United Approach to Modelling of the Hot Deformation Behavior, Fracture, and Microstructure Evolution of Austenitic Stainless AISI 316Ti Steel

 ,
, 
Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
3. Results
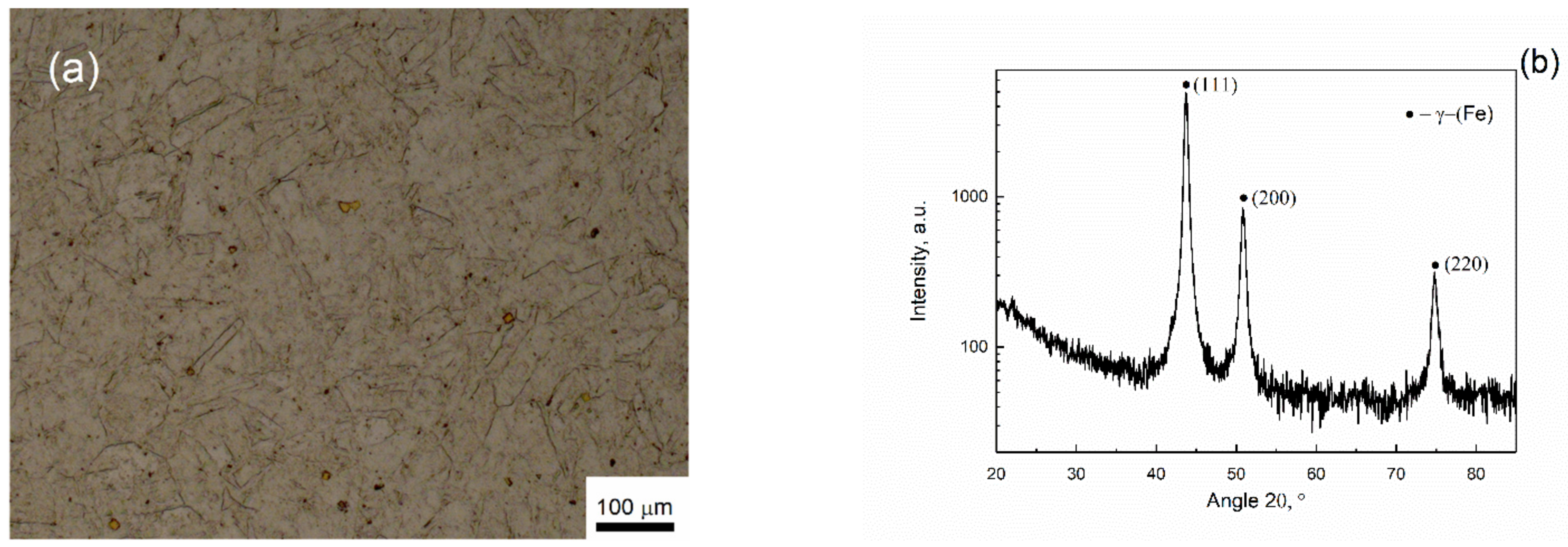
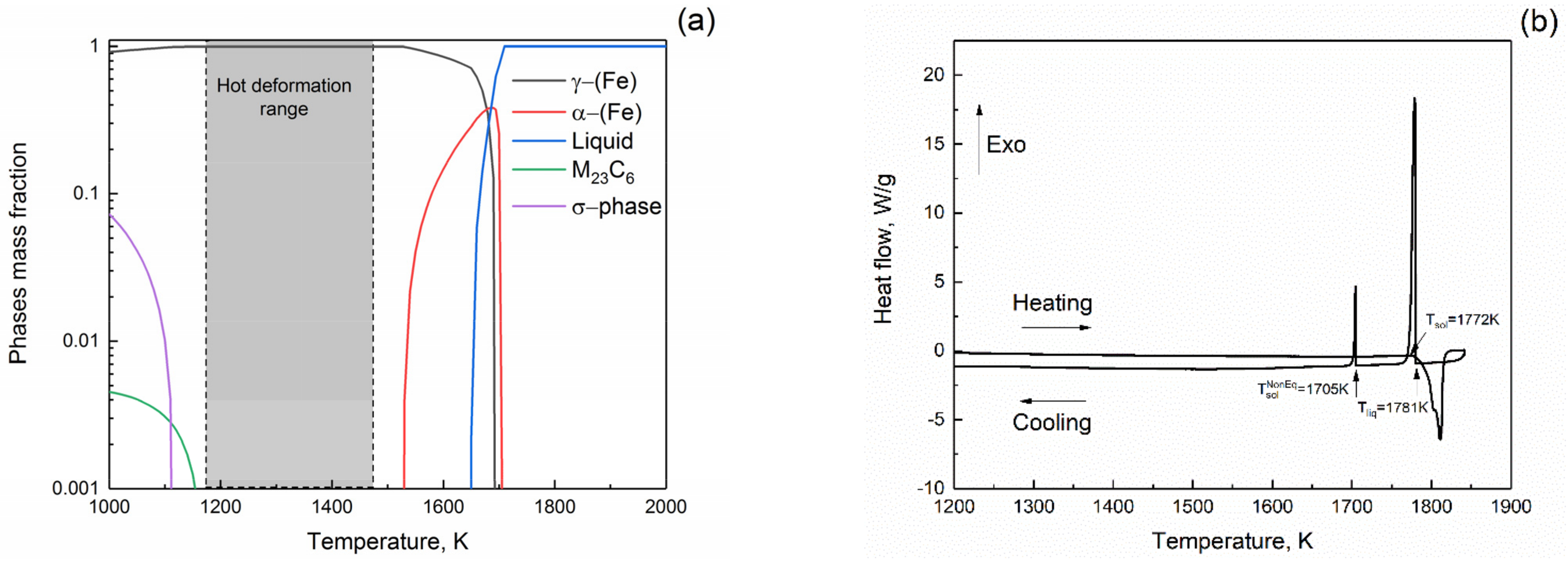
3.1. Thermodynamic Calculations and Phase Transformation Temperatures
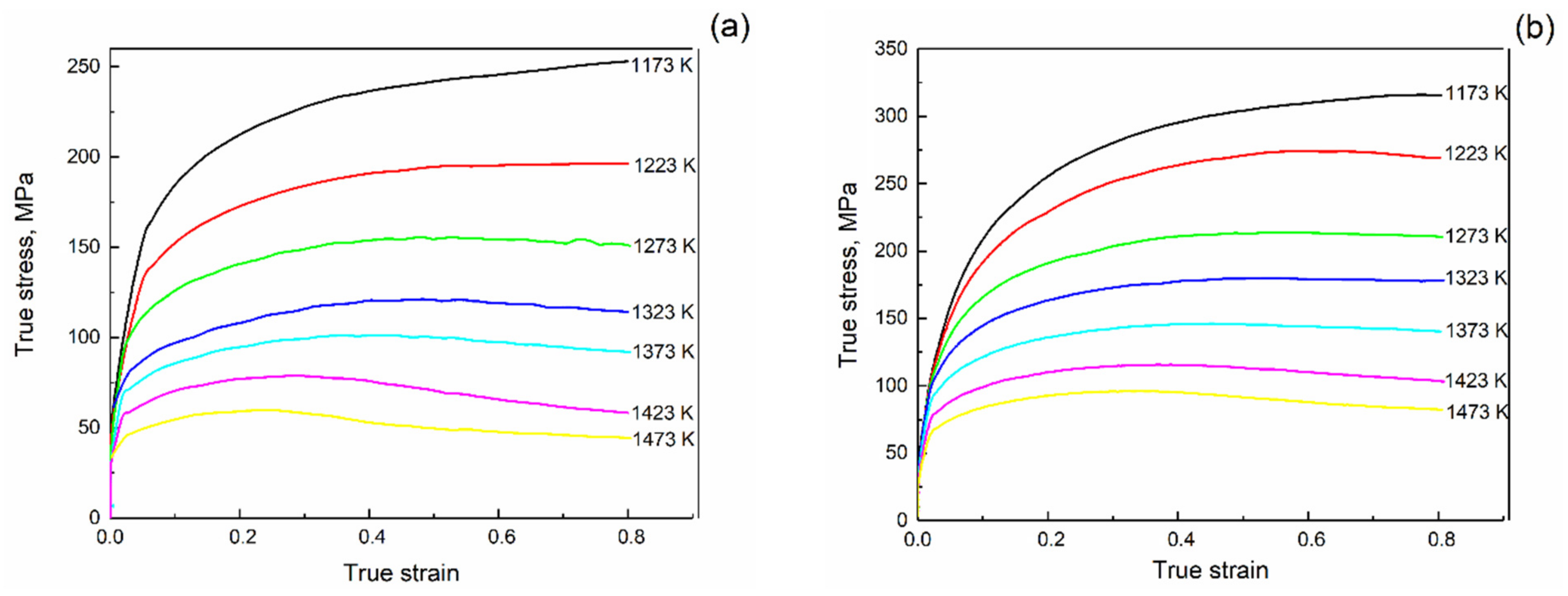
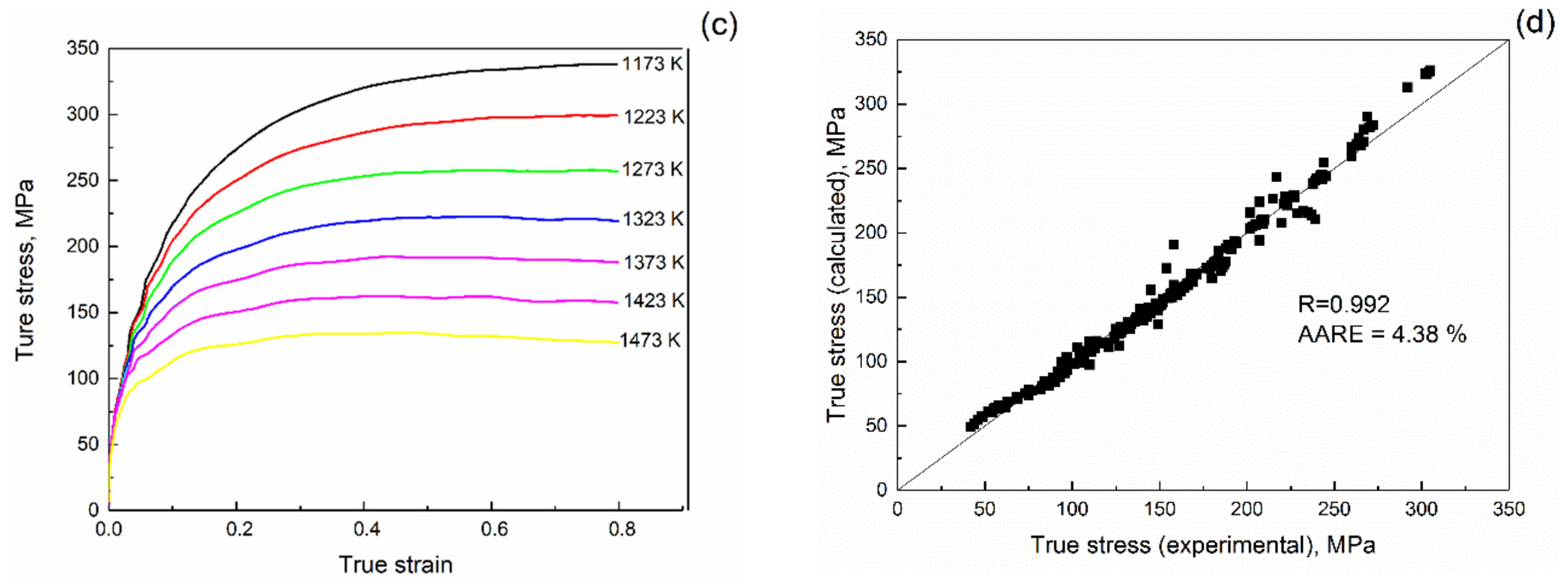
3.2. Hot Deformation Behavior Modelling
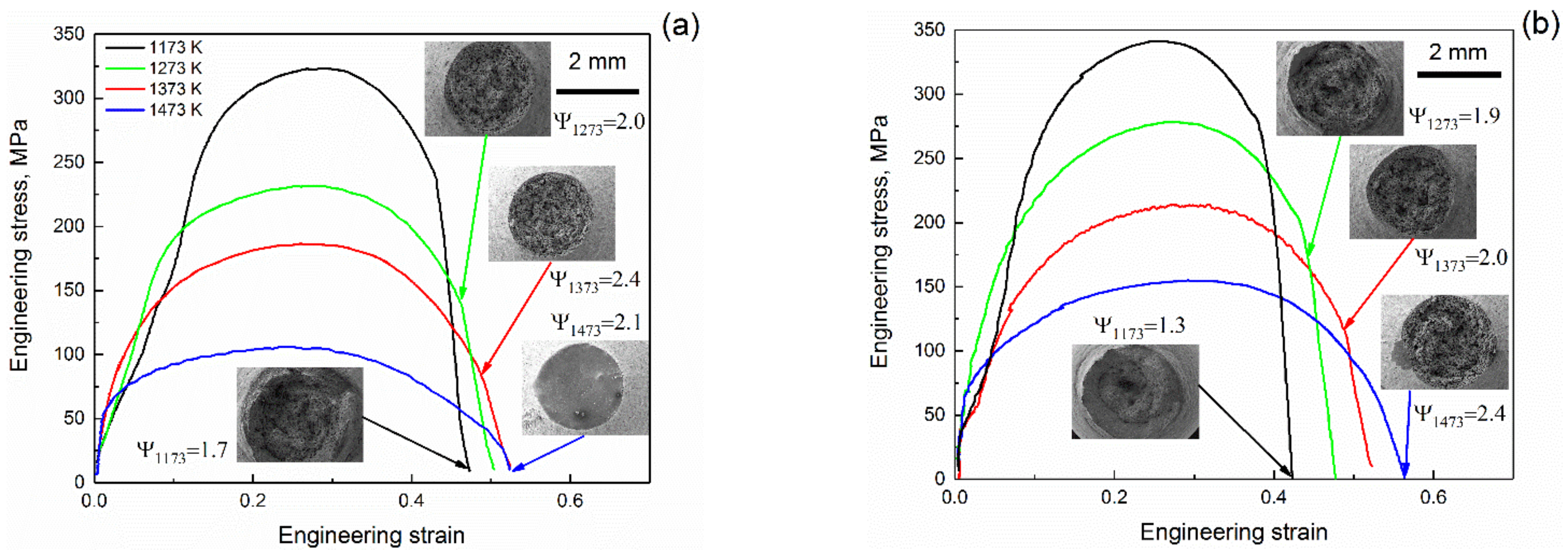
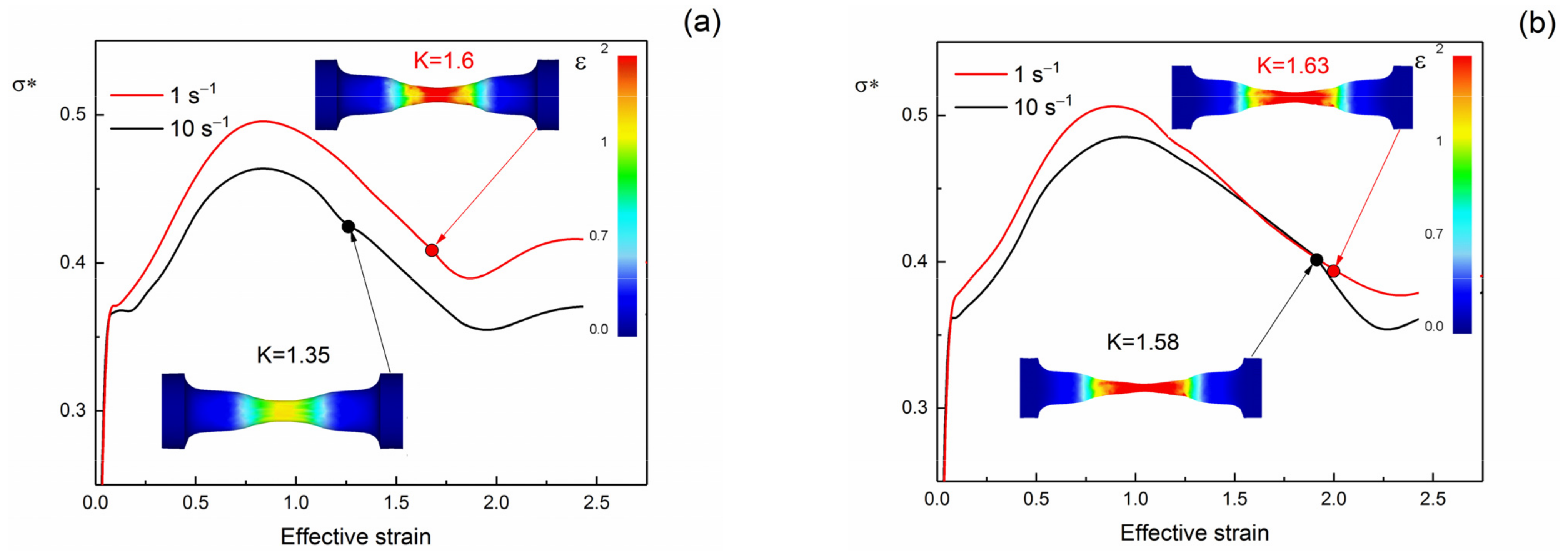
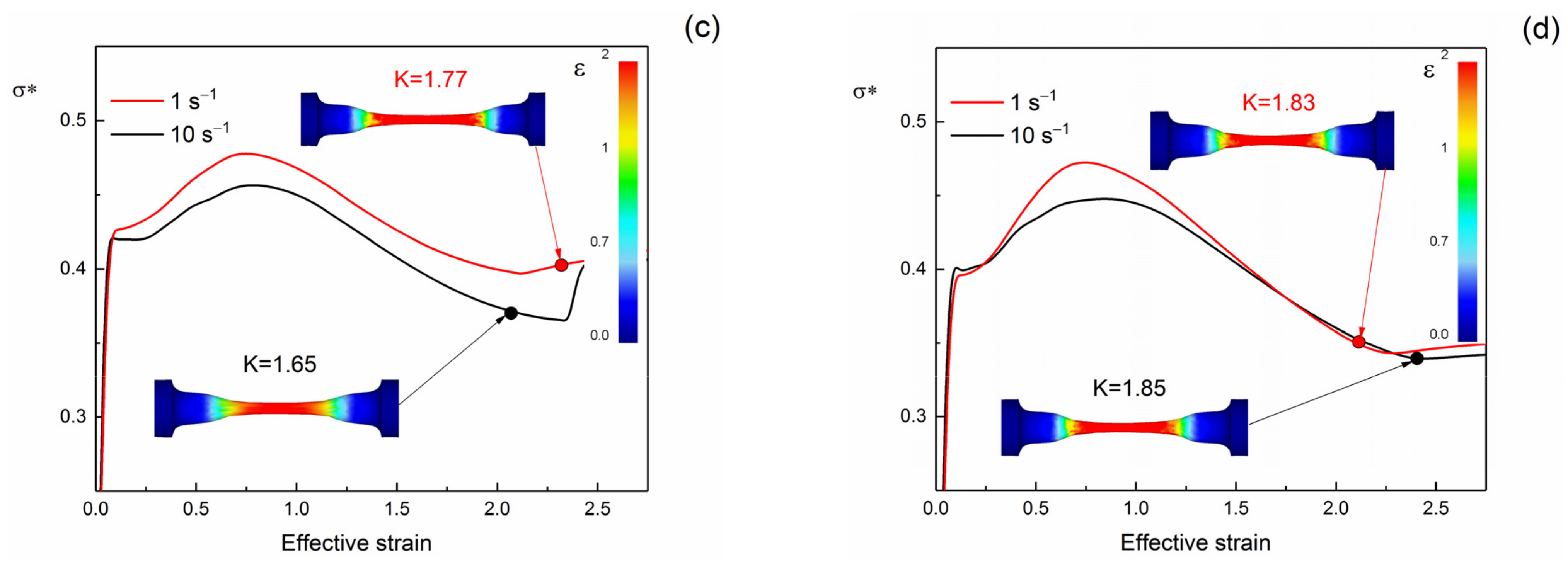
3.3. Hot Fracture Modelling
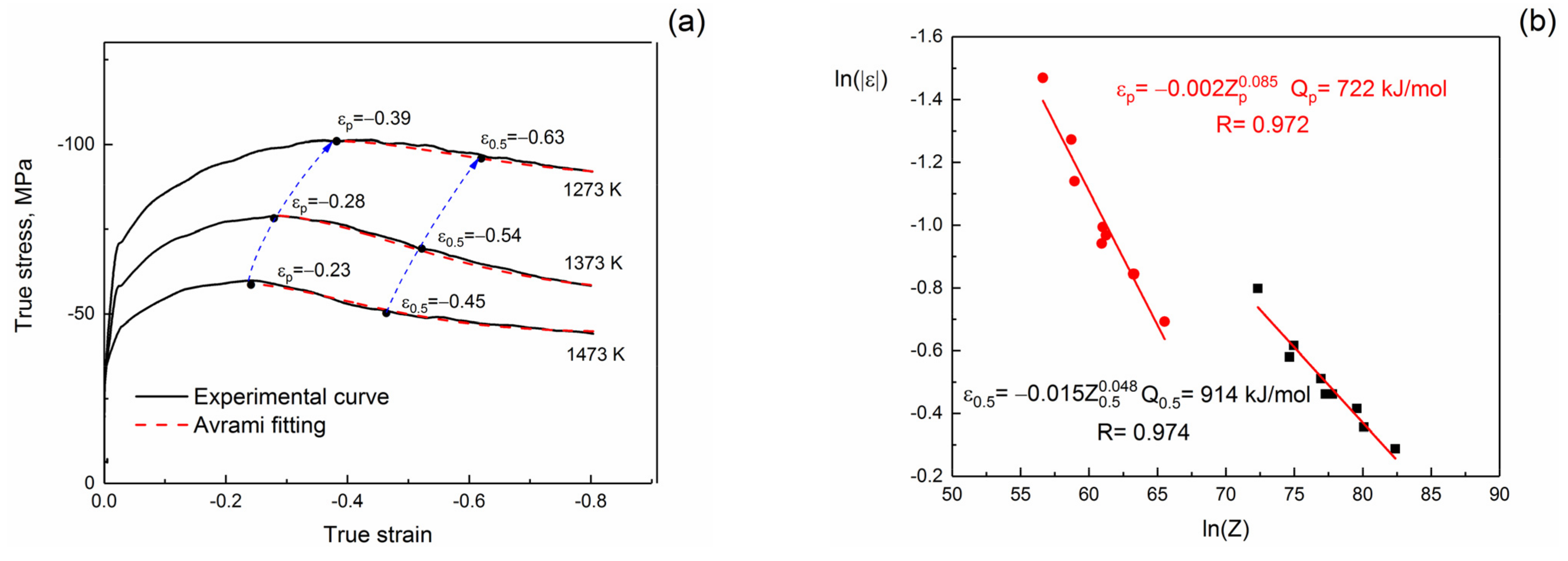
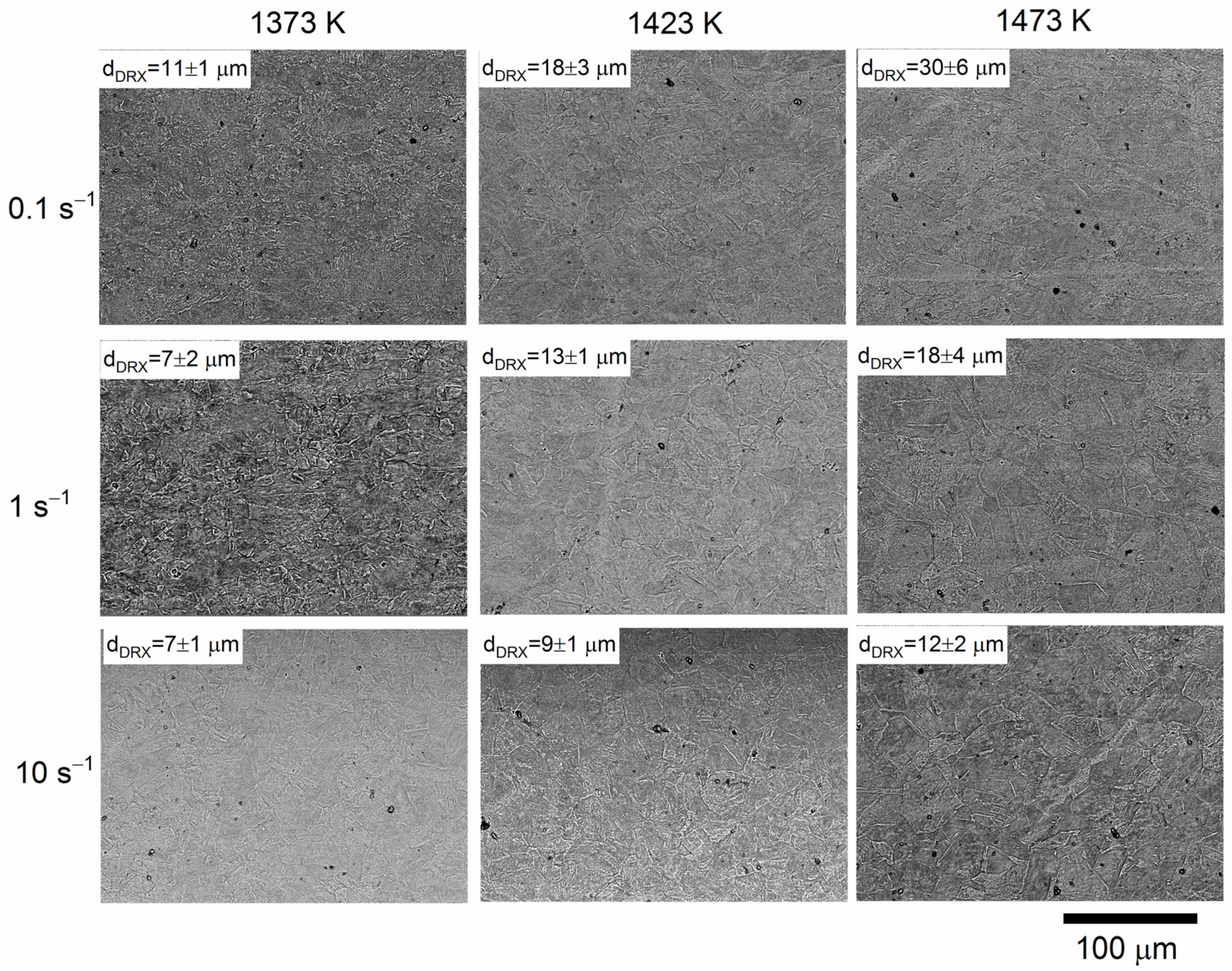
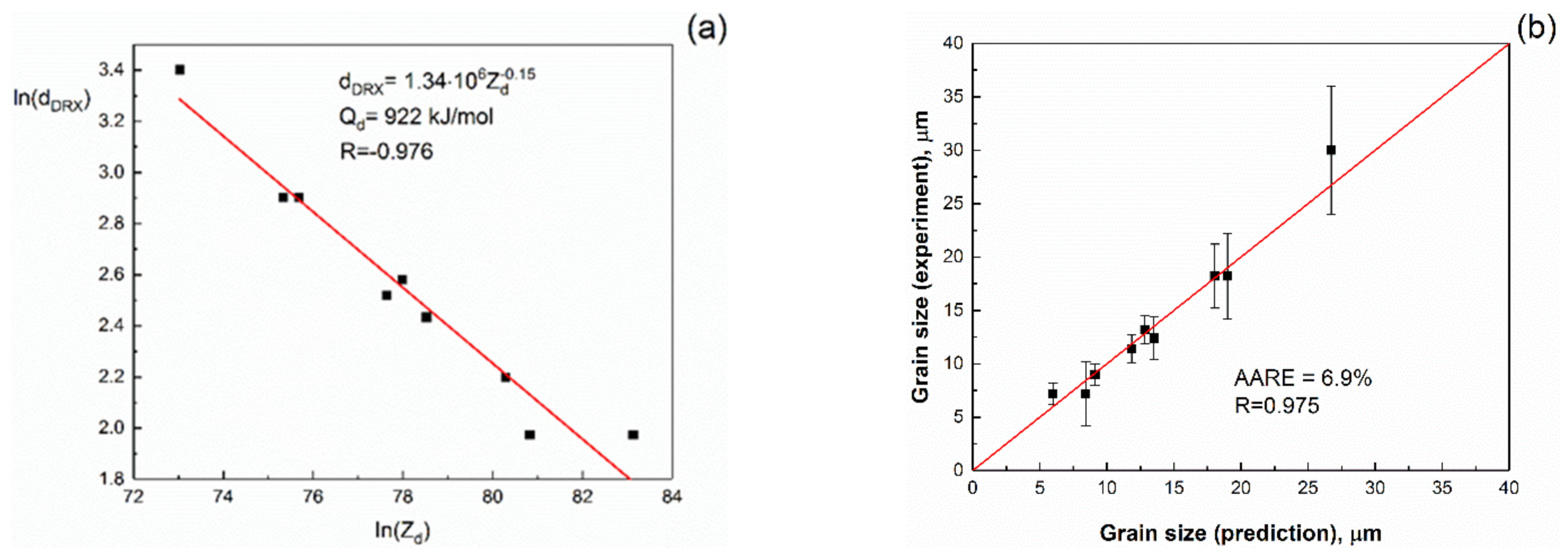
3.4. Dynamic Recrystallization Model
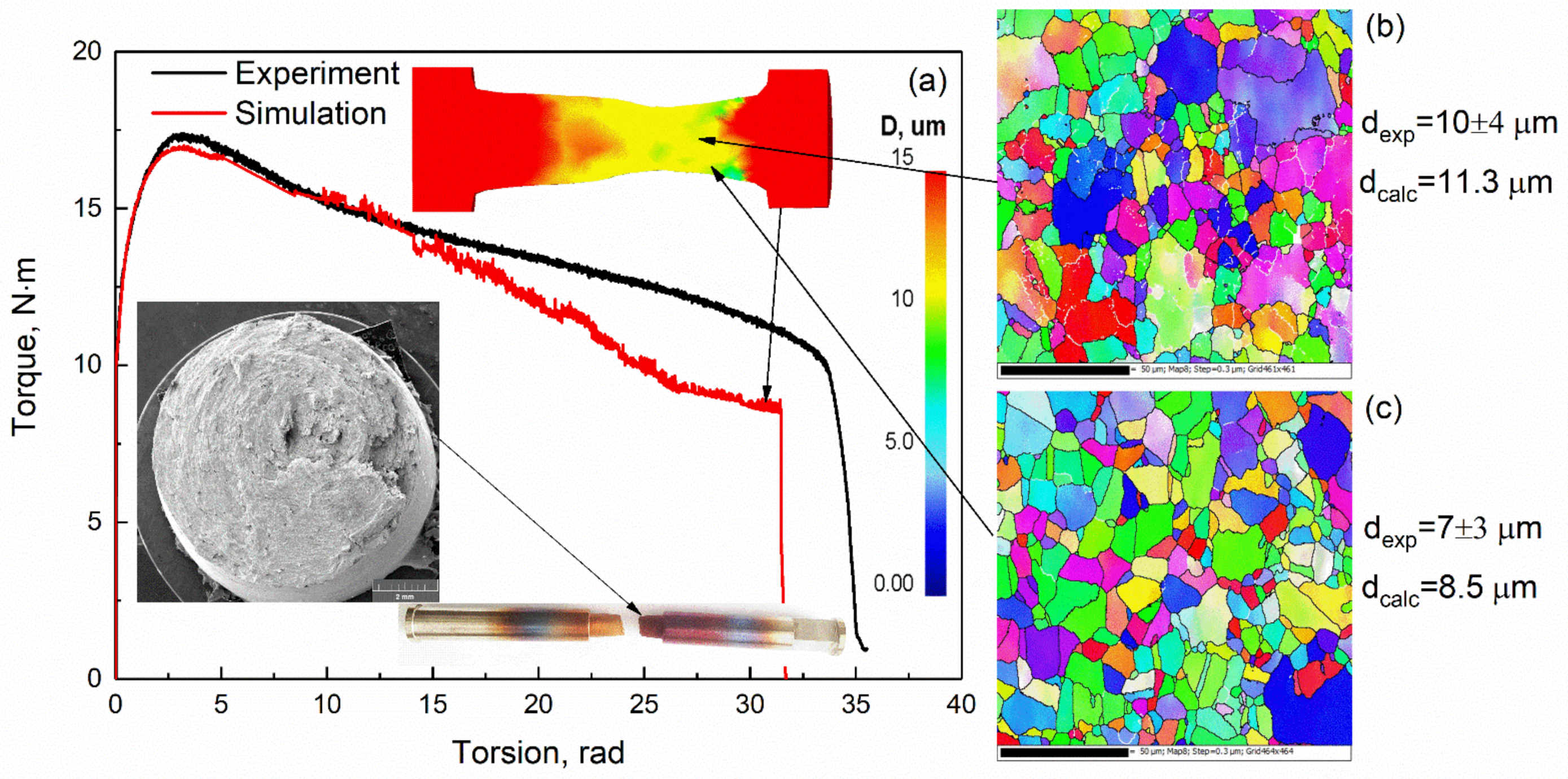
3.5. Approving of the Constructed Models
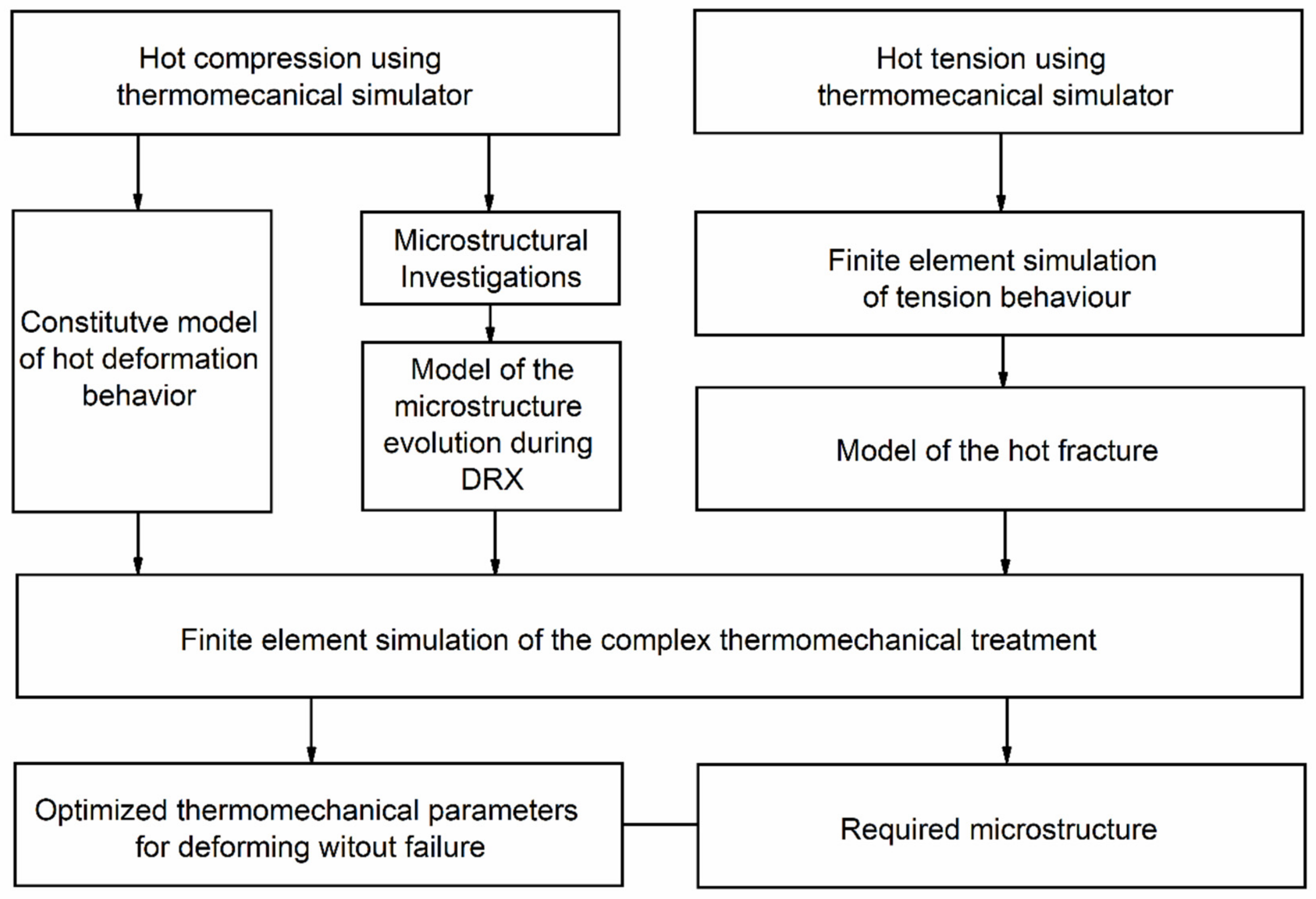
3.6. Algorithm for the United Approach Realization
4. Conclusions
- The united approach for modelling the hot deformation behavior, fracture, and microstructure evolution was developed and approved for the AISI 316Ti steel.
- The constructed strain compensated constitutive model of hot deformation behavior for the AISI 316Ti steel in the temperature range of 1173–1473 K and at the strain rate of 0.1, 1, and 10 s−1 showed a high accuracy with an average absolute relative error of 4.38%.
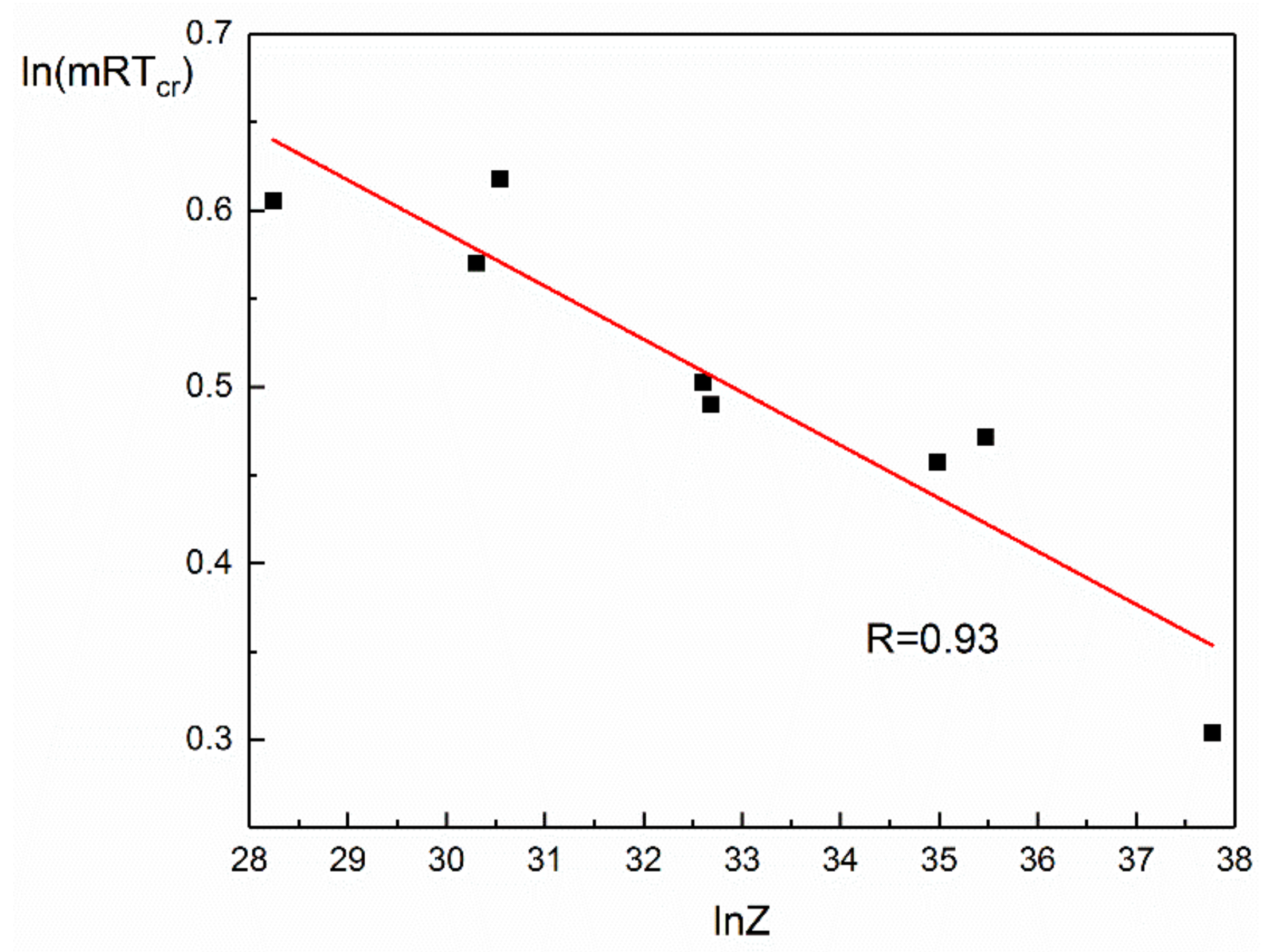
- The modified Rice and Tracy fracture model was realized to predict the investigated steel’s fracture behavior. It was shown that the critical value of the fracture criteria is dependent on the Zener–Hollomon parameter by a power law.
- The model of the AISI 316Ti steel microstructure evolution during dynamic recrystallization was constructed. The comparison of the effective activation energies’ values shows that the limiting factor of the dynamic recrystallization proceeding is the growth of the new grains in the deformed matrix.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kamaya, M. Failure assessment curve for austenitic stainless steel pipes of nuclear power plants. Eng. Fract. Mech. 2020, 238, 107283. [Google Scholar] [CrossRef]
- Tan, J.; Zhang, Z.; Zheng, H.; Wang, X.; Gao, J.; Wu, X.; Han, E.-H.; Yang, S.; Huang, P. Corrosion fatigue model of austenitic stainless steels used in pressurized water reactor nuclear power plants. J. Nucl. Mater. 2020, 541, 152407. [Google Scholar] [CrossRef]
- Ghazani, M.S.; Eghbali, B. Characterization of the hot deformation microstructure of AISI 321 austenitic stainless steel. Mater. Sci. Eng. A 2018, 730, 380–390. [Google Scholar] [CrossRef]
- Rout, M.; Biswas, S.; Ranjan, R.; Pal, S.K.; Singh, S.B. Deformation Behavior and Evolution of Microstructure and Texture During Hot Compression of AISI 304LN Stainless Steel. Met. Mater. Trans. A 2017, 49, 864–880. [Google Scholar] [CrossRef]
- Hermant, A.; Suzon, E.; Petit, P.; Bellus, J.; Georges, E.; Cortial, F.; Sennour, M.; Gourgues-Lorenzon, A.-F. Hot Deformation and Recrystallization Mechanisms in a Coarse-Grained, Niobium Stabilized Austenitic Stainless Steel (316Nb). Met. Mater. Trans. A 2019, 50, 1625–1642. [Google Scholar] [CrossRef]
- Xiao, Z.; Huang, Y.; Liu, H.; Wang, S. Hot Tensile and Fracture Behavior of 35CrMo Steel at Elevated Temperature and Strain Rate. Metals 2016, 6, 210. [Google Scholar] [CrossRef] [Green Version]
- Lee, B.J.; Song, J.S.; Hong, S.I. High-Temperature Deformability of a Fe-Cr-Mn-Ni Austenite Stainless Steel with High Nitrogen and High Carbon Contents. Metals 2018, 8, 608. [Google Scholar] [CrossRef] [Green Version]
- Han, Y.; Zou, D.; Chen, Z.; Fan, G.; Zhang, W. Investigation on hot deformation behavior of 00Cr23Ni4N duplex stainless steel under medium–high strain rates. Mater. Charact. 2011, 62, 198–203. [Google Scholar] [CrossRef]
- Fu, X.-Y.; Bai, P.-C.; Yang, J.-C. Hot Deformation Characteristics of 18Cr-5Ni-4Cu-N Stainless Steel Using Constitutive Equation and Processing Map. Metals 2020, 10, 82. [Google Scholar] [CrossRef] [Green Version]
- Mirzadeh, H.; Parsa, M.; Ohadi, D. Hot deformation behavior of austenitic stainless steel for a wide range of initial grain size. Mater. Sci. Eng. A 2013, 569, 54–60. [Google Scholar] [CrossRef]
- Xi, T.; Yang, C.; Shahzad, M.B.; Yang, K. Study of the processing map and hot deformation behavior of a Cu-bearing 317LN austenitic stainless steel. Mater. Des. 2015, 87, 303–312. [Google Scholar] [CrossRef]
- Churyumov, A.Y.; Pozdnyakov, A.V.; Churyumova, T.A.; Cheverikin, V.V. Hot plastic deformation of heat-resistant austenitic aisi 310s steel. Part 1. simulation of flow stress and dynamic recrystallization. Chernye Met. 2020, 2020, 48–55. [Google Scholar]
- Tvergaard, V.; Needleman, A. Analysis of the cup-cone fracture in a round tensile bar. Acta Met. 1984, 32, 157–169. [Google Scholar] [CrossRef]
- Wang, L.-Y.; Li, L. Parameter Identification of GTN Model Using Response Surface Methodology for High-Strength Steel BR1500HS. J. Mater. Eng. Perform. 2017, 26, 3831–3838. [Google Scholar] [CrossRef]
- Yan, S.; Zhao, X. A fracture criterion for fracture simulation of ductile metals based on micro-mechanisms. Theor. Appl. Fract. Mech. 2018, 95, 127–142. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Yang, F.P.; Luo, J.H.; Zhang, H.; Zhang, G.L.; Zhang, Y. Evaluation of ductile fracture criterions. Suxing Gongcheng Xuebao J. Plast. Eng. 2011, 18, 103–106. [Google Scholar]
- Kubík, P.; Šebek, F.; Hůlka, J.; Petruška, J. Calibration of ductile fracture criteria at negative stress triaxiality. Int. J. Mech. Sci. 2016, 108-109, 90–103. [Google Scholar] [CrossRef]
- Kõrgesaar, M. The effect of low stress triaxialities and deformation paths on ductile fracture simulations of large shell structures. Mar. Struct. 2019, 63, 45–64. [Google Scholar] [CrossRef]
- Bao, Y.; Wierzbicki, T. On fracture locus in the equivalent strain and stress triaxiality space. Int. J. Mech. Sci. 2004, 46, 81–98. [Google Scholar] [CrossRef]
- Hu, Q.; Li, X.; Han, X.; Chen, J. A new shear and tension based ductile fracture criterion: Modeling and validation. Eur. J. Mech. A Solids 2017, 66, 370–386. [Google Scholar] [CrossRef]
- Cockroft, M.G.; Latham, D.J. Ductile and workability of metals. J. Inst. Met. 1968, 96, 33–39. [Google Scholar]
- Rice, J.; Tracey, D. On the ductile enlargement of voids in triaxial stress fields∗. J. Mech. Phys. Solids 1969, 17, 201–217. [Google Scholar] [CrossRef] [Green Version]
- Renault, C.; Churyumov, A.Y.; Pozdniakov, A.V.; Churyumova, T.A. Microstructure and hot deformation behavior of FeMnAlCMo steel. J. Mater. Res. Technol. 2020, 9, 4440–4449. [Google Scholar] [CrossRef]
- Zhu, Y.; Zeng, W.; Zhang, F.; Zhao, Y.; Zhang, X.; Wang, K. A new methodology for prediction of fracture initiation in hot compression of Ti40 titanium alloy. Mater. Sci. Eng. A 2012, 553, 112–118. [Google Scholar] [CrossRef]
- Churyumov, A.Y. Deformation and Fracture of 13CrMoNbV Ferritic-Martensitic Steel at Elevated Temperature. Phys. Met. Met. 2019, 120, 1228–1232. [Google Scholar] [CrossRef]
- Churyumov, A.Y.; Pozdnyakov, A.V.; Churyumova, T.A.; Cheverikin, V.V. Hot plastic deformation of heat-resistant austenitic aisi 310s steel. Part 2. tensile torsional fracture simulation. Chernye. Met. 2020, 2020, 32–38. [Google Scholar]
- Shaikh, A.; Churyumov, A.; Pozdniakov, A.; Churyumova, T. Simulation of the Hot Deformation and Fracture Behavior of Reduced Activation Ferritic/Martensitic 13CrMoNbV Steel. Appl. Sci. 2020, 10, 530. [Google Scholar] [CrossRef] [Green Version]
- Oyane, M.; Sato, T.; Okimoto, K.; Shima, S. Criteria for ductile fracture and their applications. J. Mech. Work. Technol. 1980, 4, 65–81. [Google Scholar] [CrossRef]
- Norris, D.M.; Reaugh, J.E.; Moran, B.; Quiñones, D.F. A Plastic-Strain, Mean-Stress Criterion for Ductile Fracture. J. Eng. Mater. Technol. 1978, 100, 279–286. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, Y.; Li, F.; Liu, X.; Guo, B.; Jin, M. Modeling of dynamic recrystallization behavior of 21Cr-11Ni-N-RE lean austenitic heat-resistant steel during hot deformation. Mater. Sci. Eng. A 2016, 663, 141–150. [Google Scholar] [CrossRef]
- Churyumov, A.Y.; Pozdniakov, A.V. Simulation of Microstructure Evolution in Metal Materials under Hot Plastic Deformation and Heat Treatment. Phys. Met. Met. 2020, 121, 1064–1086. [Google Scholar] [CrossRef]
- Johnson, W.A. Reaction Kinetics in Processes of Nucleation and Growth. Trans. Am. Inst. Minning Metall. Eng. 1939, 135, 416–458. [Google Scholar]
- Avrami, M. Kinetics of Phase Change. II Transformation-Time Relations for Random Distribution of Nuclei. J. Chem. Phys. 1940, 8, 212–224. [Google Scholar] [CrossRef]
- Deming, W.E.; Birge, R.T. On the Statistical Theory of Errors. Rev. Mod. Phys. 1934, 6, 119–161. [Google Scholar] [CrossRef]
- Shen, G.; Semiatin, S.L.; Shivpuri, R. Modeling microstructural development during the forging of Waspaloy. Met. Mater. Trans. A 1995, 26, 1795–1803. [Google Scholar] [CrossRef]
- Khomutov, M.G.; Churyumov, A.Y.; Pozdnyakov, A.V.; Voitenko, A.G.; Chereshneva, A.A. Simulation of the Kinetics of Dynamic Recrystallization of Alloy KhN55MBYu-VD During Hot Deformation. Met. Sci. Heat Treat. 2019, 60, 606–610. [Google Scholar] [CrossRef]
- Kim, S.-I.; Lee, Y.; Jang, B.-L. Modeling of recrystallization and austenite grain size for AISI 316 stainless steel and its application to hot bar rolling. Mater. Sci. Eng. A 2003, 357, 235–239. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, M.; Wu, H.; Yang, B. Study on the dynamic recrystallization model and mechanism of nuclear grade 316LN austenitic stainless steel. Mater. Charact. 2016, 118, 92–101. [Google Scholar] [CrossRef]
- Dwivedi, S.; Rana, R.; Rana, A.; Rajpurohit, S.; Purohit, R. Investigation of Damage in Small Deformation in Hot Rolling Process Using FEM. Mater. Today Proc. 2017, 4, 2360–2372. [Google Scholar] [CrossRef]
- Yao, D.; Cai, L.; Bao, C. A new fracture criterion for ductile materials based on a finite element aided testing method. Mater. Sci. Eng. A 2016, 673, 633–647. [Google Scholar] [CrossRef]
- Lou, Y.; Yoon, J.W. Alternative approach to model ductile fracture by incorporating anisotropic yield function. Int. J. Solids Struct. 2019, 164, 12–24. [Google Scholar] [CrossRef]
- Mirnia, M.J.; Vahdani, M. Calibration of ductile fracture criterion from shear to equibiaxial tension using hydraulic bulge test. J. Mater. Process. Technol. 2020, 280, 116589. [Google Scholar] [CrossRef]
- Lemesle, J.; Hubert, C.; Bigerelle, M. Numerical Study of the Toughness of Complex Metal Matrix Composite Topologies. Appl. Sci. 2020, 10, 6250. [Google Scholar] [CrossRef]
- Kaczmarczyk, J.; Grajcar, A. Numerical Simulation and Experimental Investigation of Cold-Rolled Steel Cutting. Materials 2018, 11, 1263. [Google Scholar] [CrossRef] [Green Version]
- Hubert, C.; Dubar, L.; Dubar, M.; Dubois, A. Finite Element simulation of the edge-trimming/cold rolling sequence: Analysis of edge cracking. J. Mater. Process. Technol. 2012, 212, 1049–1060. [Google Scholar] [CrossRef]
- Nioi, M.; Pinna, C.; Celotto, S.; Swart, E.; Farrugia, D.; Husain, Z.; Ghadbeigi, H. Finite element modelling of surface defect evolution during hot rolling of Silicon steel. J. Mater. Process. Technol. 2019, 268, 181–191. [Google Scholar] [CrossRef]
- Marashi, J.; Yakushina, E.; Xirouchakis, P.; Zante, R.C.; Foster, J. An evaluation of H13 tool steel deformation in hot forging conditions. J. Mater. Process. Technol. 2017, 246, 276–284. [Google Scholar] [CrossRef] [Green Version]
- Wan, Z.; Hu, L.; Sun, Y.; Wang, T.; Li, Z. Hot deformation behavior and processing workability of a Ni-based alloy. J. Alloys Compd. 2018, 769, 367–375. [Google Scholar] [CrossRef]
- Churyumov, A.Y.; Khomutov, M.G.; Tsar’Kov, A.A.; Pozdnyakov, A.V.; Solonin, A.N.; Efimov, V.M.; Mukhanov, E.L. Study of the structure and mechanical properties of corrosion-resistant steel with a high concentration of boron at elevated temperatures. Phys. Met. Met. 2014, 115, 809–813. [Google Scholar] [CrossRef]
- Poliak, E.; Jonas, J. A one-parameter approach to determining the critical conditions for the initiation of dynamic recrystallization. Acta Mater. 1996, 44, 127–136. [Google Scholar] [CrossRef]
- Lo, K.; Shek, C.; Lai, J. Recent developments in stainless steels. Mater. Sci. Eng. R Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Hedayati, A.; Najafizadeh, A.; Kermanpur, A.; Forouzan, F. The effect of cold rolling regime on microstructure and mechanical properties of AISI 304L stainless steel. J. Mater. Process. Technol. 2010, 210, 1017–1022. [Google Scholar] [CrossRef]
- Talonen, J.; Nenonen, P.; Pape, G.; Hänninen, H. Effect of strain rate on the strain-induced γ, → α′-martensite transformation and mechanical properties of austenitic stainless steels. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2005, 36, 421–432. [Google Scholar] [CrossRef]
- Xiao, B.; Xu, L.; Zhao, L.; Jing, H.; Han, Y.; Tang, Z. Strain dependent constitutive model and microstructure evolution of a novel 9Cr martensitic steel during high-temperature deformation. Mater. Sci. Eng. A 2019, 756, 336–345. [Google Scholar] [CrossRef]
- Churyumov, A.; Khomutov, M.; Solonin, A.; Pozdniakov, A.; Churyumova, T.; Minyaylo, B. Hot deformation behaviour and fracture of 10CrMoWNb ferritic–martensitic steel. Mater. Des. 2015, 74, 44–54. [Google Scholar] [CrossRef]
- Mandal, S.; Sivaprasad, P.; Venugopal, S.; Murthy, K. Artificial neural network modeling to evaluate and predict the deformation behavior of stainless steel type AISI 304L during hot torsion. Appl. Soft Comput. 2009, 9, 237–244. [Google Scholar] [CrossRef]
- Chen, L.; Sun, W.; Lin, J.; Zhao, G.; Wang, G. Modelling of constitutive relationship, dynamic recrystallization and grain size of 40Cr steel during hot deformation process. Results Phys. 2019, 12, 784–792. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | Reference | ||
|---|---|---|---|
| 21Cr-11Ni-N-RE | = 1.503, | [31] | |
| Ni55CrMoNbAl | = 1.76, | [37] | |
| AISI 316 | [38] | ||
| AISI 310S | [12] | ||
| AISI 316LN | [39] |
| C | Si | Mn | Cr | Ni | Mo | Ti | Co | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.08 | 0.5 | 1.9 | 16.8 | 10.5 | 2.0 | 0.24 | 0.16 | Balance |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Churyumov, A.Y.; Medvedeva, S.V.; Mamzurina, O.I.; Kazakova, A.A.; Churyumova, T.A. United Approach to Modelling of the Hot Deformation Behavior, Fracture, and Microstructure Evolution of Austenitic Stainless AISI 316Ti Steel. Appl. Sci. 2021, 11, 3204. https://doi.org/10.3390/app11073204
Churyumov AY, Medvedeva SV, Mamzurina OI, Kazakova AA, Churyumova TA. United Approach to Modelling of the Hot Deformation Behavior, Fracture, and Microstructure Evolution of Austenitic Stainless AISI 316Ti Steel. Applied Sciences. 2021; 11(7):3204. https://doi.org/10.3390/app11073204
Chicago/Turabian StyleChuryumov, Alexander Yu., Svetlana V. Medvedeva, Olga I. Mamzurina, Alena A. Kazakova, and Tatiana A. Churyumova. 2021. "United Approach to Modelling of the Hot Deformation Behavior, Fracture, and Microstructure Evolution of Austenitic Stainless AISI 316Ti Steel" Applied Sciences 11, no. 7: 3204. https://doi.org/10.3390/app11073204
APA StyleChuryumov, A. Y., Medvedeva, S. V., Mamzurina, O. I., Kazakova, A. A., & Churyumova, T. A. (2021). United Approach to Modelling of the Hot Deformation Behavior, Fracture, and Microstructure Evolution of Austenitic Stainless AISI 316Ti Steel. Applied Sciences, 11(7), 3204. https://doi.org/10.3390/app11073204