
Dissimilar Rotary Friction Welding of Inconel 718 to F22 Using Inconel 625 Interlayer

 , , , and
, , , and
Abstract
:Featured Application
Abstract
1. Introduction
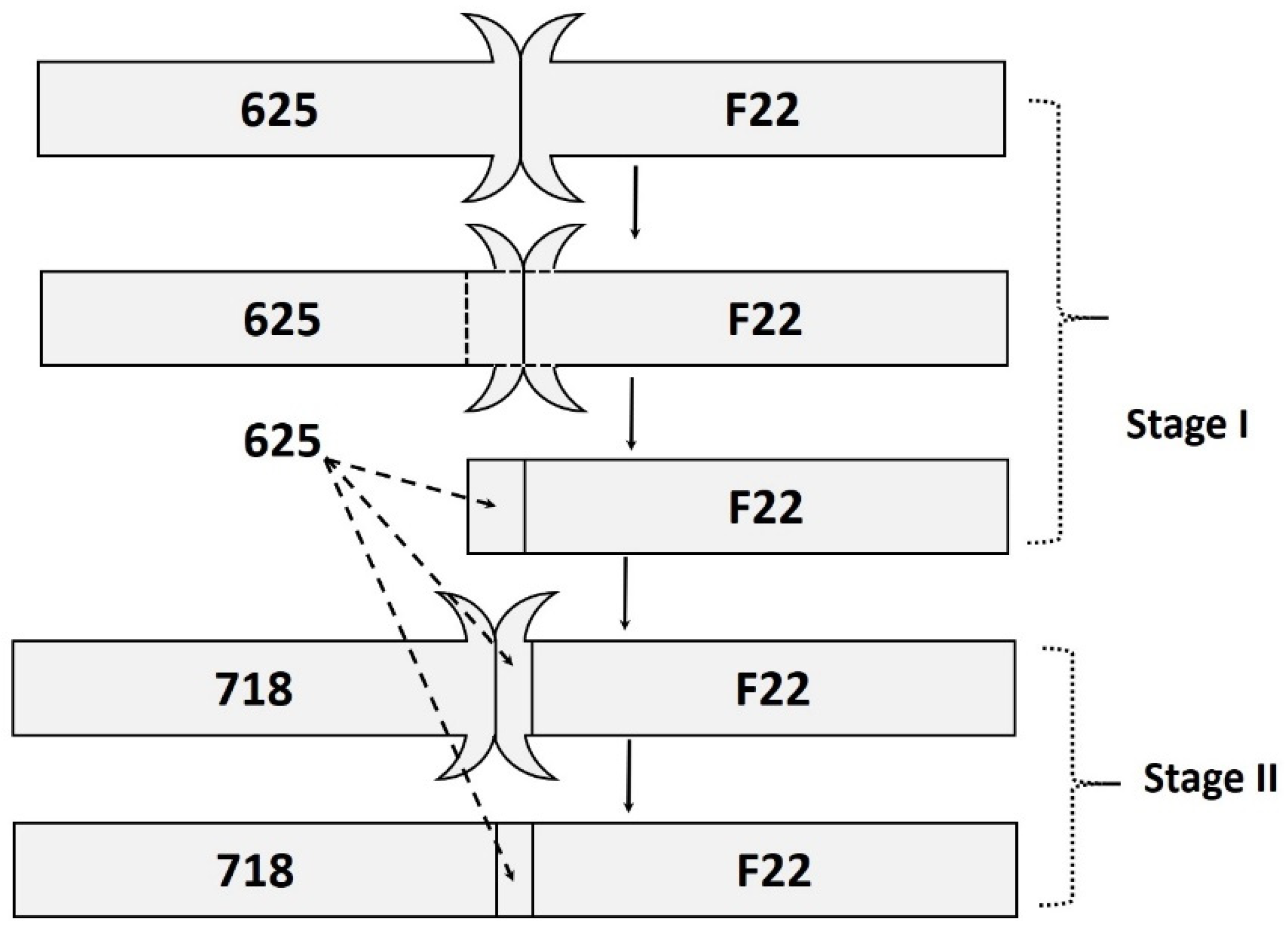
2. Material Description and Experimental Procedures
2.1. Metallographic Examination
2.2. Mechanical Testing
3. Results and Discussion
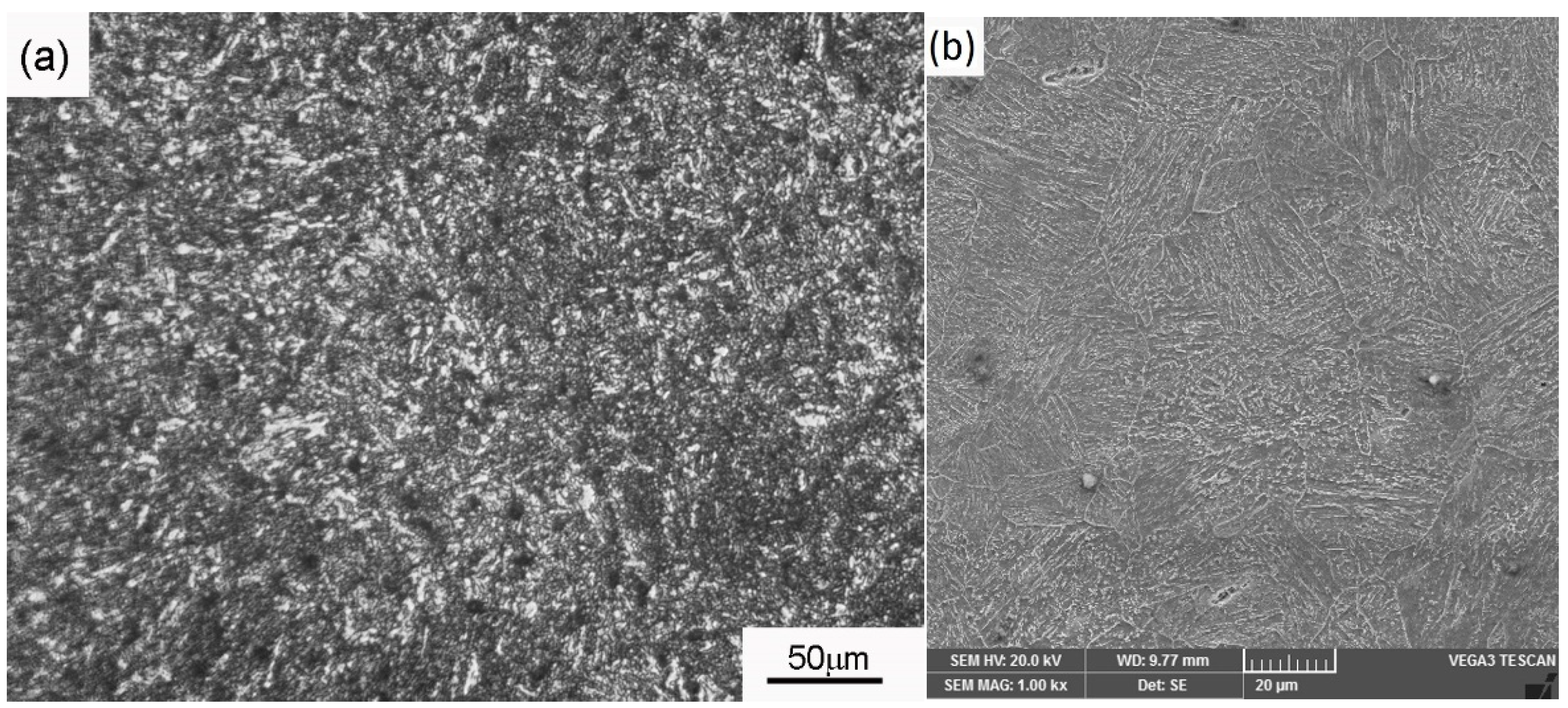
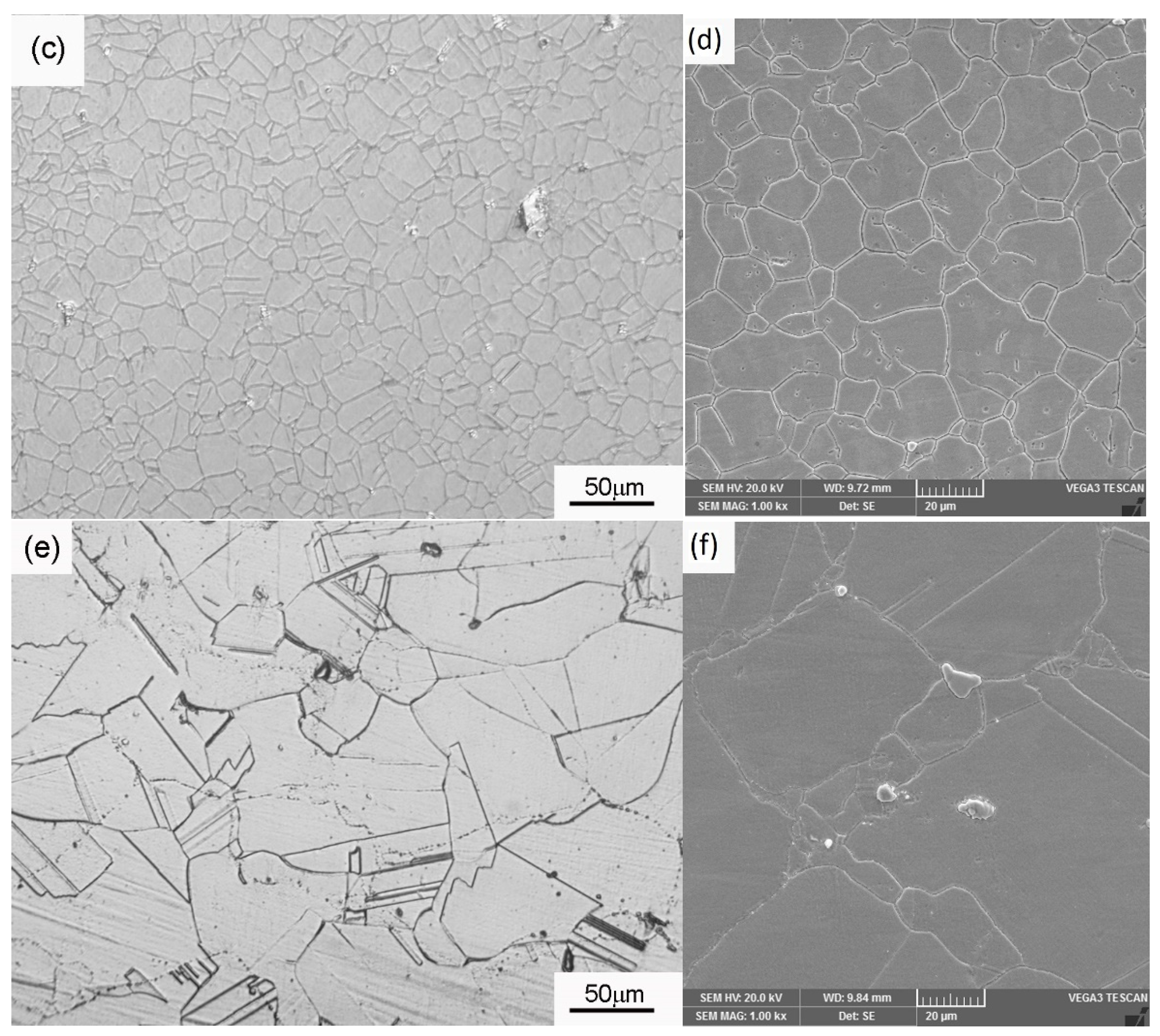
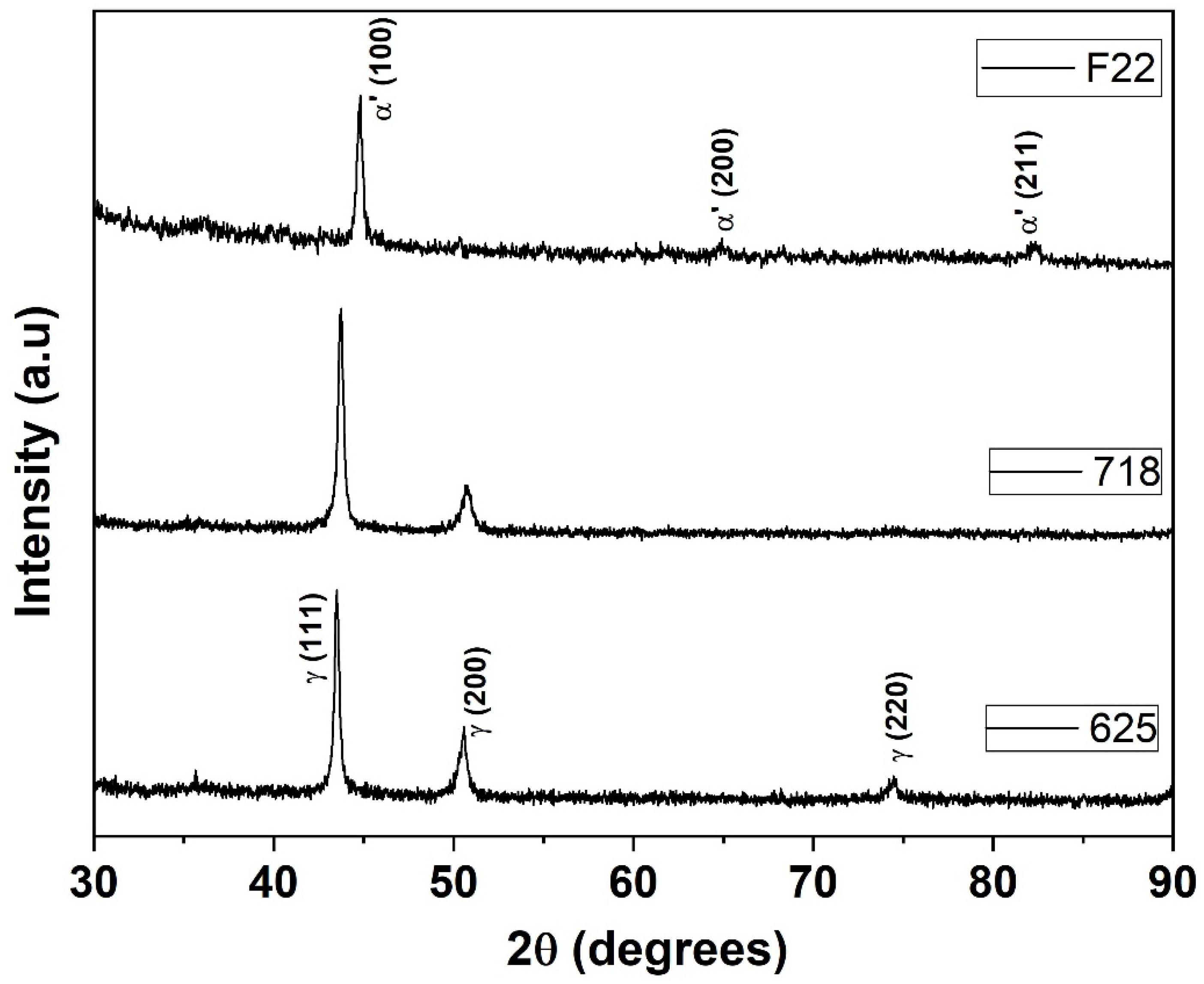
3.1. Microstructure: Base Metal
3.2. Microstructure: Welds
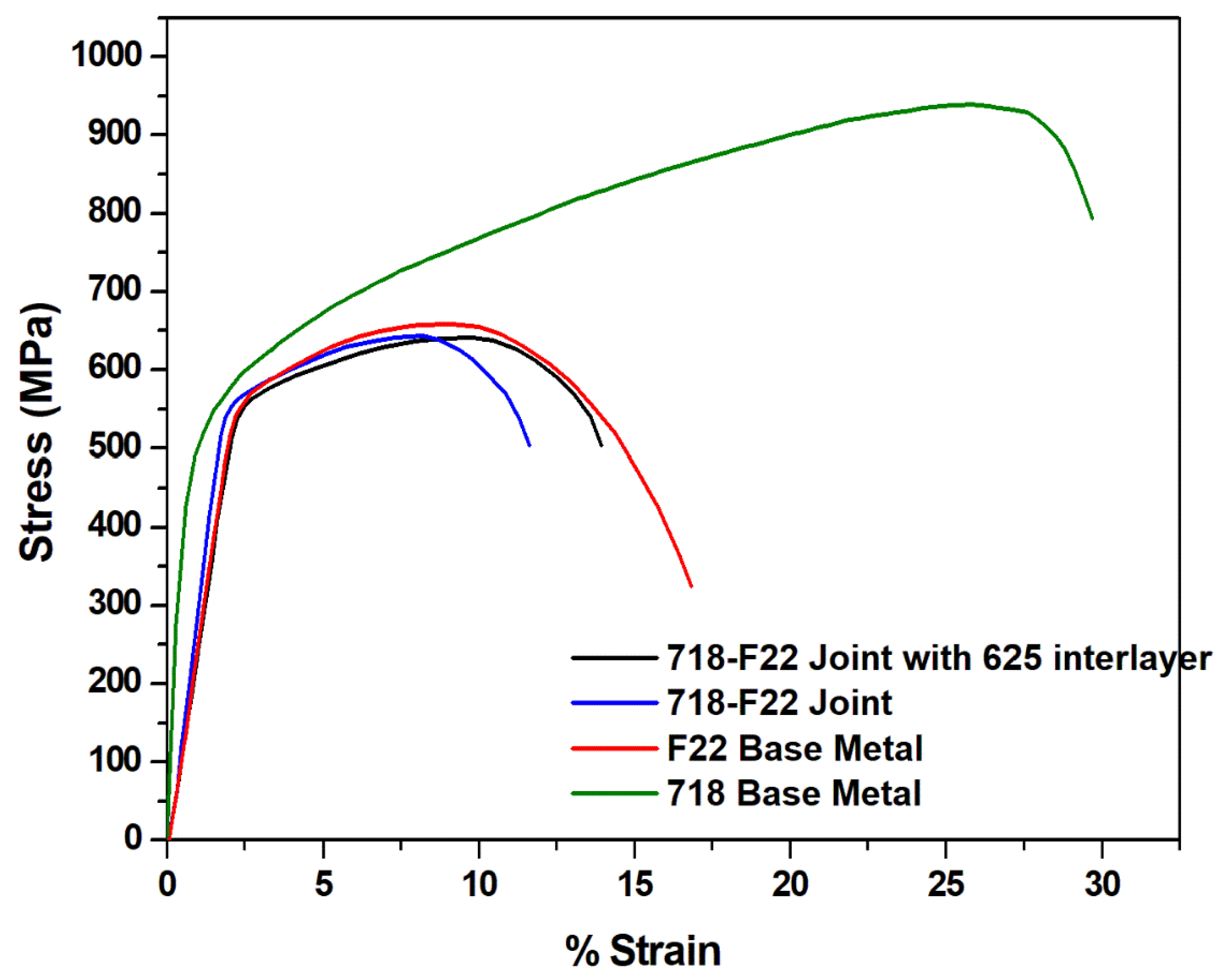
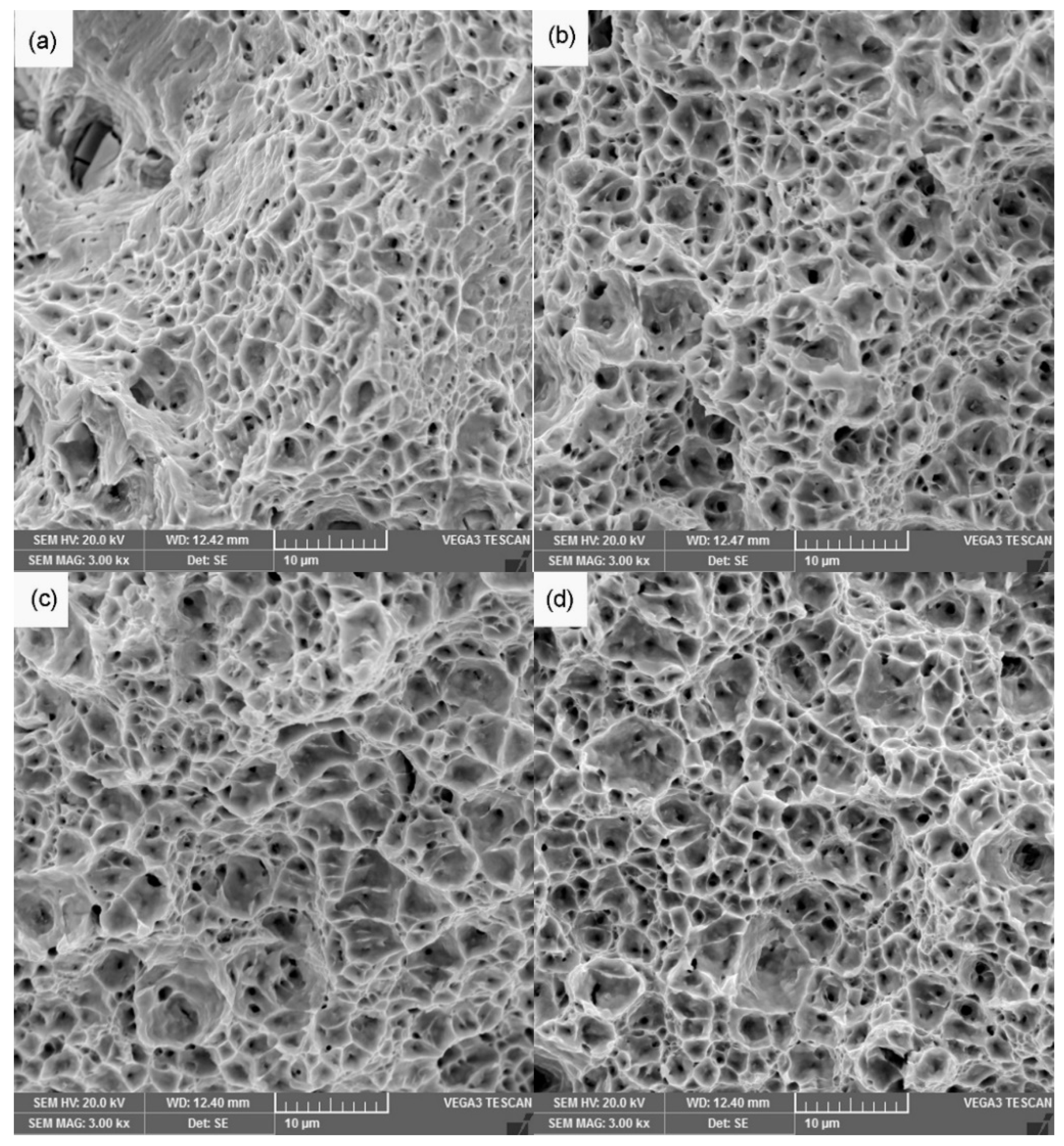
3.3. Mechanical Properties
4. Conclusions
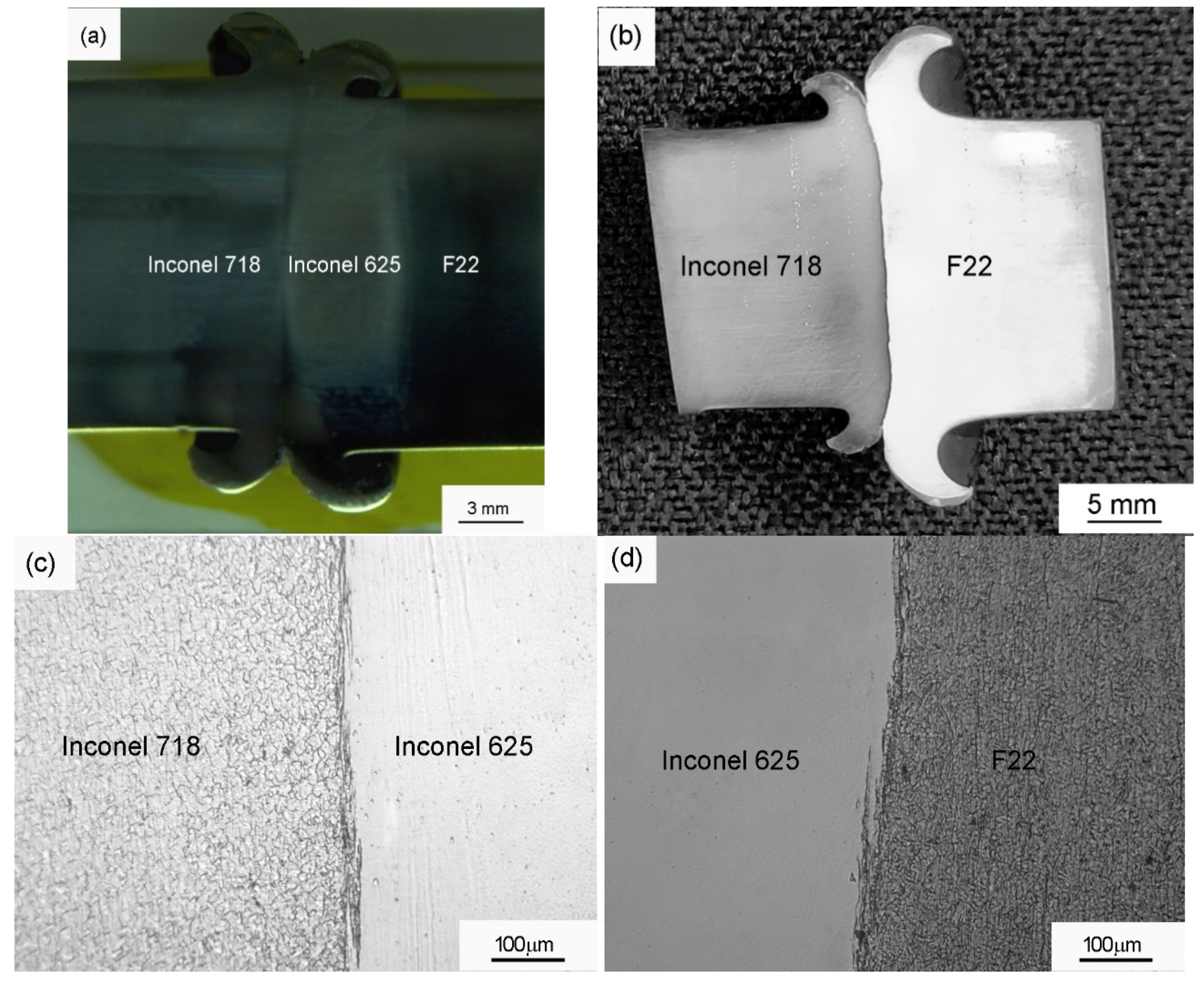
- Weldments were free of weld defects such as porosity or cracks, as evidenced by optical and electron microscopic investigations.
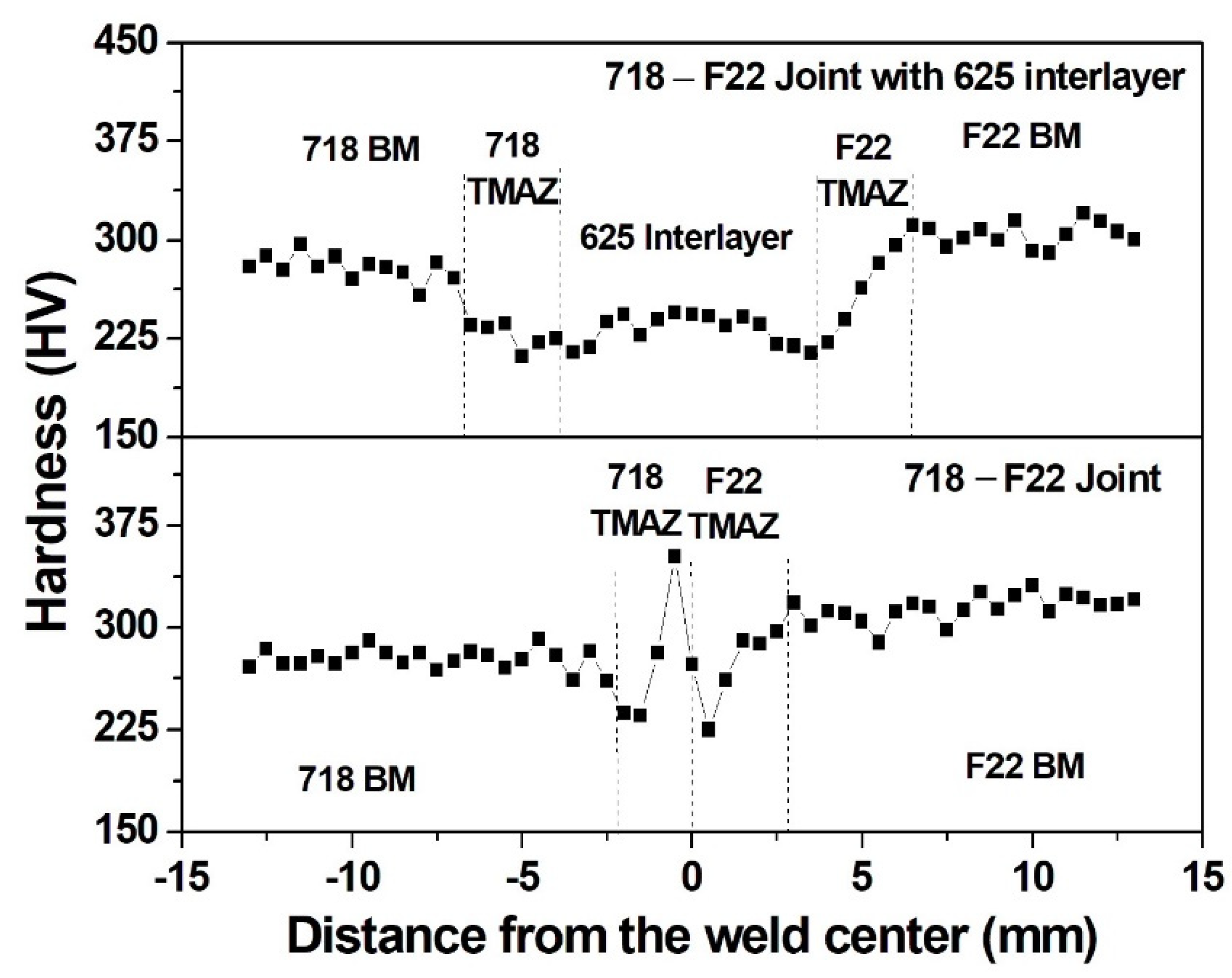
- Higher hardness was observed at the weld interface of the Inconel 718/F22 rotary friction welded joints, while welded joints with Inconel 625 interlayer did not show such a hardness jump.
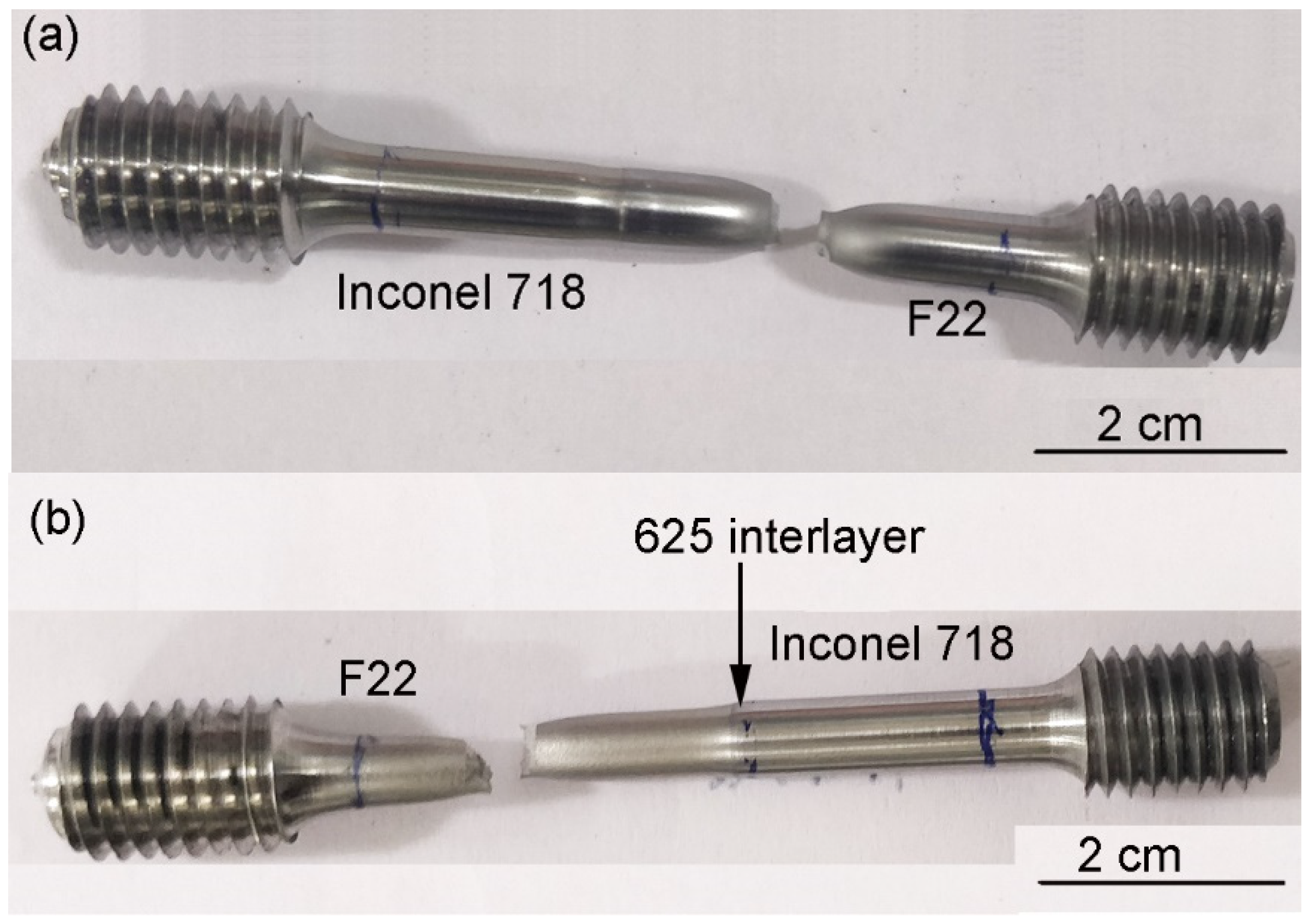
- Tensile samples failed in the F22 base metal for welds prepared with and without interlayer. Inconel 718/F22 rotary friction welded joints prepared using Inconel 625 interlayer showed higher ductility compared to the joints without an interlayer, while both the joints showed similar strength values.
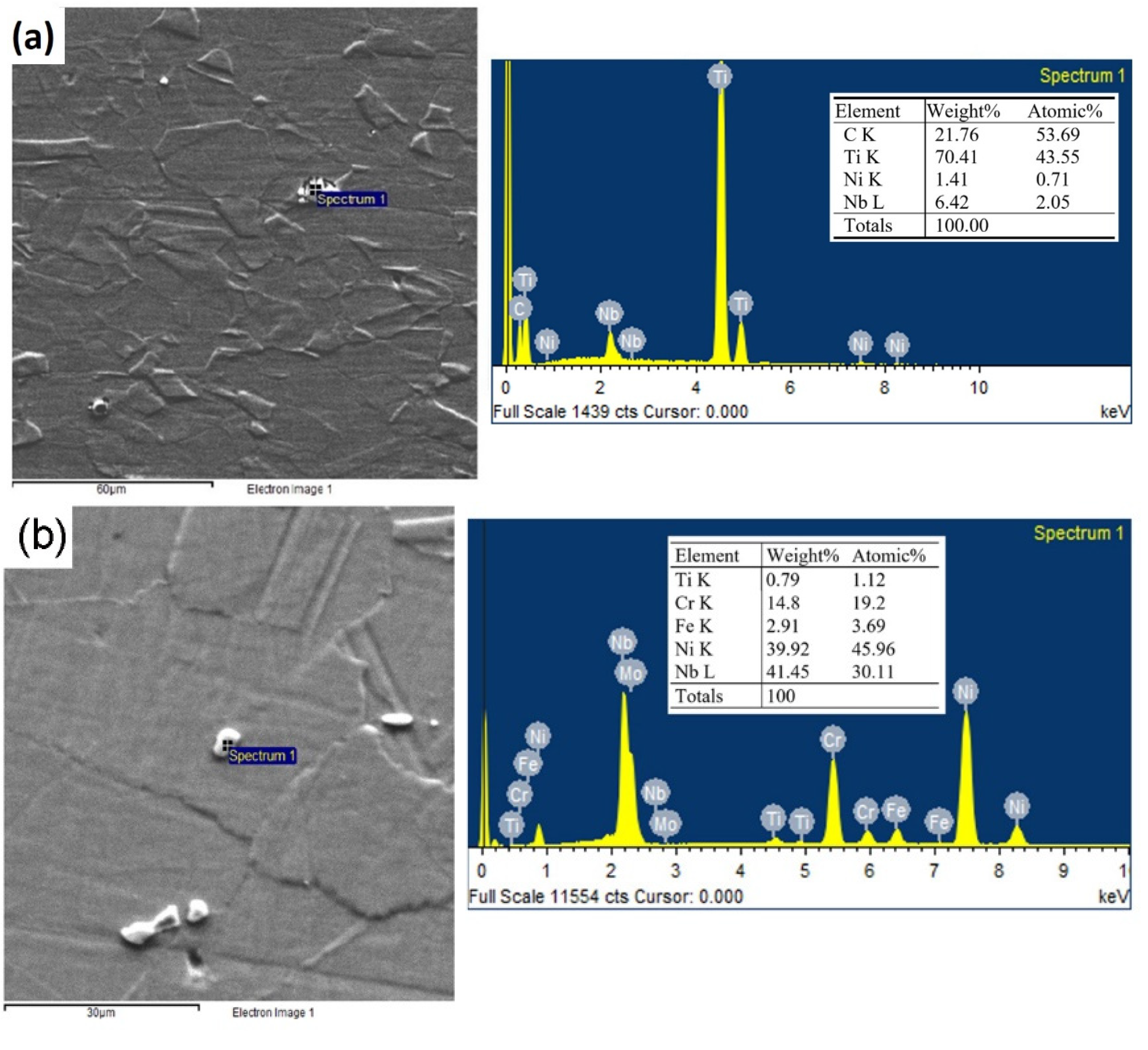
- Inconel 718/F22 rotary friction welded joints displayed lower impact toughness values compared to the base metals and weld joints prepared using Inconel 625 interlayer. Carbon migration from the F22 to the Inconel 718 at the weld interface, because of the mechanical intermixing and diffusion, resulted in the formation of carbide phases in the Inconel 718 and lowered the toughness of the weld joints.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
References
- Escrivà-Cerdán, C.; Ooi, S.W.; Joshi, G.R.; Morana, R.; Bhadeshia, H.K.D.H.; Akid, R. Effect of Tempering Heat Treatment on the CO2 Corrosion Resistance of Quench-Hardened Cr-Mo Low-Alloy Steels for Oil and Gas Applications. Corros. Sci. 2019, 154, 36–48. [Google Scholar] [CrossRef]
- De Bartolomeis, A.; Newman, S.T.; Jawahir, I.S.; Biermann, D.; Shokrani, A. Future Research Directions in the Machining of Inconel 718. J. Mater. Process. Technol. 2021, 297, 117260. [Google Scholar] [CrossRef]
- Yang, X.; Wang, B.; Jiang, W.; Chen, S.N.; Wang, J. The Superplasticity Improvement of Inconel 718 through Grain Refinement by Large Reduction Cold Rolling and Two-Stage Annealing. Mater. Sci. Eng. A 2021, 823, 141713. [Google Scholar] [CrossRef]
- Hosseini, E.; Popovich, V.A. A Review of Mechanical Properties of Additively Manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Henderson, M.B.; Arrell, D.; Larsson, R.; Heobel, M.; Marchant, G. Nickel Based Superalloy Welding Practices for Industrial Gas Turbine Applications. Sci. Technol. Weld. Join. 2004, 9, 13–21. [Google Scholar] [CrossRef]
- Ferretti, S.; Valenzano, G.; Cugno, W. International Space Station External Active Thermal Control System Lines Manufacturing. In Proceedings of the AIAA 57th International Astronautical Congress, Valencia, Spain, 2–6 October 2006; Volume 5, pp. 2952–2955. [Google Scholar] [CrossRef]
- Mortezaie, A.; Shamanian, M. An Assessment of Microstructure, Mechanical Properties and Corrosion Resistance of Dissimilar Welds between Inconel 718 and 310S Austenitic Stainless Steel. Int. J. Press. Vessel. Pip. 2014, 116, 37–46. [Google Scholar] [CrossRef]
- Balakrishnan, M.; Balasubramanian, V.; Reddy, G.M. Effect of Hardfaced Interlayer Thickness and Low Hydrogen Ferritic Capping on Ballistic Performance of Shielded Metal Arc Welded Armour Steel Joints. J. Iron Steel Res. Int. 2013, 20, 82–91. [Google Scholar] [CrossRef]
- Meshram, S.D.; Madhusudhan Reddy, G. Friction Welding of AA6061 to AISI 4340 Using Silver Interlayer. Def. Technol. 2015, 11, 292–298. [Google Scholar] [CrossRef] [Green Version]
- Madhusudhan Reddy, G.; Venkata Ramana, P. Role of Nickel as an Interlayer in Dissimilar Metal Friction Welding of Maraging Steel to Low Alloy Steel. J. Mater. Process. Technol. 2012, 212, 66–77. [Google Scholar] [CrossRef]
- Xin, J.; Zhang, H.; Sun, W.; Huang, C.; Wang, S.; Wei, J.; Wang, W.; Fang, Z.; Wu, D.; Li, L. The Microstructures and Mechanical Properties of Dissimilar Laser Welding of Copper and 316L Stainless Steel with Ni Interlayer. Cryogenics 2021, 118, 103344. [Google Scholar] [CrossRef]
- Gao, X.L.; Li, L.K.; Liu, J.; Wang, X.; Yu, H. Analysis of Ni Interlayer Effects on Laser Beam Welding of Dissimilar Pure Mo Alloy to Stainless Steel. Int. J. Refract. Met. Hard Mater. 2021, 100, 105654. [Google Scholar] [CrossRef]
- Hu, Y.; Wu, L.; Zhou, P.; Ye, Y.; Wang, B. Fiber Laser Welding of Ti-6Al-4V to Inconel 718 Bimetallic Structure via Cu/Ta Multi-Interlayer. Vacuum 2021, 192, 110461. [Google Scholar] [CrossRef]
- Cao, X.L.; Wang, G.; Xing, C.; Tan, C.W.; Jiang, J.J. Effect of Process Parameters on Microstructure and Properties of Laser Welded Joints of Aluminum/Steel with Ni/Cu Interlayer. Trans. Nonferr. Met. Soc. China 2021, 31, 2277–2286. [Google Scholar] [CrossRef]
- Singh, S.; Alok, B.S.; Manoj, K.; Meena, M.L.; Dangayach, G.S. Dissimilar Metal Welds Used in AUSC Power Plant, Fabrication and Structural Integrity Issues. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1017, 012022. [Google Scholar] [CrossRef]
- Lalam, S.V.; Reddy, G.M.; Mohandas, T.; Kamaraj, M.; Murty, B.S. Continuous Drive Friction Welding of Inconel 718 and EN24 Dissimilar Metal Combination. Mater. Sci. Technol. 2009, 25, 851–861. [Google Scholar] [CrossRef]
- Hinojos, A.; Mireles, J.; Reichardt, A.; Frigola, P.; Hosemann, P.; Murr, L.E.; Wicker, R.B. Joining of Inconel 718 and 316 Stainless Steel Using Electron Beam Melting Additive Manufacturing Technology. Mater. Des. 2016, 94, 17–27. [Google Scholar] [CrossRef] [Green Version]
- Thompson, R.G.; Mayo, D.E.; Radhakrishnan, B. The Relationship between Carbon Content, Microstructure, and Intergranular Liquation Cracking in Cast Nickel Alloy 718. Metall. Trans. A 1991, 22, 557–567. [Google Scholar] [CrossRef]
- Dai, T.; Lippold, J.C. Tempering Behavior of the Fusion Boundary Region of an F22/625 Weld Overlay. Weld. J. 2017, 96, 467S–480S. [Google Scholar]
- Dai, T.; Lippold, J. Characterization of the Interface of an Alloy 625 Overlay on Steels Using Nanoindentation. J. Mater. Eng. Perform. 2018, 27, 3411–3418. [Google Scholar] [CrossRef]
- Sukumaran, A.; Gupta, R.K.; Anil Kumar, V. Effect of Heat Treatment Parameters on the Microstructure and Properties of Inconel-625 Superalloy. J. Mater. Eng. Perform. 2017, 26, 3048–3057. [Google Scholar] [CrossRef]
- Rehman, A.U.; Babu, N.K.; Talari, M.K.; Usmani, Y.S.; Al-Khalefah, H. Microstructure and Mechanical Properties of Dissimilar Friction Welding Ti-6Al-4V Alloy to Nitinol. Metals 2021, 11, 109. [Google Scholar] [CrossRef]
- Reed, R.C.; Rae, C.M.F. Physical Metallurgy of the Nickel-Based Superalloys, 5th ed.; Elsevier: Amsterdam, The Netherlands, 2014; Volume 1, ISBN 9780444537713. [Google Scholar]
- Cheepu, M.; Che, W.S. Effect of Burn-off Length on the Properties of Friction Welded Dissimilar Steel Bars. J. Weld. Join. 2019, 37, 46–55. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Ni | Cr | Nb | Mo | Ti | Al | C | Fe | Others | Melting Points (°C) |
|---|---|---|---|---|---|---|---|---|---|---|
| Inconel 718 | 52.5 | 19 | 5.7 | 3 | 0.9 | 0.5 | 0.08 | Bal. | 0.18 Cu | 1336 |
| Inconel 625 | 58.5 | 21.5 | 4 | 9.5 | 0.4 | 0.3 | 0.08 | Bal. | 0.3 Co, 0.3 Si, 0.5 Mn | 1350 |
| F22 | - | 2.3 | - | 1.1 | - | - | 0.14 | Bal. | 0.4 Si, 0.5 Mn | 1529 |
| Parameter | Explored Range | Final Chosen |
|---|---|---|
| Friction pressure (MPa) | 50–250 | 200 |
| Upset pressure (MPa) | 100–400 | 400 |
| Burn-off length (mm) | 1–7 | 6 |
| Upset time (s) | 4 (held constant) | 4 |
| Spindle speed (rev/min) | 2000 (held constant) | 2000 |
| Sample | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation % | Charpy Impact Energy Value (J) |
|---|---|---|---|---|
| 718 base metal | 485 ± 7 | 940 ± 2 | 30 ± 0.5 | 58 ± 2 |
| F22 base metal | 540 ± 5 | 659 ± 5 | 17 ± 1 | 185 ± 6 |
| 718-F22 joint | 535 ± 3 | 643 ± 6 | 12 ± 1.5 | 25 ± 4 |
| 718-F22 joint with 625 interlayer | 542 ± 4 | 640 ± 1 | 14 ± 0.2 | 45 ± 5 * 75 ± 2 ** |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rehman, A.U.; Kishore Babu, N.; Talari, M.K.; Anwar, S.; Usmani, Y.; Al-Samhan, A.M. Dissimilar Rotary Friction Welding of Inconel 718 to F22 Using Inconel 625 Interlayer. Appl. Sci. 2021, 11, 10684. https://doi.org/10.3390/app112210684
Rehman AU, Kishore Babu N, Talari MK, Anwar S, Usmani Y, Al-Samhan AM. Dissimilar Rotary Friction Welding of Inconel 718 to F22 Using Inconel 625 Interlayer. Applied Sciences. 2021; 11(22):10684. https://doi.org/10.3390/app112210684
Chicago/Turabian StyleRehman, Ateekh Ur, Nagumothu Kishore Babu, Mahesh Kumar Talari, Saqib Anwar, Yusuf Usmani, and Ali M. Al-Samhan. 2021. "Dissimilar Rotary Friction Welding of Inconel 718 to F22 Using Inconel 625 Interlayer" Applied Sciences 11, no. 22: 10684. https://doi.org/10.3390/app112210684
APA StyleRehman, A. U., Kishore Babu, N., Talari, M. K., Anwar, S., Usmani, Y., & Al-Samhan, A. M. (2021). Dissimilar Rotary Friction Welding of Inconel 718 to F22 Using Inconel 625 Interlayer. Applied Sciences, 11(22), 10684. https://doi.org/10.3390/app112210684