Review and New Aspects in Combining Multipoint Moulding and Additive Manufacturing


Abstract
:1. Introduction
2. Vacuum Assisted Multipoint Moulding
2.1. Definition and Historical Development
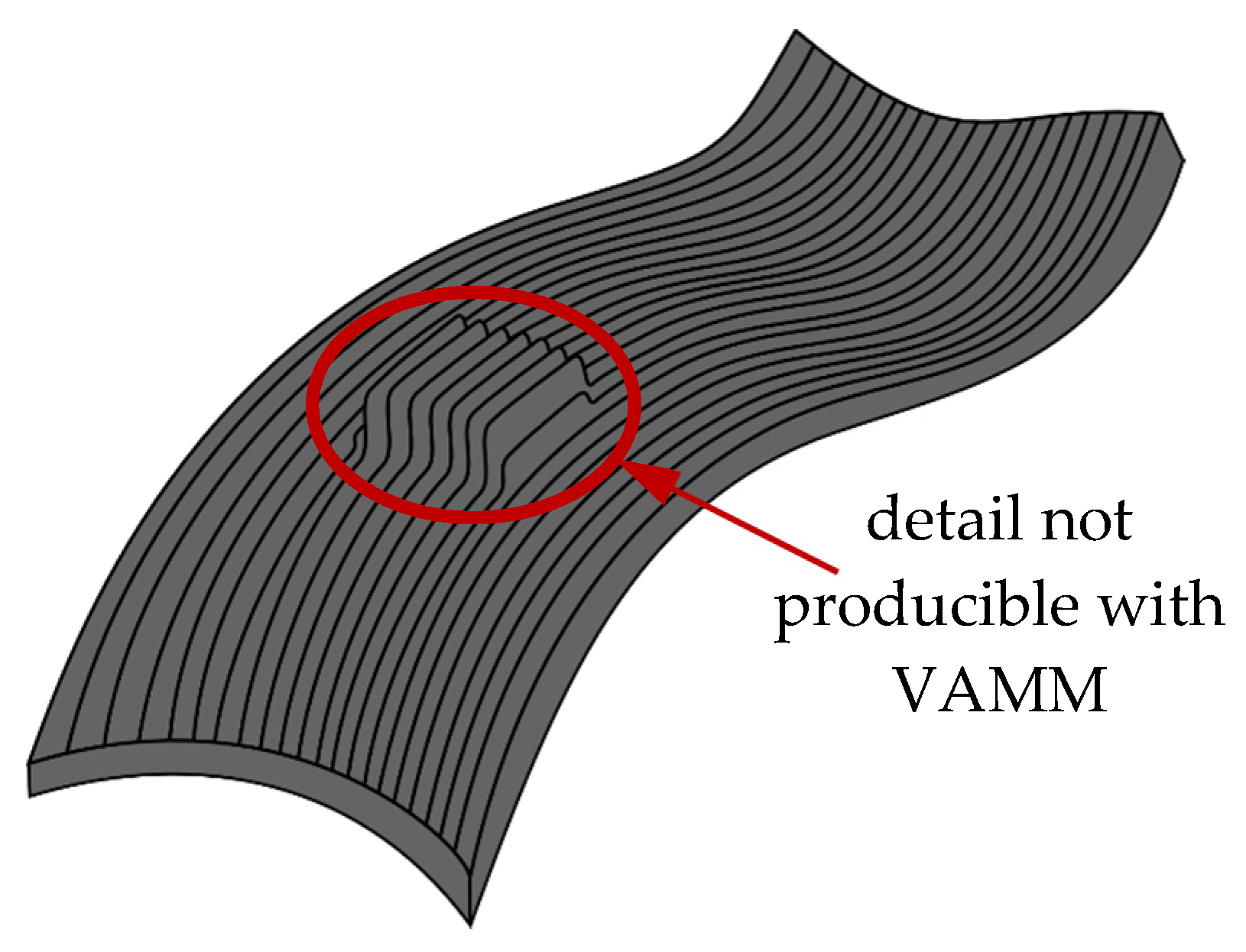
2.2. Restrictions and Solutions
3. Possible Additive Manufacturing Methods
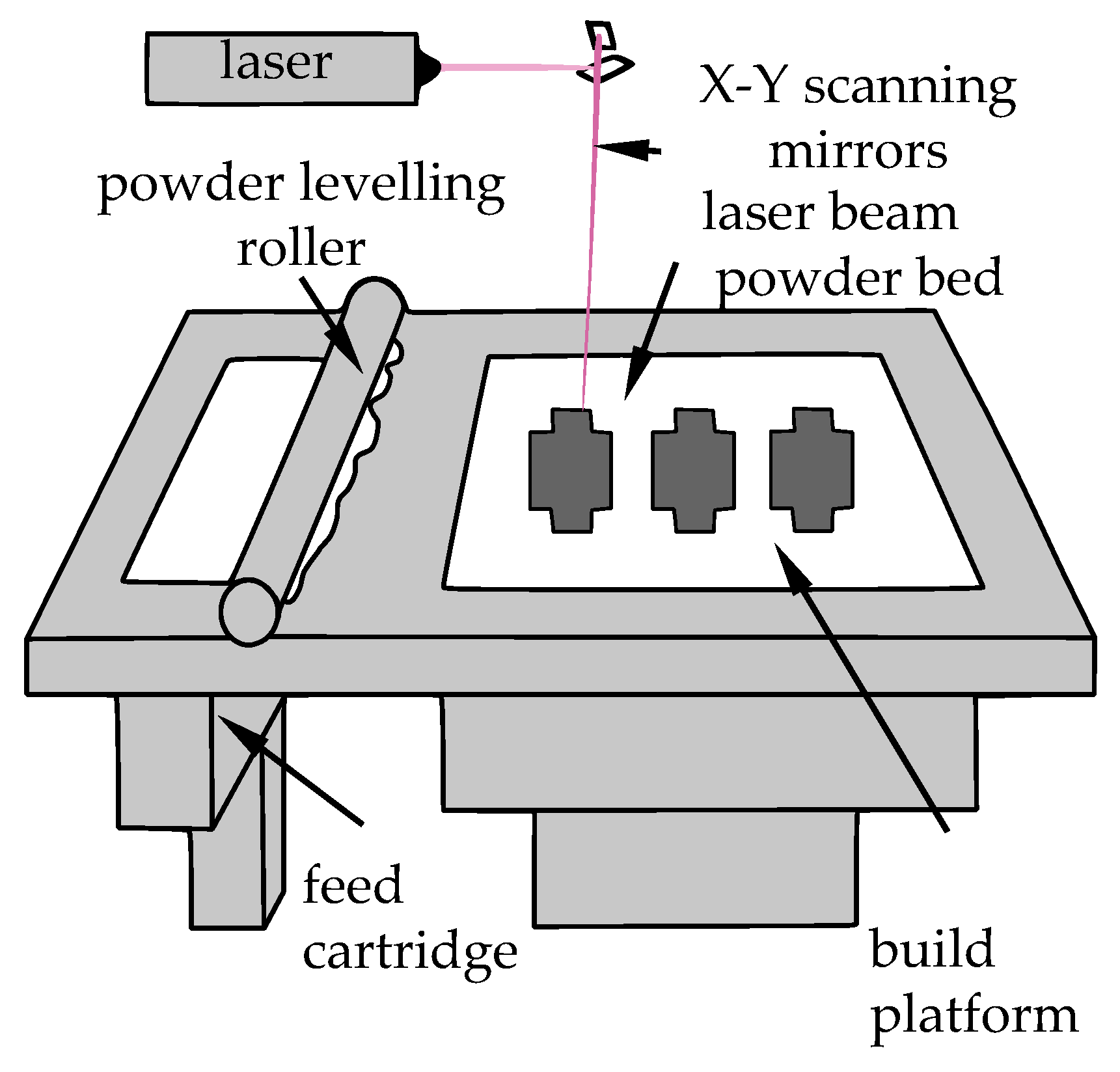
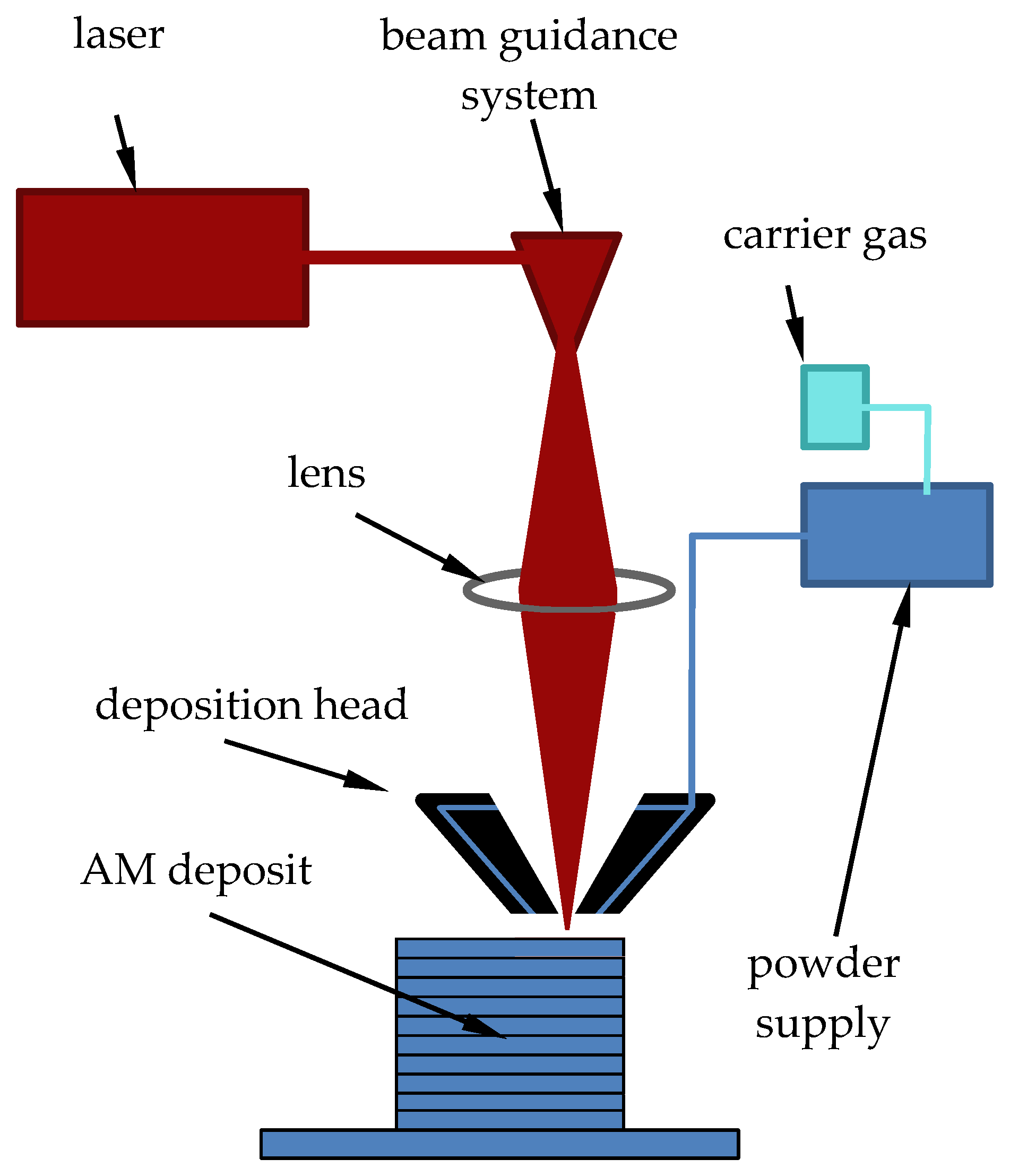
3.1. Metal Based Processes
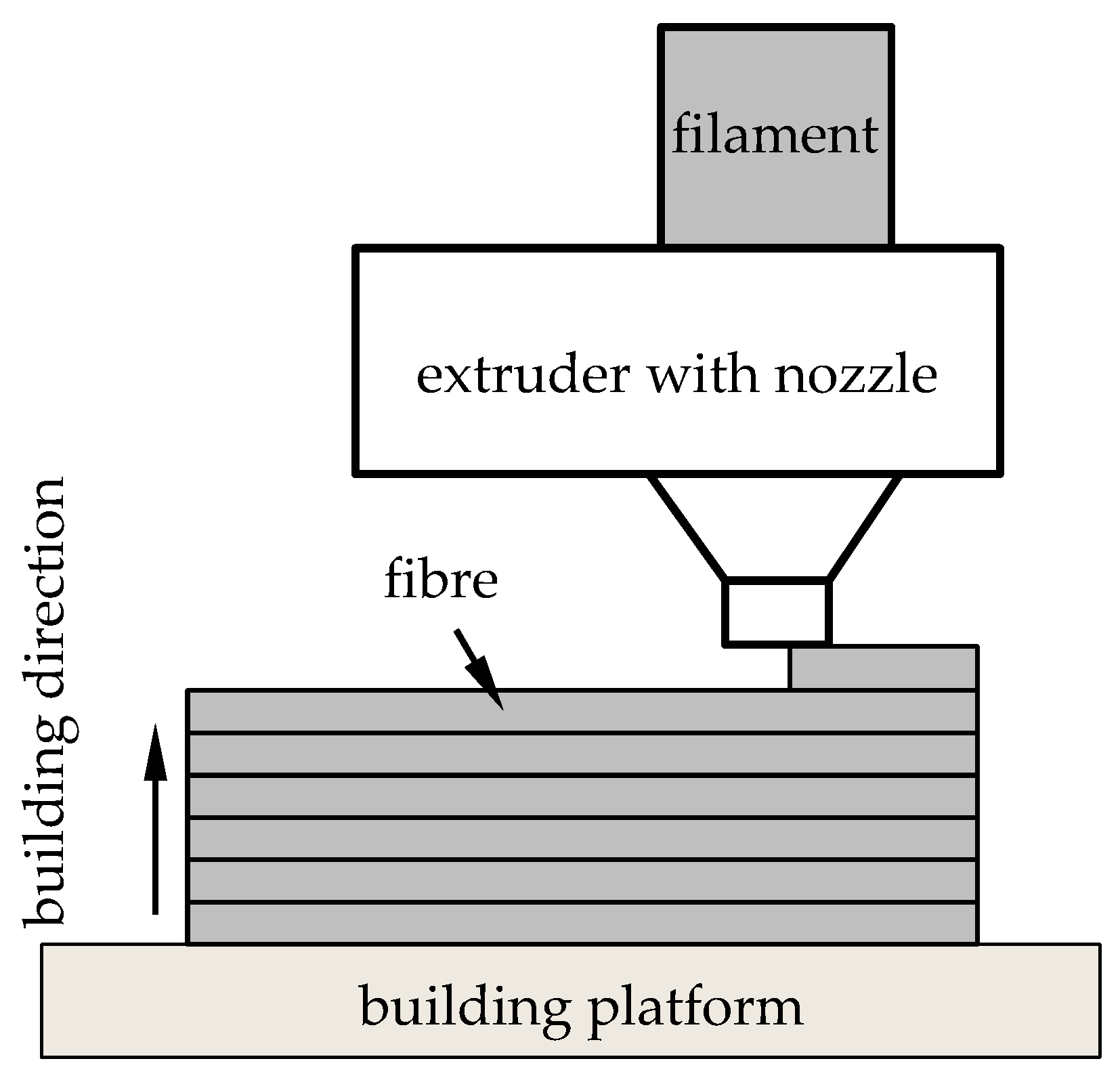
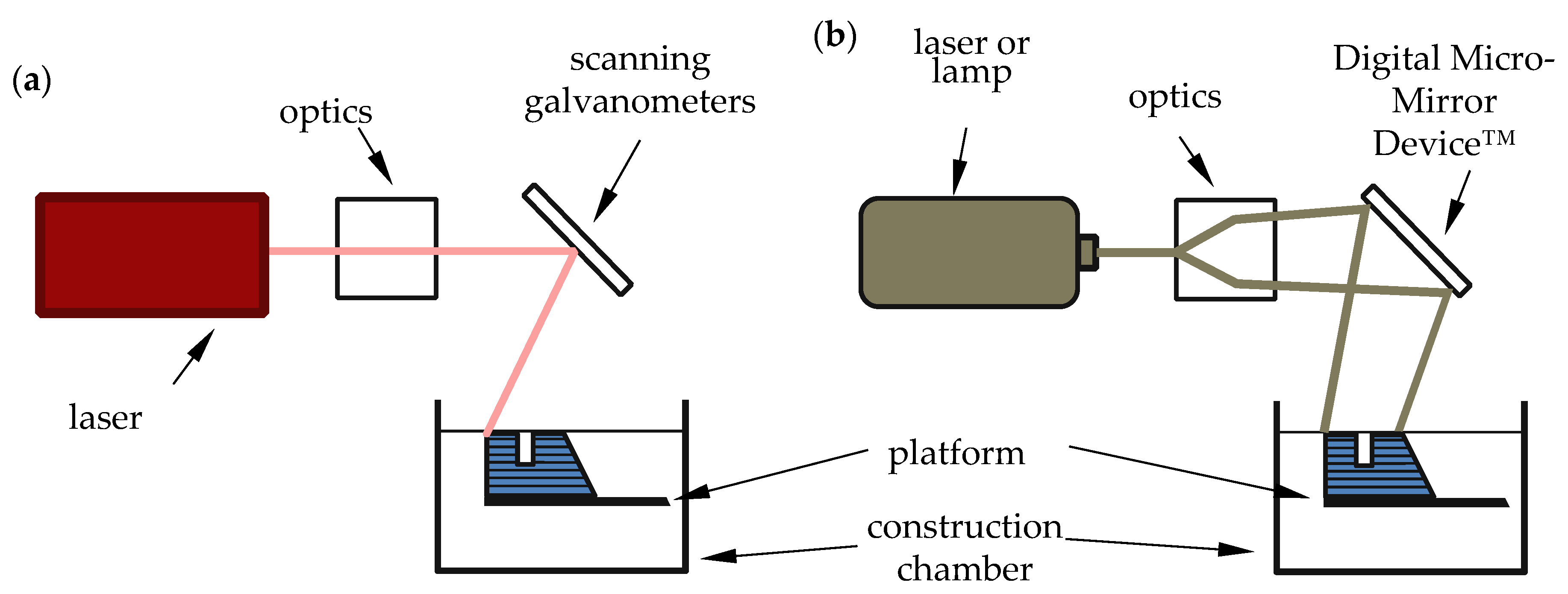
3.2. Plastic-Based Processes
3.3. Processes for Other Materials
3.4. Process Discussion
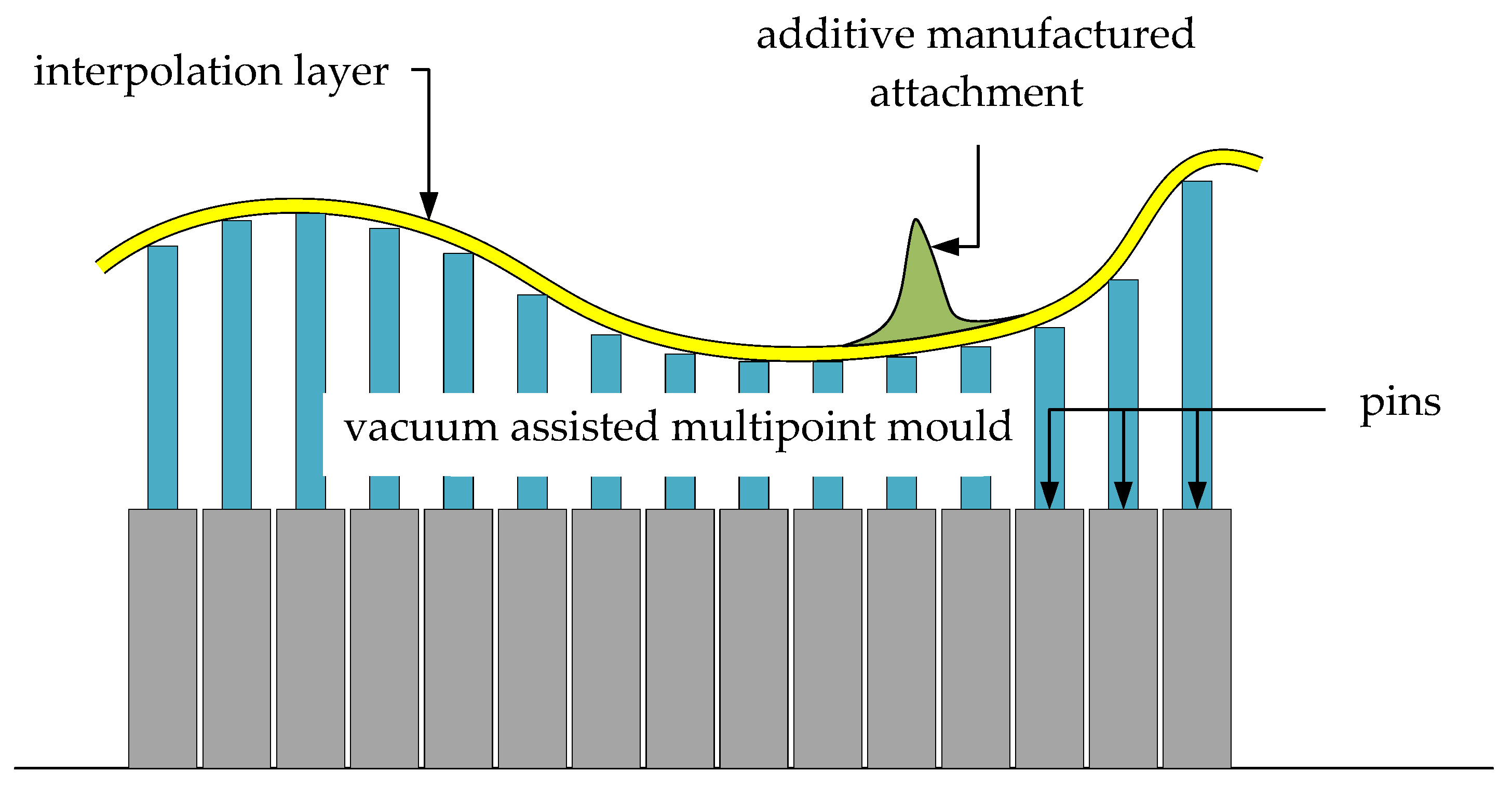
4. Discussion of the Process Combination in Enhanced Vacuum Assisted Multipoint Moulding with Additive Attachments
4.1. Additive Manufacturing on Silicone Made Building Platform
4.2. Additive Manufacturing on Curved Surfaces
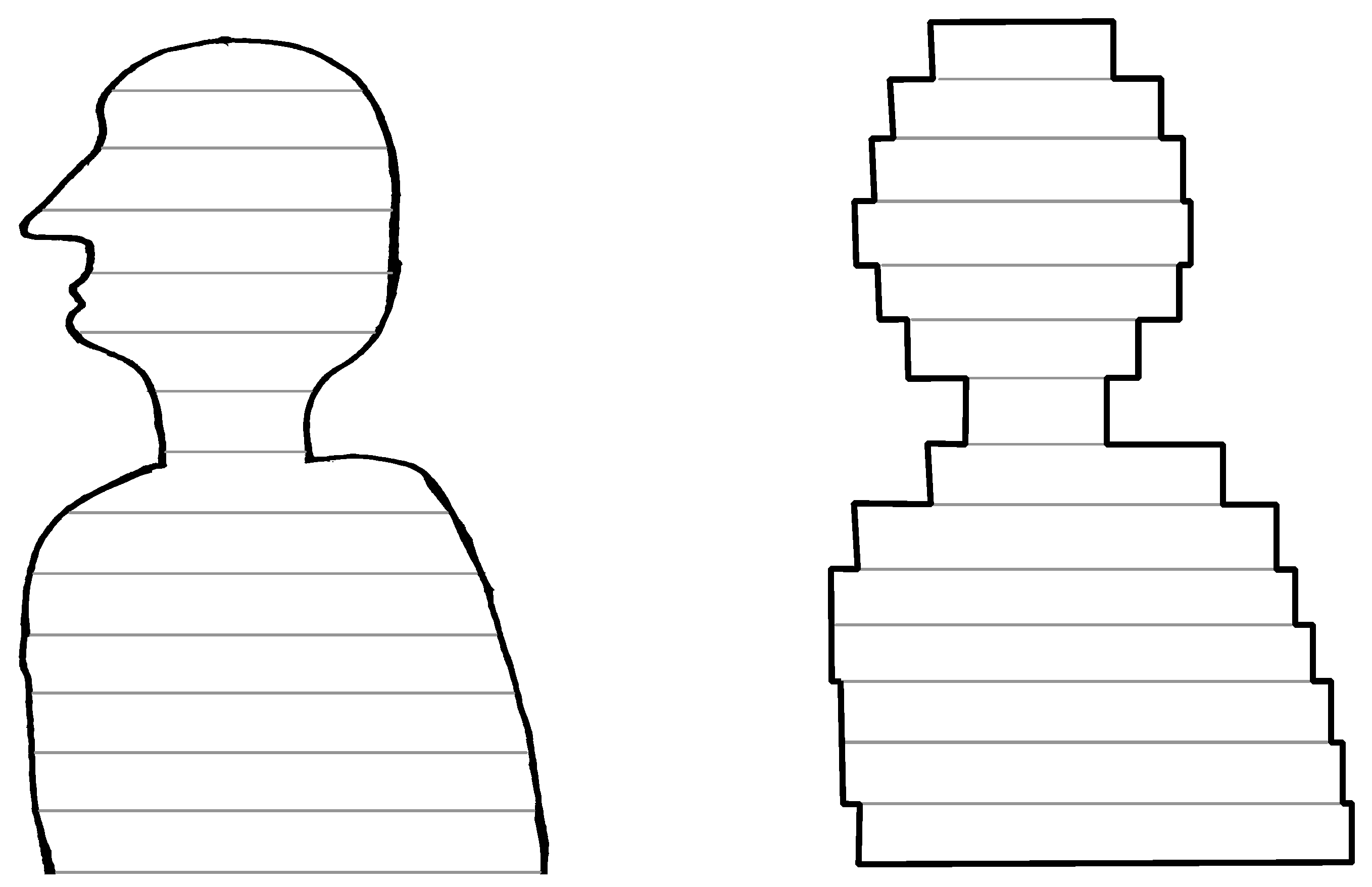
4.2.1. Flat Slicing Methods
4.2.2. Curved Slicing Methods
5. Summary and Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Munro, C.; Walczyk, D.F. Reconfigurable Pin-Type Tooling—A Survey of Prior Art and Reduction to Practice. J. Manuf. Sci. Eng. 2007, 129, 551. [Google Scholar] [CrossRef]
- Fleming, W. Vertical Three-Dimensional Image Screen. U.S. Patent 4,654,989, 7 April 1987. [Google Scholar]
- Cochrane, J. Improvement in Presses for Bending Metallic Plates. U.S. Patent No. 39,886, 15 September 1863. [Google Scholar]
- Walczyk, D.F.; Hardt, D.E. Design and Analysis of Reconfigurable Discrete Dies for Sheet Metal Forming. J. Manuf. Syst. 1998, 17, 436–454. [Google Scholar] [CrossRef]
- Valjavec, M. A Closed-Loop Shape Control Methodology for Flexible Stretch Forming over a Reconfigurable Tool. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 1998. [Google Scholar]
- Walczyk, D.F.; Im, Y.-T. A Hydraulically-Actuated Reconfigurable Tool for Flexible Fabrication: Implementation and Control. Transactions of the ASME. J. Manuf. Sci. Eng. 2000, 122, 562–568. [Google Scholar] [CrossRef]
- Walczyk, D.F.; Longtin, R.S. Fixturing of Compliant Parts Using a Matrix of Reconfigurable Pins. Trans. ASME J. Manuf. Sci. Eng. 2000, 122, 766–772. [Google Scholar] [CrossRef]
- Walczyk, D.F.; Hosford, J.F.; Papazian, J.M. Using Reconfigurable Tooling and Surface Heating for Incremental Forming of Composite Aircraft Parts. Trans. ASME J. Manuf. Sci. Eng. 2003, 125, 333–343. [Google Scholar] [CrossRef]
- Owodunni, O.O.; Diaz-Rozo, J.; Hinduja, S. Development and Evaluation of a Low-cost Computer Controlled Reconfigurable Rapid Tool. Comput. Aided Des. Appl. 2004, 4, 101–108. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.R.; Yuan, S.J. New forming technologies used in manufacturing large vessels. Int. J. Mach. Tools Manuf. 2006, 46, 1180–1187. [Google Scholar] [CrossRef]
- Tan, F.X.; Li, M.Z.; Cai, Z.Y. Research on the process of multi-point forming for the customized titanium alloy cranial prosthesis. J. Mater. Process. Technol. 2007, 187–188, 453–457. [Google Scholar] [CrossRef]
- Hagemann, F. Ein Formflexibles Werkzeug für das Rapid Tooling beim Spritzgießen. Ph.D. Thesis, Technical University of Munich, Munich, Germany, 2008. [Google Scholar]
- Walczyk, D.F.; Munro, C. Double-Diaphragm Forming of Advanced Composite Shapes with Active Tool Shape and Temperature Control. Trans. NAMRI/SME 2009, 37, 309–316. [Google Scholar]
- Koc, B.; Thangaswamy, S. Design and analysis of a reconfigurable discrete pin tooling system for molding of three-dimensional free-form objects. Robot. Comput. Integr. Manuf. 2011, 27, 335–348. [Google Scholar] [CrossRef] [Green Version]
- Bayerische Forschungsstiftung. Zwischenbericht 3D-Former—Wiederverwendbares Werkzeugsystem zum Formen von Kunststoffscheiben; Bayerische Forschungsstiftung: Oberhaching, Germany, 2011. [Google Scholar]
- Simon, D.; Götz, G.; Dietrich, S.; Stich, P.; Reinhart, G. Geometrieflexible Systeme zur Kunststoff- and CFK-Verarbeitung. MaschinenMarkt 2014, 35, 38. [Google Scholar]
- Simon, D.; Kern, L.; Wagner, J.; Reinhart, G. A Reconfigurable Tooling System for Producing Plastic Shields. Procedia CIRP 2014, 17, 853–858. [Google Scholar] [CrossRef]
- Zitzlsberger, S. Flexibles Werkzeug zur Umformung von Polycarbonatplatten unter Besonderer Beachtung der Optischen Qualität. Ph.D. Thesis, Technical University of Munich, Munich, Germany, 2014. [Google Scholar]
- Zäh, M.F. (Ed.) Enabling Manufacturing Competitiveness and Economic Sustainability. In Proceedings of the 5th International Conference on Changeable, Agile, Reconfigurable and Virtual Production (CARV 2013), Munich, Germany, 6–9 October 2013; Springer: Cham, Switzerland; Heidelberg, Germany; New York, NY, USA; Dordrecht, The Netherlands; London, UK, 2013. [Google Scholar] [CrossRef]
- Simon, D.; Zitzlsberger, S.; Wagner, J.; Kern, L.; Maurer, C.; Haller, D.; Reinhart, G. Forming Plastic Shields on a Reconfigurable Tooling System. In Proceedings of the International Conference on Changeable, Agile, Reconfigurable and Virtual Production, Munich, Germany, 6–9 October 2013. [Google Scholar]
- Su, S.Z.; Li, M.Z.; Liu, C.G.; Ji, C.Q.; Setchi, R.; Larkiola, J.; Panteleev, I.; Stead, I.; Lopez, R. Flexible Tooling System Using Reconfigurable Multi-Point Thermoforming Technology for Manufacturing Freeform Panels. Key Eng. Mater. 2012, 504–506, 839–844. [Google Scholar] [CrossRef]
- Hundt, T.; Schmidt, C.; Denkena, B.; Engel, K.; Horst, P. Variable forming tool and process for thermoset prepregs with simulation verified part quality. Key Eng. Mater. 2014, 611–612, 391–398. [Google Scholar] [CrossRef]
- Wimmer, M.S.; Lušić, M.; Maurer, C. Vacuum Assisted Multipoint Moulding—A Reconfigurable Tooling Technology for Producing Spatially Curved Single-item CFRP Panels. Procedia CIRP 2016, 57, 368–373. [Google Scholar] [CrossRef]
- Baudisch, P.; Schmidt, A.; Wilson, A. (Eds.) Immersive trip reports. In Proceedings of the 31st Annual ACM Symposium on User Interface Software and Technology—UIST’18, New York, NY, USA, 14–17 October 2018; ISBN 978-1-4503-5948-1. [Google Scholar]
- Suzuki, R.; Yamaoka, J.; Leithinger, D.; Yeh, T.; Gross, M.D.; Kawahara, Y.; Kakehi, Y. Dynablock: Dynamic 3D Printing for Instant and Reconstructable Shape Formation. In Proceedings of the 31st Annual ACM Symposium, Berlin, Germany, 14–17 October 2018. [Google Scholar] [CrossRef] [Green Version]
- Lušić, M.; Hausleider, S.; Hornfeck, R. Flexible Attachment Designs for Rapid Tooling—A Contribution to Greater Design Freedom within Pin-type Moulding, Spatially Curved CFRP Panels. Procedia CIRP 2016, 50, 396–401. [Google Scholar] [CrossRef] [Green Version]
- Brans, K. 3D Printing, a Maturing Technology. IFAC Proc. Vol. 2013, 46, 468–472. [Google Scholar] [CrossRef]
- Gebhardt, A. Generative Fertigungsverfahren—Additive Manufacturing und 3D-Drucken für Prototyping—Tooling—Produktion, 5th ed.; Carl Hanser Verlag: Munich, Germany, 2016. [Google Scholar]
- Frazier, W.E. Metal Additive Manufacturing—A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies; Springer: Boston, MA, USA, 2010. [Google Scholar] [CrossRef]
- 2016 IEEE International Conference on Industrial Technology (ICIT). Available online: https://www.aconf.org/conf_71730.html (accessed on 4 December 2020).
- Keshav, K.; Alya, R.; Singh, R.K.; Gupta, A. Laser cladding for 3D deposition and Free-form repair. In Proceedings of the 2016 IEEE International Conference on Industrial Technology (ICIT), Taipei, Taiwan, 14–17 March 2016. [Google Scholar] [CrossRef]
- ICALEO® 2001: Proceedings of the Laser Materials Processing Conference and Laser Microfabrication Conference. Available online: https://lia.scitation.org/toc/ica/2001/1?size=100&expanded=&windowStart=0& (accessed on 4 December 2020).
- Saendig, S.; Leutbecher, T.; Wiesner, P. Laminated Tool Manufacturing by Laser Cutting and Diffusion Bonding. In Proceedings of the 20th International Congress on Applications of Lasers & Electro-Optics, Laser Materials Processing Conference, Laser Microfabrication Conference, Jacksonville, FL, USA, 15–18 October 2001. [Google Scholar]
- Techel, A.; Himmer, T.; Gnann, R. Lamellenwerkzeuge mit konturfolgender Kühlung für Spritzguss and Schäumwerkzeuge. RTeJournal 2004, 1, 1–7. [Google Scholar]
- Sachs, E.; Cima, M.; Williams, P.; Brancazio, D.; Cornie, J. Three Dimensional Printing: Rapid Tooling and Prototypes Directly from a CAD Model. J. Eng. Ind. 1992, 114, 481–488. [Google Scholar] [CrossRef]
- Coogan, T.J.; Kazmer, D.O. Bond and part strength in fused deposition modeling. Rapid Prototyp. J. 2017, 23, 414–422. [Google Scholar] [CrossRef]
- Li, X.; Lian, Q.; Li, D.; Xin, H.; Jia, S. Development of a Robotic Arm Based Hydrogel Additive Manufacturing System for In-Situ Printing. Appl. Sci. 2017, 7, 73. [Google Scholar] [CrossRef]
- Dong, G.; Wijaya, G.; Tang, Y.; Zhao, Y.F. Optimizing process parameters of fused deposition modeling by Taguchi method for the fabrication of lattice structures. Addit. Manuf. 2018, 19, 62–72. [Google Scholar] [CrossRef] [Green Version]
- Ertay, D.S.; Yuen, A.; Altintas, Y. Synchronized material deposition rate control with path velocity on fused filament fabrication machines. Addit. Manuf. 2018, 19, 205–213. [Google Scholar] [CrossRef] [Green Version]
- Luzanin, O.B.; Guduric, V.; Ristic, I.; Muhič, S.; Campbell, R.I. Investigating impact of five build parameters on the maximum flexural force in FDM specimens—A definitive screening design approach. Rapid Prototyp. J. 2017, 8. [Google Scholar] [CrossRef]
- Coogan, T.J.; Kazmer, D.O. Healing simulation for bond strength prediction of FDM. Rapid Prototyp. J. 2017, 23, 551–561. [Google Scholar] [CrossRef]
- Cantrell, J.T.; Rohde, S.; Damiani, D.; Gurnani, R.; DiSandro, L.; Anton, J.; Young, A.; Jerez, A.; Steinbach, D.; Kroese, C.; et al. Experimental characterization of the mechanical properties of 3D-printed ABS and polycarbonate parts. Rapid Prototyp. J. 2017, 23, 811–824. [Google Scholar] [CrossRef]
- Keleş, Ö.; Blevins, C.W.; Bowman, K.J. Effect of build orientation on the mechanical reliability of 3D printed ABS. Rapid Prototyp. J. 2017, 23, 320–328. [Google Scholar] [CrossRef]
- Seidl, M.; Safka, J.; Bobek, J.; Behalek, L.; Habr, J. Mechanical Properties of Products Made of ABS with Respect to Individuality of FDM Production Process. Mod. Mach. Sci. J. 2017, 2017, 1748–1751. [Google Scholar] [CrossRef]
- Raut, S.V.; Jatti, V.S.; Singh, T.P. Influence of Built Orientation on Mechanical Properties in Fused Deposition Modeling. Appl. Mech. Mater. 2014, 592–594, 400–404. [Google Scholar] [CrossRef]
- Liu, J.; Yu, H. Concurrent deposition path planning and structural topology optimization for additive manufacturing. Rapid Prototyp. J. 2017, 23, 930–942. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L.; Campbell, R.I.; Gibson, I. Influence of processing parameters on creep and recovery behavior of FDM manufactured part using definitive screening design and ANN. Rapid Prototyp. J. 2017, 2. [Google Scholar] [CrossRef]
- Prater, T.; Bean, Q.; Werkheiser, N.; Grguel, R.; Beshears, R.; Rolin, T.; Huff, T.; Ryan, R.; Ledbetter, F.; Ordonez, E.; et al. Analysis of specimens from phase I of the 3D Printing in Zero G Technology demonstration mission. Rapid Prototyp. J. 2017, 14. [Google Scholar] [CrossRef]
- Wimpenny, D.I.; Bryden, B.; Pashby, I.R. Rapid laminated tooling. J. Mater. Process. Technol. 2003, 138, 214–218. [Google Scholar] [CrossRef]
- Hope, R.L.; Jacobs, P.A.; Roth, R.N. Rapid prototyping with sloping surfaces. Rapid Prototyp. J. 1997, 3, 12–19. [Google Scholar] [CrossRef] [Green Version]
- Hope, R.L.; Roth, R.N.; Jacobs, P.A. Adaptive slicing with sloping layer surfaces. Rapid Prototyp. J. 1997, 3, 89–98. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.H.; Ahn, D.G.; Yang, D.Y. Surface reconstruction for mid-slice generation on variable lamination manufacturing. J. Mater. Process. Technol. 2002, 130–131, 384–389. [Google Scholar] [CrossRef]
- Lee, S.H.; Ahn, D.G.; Yang, D.Y. Calculation and verification of rotation angle of a four-axis hotwire cutter for transfer-type variable lamination manufacturing using expandable polystyrene foam. Int. J. Adv. Manuf. Technol. 2003, 22, 175–183. [Google Scholar] [CrossRef]
- Bártolo, H.M.; da Silva Bártolo, P.J.; Alves, N.M.F.; Mateus, A.J.; Almeida, H.A.; Lemos, A.C.S.; Craveiro, F.; Ramos, C.; Reis, I.; Durão, L.; et al. (Eds.) Green design, materials and manufacturing processes. In Proceedings of the 2nd International Conference on Sustainable Intelligent Manufacturing, Lisbon, Portugal, 26–29 June 2013. [Google Scholar]
- Junk, S.; Côté, S. Influencing variables on sustainability in additive manufacturing. In Green Design, Materials and Manufacturing Processes, Proceedings of the 2nd International Conference on Sustainable Intelligent Manufacturing, Lisbon, Portugal, 26–29 June 2013; Bártolo, H.M., da Silva Bártolo, P.J., Alves, N.M.F., Mateus, A.J., Almeida, H.A., Lemos, A.C.S., Craveiro, F., Ramos, C., Reis, I., Durão, L., et al., Eds.; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2013. [Google Scholar]
- Lim, S.; Buswell, R.A.; Le, T.T.; Austin, S.A.; Gibb, A.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef] [Green Version]
- Bellini, A. Fused Deposition of Ceramics: A Comprehensive Experimental, Analytical and Computational Study of Material Behavior, Fabrication Process and Equipment Design. Ph.D. Thesis, Drexel University, Philadelphia, PA, USA, 2002. [Google Scholar]
- An, J.; Teoh, J.E.M.; Suntornnond, R.; Chua, C.K. Design and 3D Printing of Scaffolds and Tissues. Engineering 2015, 1, 261–268. [Google Scholar] [CrossRef] [Green Version]
- Comotti, C.; Regazzoni, D.; Rizzi, C.; Vitali, A. Additive Manufacturing to Advance Functional Design: An Application in the Medical Field. J. Comput. Inf. Sci. Eng. 2017, 17, 031006. [Google Scholar] [CrossRef]
- Costabile, G.; Fera, M.; Fruggiero, F.; Lambiase, A.; Pham, D. Cost models of additive manufacturing: A literature review. International Journal of Industrial Engineering Computations 2017, 8, 263–282. [Google Scholar] [CrossRef]
- Douglas, T. Costs, benefits, and adoption of additive manufacturing: A supply chain perspective. Int. J. Adv. Manuf. Technol. 2016, 85, 1857–1876. [Google Scholar] [CrossRef] [Green Version]
- Kleespies, H.S., III; Crawford, R.H. Vacuum Forming of Compound Curved Surfaces with a Variable Geometry mold. J. Manuf. Syst. 1998, 17, 325–337. [Google Scholar] [CrossRef]
- Păunoiu, V.; Teodor, V.; Baroiu, N.; Lalău, C. The Multi-Physics System in Reconfigurable Multipoint Forming. Ann. Dunărea Jos Univ. Galaţi 2010, 28, 81–86. [Google Scholar]
- Lušić, M.; Katona, S.; Hornfeck, R. Compensating Deviations During Flexible Pin-type Moulding of Spatially Curved CFRP by Using 3D-Surface Detection. Procedia CIRP 2016, 55, 158–163. [Google Scholar] [CrossRef] [Green Version]
- Kulkarni, P.; Dutta, D. An accurate slicing procedure for layered manufacturing. Aided Des. 1996, 28, 683–697. [Google Scholar] [CrossRef]
- Vahabli, E.; Rahmati, S. Improvement of FDM parts’ surface quality using optimized neural networks—Medical case studies. Rapid Prototyp. J. 2017, 23, 825–842. [Google Scholar] [CrossRef]
- Kuo, C.-C.; Su, S.J.; Shiu, S.R. Technical Development of Hybrid Rapid Tooling Technology. Adv. Mater. Res. 2013, 664, 830–834. [Google Scholar] [CrossRef]
- Choi, J.-W.; Medina, F.; Kim, C.; Espalin, D.; Rodriguez, D.; Stucker, B.; Wicker, R.B. Development of a mobile fused deposition modeling system with enhanced manufacturing flexibility. J. Mater. Process. Technol. 2011, 211, 424–432. [Google Scholar] [CrossRef]
- Suphama, P.; Maneeratana, K.; Chancharoen, R. Positioning of Fused Deposition Features on Primitives. J. Eng. Appl. Sci. 2017, 12, 3818–3823. [Google Scholar]
- Köpplmayr, T.; Häusler, L.; Bergmair, I.; Mühlberger, M. Nanoimprint Lithography on curved surfaces prepared by fused deposition modelling. Surf. Topogr. Metrol. Prop. 2015, 3, 24003. [Google Scholar] [CrossRef]
- Grimmelsmann, N.; Kreuziger, M.; Korger, M.; Meissner, H.; Ehrmann, A. Adhesion of 3D printed material on textile substrates. Rapid Prototyp. J. 2018, 24, 166–170. [Google Scholar] [CrossRef]
- Kuo, C.-C.; Chen, W.-H.; Li, J.-F.; Zhu, Y.-J. Development of a flexible modeling base for additive manufacturing. Int. J. Adv. Manuf. Technol. 2017, 77, 927. [Google Scholar] [CrossRef]
- Nazan, M.A.; Ramli, F.R.; Alkahari, M.R.; Abdullah, M.A.; Sudin, M.N. An exploration of polymer adhesion on 3D printer bed. IOP Conf. Ser. Mater. Sci. Eng. 2017, 210, 12062. [Google Scholar] [CrossRef]
- Armillotta, A.; Cavallaro, M.; Campbell, R.I. Edge quality in Fused Deposition Modeling—I. Definition and analysis. Rapid Prototyp. J. 2017, 45. [Google Scholar] [CrossRef] [Green Version]
- Tata, K.; Fadel, G.; Bagchi, A.; Aziz, N. Efficient slicing for layered manufacturing. Rapid Prototyp. J. 1998, 4, 151–167. [Google Scholar] [CrossRef]
- Espalin, D.; Alberto Ramirez, J.; Medina, F.; Wicker, R.B. Multi-material, multi-technology FDM—Exploring build process variations. Rapid Prototyp. J. 2014, 20, 236–244. [Google Scholar] [CrossRef]
- Hope, R.L.; Riek, A.T.; Roth, R.N. Layer building with sloping edges for rapid prototyping of large objects. In Proceedings of the 5th European Conference on Rapid Prototyping and Manufacturing, Helsinki, Finland, 4–6 June 1996; pp. 157–169. [Google Scholar]
- Hope, R.L.; Roth, R.N.; Riek, A.T. Rapid generation of large objects. In Proceedings of the First Asia/Pacific Conference on Rapid Product Development, QMI, Brisbane, Australia, 1995. [Google Scholar]
- Nageshwar, R.; Chandrasekar, M.; Dillibabu, M. Adaptive Slicing with Sloping Layer Surfaces in Rapid Prototyping. SAE Tech. Pap. 2001. [Google Scholar] [CrossRef]
- Includes the Proceedings of the 1st International Conference on Emerging Trends in Engineering (ICETE 2019), Held in Hyderabad, India, on 22–23 March 2019. Available online: https://www.springer.com/gp/book/9783030243135 (accessed on 4 December 2020).
- Patil, V.N.; Patil, A.A.; Kumavat, S.A. Reduction of Stairase Curvature Effect on Surface Finish in Adaptive Slicing by TruSurf System. In Proceedings of the 2008 First International Conference on Emerging Trends in Engineering and Technology, Nagpur, Maharashtra, India, 16–18 July 2008. [Google Scholar] [CrossRef]
- Kumar, M.; Choudhury, A.R. Adaptive slicing with cubic patch approximation. Rapid Prototyp. J. 2002, 8, 224–232. [Google Scholar] [CrossRef]
- Boyard, N.; Christmann, O.; Rivette, M.; Kerbrat, O.; Richir, S. Support optimization for additive manufacturing—Application to FDM. Rapid Prototyp. J. 2018, 24, 69–79. [Google Scholar] [CrossRef]
- ICRA 2017—IEEE International Conference on Robotics and Automation. Available online: https://www.ieee-ras.org/component/rseventspro/event/569-icra-2017-ieee-international-conference-on-robotics-and-automation (accessed on 4 December 2020).
- Wu, C.; Dai, C.; Fang, G.; Liu, Y.-J.; Wang, C.C. RoboFDM: A Robotic System for Support-Free Fabrication using FDM. In Proceedings of the IEEE International Conference on Robotics and Automation (ICRA), Singapore, 29 May–3 June 2017. [Google Scholar]
- Diegel, O.; Singamneni, S.B.; Huang, B.; Gibson, I. Curved Layer Fused Deposition Modeling in Conductive Polymer Additive Manufacturing. Adv. Mater. Res. 2011, 199–200, 1984–1987. [Google Scholar] [CrossRef] [Green Version]
- Huang, B.; Singamneni, S.B. Curved Layer Fused Deposition Modeling with Varying Raster Orientations. Appl. Mech. Mater. 2013, 446–447, 263–269. [Google Scholar] [CrossRef]
- Huang, B.; Singamneni, S.B. A mixed-layer approach combining both flat and curved layer slicing for fused deposition modelling. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 2238–2249. [Google Scholar] [CrossRef]
- Patel, Y.; Kshattriya, A.; Singamneni, S.B.; Roy Choudhury, A. Application of curved layer manufacturing for preservation of randomly located minute critical surface features in rapid prototyping. Rapid Prototyp. J. 2015, 21, 725–734. [Google Scholar] [CrossRef]
- Singamneni, S.B.; Diegel, O.; Huang, B.; Gibson, I.; Choudhury, A.R. Curved Layer Fused Deposition Modeling. J. New Gener. Sci. 2010, 8, 95–107. [Google Scholar]
- Singamneni, S.B.; Roy Choudhury, A.; Diegel, O.; Huang, B. Modeling and evaluation of curved layer fused deposition. J. Mater. Process. Technol. 2012, 212, 27–35. [Google Scholar] [CrossRef]
- Allen, R.J.; Trask, R.S. An experimental demonstration of effective Curved Layer Fused Filament Fabrication utilising a parallel deposition robot. Addit. Manuf. 2015, 8, 78–87. [Google Scholar] [CrossRef] [Green Version]
- Alsharhan, A.T.; Centea, T.; Gupta, S.K. Enhancing Mechanical Properties of Thin-Walled Structures Using Non-Planar Extrusion Based Additive Manufacturing. In Proceedings of the ASME 2017 12th International Manufacturing Science and Engineering Conference 2017, Los Angeles, CA, USA, 4–8 June 2017. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.A.; Valentine, P.J.; Piker, D.; Austin, S.A.; Kestelier, X. de: Modelling curved-layered printing paths for fabricating large-scale construction components. Addit. Manuf. 2016, 12, 216–230. [Google Scholar] [CrossRef] [Green Version]
- Chakraborty, D.; Aneesh Reddy, B.; Roy Choudhury, A. Extruder path generation for Curved Layer Fused Deposition Modeling. Comput. Aided Des. 2008, 40, 235–243. [Google Scholar] [CrossRef]
- Jin, Y.; Du, J.; He, Y.; Fu, G. Modeling and process planning for curved layer fused deposition. Int. J. Adv. Manuf. Technol. 2017, 1–4, 273–285. [Google Scholar] [CrossRef]
- Llewellyn-Jones, T.; Allen, R.J.; Trask, R.S. Curved Layer Fused Filament Fabrication Using Automated Toolpath Generation. 3D Print. Addit. Manuf. 2016, 3, 236–243. [Google Scholar] [CrossRef] [PubMed]
- Tam, K.-M.M.; Mueller, C.T. Additive manufacturing Along Principal Stress Lines. 3D Print. Addit. Manuf. 2017, 4, 63–81. [Google Scholar] [CrossRef]
- Sewell, N.; Everson, R.; Jenkins, M. Wrapping algorithms for multi-axis additive rapid prototyping. In Virtual Modelling and Rapid Manufacturing—Advanced Research in Virtual and Rapid Prototyping; CRC Press Tyler & Francis Group: Boca Raton, FL, USA, 2005; pp. 527–532. [Google Scholar]
- Song, X.; Pan, Y.; Chen, J. Developement of a Low-Cost Parallel Kinematic Machine for Multidirectional Additive Manufacturing. J. Manuf. Sci. Eng. 2015, 137, 1–13. [Google Scholar] [CrossRef]
- Brooks, B.J.; Arif, K.M.; Dirven, S.; Potgieter, J. Robot-assisted 3D printing of biopolymer thin shells. Int. J. Adv. Manuf. Technol. 2017, 89, 957–968. [Google Scholar] [CrossRef]
- 2015 IEEE Conference on Robotics and Biomimetics. Available online: https://ieeexplore.ieee.org/xpl/conhome/7397291/proceeding (accessed on 4 December 2020).
- Zhang, G.Q.; Mondesir, W.; Martinez, C.; Li, X.; Fuhlbrigge, T.A.; Bheda, H. Robotic Additive Manufacturing along Curved Surface—A Step towards Free-form Fabrication. In Proceedings of the 2015 IEEE Conference on Robotics and Biomimetics, Zhuhai, China, 6–9 December 2015. [Google Scholar] [CrossRef]
- CASE 2016—IEEE International Conference on Automation Science and Engineering. Available online: https://www.ieee-ras.org/about-ras/ras-calendar/event/626-case-2016-ieee-international-conference-on-automation-science-and-engineering (accessed on 4 December 2020).
- Zhang, G.Q.; Spaak, A.; Martinez, C.; Lasko, D.T.; Zhang, B.; Fuhlbrigge, T.A. Robotic Additive Manufacturing Process Simulation—Towards Design and Analysis with Building Parameter in Consideration. In Proceedings of the 2016 IEEE International Conference on Automation Science and Engineering (CASE), Fort Worth, TX, USA, 21–25 August 2016; IEEE: Piscataway, NJ, USA, 2016. [Google Scholar]
- Oxman, N.; Laucks, J.; Kayser, M.; Tsai, E.; Firstenberg, M. Freeform 3D printing: Towards a sustainable approach to additive manufacturing. In Green Design, Materials and Manufacturing Processes, Proceedings of the 2nd International Conference on Sustainable Intelligent Manufacturing, Lisbon, Portugal, 26–29 June 2013; Bártolo, H.M., da Silva Bártolo, P.J., Alves, N.M.F., Mateus, A.J., Almeida, H.A., Lemos, A.C.S., Craveiro, F., Ramos, C., Reis, I., Durão, L., et al., Eds.; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2013. [Google Scholar]
- Buranský, I.; Morovič, L.; Peterka, J. Application of Reverse Engineering for Redesigning and Manufacturing of a Printer Spare Part. Adv. Mater. Res. 2013, 690–693, 2708–2712. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Authors | Year Published | Main Contribution |
|---|---|---|
| Cochrane [3] | 1862 | development of multipoint moulding for sheet metal forming |
| Walczyk and Hardt [4] | 1998 | examination of pin shape and matrix structure |
| Valjavec [5] | 1998 | closed loop automatic adjustment control |
| Walczyk and Im [6] | 2000 | implementation of closed-loop automatic adjustment control for hydraulic actuation |
| Walczyk and Longtin [7] | 2000 | separated pins at larger distance and extension as a fixing device on CNC machine tables |
| Walczyk et al. [8] | 2003 | densely packed pins with interpolation layer and a single vacuum chamber for CFRP parts |
| Owodunni et al. [9] | 2004 | fully computer-controlled adjustment by a commercial CNC system |
| Wang and Yuan [10] | 2006 | forming of very large aluminium sheet metal in several working steps mainly for large spherical objects |
| Tan et al. [11] | 2007 | forming of perforated titanium sheets for individually formed plates for skull reconstruction |
| Hagemann [12] | 2008 | studies on multipoint moulding in injection moulding with the technical implementation |
| Walczyk and Munro [13] | 2009 | second vacuum circuit under the interpolation layer for concave shapes |
| Koc and Thangaswamy [14] | 2011 | adjustment and configuration for use in injection moulding |
| Bayerische Forschungsstiftung [15], Simon et al. [16], Simon et al. [17], Zitzlsberger [18], Simon et al. [19,20] | 2011–2014 | forming of plastic sheets with wide apart pins and a thick interpolation layer without vacuum for car prototype windows |
| Su et al. [21] | 2012 | forming of thermoplastic resin sheets without interpolation layer |
| Zitzlsberger [18] | 2014 | dimpling evaluation method for transparent multipoint moulded plastic sheets |
| Hundt et al. [22] | 2014 | variable pin distance for CFRP parts without vacuum support |
| Wimmer et al. [23] | 2016 | densely packed pin field with silicon made interpolation layer and two vacuum circuits for CFRP parts, research of the influence of the thickness of the interpolation layer on dimpling |
| Suzuki et al. [24,25] | 2018 | system for combination of small cuboids with magnets to larger objects as a faster alternative to additive manufacturing, the object creation is very similar to multipoint moulding |
| Process Name | Material | Form of Base Material | Field of Process Temperatures | Advantages | Disadvantages |
|---|---|---|---|---|---|
| Laser Powder Bed Fusion (LPBF) | metals, alloys | powder bed | material dependent (melting spot: 600–3500 °C) | temperature stability of parts, precision, part strength, shape options | powder bed, high fusing temperatures, residual material |
| Directed Energy Deposition (DED) | metals, alloys | powder jet | material dependent (melting spot: 600–3500 °C) | temperature stability of parts, part strength | powder, high fusing temperatures, |
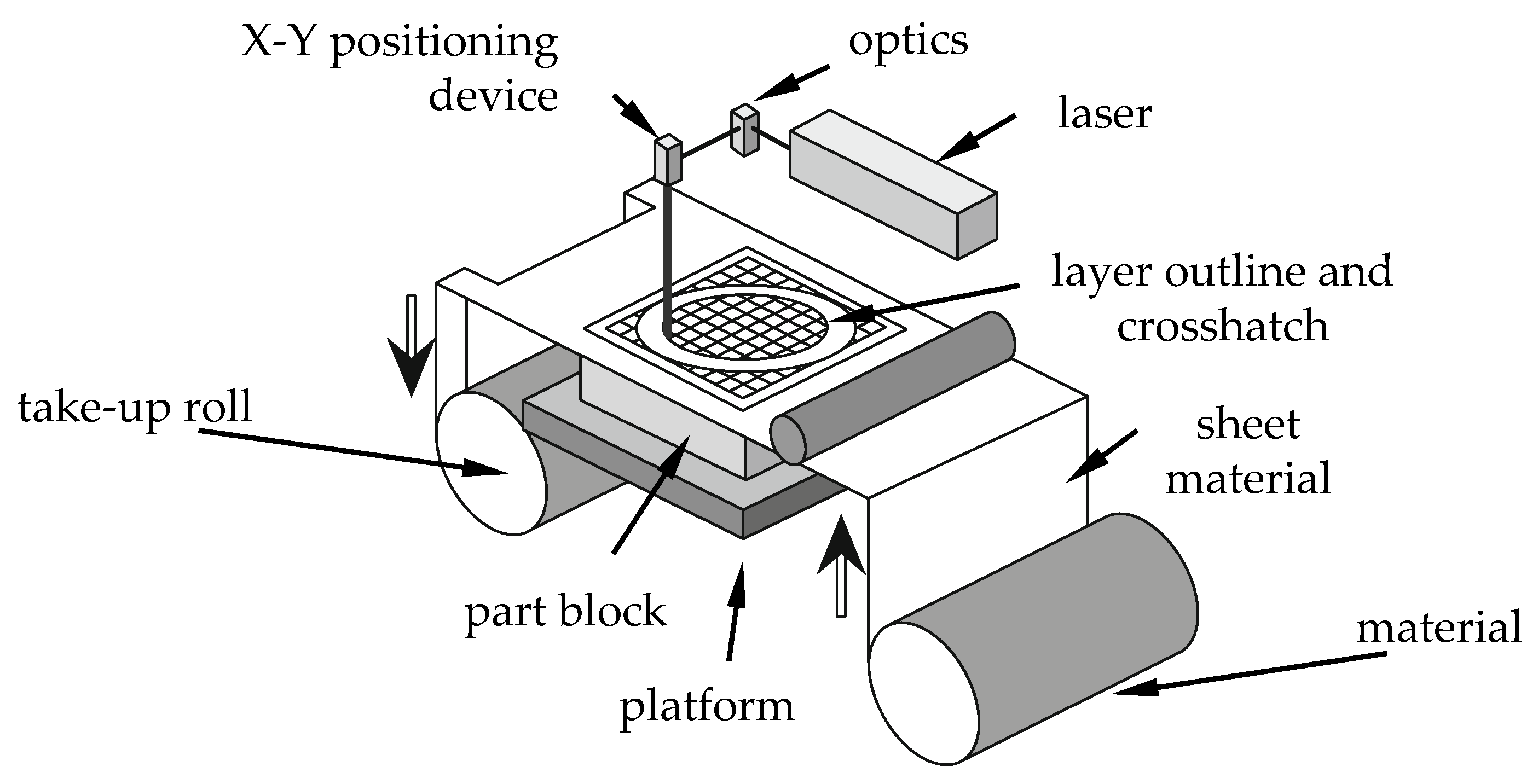
| Laminated Object Modelling (LOM) | metals, alloys, plastics, paper | solid plates, film reels | depending on material (room temperature—1500 °C) | depending on material, many materials available, process at room temperature possible | staircase effect, residual material, cutting and joining of material |
| Binder Jetting (3DP) | metals, alloys, ceramics, sand | powder bed | room temperature | many materials available, part strength, process time, shape options | possibly postprocessing necessary, powder bed, residual material |
| Selective Laser Sintering (SLS) | plastics | powder bed | material dependent (building chamber: 100–150 °C sintering spot: 100–350 °C) | precision, shape options | powder bed, high fusing temperatures, residual material, heated chamber |
| Fused Layer Modelling (FLM) 1 | plastics, concrete, bio materials | filament, pellets, gel-like liquids | material dependent (room temperature—250 °C) | no residual material, comparatively simple, only nozzle heated, many materials | temperature stability of parts, part strength, shape options |
| Stereolithography (SLA) | liquid, light-sensitive resins | resin bath | 25–30 °C, possibly cooling necessary | precision, process time | resin bath, temperature stability of parts, part strength, shape options, postprocessing needed |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Herzog, T.; Tille, C. Review and New Aspects in Combining Multipoint Moulding and Additive Manufacturing. Appl. Sci. 2021, 11, 1201. https://doi.org/10.3390/app11031201
Herzog T, Tille C. Review and New Aspects in Combining Multipoint Moulding and Additive Manufacturing. Applied Sciences. 2021; 11(3):1201. https://doi.org/10.3390/app11031201
Chicago/Turabian StyleHerzog, Thomas, and Carsten Tille. 2021. "Review and New Aspects in Combining Multipoint Moulding and Additive Manufacturing" Applied Sciences 11, no. 3: 1201. https://doi.org/10.3390/app11031201
APA StyleHerzog, T., & Tille, C. (2021). Review and New Aspects in Combining Multipoint Moulding and Additive Manufacturing. Applied Sciences, 11(3), 1201. https://doi.org/10.3390/app11031201