
Friction Stir Welding of 1Cr11Ni2W2MoV Martensitic Stainless Steel: Numerical Simulation Based on Coupled Eulerian Lagrangian Approach Supported with Experimental Work



Abstract
:1. Introduction
2. Materials and Procedures
3. Model Description
3.1. Governing Equations
3.2. Model Geometry and Mesh
3.3. Material Model
3.4. Heat Generation and Boundary Conditions
4. Results and Discussion
4.1. Plunge and Dwell Stages
4.2. Traverse Stage and Model Validation
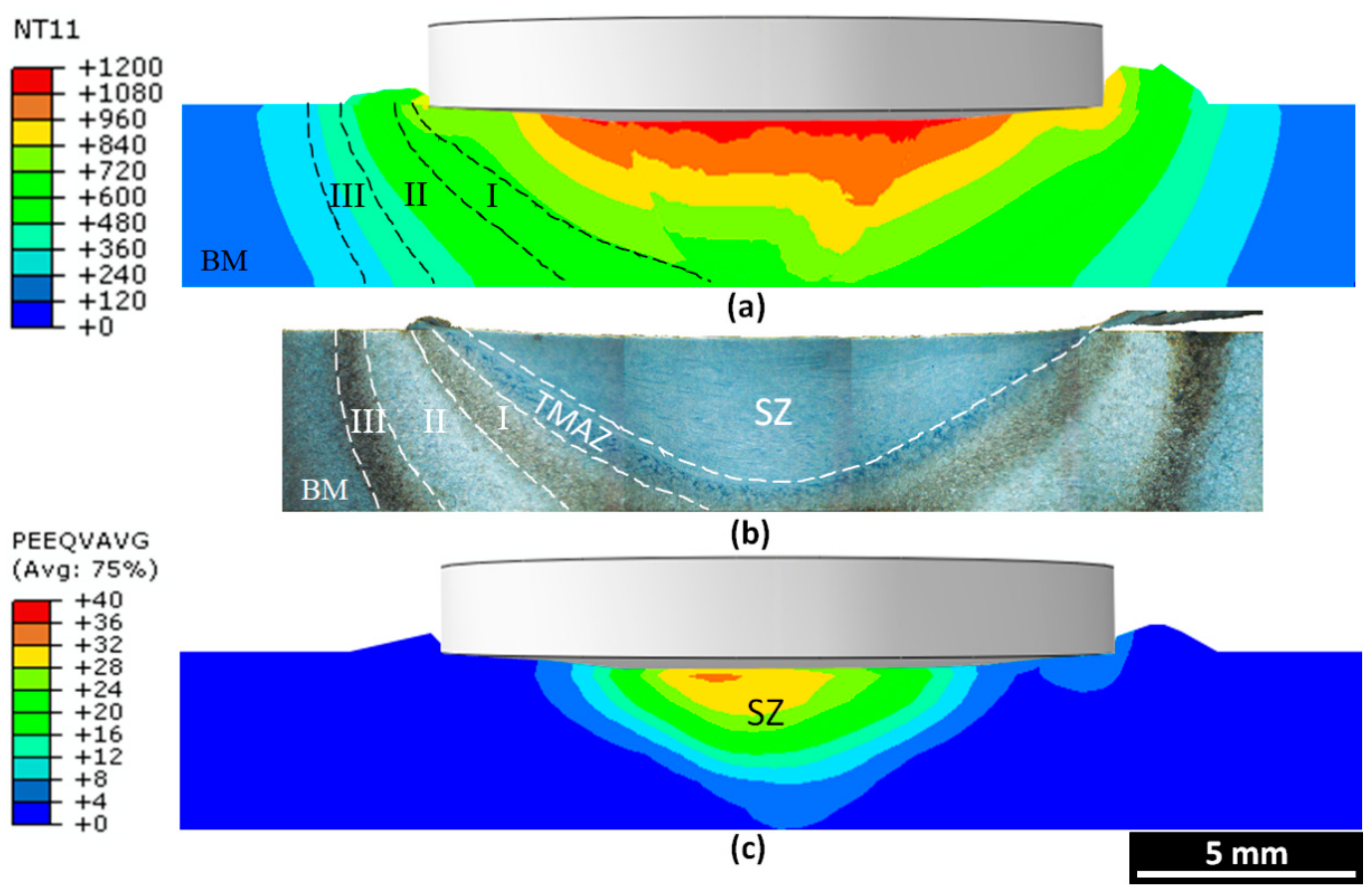
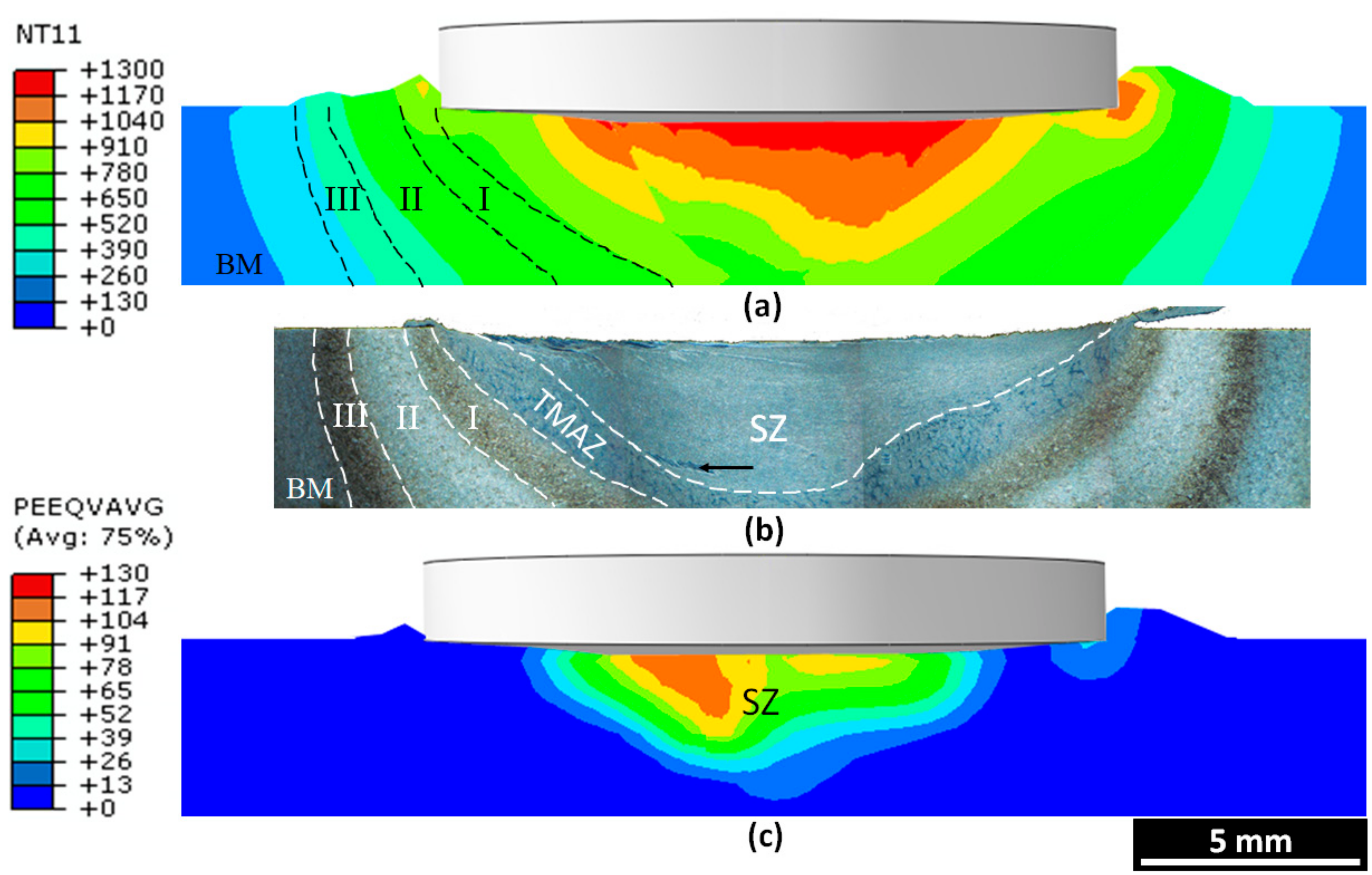
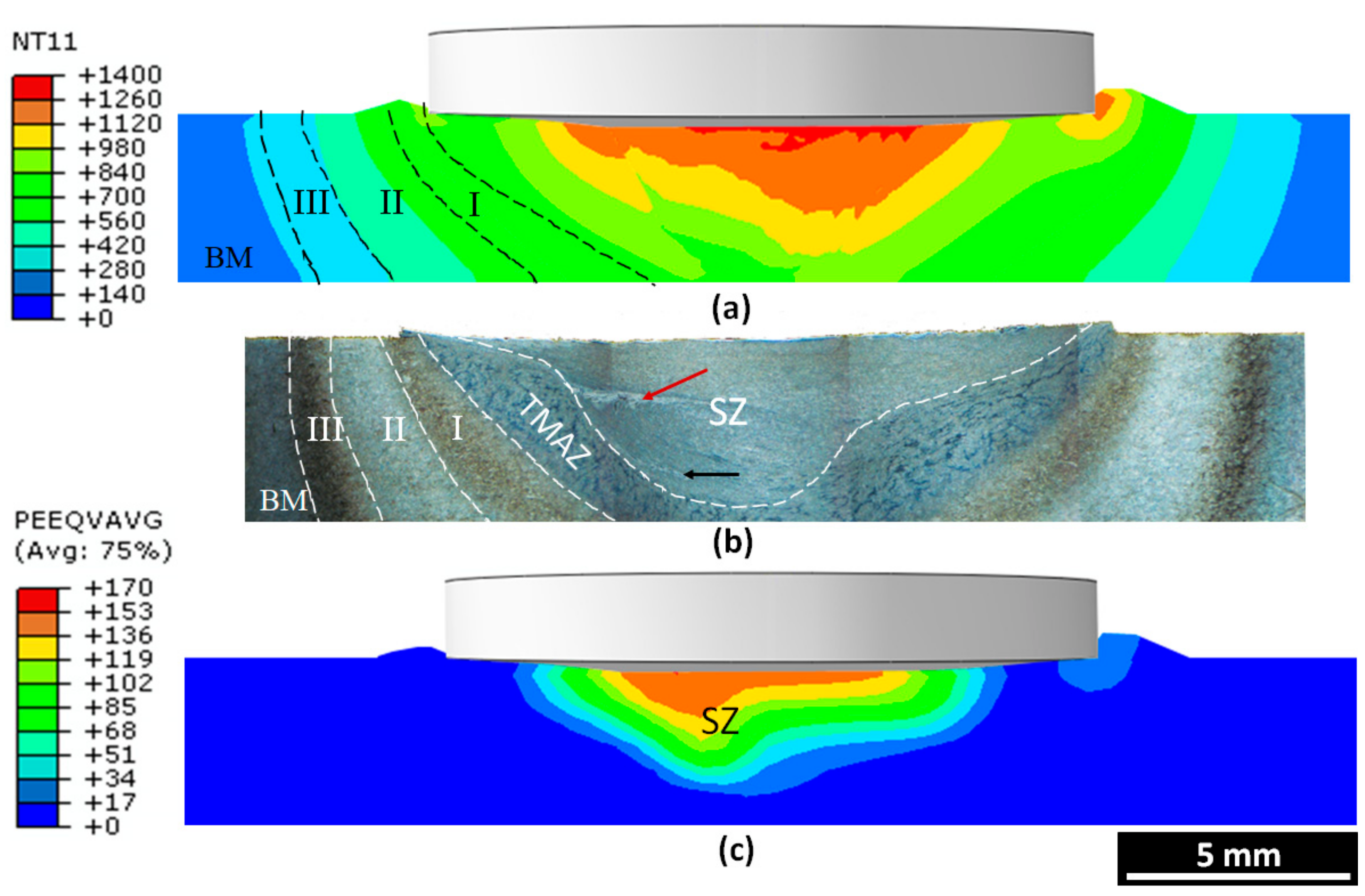
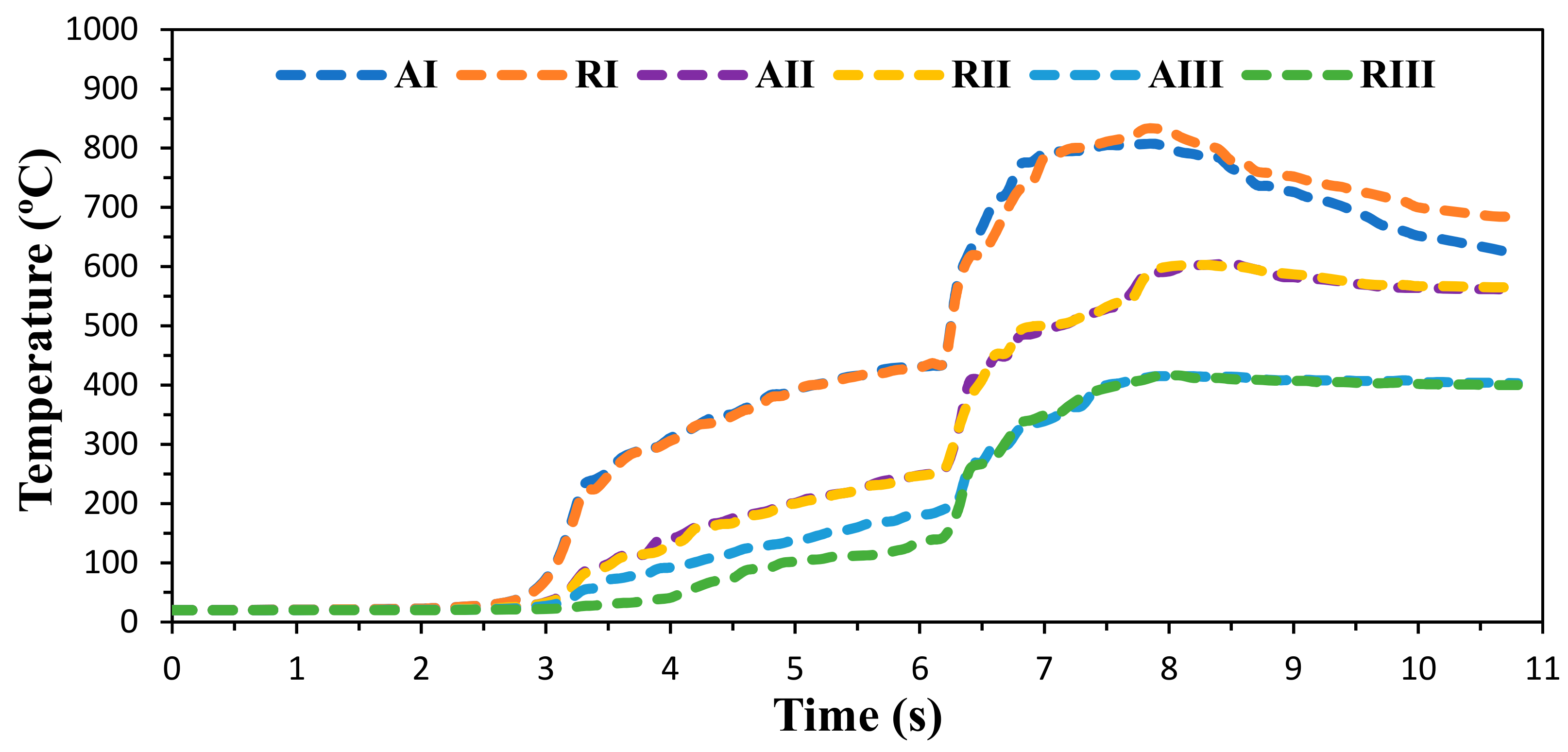
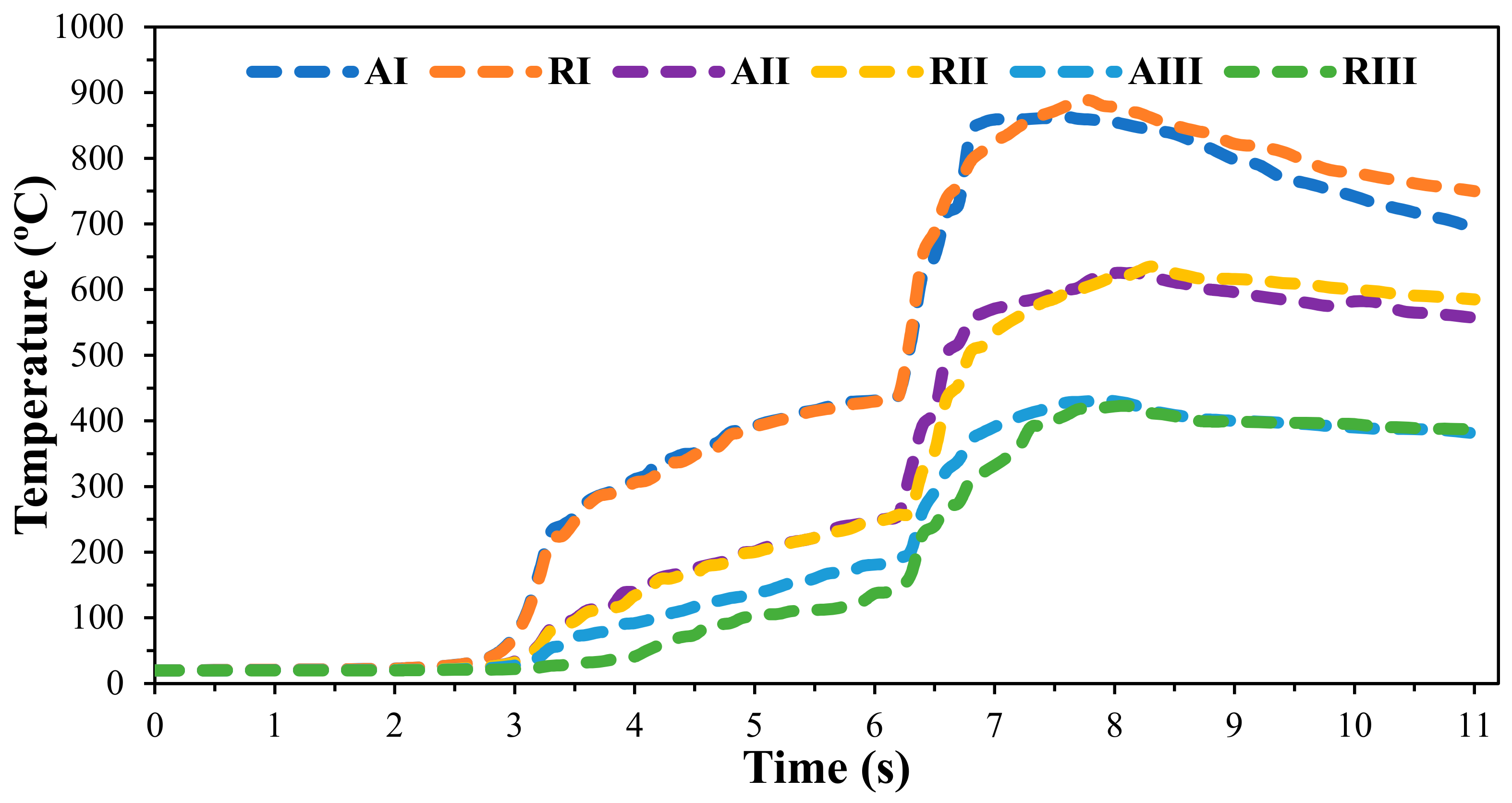
4.2.1. Temperature Distribution and Plastic Strain
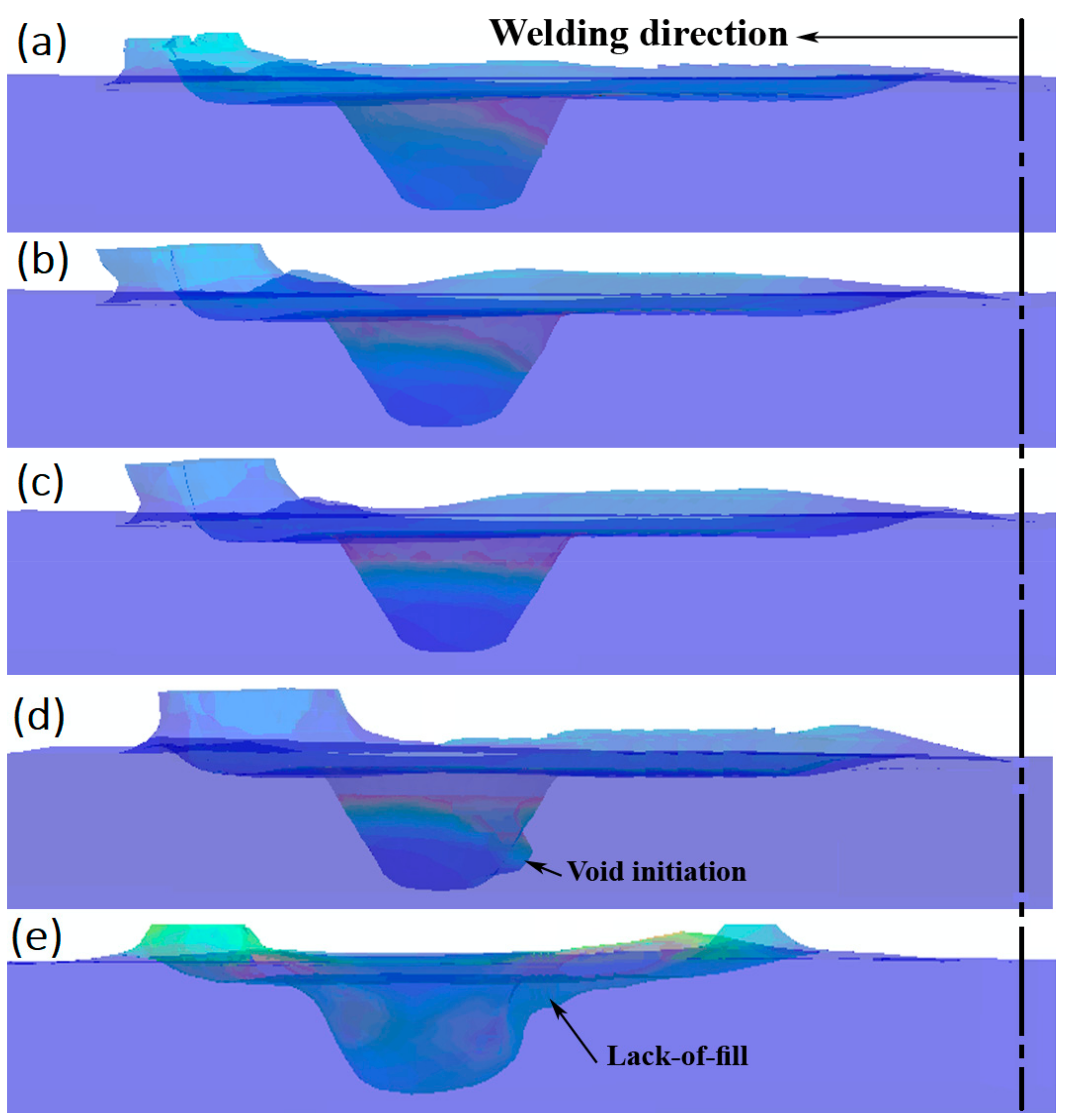
4.2.2. Weld Appearance and Defects
5. Conclusions
- During the plunge and dwell stages, as there is no traverse motion, a uniform flash is formed at the outer tool edges. Compared to the plunge stage, the workpiece is more heated and plasticized after the dwell stage.
- A basin-like shaped stir zone is created at the different tool rotation rates. However, the increase in the tool rotation rate to more than 350 rpm leads to an asymmetric stir zone around the weld centerline. The equivalent plastic strain is increased dramatically with an increase in the tool rotation.
- The peak temperature is increased with an increase in the tool rotation. The peak temperature at 550 rpm reaches the austenite-to-delta ferrite transformation temperature. The HAZ width increases with an increase in the tool rotation. Moreover, the HAZ is divided into three zones according to the thermal cycles and the experimental macrostructure.
- A fine weld surface roughness is achieved at low tool rotation, i.e., 250 and 350 rpm. The major flash is formed at the RS for all joints and increases with the tool rotation. At 650 rpm, a lack-of-fill defect is observed at the advancing side of the SZ.
- The processed zone shape, HAZs and weld appearance computed numerically at different tool rotations are in good agreement with the experimental results. Thus, the model is capable of studying various process parameters, such as low-temperature conditions, which are expected to reduce the HAZ width.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Kunrong, J.; Zhufeng, Y. Testing study on low cycle fatigue of 1Cr11Ni2W2MoV steel welding joint at middle temperatur. J. Xian Polytech. Univ. 2009, 23, 48–52. [Google Scholar]
- Hong, Y.; Jinxue, W.; Huai, Y.; Guodong, Z. Microstructure and mechanical properties of flash butt welded joints of 1Cr11Ni2W2MoV stainless steel after different heat treatment. Electr. Weld. Mach. 2017, 47, 52–54. [Google Scholar]
- Zhang, C.; Li, M.Q.; Li, H. On the shear strength of similar diffusion bonded 1Cr11Ni2W2MoV stainless steel hollow structural components: Effect of void morphology. J. Manuf. Process. 2017, 29, 10–17. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Templesmith, P.; Dawes, C.J. Friction Stir Butt Welding: International. GB Patent Application no. 9125978.8, 8 December 1991. [Google Scholar]
- Tiwari, A.; Pankaj, P.; Biswas, P.; Kore, S.D.; Rao, A.G. Tool performance evaluation of friction stir welded shipbuilding grade DH36 steel butt joints. Int. J. Adv. Manuf. Technol. 2019, 103, 1989–2005. [Google Scholar] [CrossRef]
- Meyghani, B.; Awang, M. A Comparison Between the Flat and the Curved Friction Stir Welding (FSW) Thermomechanical Behaviour. Arch. Comput. Methods Eng. 2020, 27, 563–576. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Kim, H.; Lee, K.; Kim, J.; Lee, C.; Jung, Y.; Kang, S. A Study on the Friction Stir Welding Experiment and Simulation of the Fillet Joint of Extruded Aluminum Material of Electric Vehicle Frame. Appl. Sci. 2020, 10, 9103. [Google Scholar] [CrossRef]
- Kang, S.; Kim, J.; Jang, Y.; Lee, K. Welding Deformation Analysis, Using an Inherent Strain Method for Friction Stir Welded Electric Vehicle Aluminum Battery Housing, Considering Productivity. Appl. Sci. 2019, 9, 3848. [Google Scholar] [CrossRef] [Green Version]
- Kayode, O.; Akinlabi, E.T. An overview on joining of aluminium and magnesium alloys using friction stir welding (FSW) for automotive lightweight applications. Proc. Mater. Res. Express 2019, 6, 112005. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Ataya, S.; El-Sayed Seleman, M.M.; Mahdy, A.; Alsaleh, N.A.; Ahmed, E. Heat Input and Mechanical Properties Investigation of Friction Stir Welded AA5083/AA5754 and AA5083/AA7020. Metals 2021, 11, 68. [Google Scholar] [CrossRef]
- Kusuda, Y. Honda develops robotized FSW technology to weld steel and aluminum and applied it to a mass-production vehicle. Ind. Rob. 2013, 40, 208–212. [Google Scholar] [CrossRef]
- Güleryüz, G. Relationship between FSW parameters and hardness of the ferritic steel joints: Modeling and optimization. Vacuum 2020, 178, 109449. [Google Scholar] [CrossRef]
- Matlan, M.J.B.; Mohebbi, H.; Pedapati, S.R.; Awang, M.B.; Ismail, M.C.; Kakooei, S.; Dan, N.E. Dissimilar friction stir welding of carbon steel and stainless steel: Some observation on microstructural evolution and stress corrosion cracking performance. Trans. Indian Inst. Met. 2018, 71, 2553–2564. [Google Scholar] [CrossRef]
- Sun, Y.; Fujii, H.; Morisada, Y. Double-sided friction stir welding of 40 mm thick low carbon steel plates using a pcBN rotating tool. J. Manuf. Process. 2020, 50, 319–328. [Google Scholar] [CrossRef]
- Acevedo, J.L.; Morales, C.E.; Rodriguez, B.R.; Cerna, P.B. Microstructural and mechanical behavior study of 5052 aluminum alloy welded by FSW process. MRS Adv. 2019, 4, 3041–3052. [Google Scholar] [CrossRef]
- Tiwari, A.; Singh, P.; Pankaj, P.; Biswas, P.; Kore, S.D. FSW of low carbon steel using tungsten carbide (WC-10wt.%Co) based tool material. J. Mech. Sci. Technol. 2019, 33, 4931–4938. [Google Scholar] [CrossRef]
- He, B.; Cui, L.; Wang, D.; Liu, Y.; Liu, C.; Li, H. The metallurgical bonding and high temperature tensile behaviors of 9Cr-1W steel and 316L steel dissimilar joint by friction stir welding. J. Manuf. Process. 2019, 44, 241–251. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Barakat, W.S.; YA Mohamed, A.; A Alsaleh, N.; Elkady, O.A. The Development of WC-Based Composite Tools for Friction Stir Welding of High-Softening-Temperature Materials. Metals 2021, 11, 285. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Seleman, M.M.E.-S.; Shazly, M.; Attallah, M.M.; Ahmed, E. Microstructural development and mechanical properties of friction stir welded ferritic stainless steel AISI 409. J. Mater. Eng. Perform. 2019, 28, 6391–6406. [Google Scholar] [CrossRef]
- Yang, C.; Dou, W.; Pittman, C.C.; Zhou, E.; Xu, D.; Li, H.; Lekbach, Y.; Wang, F. Microbiologically influenced corrosion behavior of friction stir welded S32654 super austenitic stainless steel in the presence of Acidithiobacillus caldus SM-1 biofilm. Mater. Today Commun. 2020, 25, 101491. [Google Scholar] [CrossRef]
- Da Silva, Y.C.; Júnior, F.J.V.O.; dos Santos, J.F.; Marcondes, F.; Silva, C. Numerical investigation of the influence of FSW parameters on the heat and mass transfer of austenitic stainless steels. Weld. World 2020, 64, 2019–2032. [Google Scholar] [CrossRef]
- Zhu, Z.; Wang, M.; Zhang, H.; Zhang, X.; Yu, T.; Wu, Z. A finite element model to simulate defect formation during friction stir welding. Metals 2017, 7, 256. [Google Scholar] [CrossRef]
- Al-moussawi, M.; Smith, A.J.; Young, A.; Cater, S.; Faraji, M. Modelling of friction stir welding of DH36 steel. Int. J. Adv. Manuf. Technol. 2017, 92, 341–360. [Google Scholar] [CrossRef] [Green Version]
- Colegrove, P.A.; Shercliff, H.R. Development of Trivex friction stir welding tool Part 2–three-dimensional flow modelling. Sci. Technol. Weld. Join. 2004, 9, 352–361. [Google Scholar] [CrossRef]
- Kim, S.-D.; Yoon, J.-Y.; Na, S.-J. A study on the characteristics of FSW tool shapes based on CFD analysis. Weld. World 2017, 61, 915–926. [Google Scholar] [CrossRef]
- Zhu, Y.; Chen, G.; Zhang, S.; Cheng, Q.; Zhang, G.; Shi, Q. Numerical simulation of material flow during FSW to predict defect generation based on non-uniform tool–material contact condition. In Proceedings of the 8th International Conference on Physical and Numerical Simulation of Materials Processing (ICPNS), Seattle, WA, USA, 14–17 October 2016. [Google Scholar]
- Meyghani, B.; Awang, M.B.; Emamian, S.S.; Mohd Nor, M.K.B.; Pedapati, S.R. A comparison of different finite element methods in the thermal analysis of friction stir welding (FSW). Metals 2017, 7, 450. [Google Scholar] [CrossRef]
- Guerdoux, S.; Fourment, L. A 3D numerical simulation of different phases of friction stir welding. Model. Simul. Mater. Sci. Eng. 2009, 17, 75001. [Google Scholar] [CrossRef]
- Fourment, L.; Gastebois, S.; Dubourg, L. Calibration of 3D ALE finite element model from experiments on friction stir welding of lap joints. AIP Conf. Proc. 2016, 1769, 100006. [Google Scholar]
- Meyghani, B.; Awang, M.B.; Wu, C.S. Thermal analysis of friction stir processing (FSP) using arbitrary Lagrangian-Eulerian (ALE) and smoothed particle hydrodynamics (SPH) meshing techniques. Materwiss. Werksttech. 2020, 51, 550–557. [Google Scholar] [CrossRef]
- Ansari, M.A.; Samanta, A.; Behnagh, R.A.; Ding, H. An efficient coupled Eulerian-Lagrangian finite element model for friction stir processing. Int. J. Adv. Manuf. Technol. 2019, 101, 1495–1508. [Google Scholar] [CrossRef]
- Benson, D.J.; Okazawa, S. Contact in a multi-material Eulerian finite element formulation. Comput. Methods Appl. Mech. Eng. 2004, 193, 4277–4298. [Google Scholar] [CrossRef]
- Benson, D.J. A mixture theory for contact in multi-material Eulerian formulations. Comput. Methods Appl. Mech. Eng. 1997, 140, 59–86. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, H.W. Numerical studies on controlling of process parameters in friction stir welding. J. Mater. Process. Technol. 2009, 209, 241–270. [Google Scholar] [CrossRef]
- Al-Badour, F.; Merah, N.; Shuaib, A.; Bazoune, A. Coupled Eulerian Lagrangian finite element modeling of friction stir welding processes. J. Mater. Process. Technol. 2013, 213, 1433–1439. [Google Scholar] [CrossRef]
- Schmidt, H.; Hattel, J.; Wert, J. An analytical model for the heat generation in friction stir welding. Model. Simul. Mater. Sci. Eng. 2003, 12, 143. [Google Scholar] [CrossRef]
- Kuykendall, K.; Nelson, T.; Sorensen, C. On the selection of constitutive laws used in modeling friction stir welding. Int. J. Mach. Tools Manuf. 2013, 74, 74–85. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. In Proceedings of the 7th International Symposium on Ballistics, The Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Zhi-qiang, F.; Zhi-xian, Q.; Tao, J.; De-ping, G. Experimental Study of 1CrllNi2W2MoV Under Tensile Impact. In Proceedings of the Material Defense Engineering, Proceedings of the 13th Symposium on Engine Structure and Vibration, Stuttgart, Germany, 19–22 September 2006; pp. 259–262. [Google Scholar]
- Zahmatkesh, B.; Enayati, M.H.; Karimzadeh, F. Tribological and microstructural evaluation of friction stir processed Al2024 alloy. Mater. Des. 2010, 31, 4891–4896. [Google Scholar] [CrossRef]
- Nandan, R.; DebRoy, T.; Bhadeshia, H. Recent advances in friction-stir welding–process, weldment structure and properties. Prog. Mater. Sci. 2008, 53, 980–1023. [Google Scholar] [CrossRef] [Green Version]
- Ahmad, B.; Galloway, A.; Toumpis, A. Advanced numerical modelling of friction stir welded low alloy steel. J. Manuf. Process. 2018, 34, 625–636. [Google Scholar] [CrossRef] [Green Version]
- Nandan, R.; Roy, G.G.; Lienert, T.J.; DebRoy, T. Numerical modelling of 3D plastic flow and heat transfer during friction stir welding of stainless steel. Sci. Technol. Weld. Join. 2006, 11, 526–537. [Google Scholar] [CrossRef]
- Chauhan, P.; Jain, R.; Pal, S.K.; Singh, S.B. Modeling of defects in friction stir welding using coupled Eulerian and Lagrangian method. J. Manuf. Process. 2018, 34, 158–166. [Google Scholar] [CrossRef]
- Dialami, N.; Cervera, M.; Chiumenti, M. Defect formation and material flow in Friction Stir Welding. Eur. J. Mech. 2020, 80, 103912. [Google Scholar] [CrossRef]
- Kim, Y.G.; Fujii, H.; Tsumura, T.; Komazaki, T.; Nakata, K. Effect of welding parameters on microstructure in the stir zone of FSW joints of aluminum die casting alloy. Mater. Lett. 2006, 60, 3830–3837. [Google Scholar] [CrossRef]
- Sorger, G.; Sarikka, T.; Vilaça, P.; Santos, T.G. Effect of processing temperatures on the properties of a high-strength steel welded by FSW. Weld. World 2018, 62, 1173–1185. [Google Scholar] [CrossRef] [Green Version]
- Lu, S.-Y.; Yao, K.-F.; Chen, Y.-B.; Wang, M.-H.; Liu, X.; Ge, X. The effect of tempering temperature on the microstructure and electrochemical properties of a 13wt.% Cr-type martensitic stainless steel. Electrochim. Acta 2015, 165, 45–55. [Google Scholar] [CrossRef]
- Iqbal, Z.; Bazoune, A.; Al-Badour, F.; Shuaib, A.; Merah, N. Effect of tool rotational speed on friction stir welding of ASTM A516-70 Steel Using W–25% Re Alloy tool. Arab. J. Sci. Eng. 2019, 44, 1233–1242. [Google Scholar] [CrossRef]
- Sam, S.; Das, C.R.; Ramasubbu, V.; Albert, S.K.; Bhaduri, A.K.; Jayakumar, T.; Kumar, E.R. Delta ferrite in the weld metal of reduced activation ferritic martensitic steel. J. Nucl. Mater. 2014, 455, 343–348. [Google Scholar] [CrossRef]
- Tamadon, A.; Baghestani, A.; Bajgholi, M.E. Influence of wc-based pin tool profile on microstructure and mechanical properties of AA1100 FSW welds. Technologies 2020, 8, 34. [Google Scholar] [CrossRef]
- Kumar, K.; Kailas, S.V. The role of friction stir welding tool on material flow and weld formation. Mater. Sci. Eng. A 2008, 485, 367–374. [Google Scholar] [CrossRef] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | V | Mo | Ni | Cr | W | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.12 | 0.35 | 0.33 | 0.025 | 0.01 | 0.21 | 0.41 | 1.56 | 11.2 | 1.56 | Bal. |
| A (MPa) | B (MPa) | C | n | m | To | Tmelt | |
|---|---|---|---|---|---|---|---|
| 877 | 621 | 0.024 | 0.229 | 1 | 25 | 1450 | 0.01 |
| Density (kg/m3) | Yield Strength (MPa) | Thermal Conductivity (W/m·K) | Specific Heat (J/kg·K) | Poisson’s Ratio | |||
|---|---|---|---|---|---|---|---|
| 7800 | 885 | 20.9 | 481 | 0.278 | |||
| Young’s Modulus (E) VS Temperature (T) | |||||||
| T (°C) | 20 | 300 | 400 | 450 | 500 | 550 | 600 |
| E (MPa) | 196,000 | 172,000 | 162,000 | 154,000 | 142,000 | 123,000 | 109,000 |
| Density (kg/m3) | Yield Strength (MPa) | Thermal Conductivity (W/m·K) | Specific Heat (J/kg·K) | Young’s Modulus (MPa) |
|---|---|---|---|---|
| 19,700 | 1100 | 35 | 156 | 430,000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ragab, M.; Liu, H.; Yang, G.-J.; Ahmed, M.M.Z. Friction Stir Welding of 1Cr11Ni2W2MoV Martensitic Stainless Steel: Numerical Simulation Based on Coupled Eulerian Lagrangian Approach Supported with Experimental Work. Appl. Sci. 2021, 11, 3049. https://doi.org/10.3390/app11073049
Ragab M, Liu H, Yang G-J, Ahmed MMZ. Friction Stir Welding of 1Cr11Ni2W2MoV Martensitic Stainless Steel: Numerical Simulation Based on Coupled Eulerian Lagrangian Approach Supported with Experimental Work. Applied Sciences. 2021; 11(7):3049. https://doi.org/10.3390/app11073049
Chicago/Turabian StyleRagab, Mohamed, Hong Liu, Guan-Jun Yang, and Mohamed M. Z. Ahmed. 2021. "Friction Stir Welding of 1Cr11Ni2W2MoV Martensitic Stainless Steel: Numerical Simulation Based on Coupled Eulerian Lagrangian Approach Supported with Experimental Work" Applied Sciences 11, no. 7: 3049. https://doi.org/10.3390/app11073049
APA StyleRagab, M., Liu, H., Yang, G. -J., & Ahmed, M. M. Z. (2021). Friction Stir Welding of 1Cr11Ni2W2MoV Martensitic Stainless Steel: Numerical Simulation Based on Coupled Eulerian Lagrangian Approach Supported with Experimental Work. Applied Sciences, 11(7), 3049. https://doi.org/10.3390/app11073049