
Development of Tensile Properties and Crystalline Conformation of Recycled Polypropylene by Re-Extrusion Using a Twin-Screw Extruder with an Additional Molten Resin Reservoir Unit




Abstract
:Featured Application
Abstract

1. Introduction
2. Materials and Methods
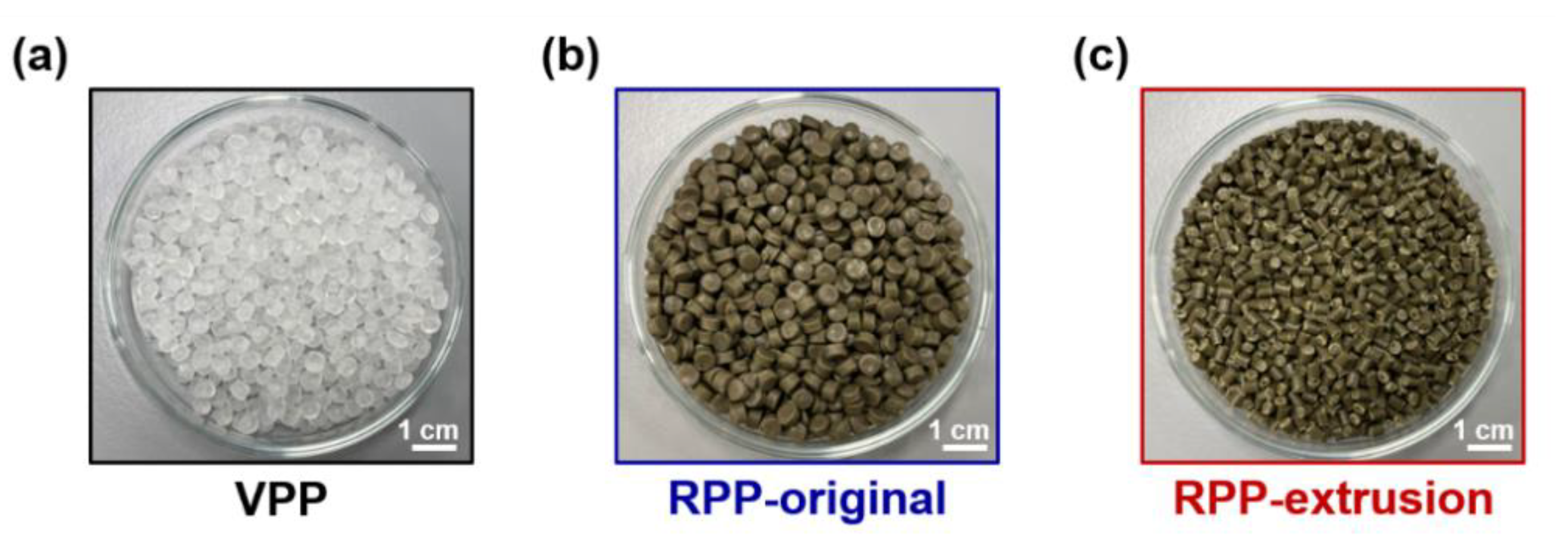
2.1. Materials
2.2. Extrusion by Using a Twin-Screw Extruder with the Additional Molten Resin Reservoir
2.3. Injection Molding Process
2.4. Characterization
3. Results and Discussion
3.1. Tensile Properties
3.2. Crystalline Conformation
3.3. Molecular Weight Distribution
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pakhomova, S.; Zhdanov, I.; van Bavel, B. Polymer type identification of marine plastic litter using a miniature near Infrared spectrometer (microNIR). Appl. Sci. 2020, 10, 8707. [Google Scholar] [CrossRef]
- Chamas, A.; Moon, H.; Zheng, J.; Qiu, Y.; Tabassum, T.; Jang, J.H.; Abu-Omar, M.; Scott, S.L.; Suh, S. Degradation rates of plastics in the environment. ACS Sustain. Chem. Eng. 2020, 8, 3494–3511. [Google Scholar] [CrossRef] [Green Version]
- Plastic Waste Management Institute. An Introduction to Plastic Recycling. 2019. Available online: http://www.pwmi.or.jp/ei/plastic_recycling_2019.pdf (accessed on 31 December 2020).
- Alassali, A.; Picuno, C.; Bébien, T.; Fiore, S.; Kuchta, K. Validation of near infrared spectroscopy as an age-prediction method for plastics. Resour. Conserv. Recycl. 2020, 154, 104555. [Google Scholar] [CrossRef]
- Perugini, F.; Mastellone, M.L.; Arena, U. A life cycle assessment of mechanical and feedstock recycling options for management of plastic packaging wastes. Environ. Prog. 2005, 24, 137–154. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Geem, K.V. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Santos, A.S.F.; Agnelli, J.A.M.; Trevisan, D.W.; Manrich, S. Degradation and stabilization of polyolefins from municipal plastic waste during multiple extrusions under different reprocessing conditions. Polym. Degrad. Stabil. 2002, 77, 441–447. [Google Scholar] [CrossRef]
- Schyns, Z.O.; Shaver, M.P. Mechanical Recycling of Packaging Plastics: A Review. Macromol. Rapid Commun. 2020, 2000415, 1–27. [Google Scholar] [CrossRef]
- Tominaga, A.; Sekiguchi, H.; Nakano, R.; Yao, S.; Takatori, E. Advanced recycling process for waste plastics based on physical degradation theory and its stability. J. Mater. Cycles Waste Manag. 2019, 21, 116–124. [Google Scholar] [CrossRef] [Green Version]
- Takenaka, N.; Tominaga, A.; Sekiguchi, H.; Nakano, R.; Takatori, E.; Yao, S. Creation of advanced recycle process to waste container and packaging plastic-polypropylene sorted recycle plastic case. J. Soc. Rheol. Jpn. 2017, 45, 139–143. [Google Scholar] [CrossRef] [Green Version]
- Yao, S.; Yamasaki, N.; Phanthong, P.; Yamashita, K.; Ueno, Y.; Michiue, T.; Takatori, E. Novel material recycle process based on the physical degradation and physical regeneration theory. In Proceedings of the international conference on advanced and applied petroleum, petrochemicals, and polymers (ICAPPP2018), Bangkok, Thailand, 18–20 December 2018. [Google Scholar]
- Machado, G.; Denardin, E.L.G.; Kinast, E.J.; Gonçalves, M.C.; de Luca, M.A.; Teixeira, S.R.; Samios, D. Crystalline properties and morphological changes in plastically deformed isotactic polypropylene evaluated by X-ray diffraction and transmission electron microscopy. Eur. Polym. J. 2005, 41, 129–138. [Google Scholar] [CrossRef]
- Yang, H.S.; Kiziltas, A.; Gardner, D.J. Thermal analysis and crystallinity study of cellulose nanofibril-filled polypropylene composites. J. Therm. Anal. Calorim. 2013, 113, 673–682. [Google Scholar] [CrossRef]
- Triantou, M.; Todorova, N.; Giannakopoulou, T.; Vaimakis, T.; Trapalis, C. Mechanical performance of re-extruded and aged graphene/polypropylene nanocomposites. Polym. Int. 2017, 66, 1716–1724. [Google Scholar] [CrossRef]
- Furukawa, T.; Sato, H.; Kita, Y.; Matsukawa, K.; Yamaguchi, H.; Ochiai, S.; Siesler, H.W.; Ozaki, Y. Molecular structure, crystallinity and morphology of polyethylene/polypropylene blends studied by Raman mapping, scanning electron microscopy, wide angle X-ray diffraction, and differential scanning calorimetry. Polym. J. 2006, 38, 1127–1136. [Google Scholar] [CrossRef] [Green Version]
- Wang, K.; Bahlouli, N.; Addiego, F.; Ahzi, S.; Rémond, Y.; Ruch, D.; Muller, R. Effect of talc content on the degradation of re-extruded polypropylene/talc composites. Polym. Degrad. Stab. 2013, 98, 1275–1286. [Google Scholar] [CrossRef]
- Mallapragada, S.K.; Narasimhan, B. Infrared spectroscopy in analysis of polymer crystallinity. In Encyclopedia of Analytical Chemistry; John Wiley & Sons: Hoboken, NJ, USA, 2006; pp. 1–14. [Google Scholar]
- Jung, M.R.; Horgen, F.D.; Orski, S.V.; Rodriguez, C.V.; Beers, K.L.; Balazs, G.H.; Jones, T.T.; Work, T.M.; Brignac, K.C.; Royer, S.J.; et al. Validation of ATR FT-IR to identify polymers of plastic marine debris, including those ingested by marine organisms. Mar. Pollut. Bull. 2018, 127, 704–716. [Google Scholar] [CrossRef] [PubMed]
- Crešnar, K.P.; Zemljic, L.F.; Perše, L.S.; Bek, M. Effect of wood fiber loading on the chemical and thermo-rheological properties of unrecycled and recycled wood-polymer composites. Appl. Sci. 2020, 10, 8863. [Google Scholar] [CrossRef]
- Pang, W.; Ni, Z.; Chen, G.; Huang, G.; Huang, H.; Zhao, Y. Mechanical and thermal properties of graphene oxide/ultrahigh molecular weight polyethylene nanocomposites. RSC Adv. 2015, 5, 63063–63072. [Google Scholar] [CrossRef]
- Andreassen, E. Infrared and Raman spectroscopy of polypropylene. In Polypropylene: An A-Z Reference; Karger-Kocsis, J., Ed.; Kluwer Publishers: Dordrecht, The Netherlands, 1999; pp. 320–328. [Google Scholar]
- Chen, W.; Li, X.; Liu, Y.; Li, J.; Zhou, W.; Chen, L.; Li, L. The spatial correlation between crystalline and amorphous orientations of isotactic polypropylene during plastic deformation: An in situ observation with FTIR imaging. Chin. J. Polym. Sci. 2015, 33, 613–620. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | VPP | RPP-Original |
|---|---|---|
| Melt mass-flow rate (g/10 min) 1 | 4.3 | 6.8 |
| Melting temperature (°C) 2 | 163.5 | 125.3, 163.2 |
| Tensile Properties | VPP | RPP-Original | RPP-Extrusion |
|---|---|---|---|
| Elongation at break (%) | 405.00 ± 25.10 1 | 282.46 ± 32.34 | 501.37 ± 29.54 |
| Toughness (MJ/m3) | 89.94 ± 5.51 | 57.92 ± 7.03 | 101.16 ± 5.97 |
| Yield stress (MPa) | 31.53 ± 0.27 | 27.64 ± 0.16 | 27.88 ± 0.05 |
| Tensile fracture stress (MPa) | 21.67 ± 0.04 | 19.30 ± 0.28 | 19.77 ± 0.18 |
| Young’s modulus (MPa) | 443.57 ± 4.64 | 387.34 ± 3.90 | 396.95 ± 2.82 |
| Molecular Weight (g/mol) | VPP | RPP-Original | RPP-Extrusion |
|---|---|---|---|
| Mn | 117,323 | 85,678 | 83,900 |
| Mw | 529,233 | 385,345 | 377,513 |
| Mz | 1,857,035 | 1,013,755 | 1,044,314 |
| Mw/Mn | 4.511 | 4.498 | 4.500 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Phanthong, P.; Miyoshi, Y.; Yao, S. Development of Tensile Properties and Crystalline Conformation of Recycled Polypropylene by Re-Extrusion Using a Twin-Screw Extruder with an Additional Molten Resin Reservoir Unit. Appl. Sci. 2021, 11, 1707. https://doi.org/10.3390/app11041707
Phanthong P, Miyoshi Y, Yao S. Development of Tensile Properties and Crystalline Conformation of Recycled Polypropylene by Re-Extrusion Using a Twin-Screw Extruder with an Additional Molten Resin Reservoir Unit. Applied Sciences. 2021; 11(4):1707. https://doi.org/10.3390/app11041707
Chicago/Turabian StylePhanthong, Patchiya, Yusuke Miyoshi, and Shigeru Yao. 2021. "Development of Tensile Properties and Crystalline Conformation of Recycled Polypropylene by Re-Extrusion Using a Twin-Screw Extruder with an Additional Molten Resin Reservoir Unit" Applied Sciences 11, no. 4: 1707. https://doi.org/10.3390/app11041707
APA StylePhanthong, P., Miyoshi, Y., & Yao, S. (2021). Development of Tensile Properties and Crystalline Conformation of Recycled Polypropylene by Re-Extrusion Using a Twin-Screw Extruder with an Additional Molten Resin Reservoir Unit. Applied Sciences, 11(4), 1707. https://doi.org/10.3390/app11041707