1. Introduction
Among the semiconductor technologies that are being actively researched recently, semiconductor process technology is one of the core technologies of the semiconductor industry. In semiconductor process technology, research on efficient production strategies of semiconductor manufacturing lines is indispensable and continues to be studied. In recent semiconductor manufacturing lines, most of the equipment is made up of automation equipment, and lots of electrical equipment is used. Among them, the motor is not limited to high power and high efficiency, and studies on environmental aspects such as miniaturization, low vibration, low noise, and heat dissipation characteristics are actively conducted [
1].
In general, motors inevitably have problems such as mechanical friction, dust and shaft wear from bearings, which are particularly fatal in semiconductor wafer processing. Particularly, in spin coater machines, a rotating mechanical system used in the photoresist coating process during the wafer process, problems such as dust are a major cause of defective products. Therefore, to solve the defects caused by dust, the problem is solved by installing an additional dust blocking structure. In addition, the wafer photoresist application process requires an additional peripheral positioning system. First, the photoresist spraying nozzle system must have a position control function as it sprays the photoresist at the exact center of the wafer. Secondly, after the photoresist coating process using spin coater rotation, a nozzle position control system EBR (Edge Bead Removal) process system) is indispensable to remove unnecessary portions of the wafer edge.
In the case of general magnetic levitation system research, a tilting system is added to prevent derailment to stably and independently drive the levitation target. Since it is a system using magnetic levitation, it can solve the problems of mechanical wear and dust, but it has disadvantages as it is complicated and the price increases due to the need for an additional guide (tilting) system [
2,
3,
4].
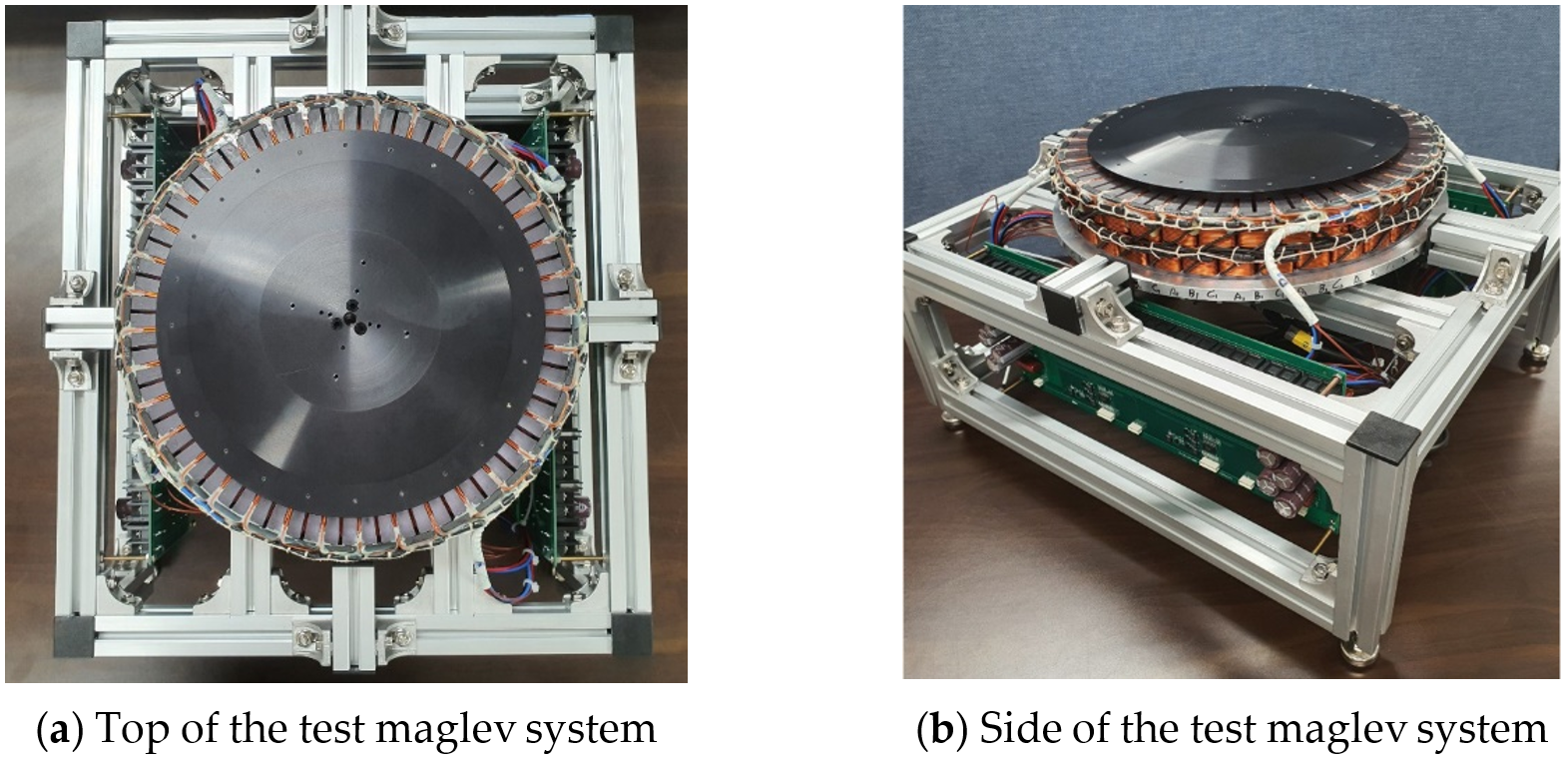
Therefore, the magnetic levitation spin coater system was designed to solve the dust problem of the spin coater system, an electric system used in the semiconductor coating process, and to simplify the additional nozzle position control system. Abrasion and dust problems were solved by introducing a non-contact driving method using a magnetic levitation control method. In addition, the spin coater system was simplified by implementing X-Y axis movement control and prevention of derailment was achieved by using only the proposed eccentric movement control technique without using an additional system. The proposed algorithm was simulated using MATLAB/Simulink (R2018a, The MathWorks, onc, Natick, MA, USA), and a 4 kW magnetic levitation system test model was produced and the experiment was conducted. By verifying the validity of the proposed algorithm based on simulation and test results, it will be possible to greatly improve the problems of dust and system complexity in the semiconductor manufacturing process industry.
2. Highly Clean Magnetic Levitation Rotation System for Photoresist Application Process
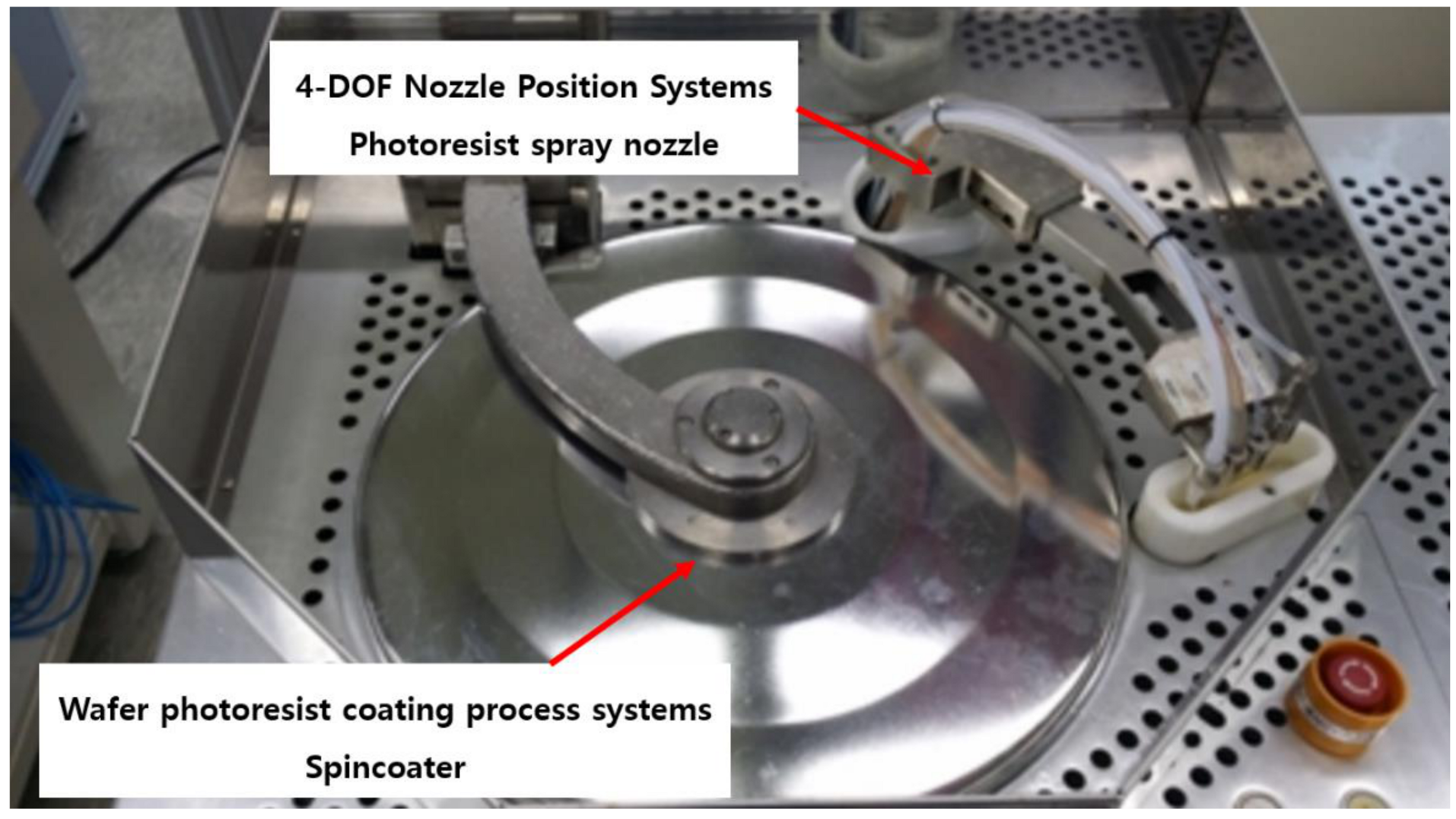
The spin coating system used in the actual semiconductor coating process is shown in
Figure 1. It consists of a position control system of the photoresist spraying nozzle and a wafer rotation device (spin coater) including a spin motor. The spin coater only has a suction function to fix the wafer to the device, and a rotation function to apply the photoresist. Therefore, additional systems such as a peripheral nozzle position control system are needed to be able to spray photoresist from the center of the wafer. In addition, it is composed of a fully enclosed structure to prevent wear on the motor shaft and dust on the bearing.
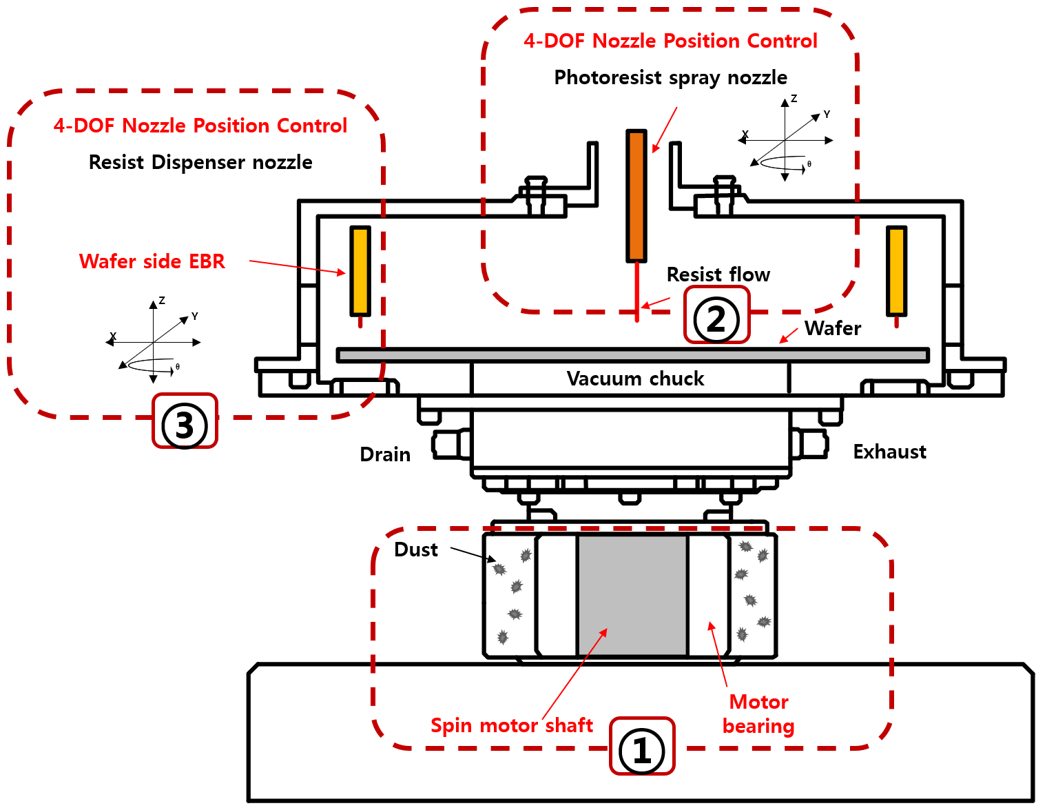
Figure 2 depicts a spin coater, a rotating machine system used in the photoresist coating process during the wafer process. As shown in (1) of
Figure 2, the problem was solved by installing an additional dust-blocking structure to solve the problem of dust from the motor shaft and bearing. As shown in (2) of
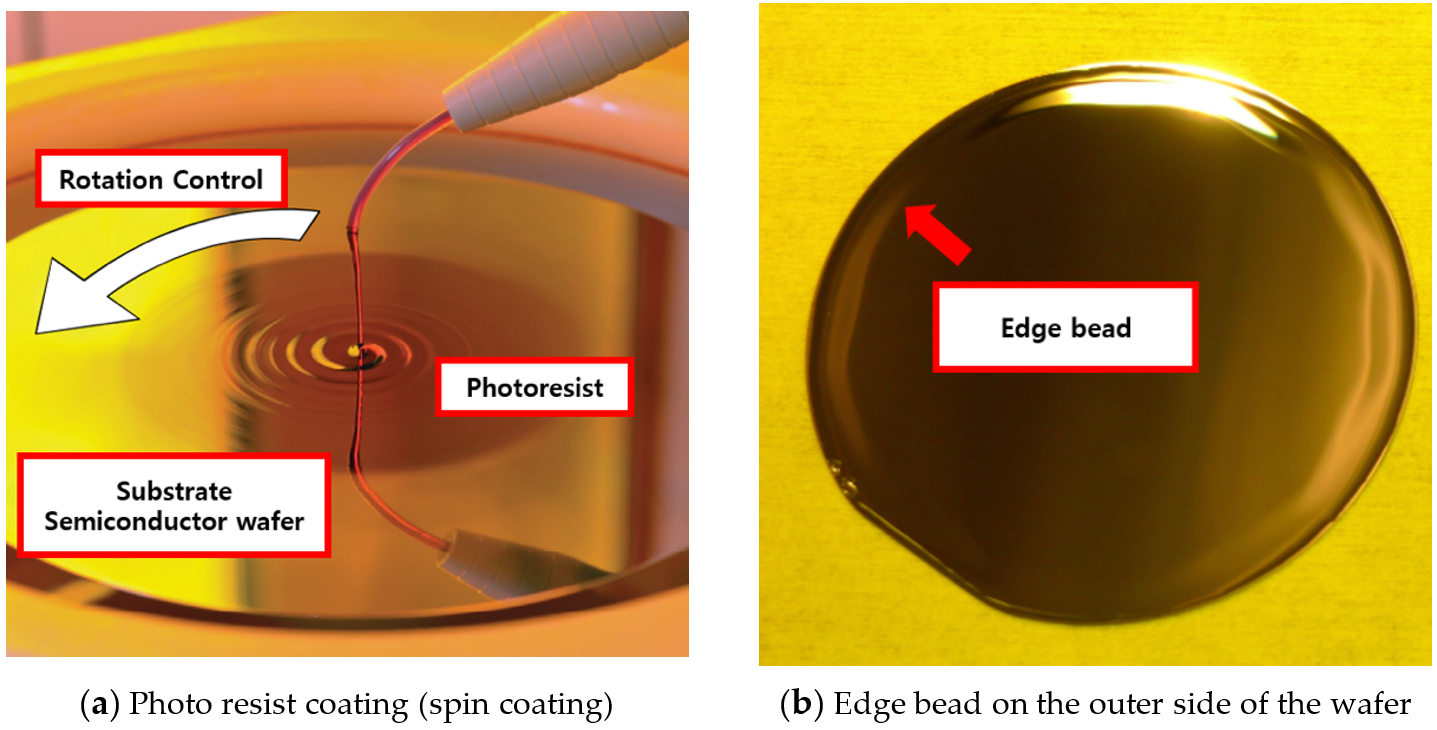
Figure 2, the photoresist spray nozzle must also be positioned in the exact center of the wafer, so a nozzle positioning system is required. In addition, after the photoresist coating process using rotation, an additional process is performed using the nozzle position control system (EBR process system) as shown in (3) of
Figure 2 to remove unnecessary portions of the wafer edge, as shown in
Figure 3.
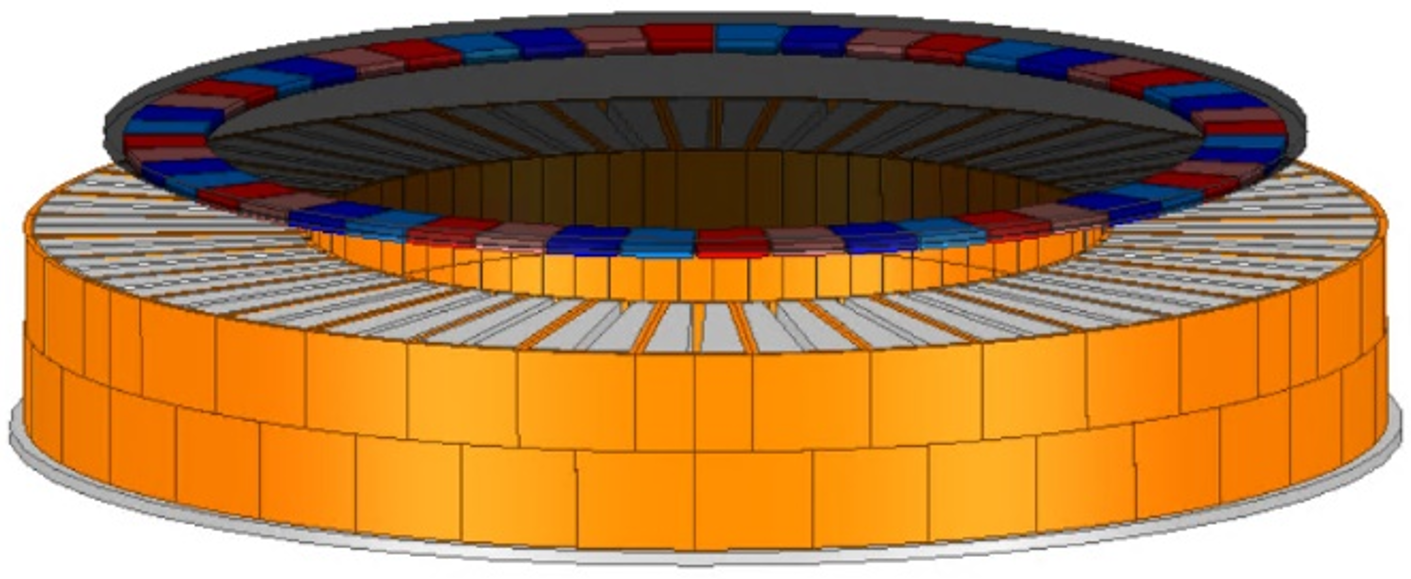
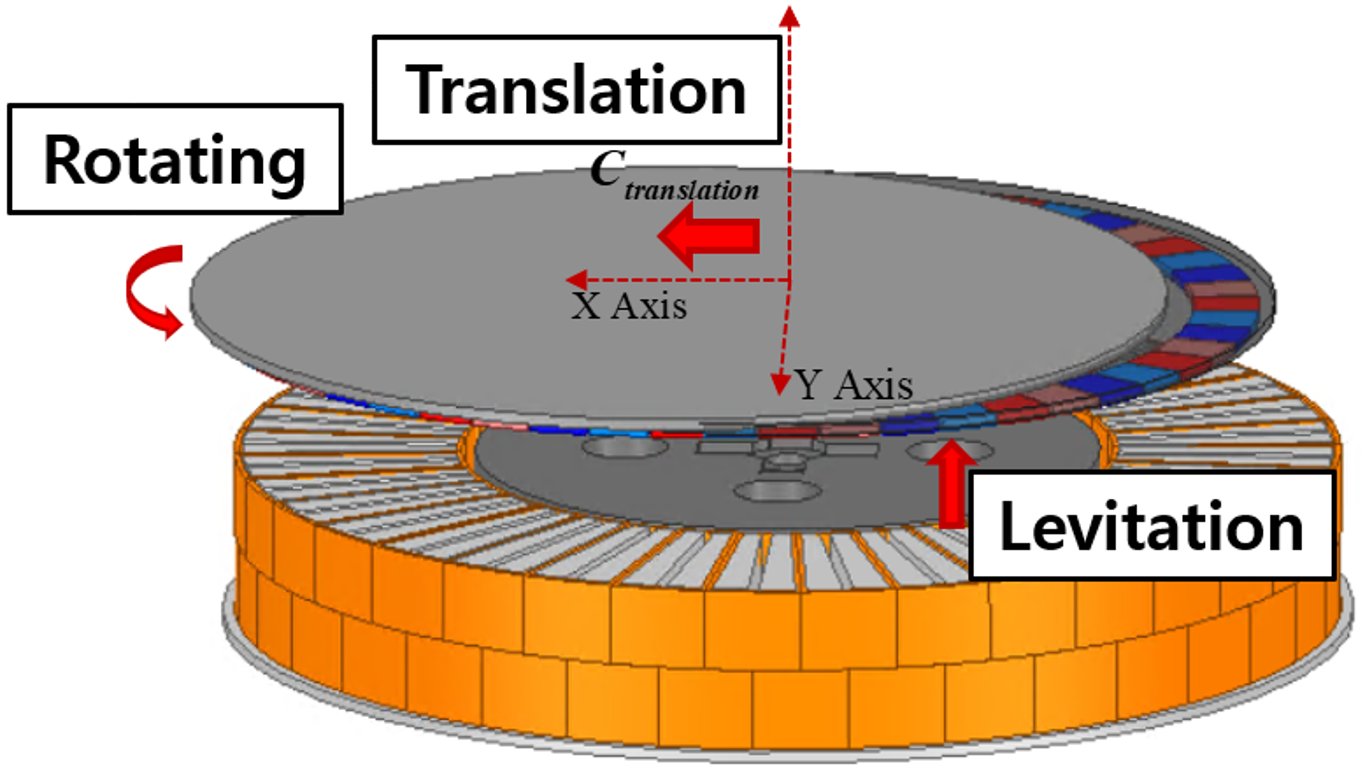
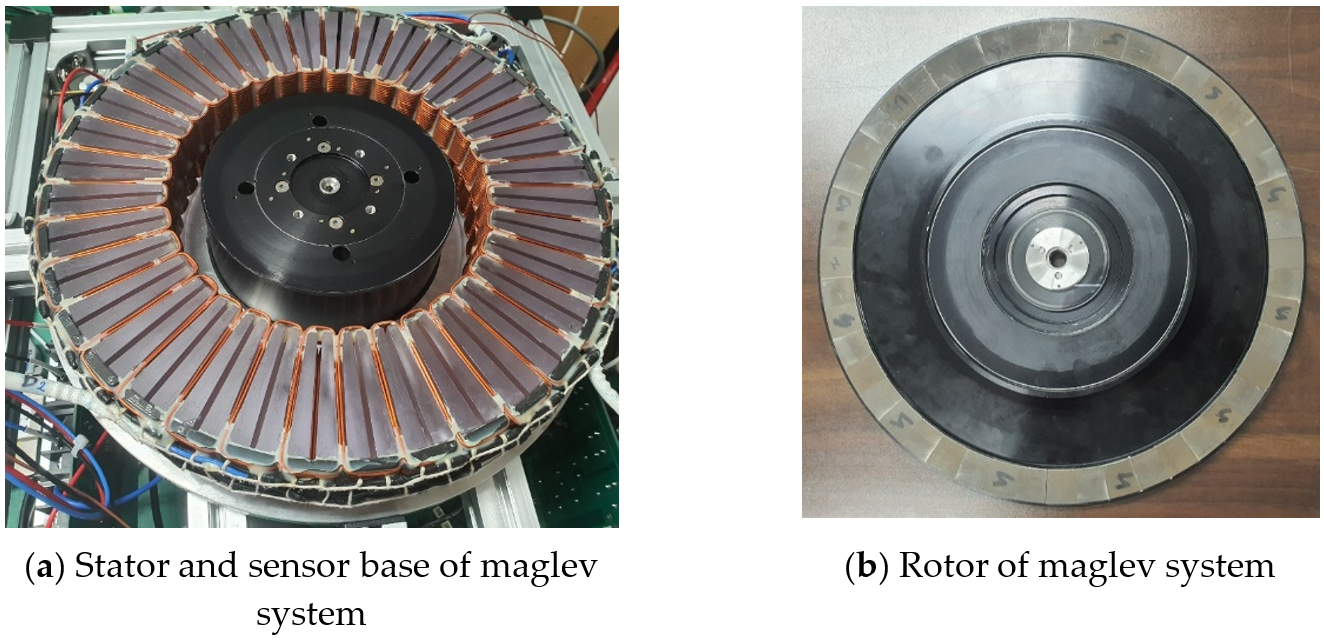
In order to solve this problem, a magnetic levitation system is used. This is an application requiring rotational motion by attaching a semiconductor wafer to the top of the system, so the system was configured with an axial permanent magnet motor type as shown in
Figure 4. We used a type of surface-attached permanent magnet motor (SPMSM) designed to place a permanent magnet in the center of the rotor stator coil of the magnetic levitation system.
2.1. Axial Magnetic Levitation Rotary Motor System without Shaft and Bearing
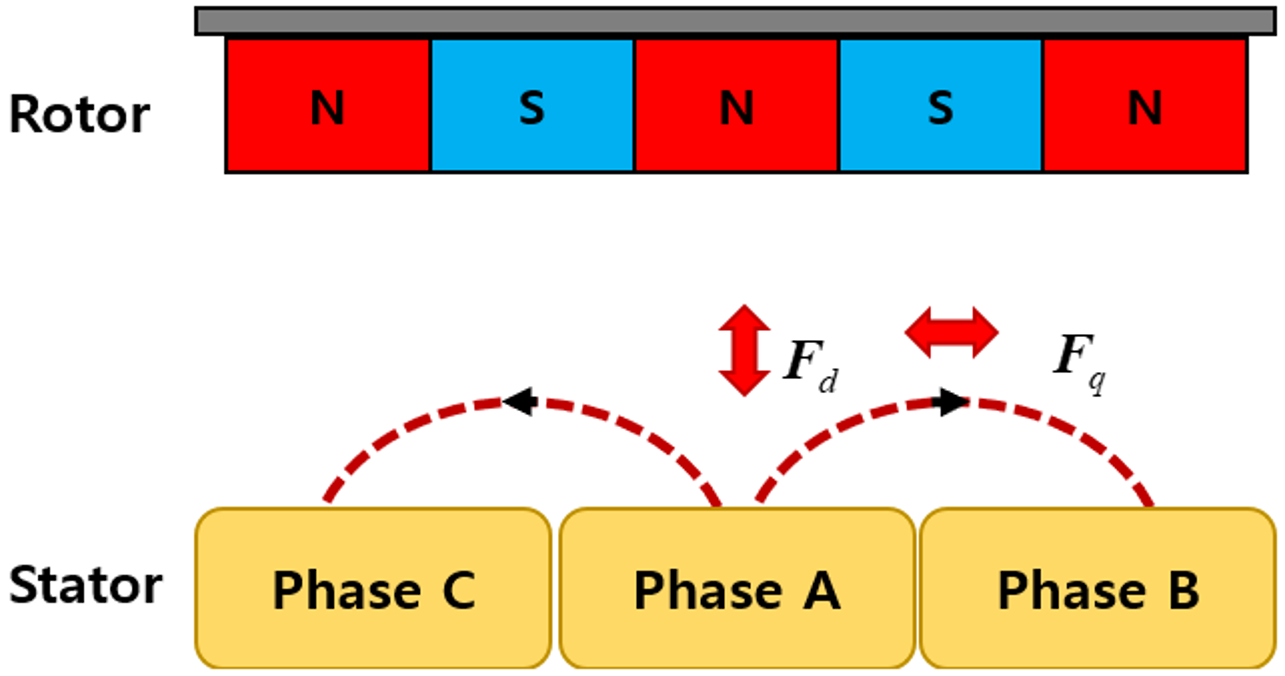
In general, vector control, a control technique used to drive a permanent magnet motor, can divide the three-phase current into a magnetic flux current and a torque current having a phase difference of 90° spatially through coordinate transformation. The current in these two components can be controlled independently. As shown in
Figure 5, the d-axis current, which is the magnetic flux current, can control the force of the magnetic flux generated
in the vertical direction in the stator. The q-axis current, which is the current for torque, can control the force of the magnetic flux
in the direction of rotation [
5,
6,
7,
8,
9,
10].
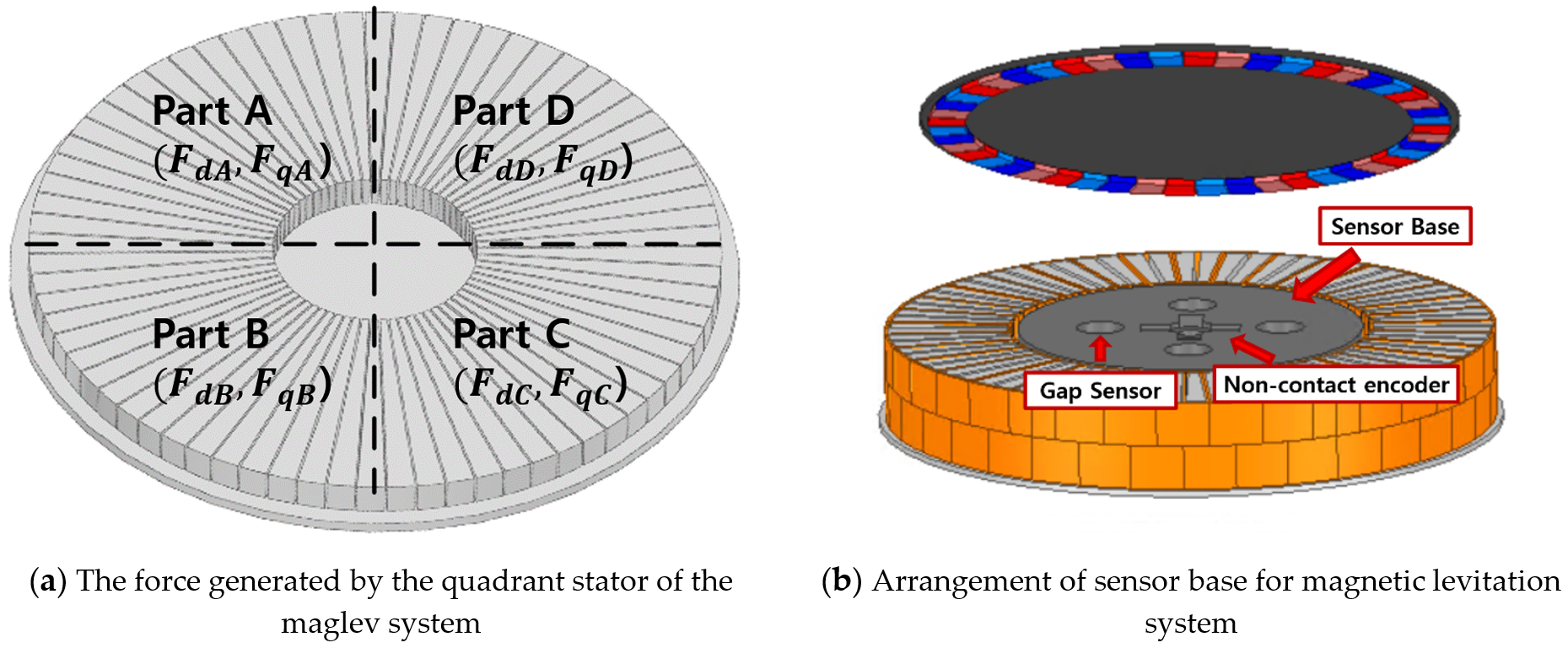
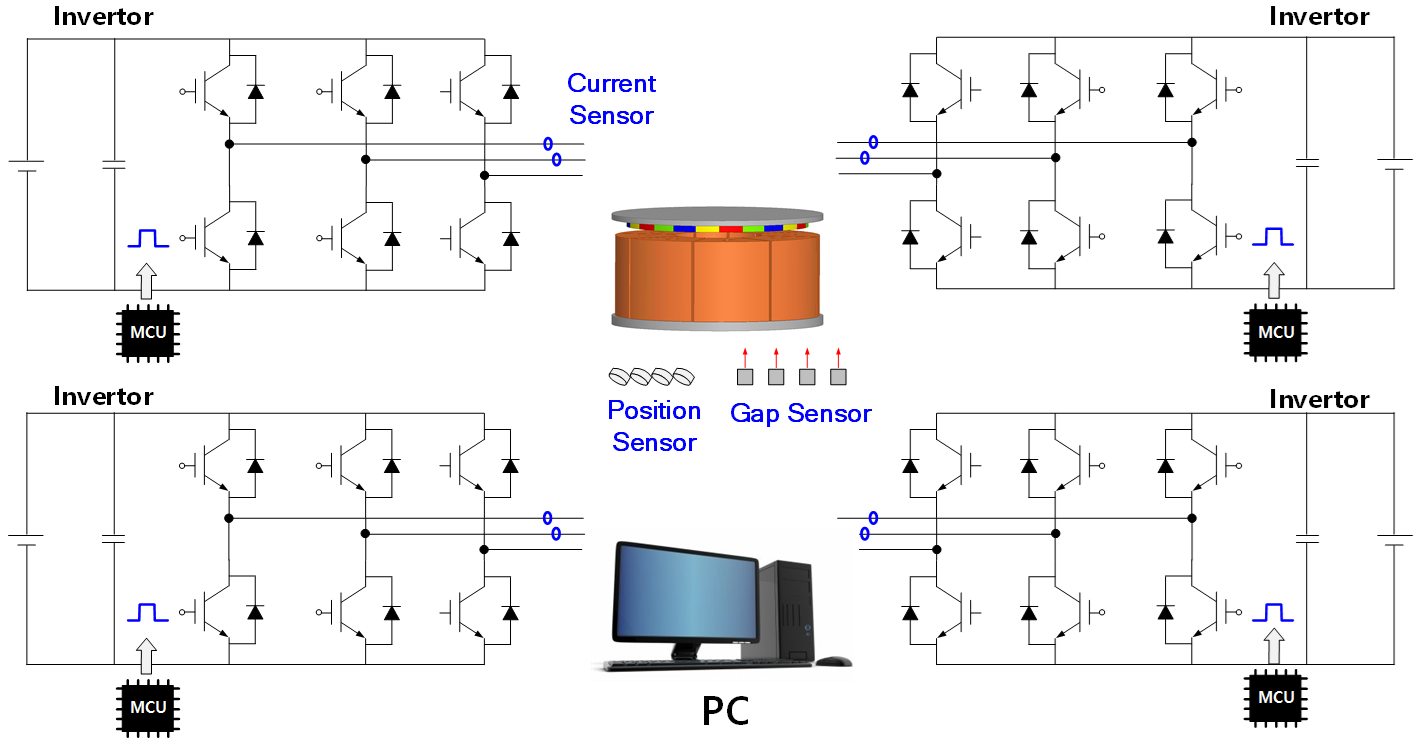
So, vector control in one stator can generate a force that enables two movements. Using these characteristics, the stator of the magnetic levitation system is shown in
Figure 6. As shown in
Figure 6a, this was divided into four parts: Part A, Part B, Part C, and Part D [
11,
12]. Each stator consisted of a three-phase stator, for a total of 12 phases. This configuration created a total of eight forces that can be applied to the magnetic levitation rotor. The system was designed to enable stable posture control of the magnetic levitation rotor by using this combination of forces. Also, as shown in
Figure 6b, the sensor base was placed in the center of the magnetic levitation system. The non-contact encoder and gap sensor that can measure the rotational position of the rotor are designed by dividing the sensor base into four and placing each [
13,
14].
2.2. Reasons for the Need for Derailment Prevention and Movement Control Method
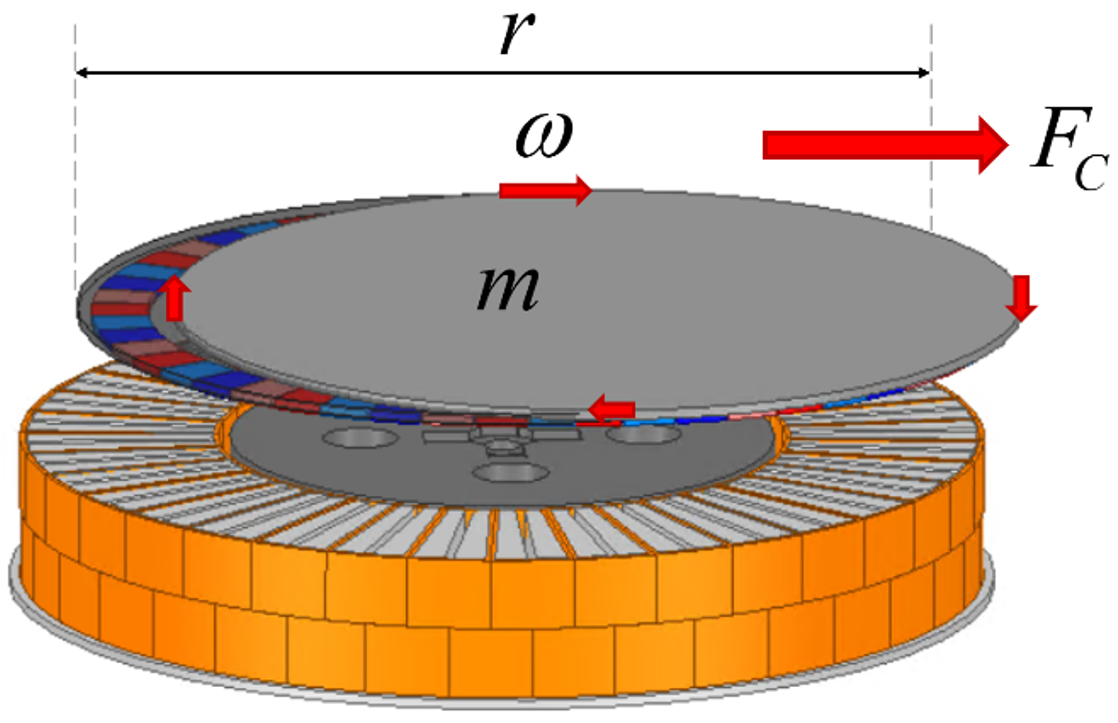
The shaft-and-bearing-free rotary magnetic levitation system can control levitation and rotation by combining a total of eight forces generated by the four-segmented stator. However, when rotational motion of the rotor occurs, a centrifugal force is physically generated as shown in
Figure 7. In general, if the rotational force of each section of the same speed is generated, the force of the centrifugal force is balanced in each rotational direction and canceled.
Centrifugal force
is proportional to the mass
of the rotor and the radius of the rotor
and the rotational speed
as shown in Equation (1). If the frictional force is 0 and the rotational speed is different due to a change in inclination or external force, the rotor moves in the direction of centrifugal force [
15].
The non-contact encoder senses the scale attached to the center of the rotor to obtain rotation position information, and the sensing range between the scale and the sensor has limits for vertical and horizontal directions. Therefore, the rotor may be derailed out of the sensing range due to centrifugal force, making it impossible to control.
When a mechanical tilting device is applied to solve this problem, the system becomes large. In addition, in order to simplify the nozzle position control system of the EBR process after the semiconductor wafer photoresist coating process, the X-Y axis movement position control technology of the rotary magnetic levitation system is essential.
3. Measurement of Placement Error of Non-Contact Encoder Sensor
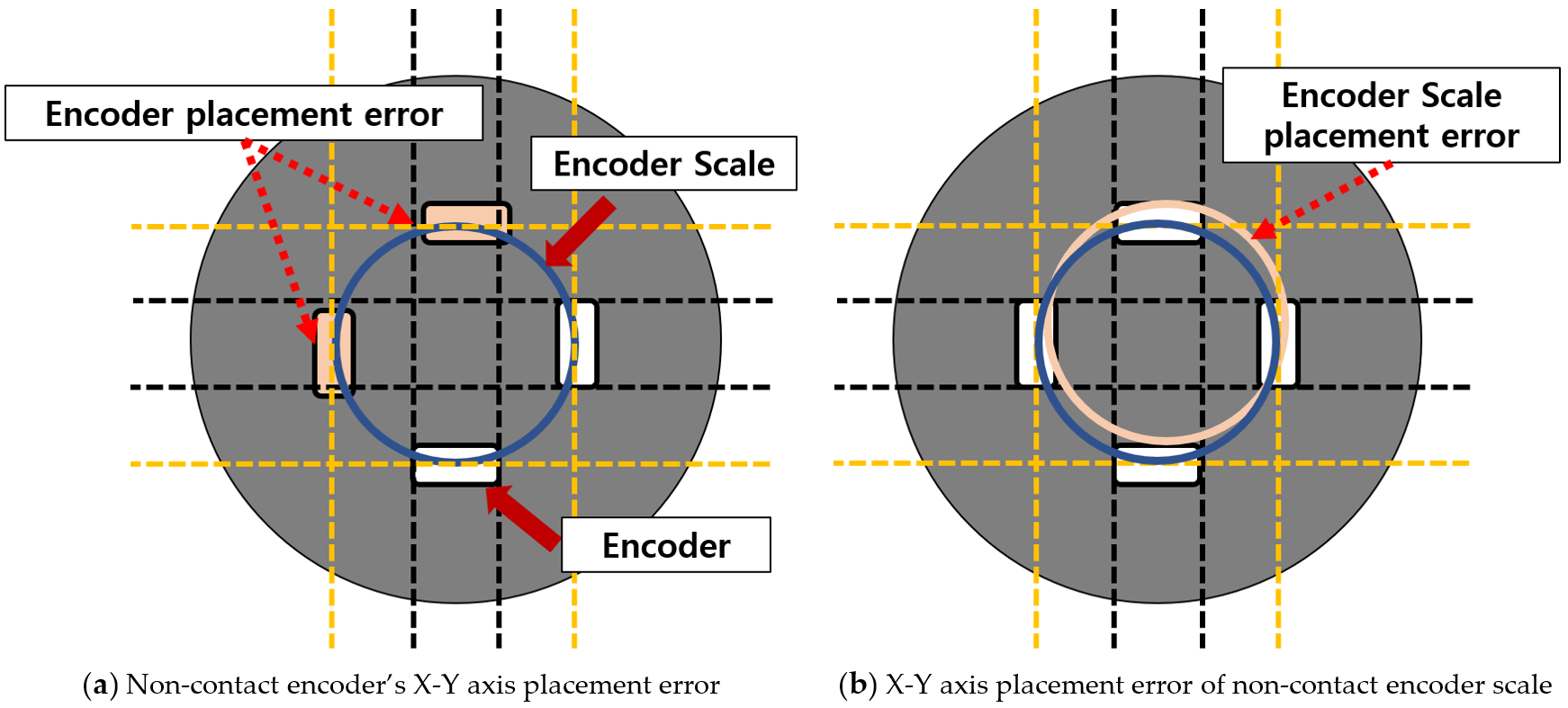
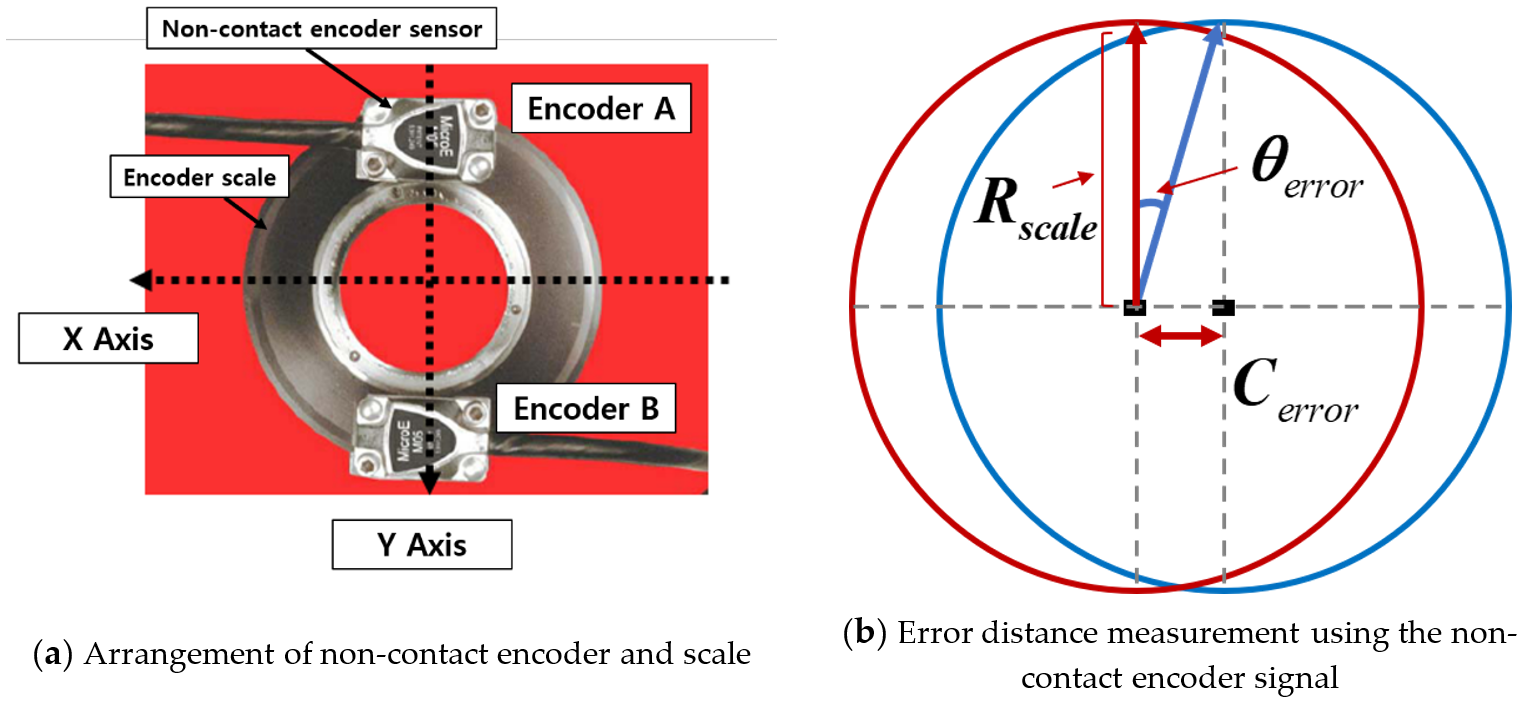
Each non-contact encoder sensor arranged on the sensor base acquires position information by sharing one encoder scale attached to the center of the rotor. However, the mechanical placement error and the scale placement error of the non-contact encoder may cause X and Y axis eccentricity, respectively, during rotation control as shown in
Figure 8.
In
Figure 8a, the X-Y axis placement error of the non-contact encoder occurs and the scale is located at the center without any placement error. In the case of
Figure 8b, there is no error in the placement of the non-contact encoder, but it represents the occurrence of placement error of the encoder scale. In these two cases, a difference occurs in obtaining information about the rotational position of the same rotor in each stator. Due to the difference in positional information, each stator applies a different current of the rotation command and an eccentricity occurs.
The error distance can be measured by using the error angle that occurs when two non-contact encoders rotate 180°, as shown in
Figure 9.
If the error distance of the Y axis is measured as shown in
Figure 9a, the encoder scale is sensed by rotating the rotor from the initial positions of non-contact encoders A and B. If there is an arrangement error as shown in
Figure 9b, the difference in the rotational position angle of the non-contact encoder B occurs by
at the sensing position of 180° of the non-contact encoder A.
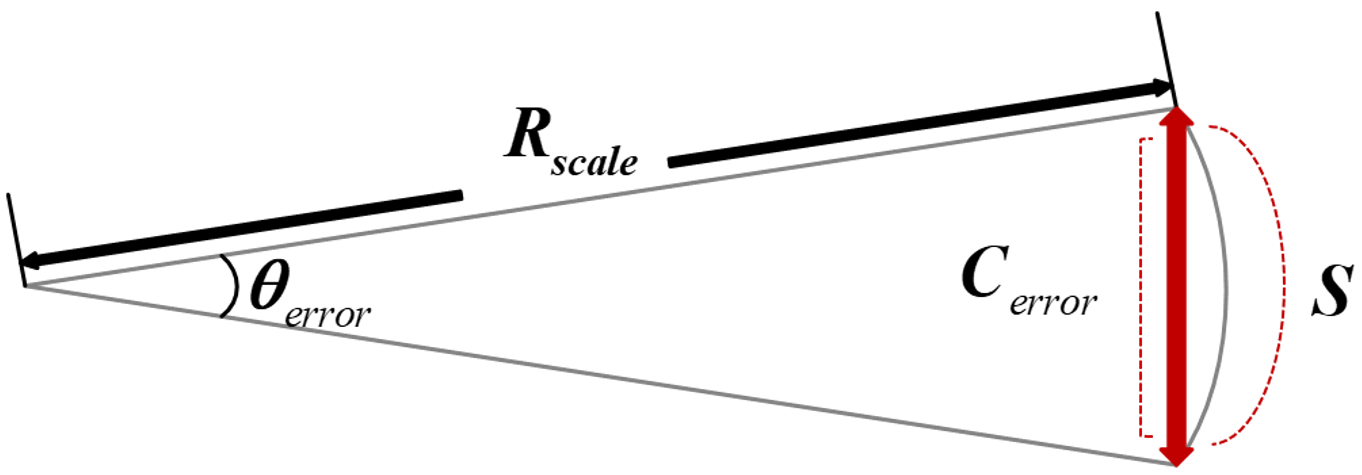
Figure 10 is an enlarged picture of the error distance and error angle in
Figure 9b. If the difference between the position information of the non-contact encoder A and B is
and the radius of the encoder scale is
, the arrangement error distance
of the two encoders can be calculated and measured through Equation (2). By additionally measuring the placement error value of the X-axis in this way, all of the placement error values of the X-Y axis can be measured.
is the arc length when the error range
As shown in
Figure 8b, the placement error of the encoder scale can also be measured through Equation (2) in the same way. If you acquire position information by setting the error value as a real-time offset value during the initial setup, you can acquire stable rotation position information.
It is assumed that there is no error in the arrangement of the non-contact encoder and encoder scale. If the rotor of the rotary magnetic levitation system is moved by centrifugal force as shown in
Figure 11, the same phenomenon as
Figure 8b can occur. At this time, the X-Y axis position error value
is the same as the moving distance of the X-Y axis rotor. Therefore, through this method, it is possible to measure the eccentricity of the magnetic levitation system through the method of measuring the arrangement error of the non-contact encoder.
4. Movement Control Algorithm Using Eccentricity
Assuming that the attachment position of the non-contact encoder is correct, the X-Y axis movement distance through movement control has the same meaning as the control that generates eccentricity through control. Therefore, in order to generate the movement control of the magnetic levitation system, it is possible to artificially generate X-Y axis eccentricity by distributing the rotation torque of each stator part.
In the vector control technique of the surface-mounted permanent magnet motor, as described above, the current component can be separated by and , and the component generates a rotational force as a torque equivalent current.
Equation (3) is the equation of the interior permanent magnet motor torque and the current vector. It is composed by using the values for d, q-axis inductance (
), number of poles (
), and flux linkage (
) required for torque of a permanent magnet motor [
16,
17,
18,
19].
However, since the surface-mounted permanent magnet synchronous motor has the feature of non-saliency,
and
can be treated as the same. Therefore, as shown in Equation (4), the torque equation of SPMSM without reluctance torque component can be expressed.
As shown in Equation (4), the d-axis current does not contribute to the rotation torque generation.
As shown in Equation (4), the q-axis current command of the four stator parts of the magnetic levitation system is proportional to the rotation torque command.
refers to the rotational force (torque) of the rotor and is equal to the average of the rotational force of each stator (parts A, B, C, D). Since four stators share one rotor, the current equation for rotation control of the magnetic levitation system can be expressed as Equation (5).
is the average rotational current command (
) of the rotor, and
are the
current command applied to each stator.
When a rotational current command is applied as shown in Equation (5), each stator applies a constant
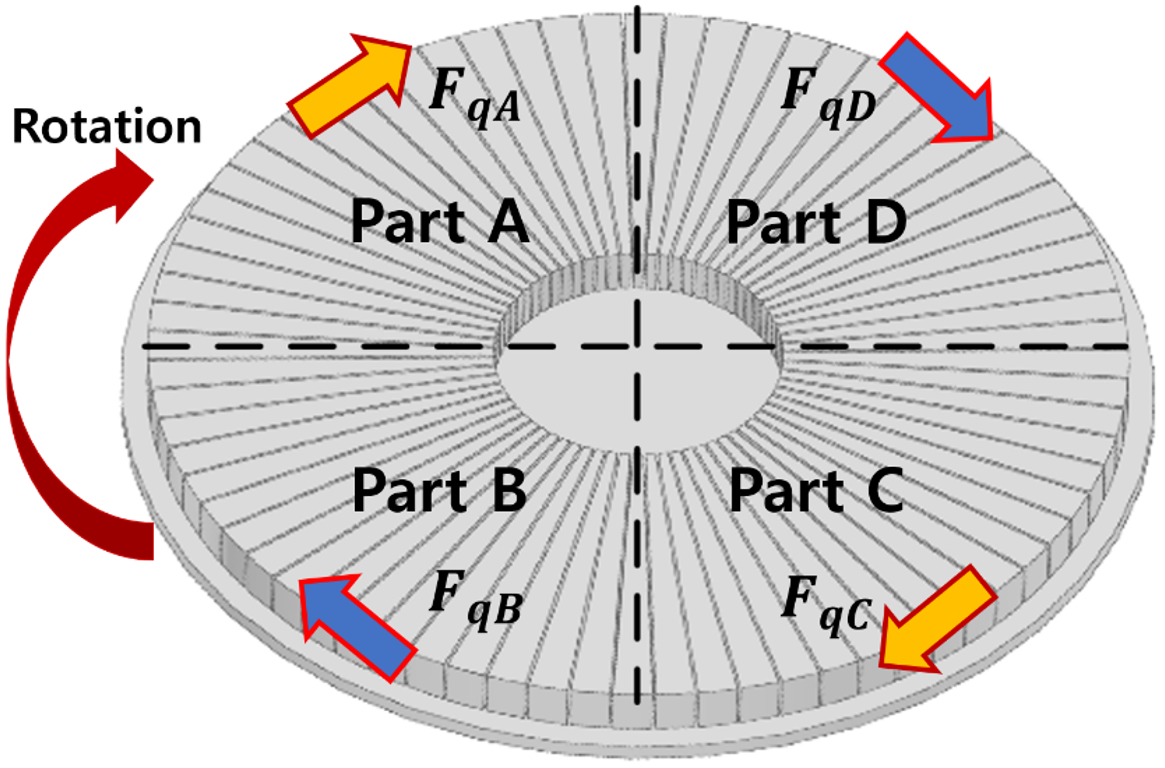
current and the rotor performs a constant rotational motion. The centrifugal force at this time is generated for each rotational direction, as shown in
Figure 12 and Equation (6), cancels each other, and converges to zero.
Therefore, in order to generate eccentricity using centrifugal force as shown in
Figure 7, the command of the rotational force in the direction that is offset from each other must be distributed differently. If the rotation direction is set clockwise as shown in
Figure 12, the direction of the centrifugal force can be divided by the X-Y axis to be expressed as Equation (7).
is movement in the positive direction of the X axis, and
is the centrifugal force in the direction of the X axis.
Eccentricity can be caused by generating centrifugal force in the X-Y axis direction using each
current command. It can be seen that the magnitude of the force generated on each axis is proportional to the velocity by the relational equation in Equation (1), and for movement control, a difference in velocity must be placed on each pair of stators. Therefore, the current component of
applied to each stator must have the component for rotation and movement control command, as shown in Equation (8).
For example, in order to include a rotation command that can be changed in real time and an X-axis movement control command in one
current command, the control command is distributed as shown in Equation (9) below. Since each part of the maglev system must maintain the same rotational speed, the same rotational current,
, is the input to each
current of the maglev system.
In the case of the movement control command of
, it must be distributed to
and
respectively so that the force generated by using the speed difference between Part A and Part C corresponding to the X-axis of the maglev system can be used. Therefore, the rotation and movement control of the rotor can be simultaneously driven by the stator current command of the distributed A part and C part.
As shown in Equations (10) and (11), the
current command of Part A and Part C is arranged by distributing rotation and movement control components. Looking at Equations (12) and (13), the average of the rotation control commands of Part A and Part C becomes
as shown in Equation (14). Additionally, it can be confirmed that the X-axis movement control command
is cleared. If you check the difference between Part A and Part C, as in Equation (15), it can be seen that the sum of the distributed movement control commands is the total movement control command as in Equation (16). If the
command is distributed to Part B and Part D in this way, it can be expressed as a command formula for rotation and Y-axis movement control as shown in Equations (17) and (18) below.
Finally, the rotational position signal uses the calculated
of the non-contact encoder sensor placed on each sensor base. In addition, the position signal for movement control is expressed as Equation (19) using Equation (2) using the difference of
generated when the two non-contact sensors rotate 180 degrees.
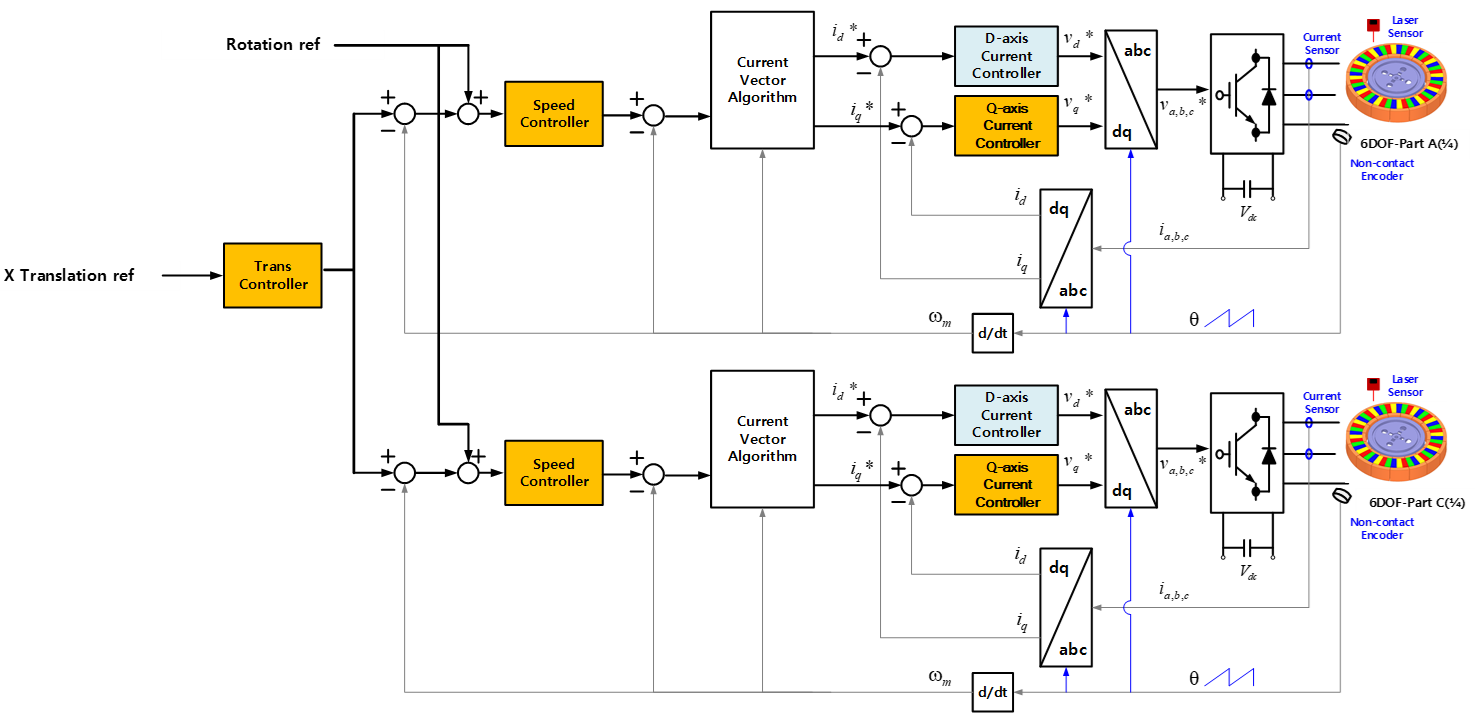
These two
command components are composed of a system algorithm that can be controlled in real time using a PID double loop as shown in
Figure 13.
6. Conclusions
The highly clean magnetic levitation system drive algorithm proposed in this paper can simultaneously perform levitation and rotational motion of a shaft- and bearing-less system as well as motion control using eccentricity.
It is an eco-friendly and simplified system that can take over the role of an additional nozzle position control system by removing the dust generation problem and performing movement control in the semiconductor wafer process, the application field of this study. To eliminate system wear and dust problems, a shaft-and-bearing-free magnetic levitation motor system was designed and a minimal non-contact position sensor was placed. The magnetic levitation system can generate a centrifugal force by creating a condition that can artificially generate the eccentricity of the non-contact sensor by using rotational force. Using this centrifugal force, we proposed an algorithm capable of preventing derailment and precise movement control by applying only control without a separate mechanical device to the magnetic levitation system.
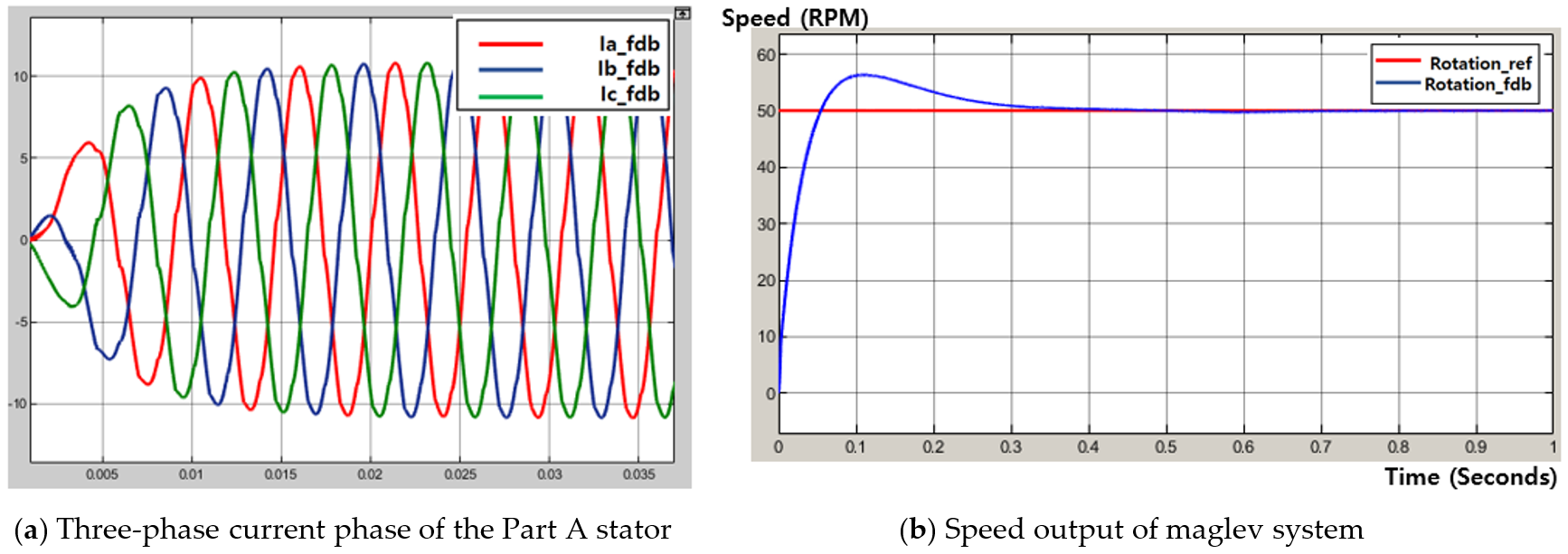
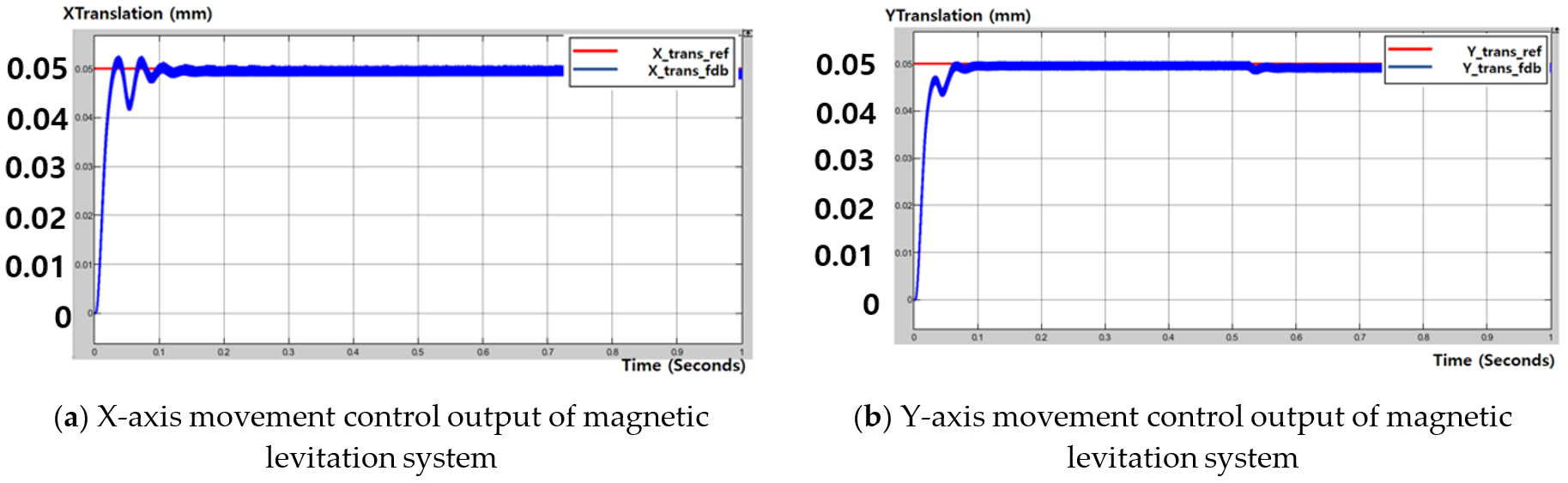
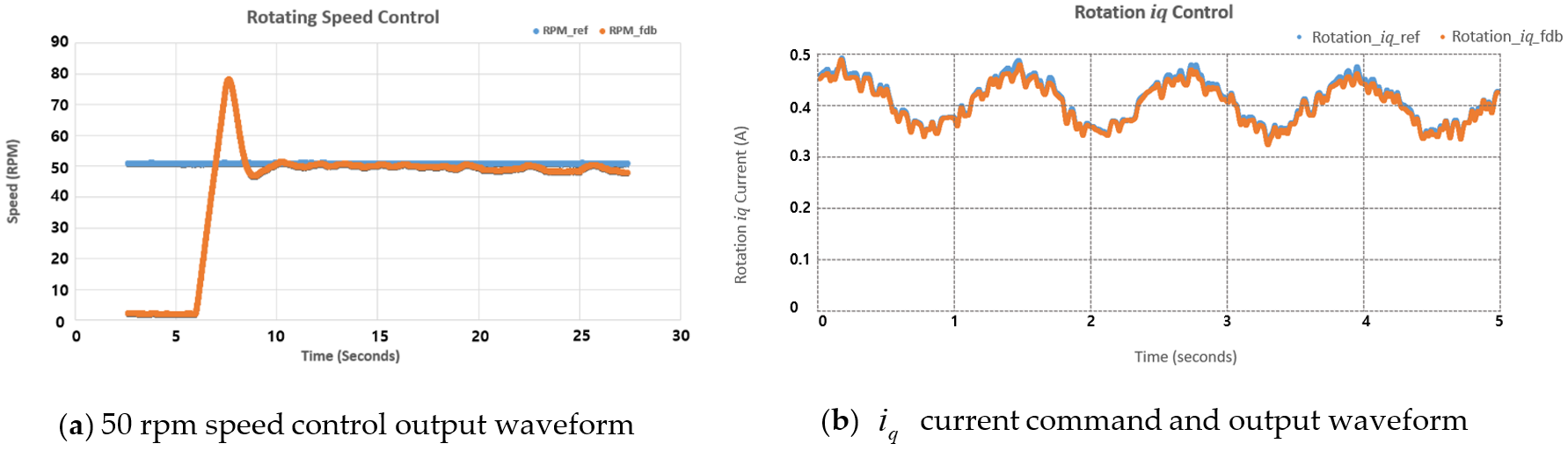
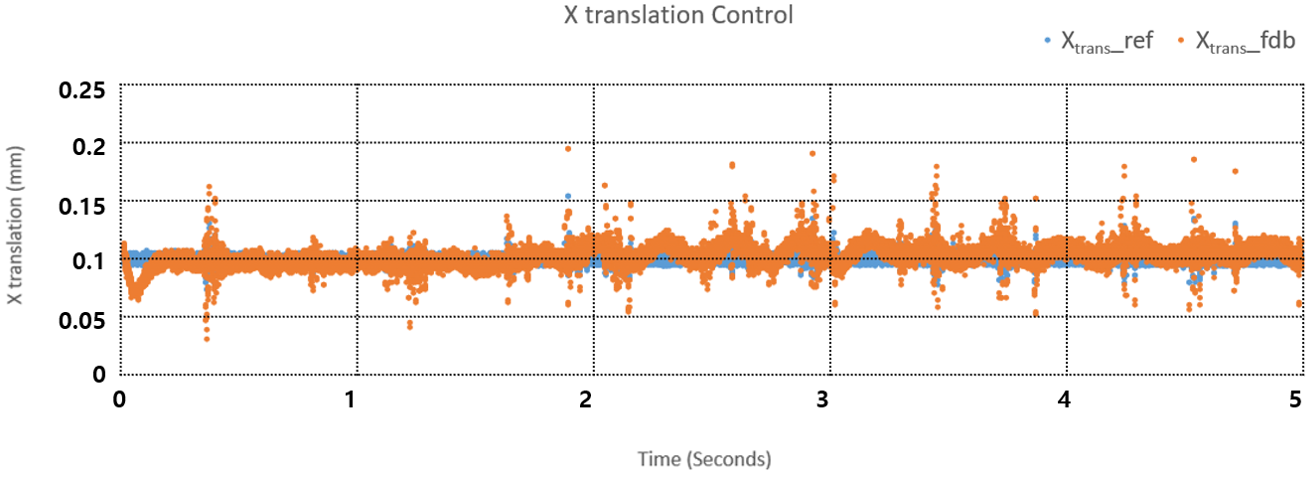
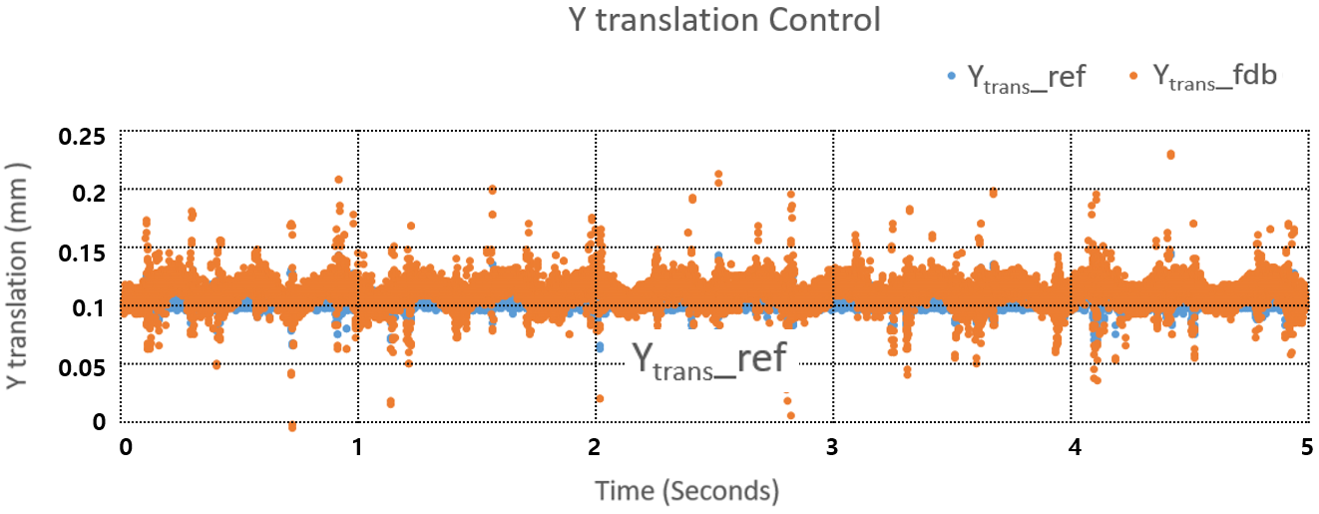
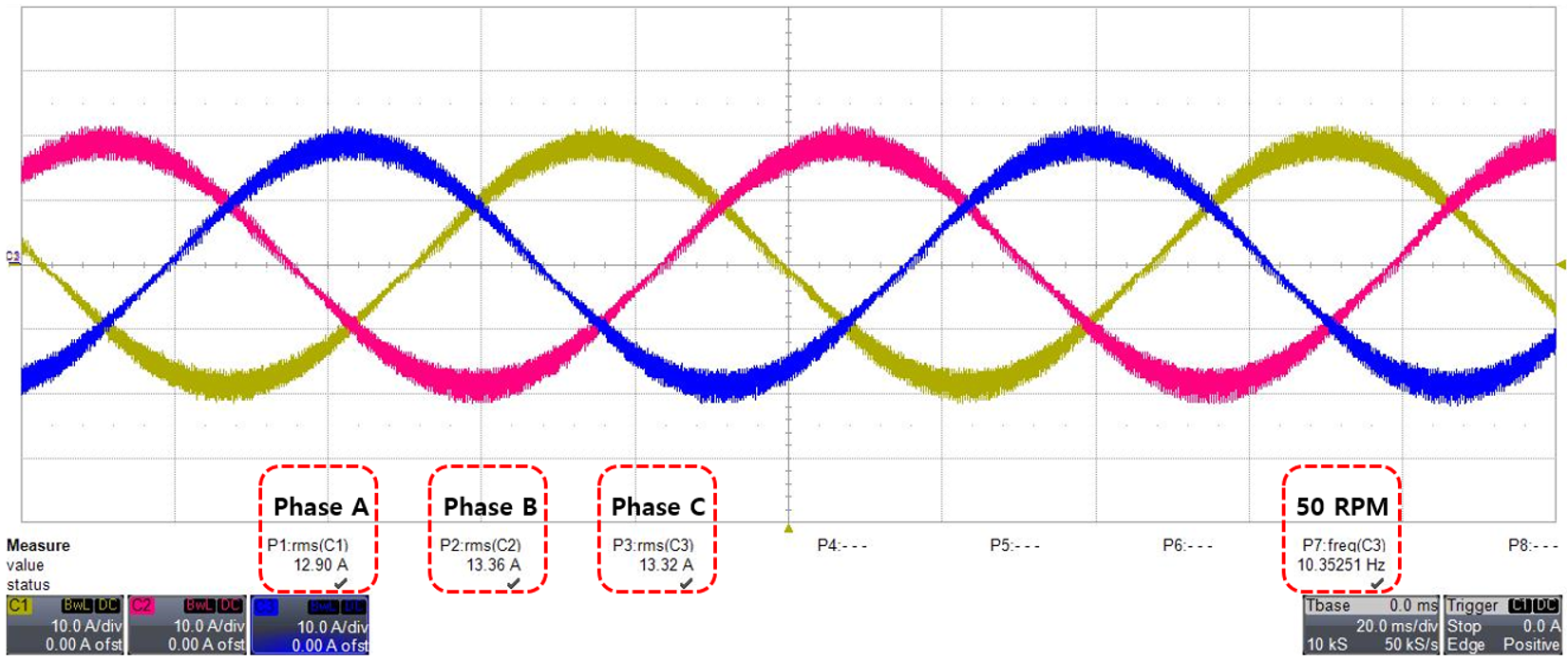
The proposed algorithm was simulated using MATLAB/Simulink. In addition, the validity of the algorithm was verified by deriving a precision control result suitable for the 0.1 mm movement control command at 50 rpm rotation drive through the experiment of the produced test model. Through the proposed movement control algorithm, it is expected that it is possible to drive a precision process system that is eco-friendly, relatively simple, and can have a permanent life in semiconductor processes, thereby securing market competitiveness.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}