produktion–Studie zu Künftigen Quali-fikationserfordernissen auf Fachkräfteebene. Report FreQueNz–Früherkennung von Qualifikationserfordernissen; Forschungsinstitut Betriebliche Bildung: Bonn, Germany; Nürnberg, Germany, 2010. [Google Scholar]
- Voigt, K.I.; Steinmann, D.I.F.; Bauer, D.I.J.; Dremel, A. Condition Monitoring als Schlüsseltechnologie–Eine Analyse der Anforderungen an Neue Geschäftsmodelle für den Remote Service; Heinz Nixdorf Institut-Universität: Paderborn, Germany, 2013. [Google Scholar]
- Schuh, G.; Stich, V.; Wienholdt, H. Logistikmanagement; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Elevli, S.; Elevli, B. Performance measurement of mining equipments by utilizing OEE. Acta Montan. Slovaca 2010, 15, 95. [Google Scholar]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reschke, J.; Gallego-García, S. A Novel Methodology for Assessing and Modeling Manufacturing Processes. Appl. Sci. 2021, 11, 10117. https://doi.org/10.3390/app112110117
Reschke J, Gallego-García S. A Novel Methodology for Assessing and Modeling Manufacturing Processes. Applied Sciences. 2021; 11(21):10117. https://doi.org/10.3390/app112110117
Chicago/Turabian StyleReschke, Jan, and Sergio Gallego-García. 2021. "A Novel Methodology for Assessing and Modeling Manufacturing Processes" Applied Sciences 11, no. 21: 10117. https://doi.org/10.3390/app112110117
APA StyleReschke, J., & Gallego-García, S. (2021). A Novel Methodology for Assessing and Modeling Manufacturing Processes. Applied Sciences, 11(21), 10117. https://doi.org/10.3390/app112110117