
Assessing the Technical Specifications of Predictive Maintenance: A Case Study of Centrifugal Compressor



Abstract
:1. Introduction
2. Materials and Methods
2.1. State-of-the-Art Centrifgual Compressor Monitoring
- Stage I—Define (identification of need for a literature review and development of protocol)
- Stage II—Collect and select
- Stage III and IV—Analyze (categorization of documents and data extraction) and document results (document findings)
2.2. PdM Assessment Matrix for Centrfiugal Compressor
- Step 1: Determine the system boundary, interfaces, use case scenarios, and architecture.
- Step 2: Determine the critical components and failure modes.
- Step 3: Determine failure mechanisms and related symptoms.
- Step 4: Determine sensors and coverage index.
- Step 5: Determine detection techniques and priority index.
- Step 6: Determine diagnosis techniques and priority index.
- Step 7: Determine prediction techniques and priority index.
3. Results and Discussion
3.1. PdM Assessment of Case Study
3.1.1. Step 1: System Boundary, Interfaces, Use Case Scenarios, and Architecture
3.1.2. Step 2: Critical Components and Failure Modes
3.1.3. Step 3: Failure Mechanisms and Related Symptoms
3.1.4. Step 4: Sensor and Coverage Index
3.1.5. Step 5: Detection Techniques and Priority Index
3.1.6. Step 6: Diagnosis Techniques and Priority Index
3.1.7. Step 7: Prediction Techniques and Priority Index
- Step 1:
- Fill the first matrix that includes failure mechanism and failure symptoms. Then, determine the potential symptoms for each failure mechanism. In this case, 1 is assigned if the symptom is valid for the failure mechanism, and 0 is given if the symptom is not valid.
- Step 2:
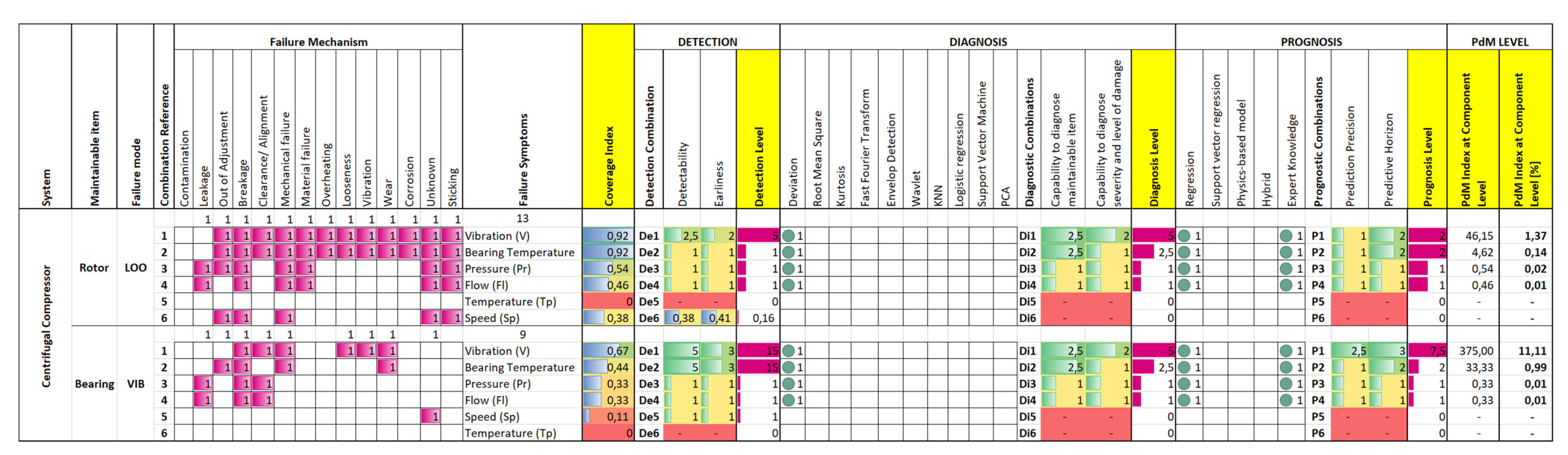
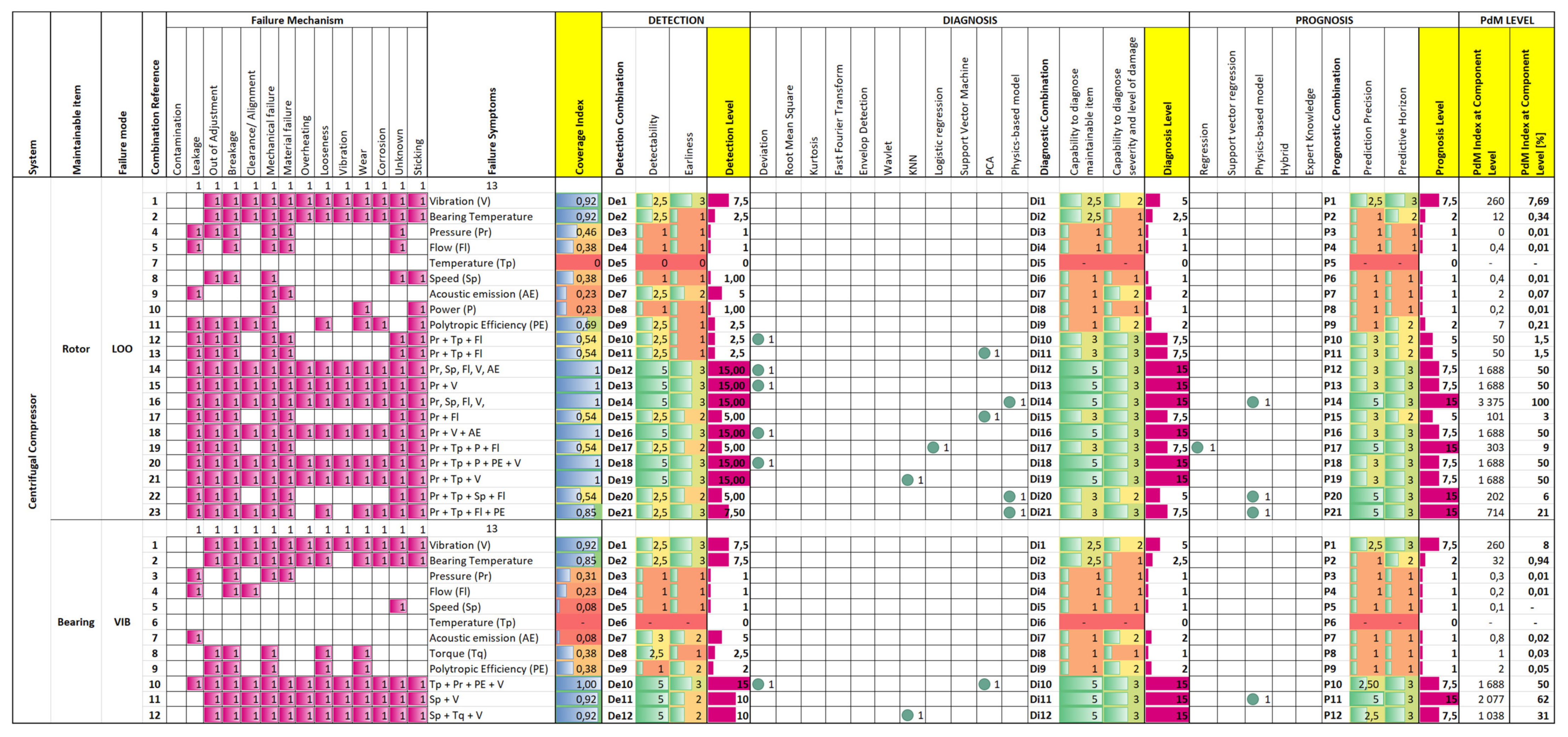
- Estimate the coverage index for each failure symptom (sensor) by dividing the sum of failure mechanisms detected by the specific symptom under study by the total number of failure mechanisms associated with the specific failure mode. For example, the symptom of vibration can detect 11 out of 13 failure mechanisms associated with looseness (failure mode) of rotor (component), which offers a coverage index of 92% (12/13 = 0.92).
- Step 3:
- Estimate the effectiveness of the detection technique, which covers detectability (how accurate) and detection earliness (how early). In this step, the detection priority index in Table 3 is used to assign the relevant category based on technician experience and sensor manufacturer. For example, vibration sensor provides medium detectability (score 2.5) and medium earliness (score 2), which results in a total detection level of 5 (2.5 × 2 = 5).
- Step 4:
- Estimate the effectiveness of the diagnosis technique, which covers the diagnostic ability and diagnostic informativeness. In this step, the diagnosis priority index in Table 4 is used to assign the relevant category based on technician experience and diagnosis solution providers. For example, the studied compressor is monitored by a vibration sensor that is tracked over time to identify deviations in sensor output. Thus, this diagnosis technique is assigned to offer a medium level of diagnosis ability (score 2.5) and a medium level of diagnostic informativeness (score 2), which results in a total diagnosis level of 5 (2.5 × 2 = 5).
- Step 5:
- Estimate the effectiveness of the prognosis technique, which covers the prediction precision and predictive horizon. In this step, the prognosis priority index in Table 5 is used to assign the relevant category based on technician experience and prognosis solution providers. For example, the studied compressor is monitored by a vibration sensor, and two prognosis methods are used (regression and expert knowledge). Thus, this prognosis technique combination is assigned to offer a low level of prediction precision (score 1) and a medium level of predictive horizon (score 2), which results in a total prediction level of 2 (1 × 2 = 2).
- Step 6:
- Estimate the overall predictive maintenance effectiveness index by multiplying the coverage index (i.e., relative value) with the detection level (0–15), diagnosis level (0–15), and prognosis level (0–15). For example, the designed PdM specifications for the studied compressor scores 46 (0.92 × 5 × 5 × 2 = 46) out of 3375 (1 × 15 × 15 × 15 = 3375). Therefore, the PdM effectiveness percentage for the studied case is assigned a value of 1.37% (46/3375 = 0.0137).
3.2. PdM Assessment of Centrifugal Compressor in Industry 4.0
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Groba, C.; Cech, S.; Rosenthal, F.; Gossling, A. Architecture of a Predictive Maintenance Framework. In Proceedings of the 6th International Conference on Computer Information Systems and Industrial Management Applications (CISIM’07), Minneapolis, USA, 28–30 June 2007. [Google Scholar] [CrossRef]
- Ruiz-Cárcel, C.; Jaramillo, V.H.; Mba, D.; Ottewill, J.R.; Cao, Y. Combination of process and vibration data for improved condition monitoring of industrial systems working under variable operating conditions. Mech. Syst. Signal. Process. 2016, 66–67, 699–714. [Google Scholar]
- Li, X.; Duan, F.; Mba, D.; Bennett, I. Rotating machine prognostics using system-level models. In Proceedings of the International Conference on Quality, Reliability, Risk, Maintenance, and Safety Engineering (QR2MSE 2016), Jiuzhaigou, Sichuan, China, 25–28 July 2016. [Google Scholar]
- World Economic Forum. Digital Transformation Initiative Oil and Gas. Industry; World Economic Forum: Geneva, Switzerland, 2017. [Google Scholar]
- IEC60706-2. Maintainability of equipment-Part 2-Maintainability requirements and studies during the design and development phase. Int. Electrotech. Comm. 2006, 2. [Google Scholar]
- NORSOK Z-008. Risk based maintenance and consequence classification. NORSOK Stand. Nor. 2017, 4. [Google Scholar]
- IEC 60812. Failure modes and effects analysis (FMEA and FMECA). Int. Electrotech. Comm. 2018, 3. [Google Scholar]
- ISO13379-1. Condition Monitoring and Diagnostics of Machines—Data Interpretation and Diagnostics Techniques—Part 1: General Guidelines; International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- ISO-17359. Condition monitoring and diagnostics of machines General guidelines. Geneva Int. Organ. Stand. 2018, 3, 1–29. [Google Scholar]
- El-Thalji, I. Predictive Maintenance (PdM) Analysis Matrix: A tool to determine technical specications for PdM ready-equipment. In Computational Methods in Offshore Technology; University of Stavanger: Stavanger, Norway, 2019. [Google Scholar]
- Tranfield, D.; Denyer, D.; Smart, P. The modern approach to industrial maintenance management. Br. J. Manag. 2003, 14, 207–222. [Google Scholar] [CrossRef]
- Yexley, C. Condition monitoring of process gas compressors. Noise Vib. Control. Worldw. 1989, 20, 13–17. [Google Scholar]
- Mathioudakis, K.; Tsalavoutas, A. Identification of Mechanical Alterations from Their Effect on Performance of a Radial Compressor. In Proceedings of the AMSE 1995 International Gas Turbine and Aeroengine Congress and Exposition, Volume 5: Manufacturing Materials and Metallurgy, Ceramics, Structures and Dynamics; Controls, Diagnostics and Instrumentation, Education, IGTI Scholar Award, Houston, Texas, USA, 5–8 June 1995; p. V005T15A003. [Google Scholar] [CrossRef]
- Aretakis, N.; Mathioudakis, K. Radial compressor fault identification using dynamic measurement data. ASME 1996, 78767, V005T15A009. [Google Scholar]
- Aretakis, N.; Mathioudakis, K. Classification of radial compressor faults using pattern-recognition techniques. Control. Eng. Pract. 1998, 6, 1217–1223. [Google Scholar] [CrossRef]
- Bently, D.E.; Goldman, P. Vibrational Diagnostics of Rotating Stall in Centrifugal Compressors. Orbit 2000, 21, 32–40. [Google Scholar]
- Kushner, F.; Richard, S.J.; Strickland, R.A. Critical Review of Compressor Impeller Vibration Parameters for Failure Prevention. Tex. AM Univ. Turbomach. Lab. 2000. [Google Scholar] [CrossRef]
- Venturini, M. Development and Experimental Validation of a Compressor Dynamic Model. J. Turbomach. 2004, 127, 599–608. [Google Scholar] [CrossRef]
- Venturini, M. Simulation of Compressor Transient Behavior through Recurrent Neural Network Models. J. Turbomach. 2005, 128, 444–454. [Google Scholar] [CrossRef]
- Liang, Y.W.; Yen, C.L.; Xu, S.D.; Liaw, D.C. Detection and diagnosis of compressors’ instabilities: A mixed model-based and signal-based approach. Int. J. Electr. Eng. 2005, 12, 151–158. [Google Scholar]
- Morini, M.; Pinelli, M.; Venturini, M. Acoustic and Vibrational Analyses on a Multi-Stage Compressor for Unstable Behavior Precursor Identification. In Proceedings of the ASME Turbo Expo 2007: Power for Land, Sea, and Air, Montreal, QC, Canada, 14–17 May 2007; 47934, pp. 1415–1423. [Google Scholar]
- Galindo, J.; Serrano, J.R.; Climent, H.; Tiseira, A. Experiments and modelling of surge in small centrifugal compressor for automotive engines. Exp. Therm. Fluid Sci. 2008, 32, 818–826. [Google Scholar] [CrossRef]
- Yang, W.; Tavner, P.J. Empirical mode decomposition, an adaptive approach for interpreting shaft vibratory signals of large rotating machinery. J. Sound Vib. 2009, 321, 1144–1170. [Google Scholar] [CrossRef]
- Hafaifa, A.; Laaouad, F.; Laroussi, K. Fuzzy logic approach applied to the surge detection and isolation in centrifugal compressor. Autom. Control. Comput. Sci. 2010, 44, 53–59. [Google Scholar] [CrossRef]
- Haifa, A.; Daoudi, A.; Laroussi, K. Modelling and Control of Surge in Centrifugal Compression Based on Fuzzy Rule System. Stud. Inform. Control. 2010, 19, 347–356. [Google Scholar]
- Hafaifa, A.; Daoudi, A.; Laroussi, K. Application of Fuzzy Diagnosis in Fault Detection and Isolation to the Compression System Protection. Control. Intell. Syst. 2011, 39, 151. [Google Scholar] [CrossRef]
- Hafaifa, A.; Rachid, B.; Mouloud, G. Modelling of surge phenomena in a centrifugal compressor: Experimental analysis for control. Syst. Sci. Control. Eng. 2014, 2, 632–641. [Google Scholar] [CrossRef]
- Zanoli, S.M.; Astolfi, G.; Barboni, L. Applications of Fault Diagnosis techniques for a multishaft centrifugal compressor. In Proceedings of the 18th Mediterranean Conference on Control and Automation, MED’10, Marrakech, Morocco, 23–25 June 2010; pp. 64–69. [Google Scholar]
- Zanoli, S.M.; Astolfi, G.; Barboni, L. Principal Component Analysis based on ANOVA Test for Multishaft Centrifugal Compressor Fault Detection and Diagnosis. IFAC Proc. Vol. 2010, 43, 90–96. [Google Scholar] [CrossRef]
- Kyriazis, A.; Helmis, I.; Aretakis, N.; Roumeliotis, I.; Mathioudakis, K. Gas turbines compressor fault identification by utilizing fuzzy logic-based diagnostic systems. In Proceedings of the 9th European Conference on Turbomachinery: Fluid Dynamics and Thermodynamics, ETC 2011, Istanbul, Turkey, 21–25 March 2011; pp. 865–878. [Google Scholar]
- Zanoli, S.M.; Astolfi, G. Faults Diagnosis for a centrifugal machine using the Mahalanobis distance. In Proceedings of the 8th IFAC Symposium on Fault Detection, Supervision and Safety of Technical Processes (SAFEPROCESS), Mexico City, Mexico, 29–31 August 2012. [Google Scholar]
- Zanoli, S.M.; Astolfi, G.; Marczyk, J. Complexity-based methodology for Fault Diagnosis: Application on a centrifugal machine. IFAC Proc. Vol. 2012, 45, 51–56. [Google Scholar] [CrossRef]
- Hafaifa, A.; Guemana, M.; Daoudi, A. Vibrations supervision in gas turbine based on parity space approach to increasing efficiency. J. Vib. Control. 2013, 21, 1622–1632. [Google Scholar] [CrossRef]
- Magara, Y.; Yamaguchi, K.; Miura, H.; Takahashi, N.; Narita, M. Natural Frequency Shift in a Centrifugal Compressor Impeller for High-Density Gas Applications. J. Turbomach. 2013, 135, 011014. [Google Scholar] [CrossRef]
- Li, H.; Zhang, X.; Xu, F. Experimental investigation on centrifugal compressor blade crack classification using the squared envelope spectrum. Sensors 2013, 13, 12548–12563. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Zhang, X.; Zhang, X.; Yang, S.; Xu, F. Pressure Pulsation Signal Analysis for Centrifugal Compressor Blade Crack Determination. Math. Probl. Eng. 2014, 2014, 862065. [Google Scholar] [CrossRef]
- Vagani, M.; Engeda, A.; Cave, M.J. Prediction of impeller rotating stall onset using numerical simulations of a centrifugal compressor. Part 1: Detection of rotating stall using fixed-flow transient simulations. Proc. Inst. Mech. Eng. Part A J. Power Energy 2013, 227, 403–414. [Google Scholar] [CrossRef]
- Vagani, M.; Engeda, A.; Cave, M.J. Prediction of impeller rotating stall onset using numerical simulations of a centrifugal compressor. Part 2: Evaluation of mass-flow fluctuations at rotor–stator interfaces. Proc. Inst. Mech. Eng. Part A J. Power Energy 2013, 227, 415–425. [Google Scholar] [CrossRef]
- Alavinia, S.M. Surge avoidance in gas compressor via fault diagnosis. In Proceedings of the 2015 IEEE International Conference on Electrical, Computer and Communication Technologies (ICECCT), Coimbatore, India, 5–7 March 2015; pp. 1–9. [Google Scholar]
- Xenos, D.P.; Cicciotti, M.; Bouaswaig, A.E.F.; Thornhill, N.F.; Martinez-Botas, R. Modeling and Optimization of Industrial Centrifugal Compressor Stations Employing Data-Driven Methods. In Proceedings of the ASME Turbo Expo 2014: Turbine Technical Conference and Exposition, Volume 3B: Oil and Gas Applications, Organic Rankine Cycle Power Systems, Supercritical CO2 Power Cycles, Wind Energy, Düsseldorf, Germany, 16–20 June 2014; p. V03BT25A004. [Google Scholar]
- Xenos, D.P.; Thornhill, N.F.; Cicciotti, M.; Bouaswaig, A.E.F. Preprocessing of raw data for developing steady-state data-driven models for optimizing compressor stations. In Proceedings of the 2014 UKACC International Conference on Control (CONTROL), Loughborough, UK, 9–11 July 2014; pp. 438–443. [Google Scholar]
- Cicciotti, M.; Xenos, D.P.; Bouaswaig, A.E.F.; Thornhill, N.F.; Martinez-Botas, R.F. Online Performance Monitoring of Industrial Compressors Using Meanline Modelling. In Proceedings of the ASME Turbo Expo 2014: Turbine Technical Conference and Exposition. Volume 2D: Turbomachinery, Düsseldorf, Germany, 16–20 June 2014; p. V02DT42A003. [Google Scholar]
- Cicciotti, M.; Xenos, D.P.; Bouaswaig, A.E.; Thornhill, N.F.; Martinez-Botas, R.F. Physical modelling of industrial multistage centrifugal compressors for monitoring and simulation. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2015, 229, 3433–3448. [Google Scholar] [CrossRef]
- Orkisz, M.; Lipnicki, P. Rotating compressor surge detection using variable speed drive signals. In Proceedings of the 2014 International Symposium on Power Electronics, Electrical Drives, Automation and Motion, Ischia, Italy, 18–20 June 2014; pp. 455–460. [Google Scholar]
- Gowid, S.; Dixon, R.; Ghani, S. A novel robust automated FFT-based segmentation and features selection algorithm for acoustic emission condition based monitoring systems. Appl. Acoust. 2015, 88, 66–74. [Google Scholar] [CrossRef]
- Xenos, D.P.; Cicciotti, M.; Kopanos, G.M.; Bouaswaig, A.E.F.; Kahrs, O.; Martinez-Botas, R.; Thornhill, N.F. Optimization of a network of compressors in parallel: Real Time Optimization (RTO) of compressors in chemical plants—An industrial case study. Appl. Energy 2015, 144, 51–63. [Google Scholar] [CrossRef] [Green Version]
- Xenos, D.P.; Kopanos, G.M.; Cicciotti, M.; Thornhill, N.F. Operational optimization of networks of compressors considering condition-based maintenance. Comput. Chem. Eng. 2016, 84, 117–131. [Google Scholar] [CrossRef] [Green Version]
- Cortinovis, A.; Mercangöz, M.; Stava, T.O.; Van de moortel, S.; Lunde, E. Dynamic Time to Surge Computation for Electric Driven Gas Compressors during Voltage Dips. IFAC PapersOnLine 2016, 49, 949–954. [Google Scholar] [CrossRef]
- Wu, X.; Liu, Y.; Liu, R.; Zhao, L. Surge detection methods using empirical mode decomposition and continuous wavelet transform for a centrifugal compressor. J. Mech. Sci. Technol. 2016, 30, 1533–1536. [Google Scholar] [CrossRef]
- Lu, Y.; Wang, F.; Jia, M.; Qi, Y. Centrifugal compressor fault diagnosis based on qualitative simulation and thermal parameters. Mech. Syst. Signal. Process. 2016, 81, 259–273. [Google Scholar] [CrossRef]
- Cho, S.; Shin, J.-H.; Jun, H.-B.; Hwang, H.-J.; Ha, C.; Hwang, J. A Study on Estimating the Next Failure Time of Compressor Equipment in an Offshore Plant. Math. Probl. Eng. 2016, 2016, 8705796. [Google Scholar] [CrossRef]
- Al-Busaidi, W.; Pilidis, P. Investigation of Efficiency Deterioration Causes in Process Centrifugal Compressor Operation. J. Fail. Anal. Prev. 2016, 16, 19–36. [Google Scholar] [CrossRef]
- Li, H.; He, C.; Jiang, D.; Wang, X. Blade Incipient Crack Determination for Centrifugal Compressor Based on Pressure Pulsation Signal Feature Extraction. In Proceedings of the ASME Turbo Expo 2016: Turbomachinery Technical Conference and Exposition, Volume 2D: Turbomachinery, Seoul, Korea, 13–17 June 2016; p. V02DT44A005. [Google Scholar]
- Li, H.; He, C.; Zhou, Q.; Lu, F. Blade Incipient Crack Determination for Centrifugal Compressor Based on CWT-Stochastic Resonance Method. In Proceedings of the ASME Turbo Expo 2017: Turbomachinery Technical Conference and Exposition, Volume 7B: Structures and Dynamics, Charlotte, NC, USA, 26–30 June 2017; p. V07BT35A014. [Google Scholar]
- Munari, E.; Morini, M.; Pinelli, M.; Spina, P.R. Experimental Investigation and Modeling of Surge in a Multistage Compressor. Energy Procedia 2017, 105, 1751–1756. [Google Scholar] [CrossRef]
- Golmoradi, M.; Ebrahimi, E.; Javidan, M. Compressor fault diagnosis based on SVM and GA. Vibroengineering Procedia 2017, 12, 49–53. [Google Scholar] [CrossRef] [Green Version]
- Golmoradi, M.; Ebrahimi, E.; Javidan, M. Fault diagnosis of compressor based on decision tree and fuzzy inference system. Vibroengineering Procedia 2017, 12, 54–60. [Google Scholar] [CrossRef] [Green Version]
- Zaza, G.; Hammou, A.D.; Benchatti, A.; Saiah, H. Fault Detection Method on a Compressor Rotor Using the Phase Variation of the Vibration Signal. Int. J. Eng. 2017, 30, 1176–1181. [Google Scholar]
- Jun, H.-B.; Kim, D. A Bayesian network-based approach for fault analysis. Expert Syst. Appl. 2017, 81, 332–348. [Google Scholar] [CrossRef]
- Safiyullah, F.; Sulaiman, S.A.; Naz, M.Y.; Jasmani, M.S.; Ghazali, S.M.A. Prediction on performance degradation and maintenance of centrifugal gas compressors using genetic programming. Energy 2018, 158, 485–494. [Google Scholar] [CrossRef]
- Zhang, Y.; Zheng, S.; Chen, Q.; Fang, J. Surge Detection Approach for Magnetically Suspended Centrifugal Compressors Using Adaptive Frequency Estimator. IEEE Trans. Ind. Electron. 2018, 65, 5733–5742. [Google Scholar] [CrossRef]
- Engelberth, T.; Krawczyk, D.; Verl, A. Model-based method for condition monitoring and diagnosis of compressors. Procedia Cirp. 2018, 72, 1321–1326. [Google Scholar] [CrossRef]
- He, C.; Li, H.; Zhao, X. Weak characteristic determination for blade crack of centrifugal compressors based on underdetermined blind source separation. Measurement 2018, 128, 545–557. [Google Scholar] [CrossRef]
- Li, H.; He, C.; Malekian, R.; Li, Z. Weak Defect Identification for Centrifugal Compressor Blade Crack Based on Pressure Sensors and Genetic Algorithm. Sensors 2018, 18, 1264. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, X.; Duan, F.; Loukopoulos, P.; Bennett, I.; Mba, D. Canonical variable analysis and long short-term memory for fault diagnosis and performance estimation of a centrifugal compressor. Control. Eng. Pract. 2018, 72, 177–191. [Google Scholar] [CrossRef]
- Li, X.; Duan, F.; Sattar, T.; Bennett, I.; Mba, D. Canonical Variable Analysis for Fault Detection, System Identification and Performance Estimation. In Proceedings of the 7th conference on Design and Modeling of Mechanial System (SMSM’2017), Hammamet, Tunisia, 27–29 March 2018. [Google Scholar] [CrossRef]
- Li, Q.; Wang, W.; Weaver, B.; Shao, X. Active rotordynamic stability control by use of a combined active magnetic bearing and hole pattern seal component for back-to-back centrifugal compressors. Mech. Mach. Theory 2018, 127, 1–12. [Google Scholar] [CrossRef]
- Sharma, S.; García-Tíscar, J.; Allport, J.M.; Jupp, M.L.; Nickson, A.K. Impact of Impeller Casing Treatment on the Acoustics of a Small High Speed Centrifugal Compressor. In Proceedings of the ASME Turbo Expo 2018: Turbomachinery Technical Conference and Exposition, Volume 2B: Turbomachiner, Oslo, Norway, 11–15 June 2018; p. V02BT43A010. [Google Scholar]
- Shu, M.; Yang, M.; Martinez-Botas, R.F.; Deng, K.; Shi, L. Unsteady Responses of the Impeller of a Centrifugal Compressor Exposed to Pulsating Backpressure. J. Eng. Gas Turbines Power 2019, 141, 041005. [Google Scholar] [CrossRef]
- Zeng, J.; Chen, K.; Ma, H.; Duan, T.; Wen, B. Vibration response analysis of a cracked rotating compressor blade during run-up process. Mech. Syst. Signal. Process. 2019, 118, 568–583. [Google Scholar] [CrossRef]
- Han, T.; Liu, C.; Wu, L.; Sarkar, S.; Jiang, D. An adaptive spatiotemporal feature learning approach for fault diagnosis in complex systems. Mech. Syst. Signal. Process. 2019, 117, 170–187. [Google Scholar] [CrossRef]
- OREDA. Offshore and Onshore Reliability Data Handbook—Topside Equipment. In Sintef NTNU 2015, 6th ed.; DNV GL: Trondheim, Norway, 2015; Volume 1. [Google Scholar]
- Georgiou, G. PoD Curves, their derivation, applications and limitations. Insight Non Destr. Test. Cond. Monit. 2007, 49, 409–414. [Google Scholar] [CrossRef]
- Boyce, M.P. Centrifugal Compressor: A Basic Guide; PennWell Books: Tulsa, OK, USA, 2003. [Google Scholar]
- ISO13372. Condition Monitoring and Diagnostics of Machines—Vocabulary; International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]



{kind=link}
{kind=link}
| Search Keyword (Scopus) | No. of Hits | Relevant Hits |
|---|---|---|
| ALL (compressor AND fault) AND (LIMIT-TO (DOCTYPE, “re”)) | 104 | General hits; not specifically for centrifugal compressor |
| (ALL (compressor)) AND ((centrifugal)) AND (fault AND detection) AND (LIMIT-TO (SUBJAREA,“ENGI”)) | 323 | 64 relevant hits regarding centrifugal compressor |
| Reference | Maintainable Item | Failure Mechanism | Data Type | Measurement Type | Data Processing | Analysis | |||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Diagnosis | Prognosis | ||||||||||||||||||||||||||||||||||||||||||||
| Overall Equipment Efficiency | Rotor | Blade/Impeller | Bearing | Seal | Valve | Magnetic Bearing | Variable Speed Drive | Diffusor | Sensor | Surge | Stall | Clearance | Bearing Defect | Oil Whirl | Leakage | Fouling | Wear | Misalignment | Looseness | Fluid Excitation | Unbalance | Internal Blockage | Crack | Simulation | Experimental | Industrial | Machine Performance | Fluid/Gas Performance | Vibration | Acoustic Emission | Strain Gauges | Pre-Processing | Statistical | Frequency Domain | Time/Frequency | Rule-based, Fuzzy Logic | Pattern Recognition | Random Forest, Principal Component Analysis | Neural Network | Logistic Regressions | Support Vector Machines | Data-driven | Model-Based | Hybrid Approach | |
| [12] | |||||||||||||||||||||||||||||||||||||||||||||
| [13] | x | x | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||
| [14,15] | x | x | x | x | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||
| [16] | x | x | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||
| [17] | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||||
| [18] | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||||||
| [19] | x | x | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||
| [20] | x | x | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||
| [21] | x | x | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||
| [22] | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||||
| [23] | x | x | x | x | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||
| [24,25,26,27] | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||||
| [28,29] | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||||
| [30] | x | x | x | x | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||
| [31,32] | x | x | x | x | x | x | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||
| [33] | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||||
| [34] | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||||
| [35,36] | x | x | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||
| [37,38] | x | x | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||
| [39] | x | x | |||||||||||||||||||||||||||||||||||||||||||
| [40,41] | x | x | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||
| [42,43] | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||||
| [44] | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||||
| [45] | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||||
| [46,47] | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||||
| [48] | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||||
| [49] | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||||||
| [50] | x | x | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||
| [51] | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||||
| [52] | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||||
| [53,54] | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||||
| [55] | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||||
| [56,57] | x | x | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||
| [58] | x | x | x | x | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||
| [59] | x | x | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||
| [60] | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||||
| [61] | x | x | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||
| [62] | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||||||
| [63,64] | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||||
| [65,66] | x | x | x | x | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||
| [67] | x | x | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||
| [68] | x | x | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||
| [69] | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||||
| [70] | x | x | x | x | x | x | x | ||||||||||||||||||||||||||||||||||||||
| [71] | x | x | x | x | x | x | x | x | x | x | |||||||||||||||||||||||||||||||||||
| Detectability | |||
|---|---|---|---|
| Earliness | Low (1) | Medium (2.5) | High (5) |
| Low (1) | 1 (Not covered) | 2.5 | 5 |
| Medium (2) | 2 | 5 (Partially covered) | 10 |
| High (3) | 3 | 7.5 | 15 (Full cover) |
| Ability to Diagnose the Maintainable Item(s) | |||
|---|---|---|---|
| Informativeness of Failure Mechanism(s) and Cause(s) Diagnosed | Low (1) | Medium (2.5) | High (5) |
| Low (1) | 1 (Abnormal) | 2.5 | 5 |
| Medium (2) | 2 | 5 | 10 |
| High (3) | 3 | 7.5 | 15 (Full diagnosis of all maintainable items and failure mechanisms) |
| Precision of Deterioration Prognosis and RUL Prediction | |||
|---|---|---|---|
| Predictive Horizon | Low (1) | Medium (2.5) | High (5) |
| Low (1) | 1 | 2.5 | 5 |
| Medium (2) | 2 | 5 | 10 |
| High (3) | 3 | 7.5 | 15 (Full accuracy and predictive horizon) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nordal, H.; El-Thalji, I. Assessing the Technical Specifications of Predictive Maintenance: A Case Study of Centrifugal Compressor. Appl. Sci. 2021, 11, 1527. https://doi.org/10.3390/app11041527
Nordal H, El-Thalji I. Assessing the Technical Specifications of Predictive Maintenance: A Case Study of Centrifugal Compressor. Applied Sciences. 2021; 11(4):1527. https://doi.org/10.3390/app11041527
Chicago/Turabian StyleNordal, Helge, and Idriss El-Thalji. 2021. "Assessing the Technical Specifications of Predictive Maintenance: A Case Study of Centrifugal Compressor" Applied Sciences 11, no. 4: 1527. https://doi.org/10.3390/app11041527
APA StyleNordal, H., & El-Thalji, I. (2021). Assessing the Technical Specifications of Predictive Maintenance: A Case Study of Centrifugal Compressor. Applied Sciences, 11(4), 1527. https://doi.org/10.3390/app11041527